Спосіб обробки металевої штаби та пристрій для його здійснення
Номер патенту: 96468
Опубліковано: 10.11.2011
Автори: Сєнокосов Євгєній Стєпановіч, Кречмер Маттіас, Цербе Рюдігер, Беренс Хольгер, Брісбергер Рольф, Сєнокосов Андрєй Євгєньєвіч, Фромманн Клаус
Формула / Реферат
1. Спосіб обробки металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2) плазмового видалення окалини, причому безпосередньо або опосередковано за плазмовим видаленням окалини здійснюють покриття металевої штаби (1) рідким металом, який відрізняється тим, що металеве покриття на металеву штабу (1) наносять у вертикальній лінії гальванізації, при цьому матеріал покриття утримують в ємності (32) нанесення покриття за допомогою електромагнітного затвора, при цьому після плазмового видалення окалини попередньо нагріту металеву штабу (1) без доступу повітря в атмосфері захисного газу спрямовують в прохідну піч (28) перед нанесенням покриття.
2. Спосіб за п. 1, який відрізняється тим, що лінія покриття рідким металом є лінією гарячого оцинковування металевої штаби (1).
3. Спосіб за п. 1 або 2, який відрізняється тим, що металевою штабою є гарячекатана штаба з сталі звичайної якості або гарячекатана, або холоднокатана штаба з аустенітної або феритної нержавіючої сталі.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що металеву штабу (1) піддають плазмовому видаленню окалини і подальшому нанесенню покриття в одній об'єднаній установці.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що металеву штабу (1) в прохідній печі (28) нагрівають до температури, необхідної для нанесення покриття.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що металеву штабу (1) в прохідній печі (28) нагрівають індуктивно.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що металеву штабу (1) в прохідній печі (28) нагрівають до 440-520 °С, перед подачею в ємність (32) нанесення покриття.
8. Спосіб за п. 7, який відрізняється тим, що металеву штабу (1) в прохідній печі (28) нагрівають до 460 °С перед подачею в ємність (32) нанесення покриття.
9. Пристрій для обробки металевої штаби (1), що містить щонайменше один пристрій (2) плазмового видалення окалини і розташовану за ним лінію покриття рідким металом цієї штаби (1), який відрізняється тим, що він призначений для здійснення способу за будь-яким з пп. 1-8, при цьому лінія покриття рідким металом для нанесення металевого покриття на металеву штабу (1) виконана у вигляді вертикальної лінії гальванізації, забезпеченої прохідною піччю (28), при цьому на вихідній стороні пристрою (2) для плазмового видалення окалини передбачений вакуумний шлюз (25), а на вхідній стороні прохідної печі (28) - вхідний пічний шлюз (29), які герметично з'єднані один з одним, при цьому передбачені засоби для створення в прохідній печі (28) атмосфери захисного газу і електромагнітний затвор для утримання матеріалу покриття в ємності (32) нанесення покриття.
10. Пристрій за п. 9, який відрізняється тим, що лінія покриття рідким металом є лінією гарячого оцинковування металевої штаби (1).
11. Пристрій за п. 9 або 10, який відрізняється тим, що металевою штабою є гарячекатана штаба зі сталі звичайної якості або гарячекатана, або холоднокатана штаба з аустенітної або феритної нержавіючої сталі.
