Спосіб виготовлення композитного матеріалу з карбіду кремнію для трансплантації губчастих кісток та зубних імплантів
Номер патенту: 60572
Опубліковано: 25.06.2011
Автори: Кисельов Віталій Семенович, Бєляєв Олександр Євгенович

Формула / Реферат
1. Спосіб виготовлення композитного матеріалу з карбіду кремнію для трансплантації губчастих кісток та зубних імплантів, що включає виготовлення вуглецевої матриці потрібної форми з відкритою пористістю шляхом піролізу заготовки із заболонної частини стовбура деревини листвяних розсіяно судинних порід, просочення її рідким кремнієм та синтез карбіду кремнію, який відрізняється тим, що для виготовлення вуглецевої матриці розмір заготовки з деревини вибирають на 25-30 % більше, ніж розмір потрібного виробу, для компенсації усадки, що відбувається при піролізі, а в центрі заготовки виконують отвір, розмір якого визначається призначенням та конструкцією кінцевого виробу, перед піролізом в отвір вводять вуглецеві волокна, після піролізу одержаній матриці надають потрібні розміри та форму виробу і проводять просочення кремнієм з одночасним синтезом карбіду кремнію, при просоченні кремнієм використовують співвідношення ваги кремнію PSIC до ваги вуглецевої матриці РС в інтервалі величини PSIC/PС =2,5-3,0.
2. Спосіб за п. 1, який відрізняється тим, що для виготовлення вуглецевих матриць використовують гілки дерев листвяних порід, у яких отвір виготовляють у центрі гілок.
Текст
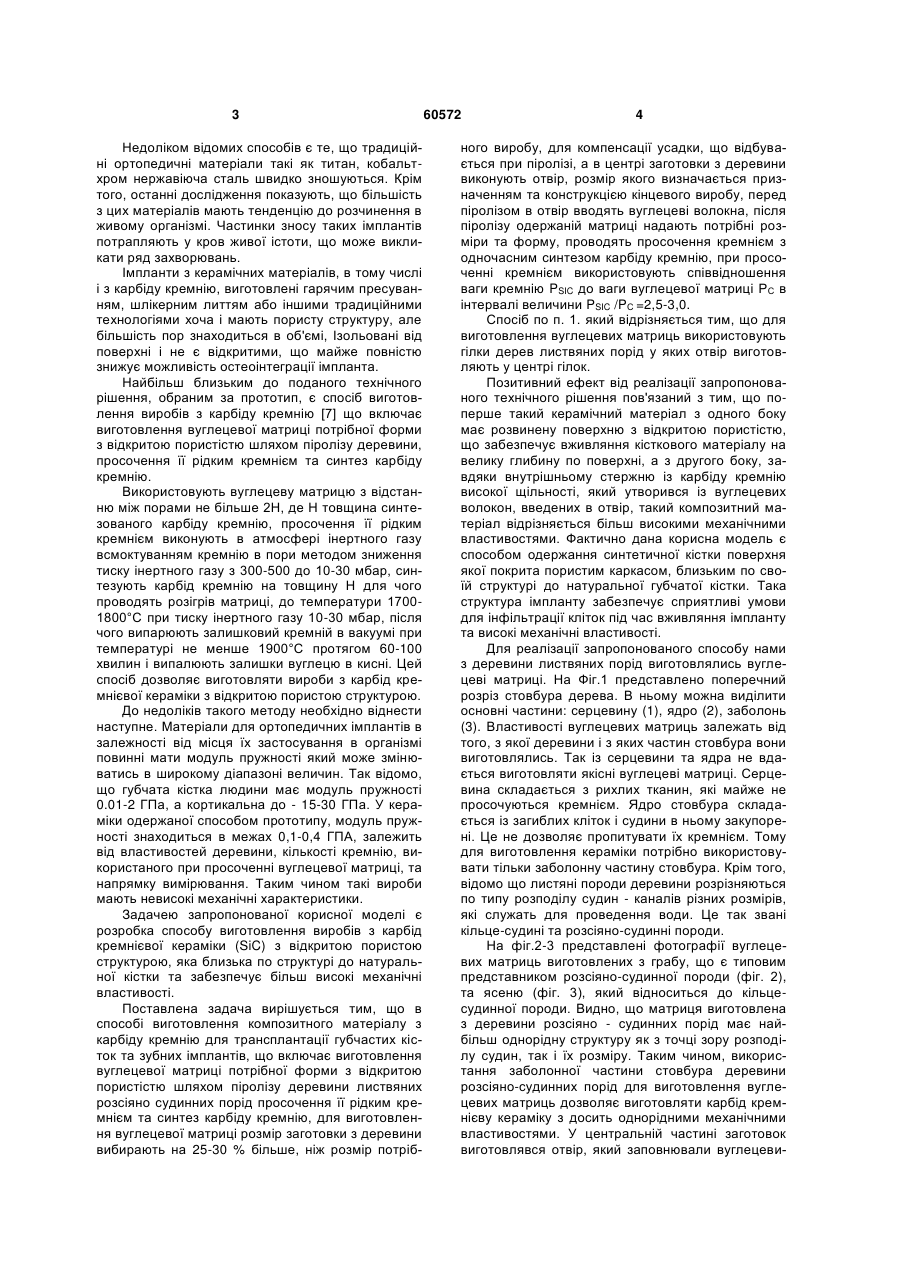
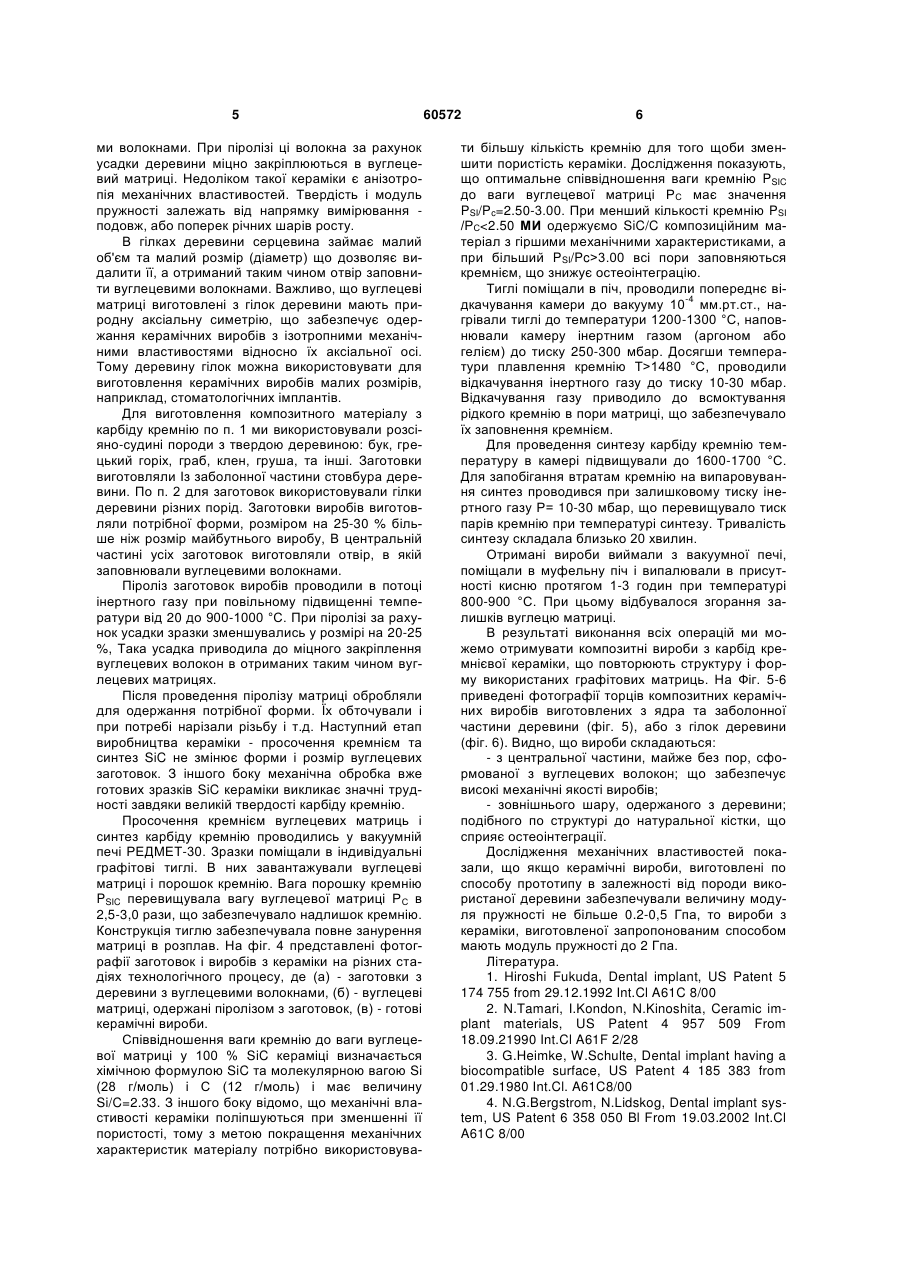
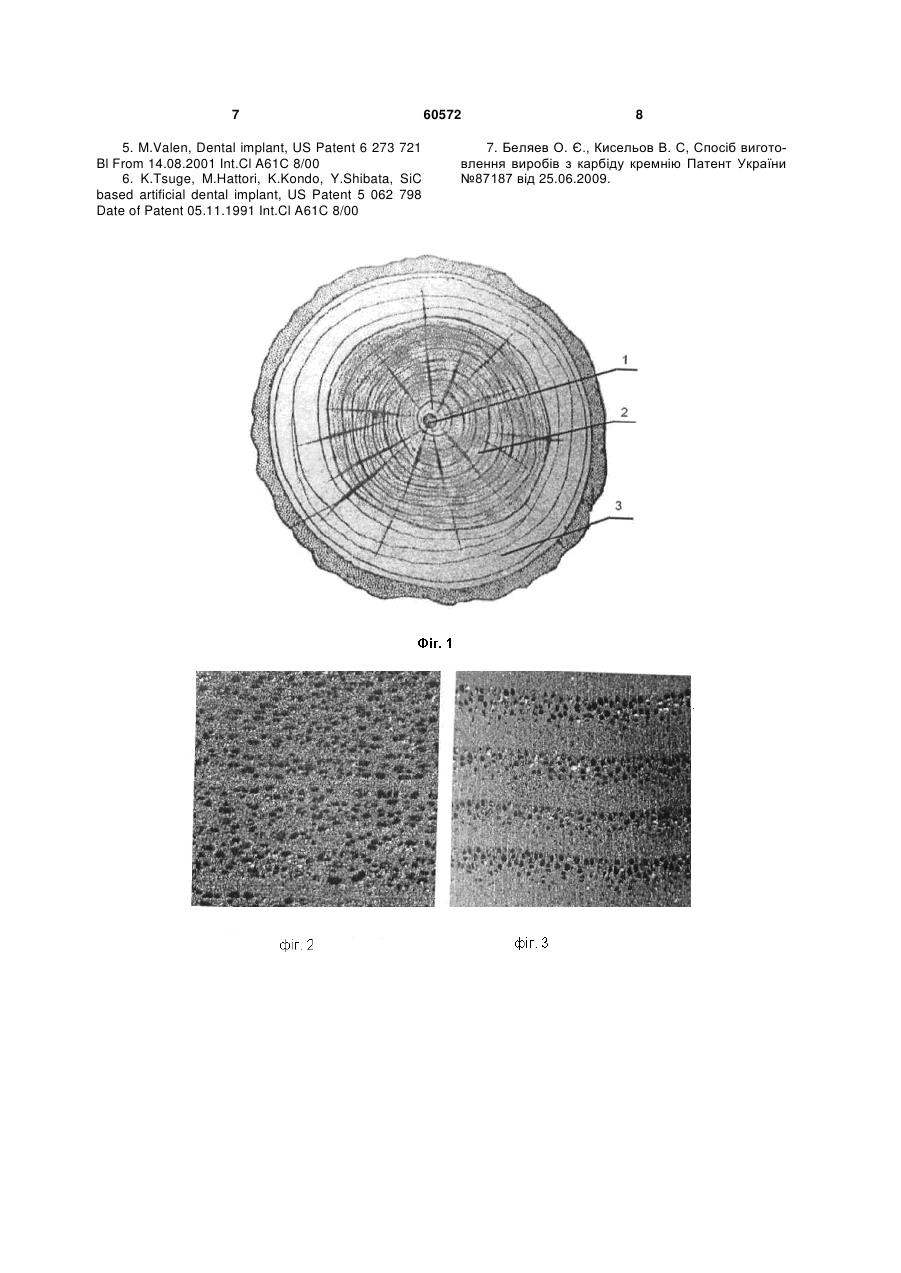
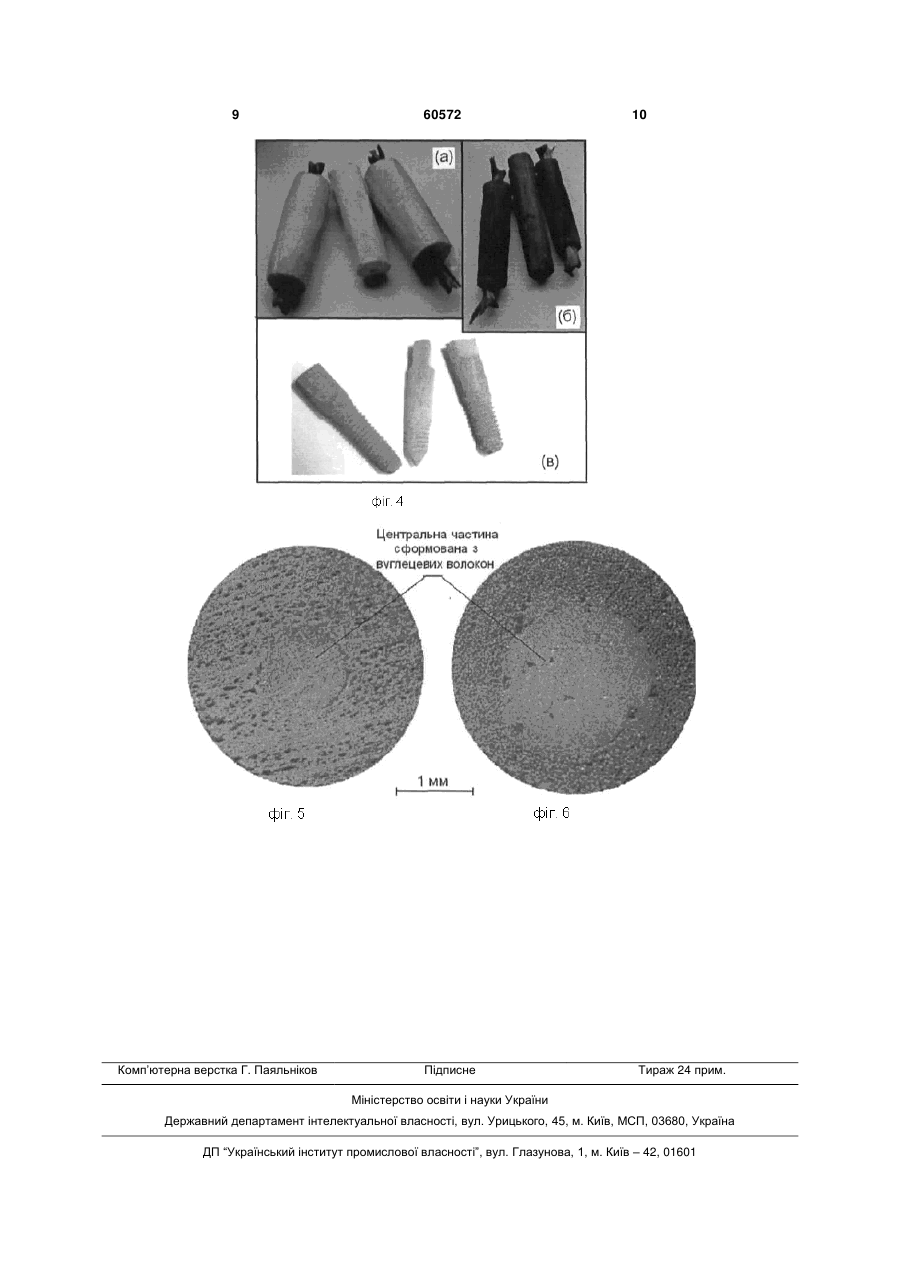
1. Спосіб виготовлення композитного матеріалу з карбіду кремнію для трансплантації губчастих кісток та зубних імплантів, що включає виготовлення вуглецевої матриці потрібної форми з відкритою пористістю шляхом піролізу заготовки із заболонної частини стовбура деревини листвяних розсіяно судинних порід, просочення її рідким кремнієм та синтез карбіду кремнію, який відрізняється тим, що для виготовлення вуглецевої мат 3 Недоліком відомих способів є те, що традиційні ортопедичні матеріали такі як титан, кобальтхром нержавіюча сталь швидко зношуються. Крім того, останні дослідження показують, що більшість з цих матеріалів мають тенденцію