Спосіб виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою
Номер патенту: 106041
Опубліковано: 11.04.2016
Автори: Дмитрішин Олексій Ярославович, Гунько Віктор Іванович, Танасова Олена Дмитрівна, Гребенников Ігор Юрійович, Топоров Сергій Олегович

Формула / Реферат
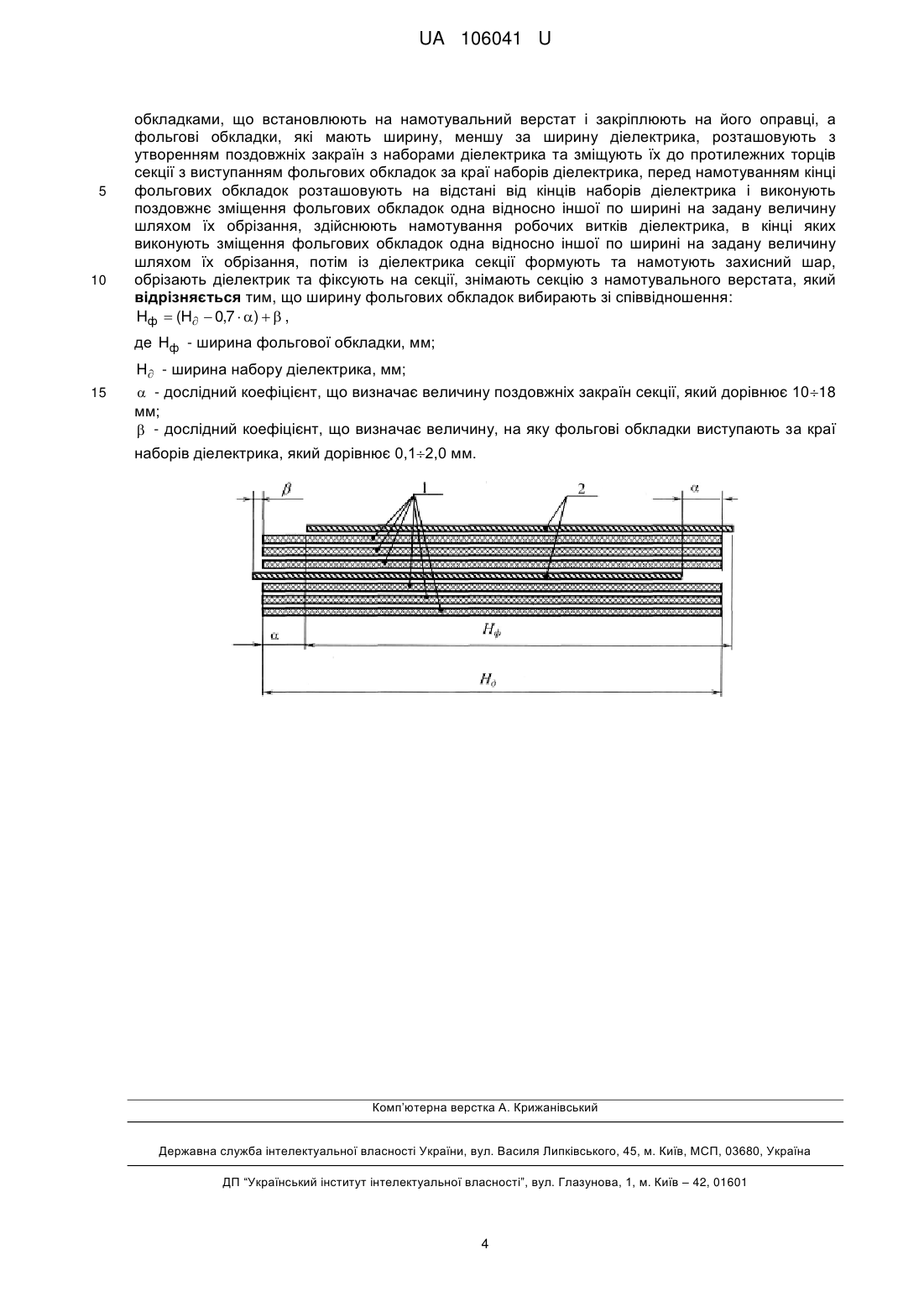
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують з утворенням поздовжніх закраїн з наборами діелектрика та зміщують їх до протилежних торців секції з виступанням фольгових обкладок за краї наборів діелектрика, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата, який відрізняється тим, що ширину фольгових обкладок вибирають зі співвідношення:
![]() ,
,
де ![]() - ширина фольгової обкладки, мм;
- ширина фольгової обкладки, мм;
![]() - ширина набору діелектрика, мм;
- ширина набору діелектрика, мм;
![]() - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 10 ¸ 18 мм;
- дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 10 ¸ 18 мм;
![]() -дослідний коефіцієнт, що визначає величину, на яку фольгові обкладки виступають за краї наборів діелектрика, який дорівнює 0,1¸2,0 мм.