Текст
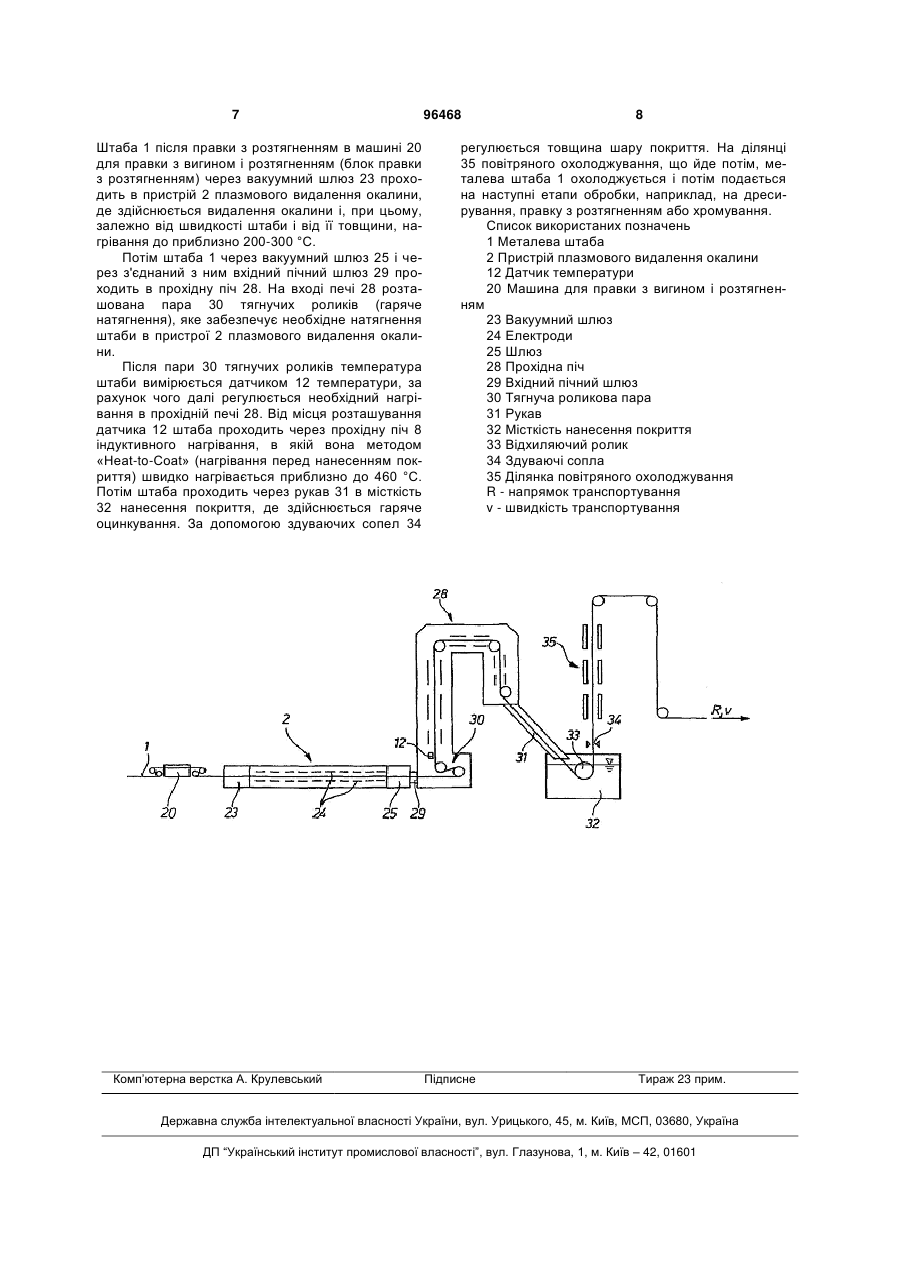
1. Спосіб обробки металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2) плазмового видалення окалини, причому безпосередньо або опосередковано за плазмовим видаленням окалини здійснюють покриття металевої штаби (1) рідким металом, який відрізняється тим, що металеве покриття на металеву штабу (1) наносять у вертикальній лінії гальванізації, при цьому матеріал покриття утримують в ємності (32) нанесення покриття за допомогою електромагнітного затвора, при цьому після плазмового видалення окалини попередньо нагріту металеву штабу (1) без доступу повітря в атмосфері захисного газу спрямовують в прохідну піч (28) перед нанесенням покриття. 2. Спосіб за п. 1, який відрізняється тим, що лінія покриття рідким металом є лінією гарячого оцинковування металевої штаби (1). 2 (19) 1 3 96468 4 10. Пристрій за п. 9, який відрізняється тим, що лінія покриття рідким металом є лінією гарячого оцинковування металевої штаби (1). 11. Пристрій за п. 9 або 10, який відрізняється тим, що металевою штабою є гарячекатана штаба зі сталі звичайної якості або гарячекатана, або холоднокатана штаба з аустенітної або феритної нержавіючої сталі. Винахід належить до галузі металургії, а саме - способу видалення окалини і подальшої обробки металевої штаби, зокрема, гарячекатаної штаби із сталі звичайної якості або гарячекатаної, або холоднокатаної штаби з аустенітної або феритної нержавіючої сталі, при якому металеву штабу в напрямку транспортування пропускають через щонайменше один пристрій плазмового видалення окалини, в якому здійснюється видалення окалини за допомогою плазми. Для наступної стадії обробки, наприклад для холодної прокатки, нанесення металевого покриття або безпосередньої обробки до кінцевого продукту, сталева штаба повинна мати поверхню без окалини. Для цього необхідно без залишків видаляти окалину, що утворилася при гарячій прокатці і подальшому охолоджуванні. Згідно з відомим рівнем техніки, це досягається процесом травлення, при цьому окалина, що складається з різних оксидів заліза (FeO, Fe3O4, Fe2O3) або у випадку нержавіючих сталей з оксидів заліза, збагачених хромом, залежно від складу сталі розчиняється при хімічній реакції з кислотами, що протікає при підвищеній температурі, наприклад, соляною, сірчаною, азотною або сумішшю азотної та сірчаної кислот. Перед травленням сталі звичайної якості необхідно здійснення додаткового процесу механічної обробки, правки з вигином і розтягненням, для забезпечення розлому окалини і полегшення введення кислоти в шар окалини. У випадку слабосхильних до травлення нержавіючих аустенітних і феритних сталей застосовують відпал і попереднє механічне видалення окалини перед процесом травлення для забезпечення поверхні штаби, добре придатної для травлення. Після травлення штабу промивають, висушують і при необхідності покривають маслом для запобігання подальшому окисненню. Травлення штаби здійснюють в безперервних лініях, робочі ділянки яких залежно від швидкості руху штаби мають значну довжину. Подібні установки також вимагають значних інвестицій. Сам процес травлення, крім того, вимагає значних витрат енергії і витрат на забезпечення видалення стічних вод і регенерацію соляної кислоти, що найчастіше застосовується для сталі звичайної якості. З рівня техніки відомі різні підходи, що забезпечують видалення окалини із сталевої заготовки без застосування кислот. Відомі до даного моменту розробки базуються в основному на механічному видаленні окалини (наприклад, процеси Ishiclean та АРО). Передусім, такі способи з точки зору їх економічності та якості заготовки після видалення