до розчинення в живому організмі. Частинки зносу таких імплантів потрапляють у кров живої істоти, що може викликати ряд захворювань. Імпланти з керамічних матеріалів, в тому числі і з карбіду кремнію, виготовлені гарячим пресуванням, шлікерним литтям або іншими традиційними технологіями хоча і мають пористу структуру, але більшість пор знаходиться в об'ємі, Ізольовані від поверхні і не є відкритими, що майже повністю знижує можливість остеоінтеграції імпланта. Найбільш близьким до поданого технічного рішення, обраним за прототип, є спосіб виготовлення виробів з карбіду кремнію [7] що включає виготовлення вуглецевої матриці потрібної форми з відкритою пористістю шляхом піролізу деревини, просочення її рідким кремнієм та синтез карбіду кремнію. Використовують вуглецеву матрицю з відстанню між порами не більше 2Н, де Н товщина синтезованого карбіду кремнію, просочення її рідким кремнієм виконують в атмосфері інертного газу всмоктуванням кремнію в пори методом зниження тиску інертного газу з 300-500 до 10-30 мбар, синтезують карбід кремнію на товщину Н для чого проводять розігрів матриці, до температури 17001800°С при тиску інертного газу 10-30 мбар, після чого випарюють залишковий кремній в вакуумі при температурі не менше 1900°С протягом 60-100 хвилин і випалюють залишки вуглецю в кисні. Цей спосіб дозволяє виготовляти вироби з карбід кремнієвої кераміки з відкритою пористою структурою. До недоліків такого методу необхідно віднести наступне. Матеріали для ортопедичних імплантів в залежності від місця їх застосування в організмі повинні мати модуль пружності який може змінюватись в широкому діапазоні величин. Так відомо, що губчата кістка людини має модуль пружності 0.01-2 ГПа, а кортикальна до - 15-30 ГПа. У кераміки одержаної способом прототипу, модуль пружності знаходиться в межах 0,1-0,4 ГПА, залежить від властивостей деревини, кількості кремнію, використаного при просоченні вуглецевої матриці, та напрямку вимірювання. Таким чином такі вироби мають невисокі механічні характеристики. Задачею запропонованої корисної моделі є розробка способу виготовлення виробів з карбід кремнієвої кераміки (SiC) з відкритою пористою структурою, яка близька по структурі до натуральної кістки та забезпечує