-дослідний коефіцієнт, що визначає величину, на яку фольгові обкладки виступають за краї наборів діелектрика, який дорівнює 0,1¸2,0 мм.
Текст
Реферат: Спосіб виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують з утворенням поздовжніх закраїн з наборами діелектрика та зміщують їх до протилежних торців секції з виступанням фольгових обкладок за краї наборів діелектрика. Перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання. Здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата. Ширину фольгових обкладок вибирають за формулою. UA 106041 U (12) UA 106041 U UA 106041 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротехніки, а саме до технології виготовлення конденсаторних секцій, і може бути використана при виготовленні високовольтних імпульсних конденсаторів. Відомо спосіб виготовлення секцій силових конденсаторів зі схованою фольгою [Гулевич А.И. Производство силовых конденсаторов / А.И. Гулевич, А.П. Киреев. - М.: Высшая школа, 1975.-365 с: ил. - Библиогр.: с 101-107.], при якому використовують два набори паперового діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика з утворенням поздовжніх закраїн, перед намотуванням кінці фольгових обкладок розташовують на відстані 30-50 мм від кінців наборів діелектрика та виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, на визначених робочих гілках укладають на кожну фольгову обкладку фольгові струмовідводи, наприкінці намотування виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають його та фіксують на секції, знімають секцію з намотувального верстата. Ознаками, які збігаються з суттєвими ознаками корисної моделі, що заявляється, є такі: використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують з утворенням поздовжніх закраїн із наборами діелектрика, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата. До причини, що перешкоджає одержанню очікуваного технічного результату, слід віднести те, що застосування в конструкції секції вставних струмовідводів викликає неоднорідність електричного поля в діелектрику секції й може призвести до її електричного пробою за тривалої роботи конденсатора. За прототип вибрано спосіб виготовлення секцій силових конденсаторів із виступною фольгою [Гулевич А.И. Производство силовых конденсаторов / А.И. Гулевич, А.П. Киреев. - М.: Высшая школа, 1975.-365 с: ил. -Библиогр.: с 101-109.], при якому використовують два набори паперового діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові, обкладки, які мають ширину, меншу за ширину діелектрика, розташовують з утворенням поздовжніх закраїн із наборами діелектрика та зміщують їх до протилежних торців секції з виступанням фольгових обкладок за краї наборів діелектрика, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата. Ознаками, які збігаються з суттєвими ознаками корисної моделі, що заявляється, є такі: використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують з утворенням поздовжніх закраїн із наборами діелектрика та зміщують їх до протилежних торців секції з виступанням фольгових обкладок за краї наборів діелектрика, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата. До причини, що перешкоджає одержанню очікуваного технічного результату, слід віднести те, що у відомому способі виготовлення конденсаторних секцій з виступною фольгою не 1 UA 106041 U 5 10 15 20 визначено механізм вибору ширини фольгових обкладок для забезпечення необхідної електричної міцності діелектрика секції, що може призвести до електричного пробою секції та виходу її з ладу. В основу корисної моделі поставлена задача вдосконалення способу виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою шляхом вибору ширини фольгових обкладок, що дозволить забезпечити електричну міцність діелектрика секції і за рахунок цього зменшити можливість електричного пробою секції та підвищити її надійність у цілому. Суть корисної моделі полягає в тому, що у способі виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують з утворенням поздовжніх закраїн із наборами діелектрика та зміщують їх до протилежних торців секції з виступанням фольгових обкладок за краї наборів діелектрика, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата, згідно з корисною моделлю, ширину фольгових обкладок вибирають зі співвідношення: Hф (Н 0,7 ) , де Нф - ширина фольгової обкладки, мм; 25 30 35 40 45 50 55 Н - ширина