окалини не придатні для промислового видалення окалини з широких сталевих штаб. Тому при видаленні окалини з таких штаб, як і рані ше, орієнтуються на застосування кислот. Недоліки, пов'язані з економічністю, та екологічний фактор в цьому випадку також повинні братися до уваги. Нові підходи до видалення окалини з металевих заготовок орієнтуються на плазмові технології. Подібні способи та пристрої для видалення окалини з металевих заготовок з різною геометрією, наприклад з металевої штаби або з подовженої металевої заготовки, відомі в рівні техніки в різних варіантах реалізації. Можна, наприклад, назвати документи WO2004/044257 А1, WO2000/056949, RU 2145912 С1. У цих описаних технологіях видалення окалини за допомогою плазми заготовка, що обробляється, проходить між спеціальними електродами, які розташовуються у вакуумній камері. Видалення окалини здійснюється за допомогою плазми, що формується між стальною штабою та електродами, при цьому формується гладка металева поверхня без залишків окалини. Плазмова технологія надає, таким чином, економічну, порівняно недорогу та екологічну можливість очищення сталевої поверхні. Вона застосовна для сталей звичайної якості і для нержавіючих, аустенітних і феритних сталей. Спеціальна попередня обробка не потрібна. При плазмовому видаленні окалини штаба проходить між розташованими над і під штабою електродами у вакуумній камері. Плазма розташовується між електродами і поверхнею штаби, по обидві сторони штаби. При цьому вплив плазми на окалину призведе до видалення оксидів з поверхні штаби, яке пов'язане з підвищенням температури штаби, що, в свою чергу, є небажаним. Це підвищення температури при виході штаби з вакуумної камери на повітря може призвести до утворення на поверхні штаби шару оксидів, що є недопустимим при подальшій обробці, такій як холодна прокатка або безпосередня обробка гарячекатаної штаби. Як поліпшення в подібній ситуації після плазмового видалення окалини може бути передбачене охолоджування металевої штаби, що розкрито в різних документах JP 07132316 A, JP 06279842 A, JP 06248355 A, JP 03120646 А, JP 2001140051 А та JP 05105941 А. Згадані в перелічених документах концепції передбачають заходи для охолоджування, які в деякій частині пов'язані зі значними недоліками або є відносно неефективними. Так, для охолоджування застосовується, наприклад, розпилення середовищ, що робить необхідним здійснення подальшого сушіння штаби. При обробці металевої штаби охолоджуючим газом швидкість охолоджування є дуже малою, крім того, подібна обробка нездійсненна у вакуумі. Інші рішення, що також пропонуються, не розкривають заходів для забезпечення визначеної температури металевої штаби. 5 Для більшості застосувань потрібне контрольоване охолоджування металевої штаби під час або після видалення окалини, перед тим, як штаба увійде в зіткнення з повітрям. Таке цілеспрямоване охолоджування не є можливим в рішеннях, відомих в рівні техніки. В основі винаходу лежить задача створення способу та відповідного пристрою для обробки металевої штаби, з якими є можливим підвищити якість штаби, що одержується, і при цьому запобігти процесу окиснення, без негативного впливу на структуру штаби. Вирішення поставленої задачі винаходу досягається в частині способу за рахунок того, що металеву штабу в напрямі транспортування пропускають через щонайменше один пристрій плазмового видалення окалини, причому безпосередньо або опосередковано за плазмовим видаленням окалини здійснюється покриття металевої штаби рідким металом, зокрема, гаряче оцинковування металевої штаби, причому металеве покриття на металеву штабу наносять у вертикальній