більш високі механічні властивості. Поставлена задача вирішується тим, що в способі виготовлення композитного матеріалу з карбіду кремнію для трансплантації губчастих кісток та зубних імплантів, що включає виготовлення вуглецевої матриці потрібної форми з відкритою пористістю шляхом піролізу деревини листвяних розсіяно судинних порід просочення її рідким кремнієм та синтез карбіду кремнію, для виготовлення вуглецевої матриці розмір заготовки з деревини вибирають на 25-30 % більше, ніж розмір потріб 60572 4 ного виробу, для компенсації усадки, що відбувається при піролізі, а в центрі заготовки з деревини виконують отвір, розмір якого визначається призначенням та конструкцією кінцевого виробу, перед піролізом в отвір вводять вуглецеві волокна, після піролізу одержаній матриці надають потрібні розміри та форму, проводять просочення кремнієм з одночасним синтезом карбіду кремнію, при просоченні кремнієм використовують співвідношення ваги кремнію PSIC до ваги вуглецевої матриці РС в інтервалі величини PSIC /PС =2,5-3,0. Спосіб по п. 1. який відрізняється тим, що для виготовлення вуглецевих матриць використовують гілки дерев листвяних порід у яких отвір виготовляють у центрі гілок. Позитивний ефект від реалізації запропонованого технічного рішення пов'язаний з тим, що поперше такий керамічний матеріал з одного боку має розвинену поверхню з відкритою пористістю, що забезпечує вживляння кісткового матеріалу на велику глибину по поверхні, а з другого боку, завдяки внутрішньому стержню із карбіду кремнію високої щільності, який утворився із вуглецевих волокон, введених в отвір, такий композитний матеріал відрізняється більш високими механічними властивостями. Фактично дана корисна модель є способом одержання синтетичної кістки поверхня якої покрита пористим каркасом, близьким по своїй структурі до натуральної губчатої кістки. Така структура імпланту забезпечує сприятливі умови для інфільтрації кліток під час вживляння імпланту та високі механічні властивості. Для реалізації запропонованого способу нами з деревини листвяних порід виготовлялись вуглецеві матриці. На Фіг.1 представлено поперечний розріз стовбура дерева. В ньому можна виділити основні частини: серцевину (1), ядро (2), заболонь (3). Властивості