набору діелектрика, мм; - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 10 18 мм; - дослідний коефіцієнт, що визначає величину, на яку фольгові обкладки виступають за краї наборів діелектрика, який дорівнює 0,12,0 мм. Розкриваючи причинно-наслідковий зв'язок між сукупністю суттєвих ознак і технічним результатом, необхідно відзначити таке. У високовольтній техніці, до якої належать високовольтні імпульсні конденсатори, є поняття про „крайовий ефект", що полягає у збільшенні напруженості електричного поля по краях металевих провідників, до яких відносяться фольгові обкладки секцій конденсатора, це часто призводить до пробою діелектрика та пошкодження секції. Необхідну електричну міцність між фольговими обкладками по поверхні діелектрика забезпечують поздовжніми закраїнами секції, величина яких прямо пропорційно залежить від величини робочої напруги секції конденсатора. Електричне з'єднання фольгових обкладок в секцій здійснюють з'єднанням виступаючої частини фольгових обкладок з торців секції методом шоопірування доріжками, з наступним з'єднанням шоопірованих доріжок сусідніх секцій між собою. Вибір величини виступної частини фольги з торців секції в основному визначається струмовими навантаженнями секції конденсатора. При занадто великому її значенні погіршуються умови просочення діелектрика секції, що може призвести до його електричного пробою, а при занадто малому значенні - спостерігається поганий контакт виступної з торців секції частини фольги з шоопірованими доріжками, що може призвести до обриву фольги з подальшим виходом секції з ладу. Ознака „ ширину фольгових обкладок вибирають зі співвідношення Hф (Н 0,7 ) , де Нф - ширина фольгової обкладки, мм; Н - ширина набору діелектрика, мм; - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 1018 мм; дослідний коефіцієнт, що визначає величину, на яку фольгові обкладки виступають за краї наборів діелектрика, який дорівнює 0,12,0 мм" дає можливість визначити ширину фольгових обкладок, що дозволить забезпечити електричну міцність діелектрика секції і за рахунок цього зменшити можливість електричного пробою секції та підвищити її надійність у цілому. Дослідний коефіцієнт визначає величину поздовжніх закраїн секції та вибирається на основі дослідних даних залежно від величини робочої напруги секції. Як показує досвід, для секцій високовольтного імпульсного конденсатора з виступною фольгою, при величині закраїни менше 7 мм спостерігається пробій секції з причини електричного перекриття по закраїні секції 2 UA 106041 U 5 10 15 20 25 та вихід її з ладу. Застосування в конструкції секції величини поздовжньої закраїни більше 12,512,6 мм призводить до необґрунтованого зниження активної частини фольгових обкладок і збільшення габаритних розмірів секції конденсатора. Дослідний коефіцієнт визначає величину на яку фольгові обкладки виступають за краї наборів діелектрика та вибирається на основі дослідних даних залежно від величини струмового навантаження секції та ширини шоопірованої доріжки. У випадку нанесення шоопірованої доріжки способом вакуумного напилювання для забезпечення належного контакту, як показує досвід роботи, досить, щоб фольгові обкладки виступали з торця секції на величину 0,10,2 мм. У випадку нанесення шоопірованої доріжки механічним способом величина виступної частини фольгових обкладок повинна бути збільшена. Так, наприклад, для шоопірованої доріжки шириною 20 мм необхідно щоб фольгові обкладки виступали на 2 мм, а для шоопірованої доріжки шириною 1214 мм для надійного контакту досить 1,01,5 мм, при цьому необхідно враховувати можливий розбіг фольгових обкладок при намотуванні секції. Таким чином, при виборі ширини фольгових обкладок потрібно визначити оптимальні значення коефіцієнтів і , що дозволить забезпечити електричну міцність діелектрика секції, зменшити можливість електричного пробою секції та підвищити її надійність у цілому. Суть корисної моделі пояснюється кресленням, де зображено поперечний переріз секції високовольтного імпульсного конденсатора з виступною фольгою. Спосіб здійснюється таким чином. Реалізацію способу, що заявляється, здійснюють на прикладі виготовлення секцій високовольтного імпульсного конденсатора із виступною фольгою та тришаровим плівковим діелектриком. Перед початком виготовлення секції, виходячи з робочих параметрів конденсатора, розраховують