лінії гальванізації, при цьому матеріал покриття втримують в місткості нанесення покриття шляхом електромагнітного затвору. Переважно, для досягнення повного видалення передбачено, що металева штаба зазнає щонайменше двократного плазмового видалення окалини за необхідності з подальшим контрольованим охолоджуванням. З іншого боку не чиниться негативний вплив на структуру металевої штаби, оскільки плазмове видалення окалини здійснюється в кожному пристрої для плазмового видалення окалини в такому режимі, що металева штаба після кожного пристрою видалення окалини має температуру не більше 200 °С. Описані технології в порівнянні з травленням забезпечують переваги в частині екологічності, витраті енергії та якості. Далі, інвестиційні витрати для таких установок значно нижчі, ніж для відповідних установок видалення окалини і/або очищення. Особливо переважно, що металева штаба після видалення окалини має дуже якісну і не окиснену поверхню, так що подальші операції також здійснюються з високою якістю виробу, що одержується. У винаході надійно досягається те, що металева штаба під час або після видалення окалини контрольовано охолоджується до температури, яка лежить нижче температури, при якій відбувається окиснення на повітрі або виникають кольори мінливості на поверхні штаби. При способі видалення окалини з металевої штаби, зокрема, гарячекатаної штаби із сталі звичайної якості, при якій металева штаба в напрямку транспортування проходить через щонайменше один пристрій для плазмового видалення окалини, може бути передбачено, що безпосередньо або опосередковано за плазмовим видаленням окалини здійснюється покриття металевої штаби рідким металом, зокрема, гаряче оцинкування металевої штаби. Переважним чином, енергія, що вводиться в 96468 6 металеву штабу при плазмовому видаленні окалини, може бути використана для попереднього нагрівання металевої штаби перед нанесенням покриття. Металева штаба в цьому випадку переважно піддається плазмовому видаленню окалини і подальшому нанесенню покриття, зокрема, гарячому оцинкуванню, в одній об'єднаній установці. При цьому переважно, що заздалегідь нагріту металеву штабу після плазмового видалення окалини без доступу повітря проводять через захисну атмосферу необхідної для нанесення покриття прохідної печі, в якій штаба нагрівається до температури, необхідної для нанесення покриття. При цьому нагрівання штаби після плазмового видалення окалини може здійснюватися індуктивно, наприклад, способом «Heat-to-Coat». При цьому штаба, зокрема, штаба, що піддається оцинкуванню, у відновній атмосфері дуже швидко нагрівається до 440-520 °С, зокрема щонайменше до 460 °С, перед надходженням у ванну матеріалу покриття. Нанесення покриття, що йде за плазмовим видаленням окалини, може здійснюватися безперервним способом з відхиляючими роликами у ванні матеріалу покриття або вертикальним способом (безперервна вертикальна лінія гальванізації CVGL), при якому матеріал покриття утримується у ванні за допомогою електромагнітного затвора. Металева штаба при цьому на короткий час занурюється у ванну матеріалу покриття. Установка для плазмового видалення окалини може бути об'єднана з прохідною піччю для гарячого оцинкування для гарячекатаної штаби, при цьому на вихідній стороні установки для плазмового видалення окалини може знаходитися вакуумний шлюз, а на вхідній стороні прохідної печі пічний шлюз, відомої конструкції, які герметично з'єднані один з одним. Згадане з'єднання установки для плазмового видалення окалини та установки нанесення покриття має ту перевагу, що гарячекатана сталева штаба перед гарячим оцинкуванням повністю вільна від