вуглецевих матриць залежать від того, з якої деревини і з яких частин стовбура вони виготовлялись. Так із серцевини та ядра не вдається виготовляти якісні вуглецеві матриці. Серцевина складається з рихлих тканин, які майже не просочуються кремнієм. Ядро стовбура складається із загиблих кліток і судини в ньому закупорені. Це не дозволяє пропитувати їх кремнієм. Тому для виготовлення кераміки потрібно використовувати тільки заболонну частину стовбура. Крім того, відомо що листяні породи деревини розрізняються по типу розподілу судин - каналів різних розмірів, які служать для проведення води. Це так звані кільце-судині та розсіяно-судинні породи. На фіг.2-3 представлені фотографії вуглецевих матриць виготовлених з грабу, що є типовим представником розсіяно-судинної породи (фіг. 2), та ясеню (фіг. 3), який відноситься до кільцесудинної породи. Видно, що матриця виготовлена з деревини розсіяно - судинних порід має найбільш однорідну структуру як з точці зору розподілу судин, так і їх розміру. Таким чином, використання заболонної частини стовбура деревини розсіяно-судинних порід для виготовлення вуглецевих матриць дозволяє виготовляти карбід кремнієву кераміку з досить однорідними механічними властивостями. У центральній частині заготовок виготовлявся отвір, який заповнювали вуглецеви 5 ми волокнами. При піролізі ці волокна за рахунок усадки деревини міцно закріплюються в вуглецевий матриці. Недоліком такої кераміки є анізотропія механічних властивостей. Твердість і модуль пружності залежать від напрямку вимірювання подовж, або поперек річних шарів росту. В гілках деревини серцевина займає малий об'єм та малий розмір (діаметр) що дозволяє видалити її, а отриманий таким чином отвір заповнити вуглецевими волокнами. Важливо, що вуглецеві матриці виготовлені з гілок деревини мають природну аксіальну симетрію, що забезпечує одержання керамічних виробів з ізотропними механічними властивостями відносно їх аксіальної осі. Тому деревину гілок можна використовувати для виготовлення керамічних виробів малих розмірів, наприклад, стоматологічних імплантів. Для виготовлення композитного матеріалу з карбіду кремнію по п. 1 ми використовували розсіяно-судині породи з твердою деревиною: бук, грецький горіх, граб, клен, груша, та