робочу напругу та ємність секції, визначають тип, номінальну товщину та ширину робочого діелектрика. Користуючись дослідними даними вибирають - коефіцієнт, що визначає величину поздовжніх закраїн секції (1018 мм) та - коефіцієнт, що визначає величину, на яку фольгові обкладки виступають за краї наборів діелектрика (0,12,0 мм). Далі визначають ширину фольгових обкладок зі співвідношення: Hф (Н 0,7 ) 30 35 40 45 Потім два набори діелектрика, кожен із яких виконано з трьох плівок 1, з розташованими між ними фольговими обкладками 2, встановлюють на намотувальний верстат і закріплюють на його оправці. Фольгові обкладки 2, що мають ширину Нф , меншу за ширину плівки Hd , зміщують до протилежних торців секції з утворенням поздовжньої закраїни, яка визначається коефіцієнтом , при цьому фольгові обкладки виступають із протилежних торців секції за краї наборів діелектрика на величину коефіцієнта Перед намотуванням кінці фольгових обкладок 2 розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання. Здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок 2 одна відносно іншої по ширині на задану величину шляхом їх обрізання. Після обрізання фольгових обкладок, з діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата. За способом, що заявляється, виготовлено секції з виступною фольгою для високовольтного імпульсного конденсатора ИКП-30-1,2. При ширині діелектрика Н =150 мм, значені дослідних коефіцієнтів =17 мм та =2 мм, у такий спосіб вибрано ширину фольгових обкладок Нф =140 мм. Ресурс конденсатора, завдяки забезпеченню електричної міцності 5 50 діелектрика секції, становить 110 зарядів-розрядів. Таким чином, застосування способу виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою дозволяє забезпечити електричну міцність діелектрика секції і за рахунок цього зменшити можливість електричного пробою секції та підвищити її надійність у цілому. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою, при якому використовують два набори діелектрика з розташованими між ними фольговими 3 UA 106041 U 5 10 обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують з утворенням поздовжніх закраїн з наборами діелектрика та зміщують їх до протилежних торців секції з виступанням фольгових обкладок за краї наборів діелектрика, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика і виконують поздовжнє зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, в кінці яких виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата, який відрізняється тим, що ширину фольгових обкладок вибирають зі співвідношення: Hф (Н 0,7 ) , де Нф - ширина фольгової обкладки, мм; 15 Н - ширина набору діелектрика, мм; - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 1018 мм; - дослідний коефіцієнт, що визначає величину, на яку фольгові обкладки виступають за краї наборів діелектрика, який дорівнює 0,12,0 мм. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing sections of the high-voltage pulse capacitor with protruded foil
Автори англійськоюHunko Viktor Ivanovych, Dmytrishyn Oleksii Yaroslavovych, Toporov Serhii Olehovych, Hrebennikov Ihor Yuriiovych, Tanasova Olena Dmytrivna
Назва патенту російськоюСпособ изготовления секций высоковольтного импульсного конденсатора с выступающей фольгой
Автори російськоюГунько Виктор Иванович, Дмитришин Алексей Ярославович, Топоров Сергей Олегович, Гребенников Игорь Юрьевич, Танасова Елена Дмитриевна
МПК / Мітки
МПК: H01G 4/00
Мітки: виготовлення, секцій, високовольтного, виступною, імпульсного, фольгою, спосіб, конденсатора
Код посилання
<a href="https://ua.patents.su/6-106041-sposib-vigotovlennya-sekcijj-visokovoltnogo-impulsnogo-kondensatora-z-vistupnoyu-folgoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення секцій високовольтного імпульсного конденсатора з виступною фольгою</a>
Спосіб виготовлення секцій високовольтного імпульсного конденсатора
Номер патенту: 79513
Опубліковано: 25.04.2013
Автори: Танасова Олена Дмитрівна, Дмитрішин Олексій Ярославович, Фещук Тетяна Анатоліївна, Онищенко Лідія Іванівна, Гунько Віктор Іванович
МПК: H01G 4/00
Мітки: спосіб, конденсатора, секцій, виготовлення, високовольтного, імпульсного
Формула / Реферат:
Спосіб виготовлення секцій високовольтного імпульсного конденсатора, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, перед намотуванням кінці фольгових обкладок розташовують на...