оксидів для нанесення шару цинкового покриття, що добре приєднується. Крім того, штаба нагрівається до температури, яка, залежно від швидкості нагрівання, лежить в інтервалі від 460 до 650 °С. При цьому нагрівання штаби в процесі плазмового видалення окалини може розглядатися як попереднє нагрівання штаби перед входженням в прохідну піч, при цьому досягається економія енергії і зниження розмірів печі. На кресленні далі показаний приклад реалізації даного винаходу: - схематично, пристрій для видалення окалини і подальшого гарячого оцинкування металевої штаби, на вигляді збоку. На кресленні зображене рішення, при якому тепло, що вводиться в металеву штабу при плазмовому видаленні окалини, використовується для того, щоб безпосередньо за пристроєм видалення окалини наносити на штабу металу покриття. Креслення показує частину процесу в об'єднаній лінії з установки плазмового видалення окалини і гарячого оцинкування гарячекатаної сталевої штаби. 7 Штаба 1 після правки з розтягненням в машині 20 для правки з вигином і розтягненням (блок правки з розтягненням) через вакуумний шлюз 23 проходить в пристрій 2 плазмового видалення окалини, де здійснюється видалення окалини і, при цьому, залежно від швидкості штаби і від її товщини, нагрівання до приблизно 200-300 °С. Потім штаба 1 через вакуумний шлюз 25 і через з'єднаний з ним вхідний пічний шлюз 29 проходить в прохідну піч 28. На вході печі 28 розташована пара 30 тягнучих роликів (гаряче натягнення), яке забезпечує необхідне натягнення штаби в пристрої 2 плазмового видалення окалини. Після пари 30 тягнучих роликів температура штаби вимірюється датчиком 12 температури, за рахунок чого далі регулюється необхідний нагрівання в прохідній печі 28. Від місця розташування датчика 12 штаба проходить через прохідну піч 8 індуктивного нагрівання, в якій вона методом «Heat-to-Coat» (нагрівання перед нанесенням покриття) швидко нагрівається приблизно до 460 °С. Потім штаба проходить через рукав 31 в місткість 32 нанесення покриття, де здійснюється гаряче оцинкування. За допомогою здуваючих сопел 34 Комп’ютерна верстка А. Крулевський 96468 8 регулюється товщина шару покриття. На ділянці 35 повітряного охолоджування, що йде потім, металева штаба 1 охолоджується і потім подається на наступні етапи обробки, наприклад, на дресирування, правку з розтягненням або хромування. Список використаних позначень 1 Металева штаба 2 Пристрій плазмового видалення окалини 12 Датчик температури 20 Машина для правки з вигином і розтягненням 23 Вакуумний шлюз 24 Електроди 25 Шлюз 28 Прохідна піч 29 Вхідний пічний шлюз 30 Тягнуча роликова пара 31 Рукав 32 Місткість нанесення покриття 33 Відхиляючий ролик 34 Здуваючі сопла 35 Ділянка повітряного охолоджування R - напрямок транспортування v - швидкість транспортування Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for processing of metal strip
Автори англійськоюBehrens Holger, Brisberger, Rolf, Frommann Klaus, Kretschmer Matthias, Zerbe Rudiger, Senokosov Evgeny Stepanovich, Senokosov Andrei Evgenievich
Назва патенту російськоюСпособ обработки металлической полосы и устройство для его осуществления
Автори російськоюБеренс Хольгер, Брисбергер Рольф, Фромманн Клаус, Кречмер Маттиас, Цербе Рюдигер, Сенокосов Евгений Степанович, Сенокосов Андрей Евгеньевич
МПК / Мітки
МПК: B08B 7/00, C21D 9/56, B21B 45/06, C23C 2/02, C23C 2/06, C23C 2/28
Мітки: пристрій, обробки, здійснення, штаби, спосіб, металевої
Код посилання
<a href="https://ua.patents.su/4-96468-sposib-obrobki-metalevo-shtabi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металевої штаби та пристрій для його здійснення</a>