інші. Заготовки виготовляли Із заболонної частини стовбура деревини. По п. 2 для заготовок використовували гілки деревини різних порід. Заготовки виробів виготовляли потрібної форми, розміром на 25-30 % більше ніж розмір майбутнього виробу, В центральній частині усіх заготовок виготовляли отвір, в якій заповнювали вуглецевими волокнами. Піроліз заготовок виробів проводили в потоці інертного газу при повільному підвищенні температури від 20 до 900-1000 °С. При піролізі за рахунок усадки зразки зменшувались у розмірі на 20-25 %, Така усадка приводила до міцного закріплення вуглецевих волокон в отриманих таким чином вуглецевих матрицях. Після проведення піролізу матриці обробляли для одержання потрібної форми. Їх обточували і при потребі нарізали різьбу і т.д. Наступний етап виробництва кераміки - просочення кремнієм та синтез SiC не змінює форми і розмір вуглецевих заготовок. З іншого боку механічна обробка вже готових зразків SiC кераміки викликає значні трудності завдяки великій твердості карбіду кремнію. Просочення кремнієм вуглецевих матриць і синтез карбіду кремнію проводились у вакуумній печі РЕДМЕТ-30. Зразки поміщали в індивідуальні графітові тиглі. В них завантажували вуглецеві матриці і порошок кремнію. Вага порошку кремнію PSIC перевищувала вагу вуглецевої матриці РС в 2,5-3,0 рази, що забезпечувало надлишок кремнію. Конструкція тиглю забезпечувала повне занурення матриці в розплав. На фіг. 4 представлені фотографії заготовок і виробів з кераміки на різних стадіях технологічного процесу, де (а) - заготовки з деревини з вуглецевими волокнами, (б) - вуглецеві матриці, одержані піролізом з заготовок, (в) - готові керамічні вироби. Співвідношення ваги кремнію до ваги вуглецевої матриці у 100 % SiC кераміці визначається хімічною формулою SiC та молекулярною вагою Si (28 г/моль) і С (12 г/моль) і має величину Si/C=2.33. З іншого боку відомо, що механічні властивості кераміки поліпшуються при зменшенні її пористості, тому з метою покращення механічних характеристик матеріалу потрібно використовува 60572 6 ти більшу кількість кремнію для того щоби зменшити пористість кераміки. Дослідження показують, що оптимальне співвідношення ваги кремнію PSIC до ваги вуглецевої матриці РС має значення PSI/Pc=2.50-3.00. При менший кількості кремнію PSI /РС3.00 всі пори заповняються кремнієм, що знижує остеоінтеграцію. Тиглі поміщали в піч, проводили попереднє ві-4 дкачування камери до вакууму 10 мм.