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками
Номер патенту: 72765
Опубліковано: 27.08.2012
Автори: Танасова Олена Дмитрівна, Топоров Сергій Олегович, Фещук Тетяна Анатоліївна, Гунько Віктор Іванович
МПК: H01G 4/00
Мітки: конденсатора, високовольтного, обкладками, спосіб, секцій, металізованими, виготовлення, імпульсного
Формула / Реферат:
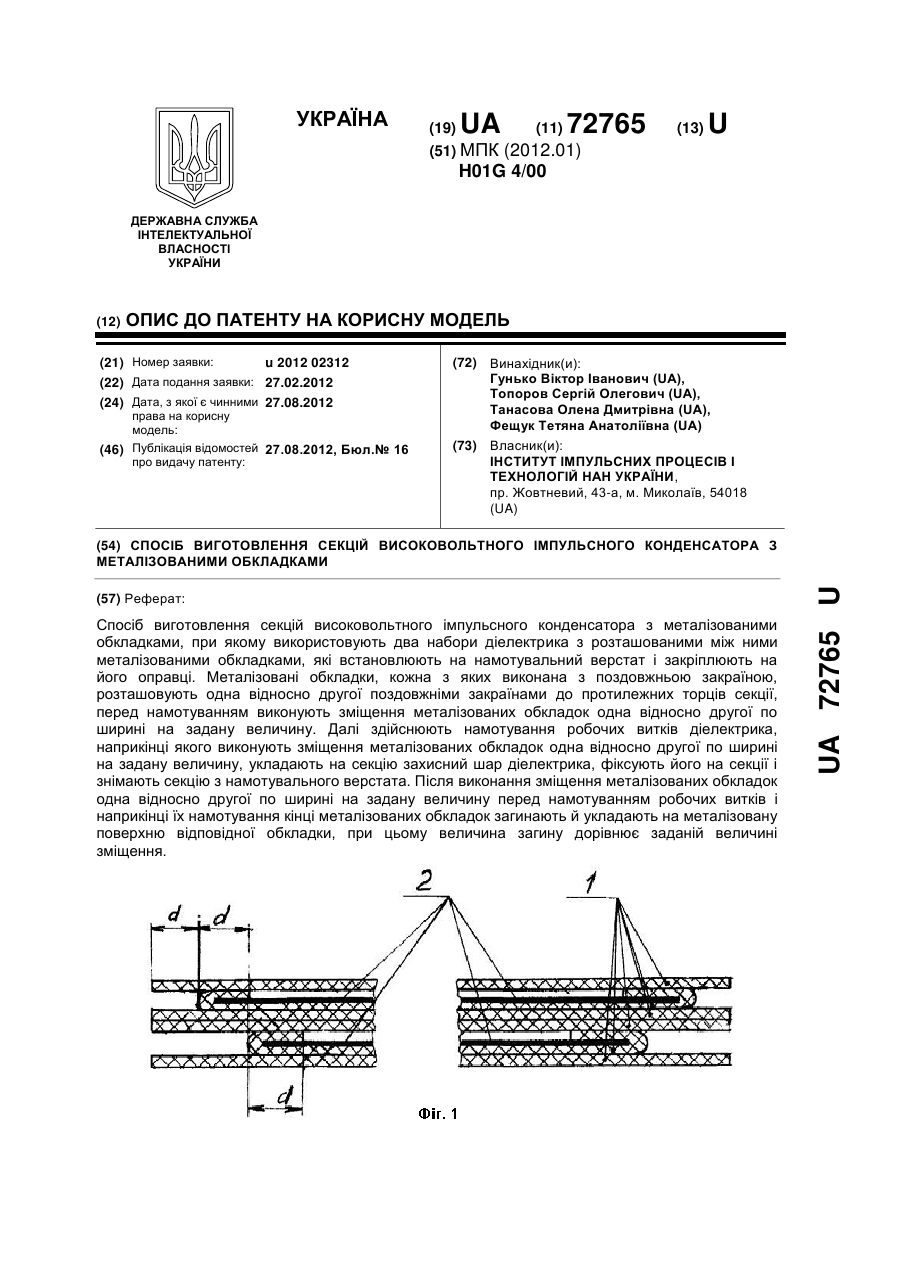
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками, при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед...
Електричний конденсатор з чистоплівковим діелектриком
Номер патенту: 68632
Опубліковано: 16.08.2004
Автори: Гунько Віктор Іванович, Гребенников Ігор Юрійович, Дмитрішин Олексій Ярославович, Онищенко Лідія Іванівна, Перекупка Інна Андріївна
МПК: H01G 15/00, H01L 27/00
Мітки: чистоплівковим, електричний, конденсатор, діелектриком
Формула / Реферат:
Електричний конденсатор з чистоплівковим діелектриком, що містить кришку з струмовиводами, корпус з розміщеним у ньому пакетом мотаних конденсаторних секцій, що складаються з двох обкладок із шорсткуватої фольги і розташованих між ними двох наборів просоченого діелектрика із шарів полімерної односторонньо шорсткуватої плівки, який відрізняється тим, що обкладки виконані з односторонньо шорсткуватої фольги, причому кожна з фольгових обкладок...
Спосіб виготовлення наноіонного конденсатора
Номер патенту: 109832
Опубліковано: 12.10.2015