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Ріхтер Ханс-Петер, Зайдель Юрген, Грамер Андреас, Габріель Хайнц Дітер, Кремер Штефан, Резе Хайнріх, Тіммербойль Вальтер
МПК: B21B 1/46, B08B 3/02, B08B 3/00, B22D 11/06, B22D 11/14, B21C 1/02, B22D 11/22
Мітки: тонкого, обробки, гарячого, сляба, окалини, пристрій, видалення, установці, прокатування, спосіб, штаби, здійснення
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Спосіб виробництва литої металевої штаби та двовалковий розливний пристрій для його здійснення
Номер патенту: 84703
Опубліковано: 25.11.2008
Автори: Бруммейер Маркус, Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B22D 43/00, B22D 11/06, B22D 11/106
Мітки: металевої, литої, спосіб, пристрій, виробництва, штаби, здійснення, розливний, двовалковий
Формула / Реферат:
1. Спосіб виробництва литої металевої штаби з використанням двох ливарних валків (1, 2) і двох бокових пластин (3, 4), що разом утворюють простір (5) для розплаву і ливарний розхил (7), причому рідкий метал подають до простору (5) для розплаву металу й у цьому просторі (5) утворюють плавильну ванну з поверхнею (8) плавильної ванни, і литу металеву штабу (13) подають з простору (5) для розплаву через ливарний розхил (7), і під дією принаймні...
Спосіб та пристрій для видалення окалини з металевої штаби
Номер патенту: 89810
Опубліковано: 10.03.2010
Автори: Сєнокосов Євгєній Стєпановіч, Кречмер Маттіас, Брісбергер Рольф, Сєнокосов Андрєй Євгєньєвіч, Цербе Рюдігер, Фромманн Клаус, Беренс Хольгер
МПК: B08B 7/00, C21D 1/82, B21B 45/04
Мітки: пристрій, спосіб, окалини, видалення, штаби, металевої
Формула / Реферат:
1. Спосіб видалення окалини з металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2, 3) плазмового видалення окалини, в якому здійснюють видалення окалини за допомогою плазми, при цьому металеву штабу (1) після плазмового видалення окалини щонайменше в одному пристрої (2, 3) плазмового видалення окалини піддають контрольованому охолоджуванню в пристрої (4, 5)...
Спосіб і пристрій для виробництва металевої штаби
Номер патенту: 90295
Опубліковано: 26.04.2010
Автор: Денкер Вольфганг
МПК: B21B 38/00, B21B 37/48
Мітки: штаби, металевої, спосіб, виробництва, пристрій
Формула / Реферат:
1. Спосіб виробництва металевої штаби (1), при якому металева штаба (1) проводиться по декількох роликах (2, 3, 4, 5) під таким натягненням (S) штаби і рухається в такому напрямку (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), причому діючі внутрішні напруження розтягнення в металевій штабі (1) стають оптично видимими, після чого визначають внутрішні напруження розтягнення або різниці внутрішніх напружень...
Пристрій для охолоджування металевої штаби
Номер патенту: 94499
Опубліковано: 10.05.2011
Автори: ФІШЕР Штефан, Арменат Юрген
МПК: B21B 45/02
Мітки: пристрій, охолоджування, штаби, металевої
Формула / Реферат:
1. Пристрій (1) для охолоджування металевої штаби (2) між двома прокатними клітями (3), в якому штаба (2) прямує по виконаному плоским передавальному елементу (4), під яким розташований розпилювальний елемент (5), що направляє охолоджуюче середовище (7) через щонайменше один отвір (6) в передавальному елементі (4) на нижню сторону (8) штаби (2), який відрізняється тим, що в передавальному елементі (4) виконані щонайменше два розташовані...
Попередній патент: Печиво ротаційного формування з високим вмістом волокна, яке містить інулін і резистентний крохмаль
Наступний патент: Облицювання опорної рами стрілового крана
Випадковий патент: Спосіб прогнозування розвитку післяінсультної спастичності у хворих після перенесеного первинного церебрального ішемічного інсульту