рт.ст., нагрівали тиглі до температури 1200-1300 °С, наповнювали камеру інертним газом (аргоном або гелієм) до тиску 250-300 мбар. Досягши температури плавлення кремнію Т>1480 °С, проводили відкачування інертного газу до тиску 10-30 мбар. Відкачування газу приводило до всмоктування рідкого кремнію в пори матриці, що забезпечувало їх заповнення кремнієм. Для проведення синтезу карбіду кремнію температуру в камері підвищували до 1600-1700 °С. Для запобігання втратам кремнію на випаровування синтез проводився при залишковому тиску інертного газу Р= 10-30 мбар, що перевищувало тиск парів кремнію при температурі синтезу. Тривалість синтезу складала близько 20 хвилин. Отримані вироби виймали з вакуумної печі, поміщали в муфельну піч і випалювали в присутності кисню протягом 1-3 годин при температурі 800-900 °С. При цьому відбувалося згорання залишків вуглецю матриці. В результаті виконання всіх операцій ми можемо отримувати композитні вироби з карбід кремнієвої кераміки, що повторюють структуру і форму використаних графітових матриць. На Фіг. 5-6 приведені фотографії торців композитних керамічних виробів виготовлених з ядра та заболонної частини деревини (фіг. 5), або з гілок деревини (фіг. 6). Видно, що вироби складаються: - з центральної частини, майже без пор, сформованої з вуглецевих волокон; що забезпечує високі механічні якості виробів; - зовнішнього шару, одержаного з деревини; подібного по структурі до натуральної кістки, що сприяє остеоінтеграції. Дослідження механічних властивостей показали, що якщо керамічні вироби, виготовлені по способу прототипу в залежності від породи використаної деревини забезпечували величину модуля пружності не більше 0.2-0,5 Гпа, то вироби з кераміки, виготовленої запропонованим способом мають модуль пружності до 2 Гпа. Література. 