Автори: Бахтінов Анатолій Петрович, Кудринський Захар Русланович, Водоп'янов Володимир Миколайович, Нетяга Віктор Васильович, Ковалюк Захар Дмитрович
Мітки: конденсатора, спосіб, наноіонного, виготовлення
Формула / Реферат:
Спосіб виготовлення наноіонного конденсатора, що включає в себе впровадження в ван-дер-ваальсівський простір між шарами напівпровідникового матеріалу з шаруватою кристалічною структурою рідкої розплавленої іонної солі і наступного охолодження нанокомпозитного матеріалу, що складається з шаруватого кристалу і іонної солі, який відрізняється тим, що як шаруватий напівпровідниковий матеріал використовують високоомний селенід індію з електронним...
Спосіб виготовлення штампа для тиснення фольгою

Номер патенту: 59084
Опубліковано: 15.08.2003
Автор: Калашник Юрій Олександрович
Мітки: спосіб, виготовлення, тиснення, фольгою, штампа
Формула / Реферат:
Спосіб виготовлення штампа для тиснення фольгою, що передбачає створення на комп'ютері оригінал-макета шляхом прорисовування заданого рисунка з певним співвідношенням друкарського та пробільного елементів, виведення негатива оригінал-макета на плівку, копіювання негатива оригінал-макета шляхом його прямого засвічення на пластину із світлочутливим шаром і промивку пластини, який відрізняється тим, що при прорисовуванні рисунка на...
Попередній патент: Набір засобів для дитячого харчування
Наступний патент: Набір засобів для харчування спортсменів і людей, які мають значні фізичні навантаження
Випадковий патент: Гірка настойка "житомирська на бруньках лагідна"