1. Hiroshi Fukuda, Dental implant, US Patent 5 174 755 from 29.12.1992 Int.Cl A61C 8/00 2. N.Tamari, I.Kondon, N.Kinoshita, Ceramic implant materials, US Patent 4 957 509 From 18.09.21990 Int.Cl A61F 2/28 3. G.Heimke, W.Schulte, Dental implant having a biocompatible surface, US Patent 4 185 383 from 01.29.1980 Int.Cl. A61C8/00 4. N.G.Bergstrom, N.Lidskog, Dental implant system, US Patent 6 358 050 Bl From 19.03.2002 Int.Cl A61C 8/00 7 5. M.Valen, Dental implant, US Patent 6 273 721 Bl From 14.08.2001 Int.Cl A61С 8/00 6. K.Tsuge, M.Hattori, K.Kondo, Y.Shibata, SiC based artificial dental implant, US Patent 5 062 798 Date of Patent 05.11.1991 Int.Cl A61C 8/00 60572 8 7. Беляев О. Є., Кисельов В. С, Спосіб виготовлення виробів з карбіду кремнію Патент України №87187 від 25.06.2009. 9 Комп’ютерна верстка Г. Паяльніков 60572 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing composite material made of silicon carbide for transplantation of spongy bone and dental implants
Автори англійськоюKyseliov Vitalii Semenovych, Bieliaiev Oleksandr Yevhenovych
Назва патенту російськоюСпособ изготовления композитного материала из карбида кремния для трансплантации губчатых костей и зубных имплантов
Автори російськоюКиселев Виталий Семенович, Беляев Александр Евгеньевич
МПК / Мітки
МПК: A61C 8/00
Мітки: матеріалу, кремнію, трансплантації, виготовлення, карбіду, кісток, імплантів, композитного, губчастих, спосіб, зубних
Код посилання
<a href="https://ua.patents.su/5-60572-sposib-vigotovlennya-kompozitnogo-materialu-z-karbidu-kremniyu-dlya-transplantaci-gubchastikh-kistok-ta-zubnikh-implantiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення композитного матеріалу з карбіду кремнію для трансплантації губчастих кісток та зубних імплантів</a>
Спосіб виготовлення виробів з карбіду кремнію
Номер патенту: 87187
Опубліковано: 25.06.2009
Автори: Бєляєв Олександр Євгенович, Кисельов Віталій Семенович
МПК: C01B 31/36, C01B 33/00
Мітки: виробів, спосіб, кремнію, карбіду, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів з карбіду кремнію, що включає використання вуглецевої матриці потрібної форми з відкритою пористістю, просочення її рідким кремнієм та синтез карбіду кремнію, який відрізняється тим, що використовують вуглецеву матрицю з відстанню між порами не більше 2Н, де Н товщина синтезованого карбіду кремнію, просочення її рідким кремнієм виконують в атмосфері інертного газу всмоктуванням кремнію в пори методом зниження тиску...
Спосіб виготовлення виробів із карбіду кремнію на нітридкремнієвій зв’язці
Номер патенту: 81954
Опубліковано: 25.02.2008
Автори: Дегтярьова Лідія Михайлівна, Федорук Ростислав Мефодійович, Таран Людмила Володимирівна
МПК: C04B 35/111, C04B 35/565, C04B 35/56
Мітки: нітридкремнієвій, виготовлення, виробів, карбіду, спосіб, зв'язці, кремнію
Формула / Реферат:
1. Спосіб виготовлення виробів із карбіду кремнію на нітридкремнієвій зв'язці, що включає приготування шлікеру із тонкомелених карбіду кремнію, кремнію кристалічного і глинистої добавки, попереднє покриття плівкою робочої поверхні гіпсової форми, заливання шлікеру в гіпсову форму, вилучення відлитого сирцю з форми, сушіння і відпал у середовищі азоту, який відрізняється тим, що плівку для покриття робочої поверхні гіпсової форми одержують із...
Спосіб виготовлення виробів із карбіду кремнію на нітридкремнієвій зв’язці
Номер патенту: 76366
Опубліковано: 17.07.2006
Автори: Федорук Ростислав Мефодійович, Примаченко Володимир Васильович, Дегтярьова Лідія Михайлівна, Привалова Наталія Геннадіївна, Таран Людмила Володимирівна
МПК: C04B 35/622, C04B 35/565
Мітки: зв'язці, нітридкремнієвій, спосіб, карбіду, виробів, виготовлення, кремнію
Формула / Реферат:
1. Спосіб виготовлення виробів з карбіду кремнію на нітридкремнієвій зв'язці, який включає приготування шлікеру із тонкоподрібнених карбіду кремнію, кремнію кристалічного і глинистої добавки, попереднє покриття плівкою робочої поверхні гіпсової форми, заливання шлікеру в гіпсову форму, вилучення відлитого сирцю з форми, сушіння і випал у середовищі азоту, який відрізняється тим, що плівку для покриття робочої поверхні гіпсової форми виконують...
Спосіб виготовлення нановолокон карбіду кремнію
Номер патенту: 81534
Опубліковано: 10.01.2008
Автори: Силенко Петро Митрофанович, Рагуля Андрій Володимирович, Шлапак Анатолій Миколайович
МПК: C30B 25/00, C30B 29/36, C01B 31/36
Мітки: спосіб, карбіду, кремнію, нановолокон, виготовлення
Формула / Реферат:
Спосіб виготовлення нановолокон карбіду кремнію, який включає газофазне хімічне осадження карбіду кремнію з метилтрихлорсилану на розігріту підкладку з застосуванням каталізатора, який відрізняється тим, що як підкладку та каталізатор використовують стальну пластину, а синтез здійснюють в температурному діапазоні 1150-1250 °С протягом 2-20 хв.
Пристрій для вирощування монокристалів карбіду кремнію алманіту
Номер патенту: 22256
Опубліковано: 25.04.2007
Автори: Янішин Ігор Борисович, Сергеєв Олег Тимофійович
МПК: C30B 35/00, C30B 23/02
Мітки: монокристалів, пристрій, вирощування, карбіду, алманіту, кремнію
Формула / Реферат:
Пристрій для вирощування монокристалів карбіду кремнію, що містить кристалізатор і затравку, який відрізняється тим, що кристалізатор виконано у вигляді циліндричної труби із графіту високої чистоти, в нижній частині якої розміщено тигель із кремнієм, зверху синтезатор щільно закритий кришкою, щоб запобігти виходу парів за межі синтезатора, зародки, на яких потім нарощують монокристали, які вирощують в глибокому вакуумі (10-5-10-6мм рт.ст.),...
Попередній патент: Пристрій для обтискання муфт рукавів високого тиску
Наступний патент: Спосіб діагностики антифосфоліпідного синдрому
Випадковий патент: Спосіб одержання шкір мінерального дублення