Спосіб прокатки штабобульбових профілів
Номер патенту: 88179
Опубліковано: 11.03.2014
Автори: Кривицький Дмитро Володимирович, Слєднєва Валентина Андріївна, Смирнов Євген Миколайович, Борискін Валентин Валентинович, Цуканов Владислав Іванович, Єфремов Андрій Олександрович, Шум Валентин Борисович

Формула / Реферат
Спосіб прокатки штабобульбових профілів, що включає послідовну деформацію вихідної заготовки в системі закритих фасонних штабових чорнових і чистових калібрів з формуванням полиці й бульбоподібної частини на одному з її кінців і зі співвідношенням витяжок по елементах поперечного перерізу заготовки до одержання готового профілю, який відрізняється тим, що додатково в першому фасонному чорновому калібрі на кінці полиці, протилежному бульбоподібній частині, формують стовщення площею поперечного перерізу, рівною 0,45-0,6 площі поперечного перерізу бульбоподібної частини, а деформацію заготовки в наступних фасонних чорнових калібрах ведуть зі співвідношенням витяжок по елементах поперечного перерізу розкату ![]() , дотримуючи рівності витяжок крайніх елементів розкату
, дотримуючи рівності витяжок крайніх елементів розкату ![]() , послідовно зменшуючи висоту стовщення в чистовому калібрі до товщини полиці готового профілю,
, послідовно зменшуючи висоту стовщення в чистовому калібрі до товщини полиці готового профілю,
де ![]() - величина витяжки бульбоподібної частини розкату (безрозмірна величина);
- величина витяжки бульбоподібної частини розкату (безрозмірна величина);
![]() - величина полиці розкату;
- величина полиці розкату;
![]() - величина витяжки стовщення розкату.
- величина витяжки стовщення розкату.
Текст
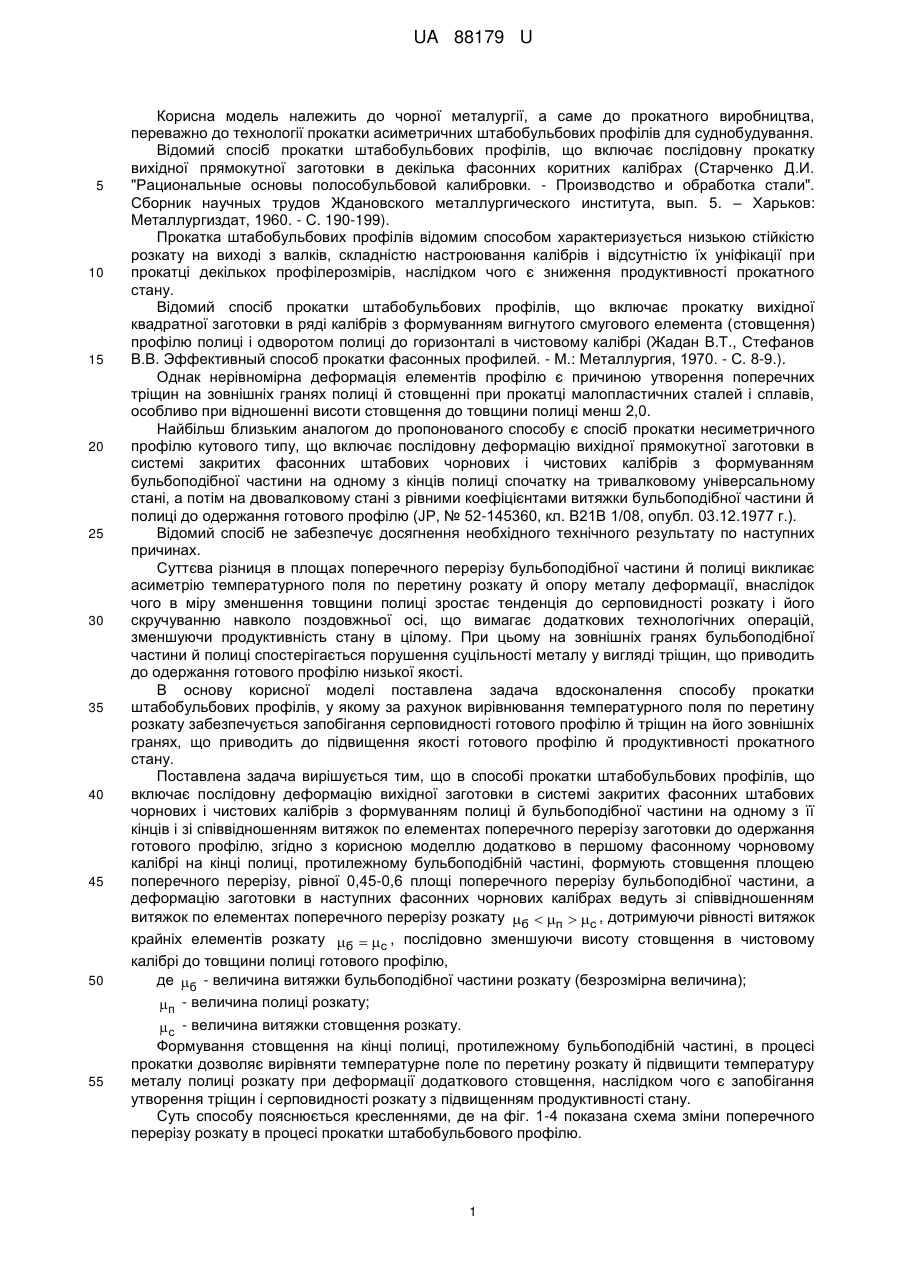
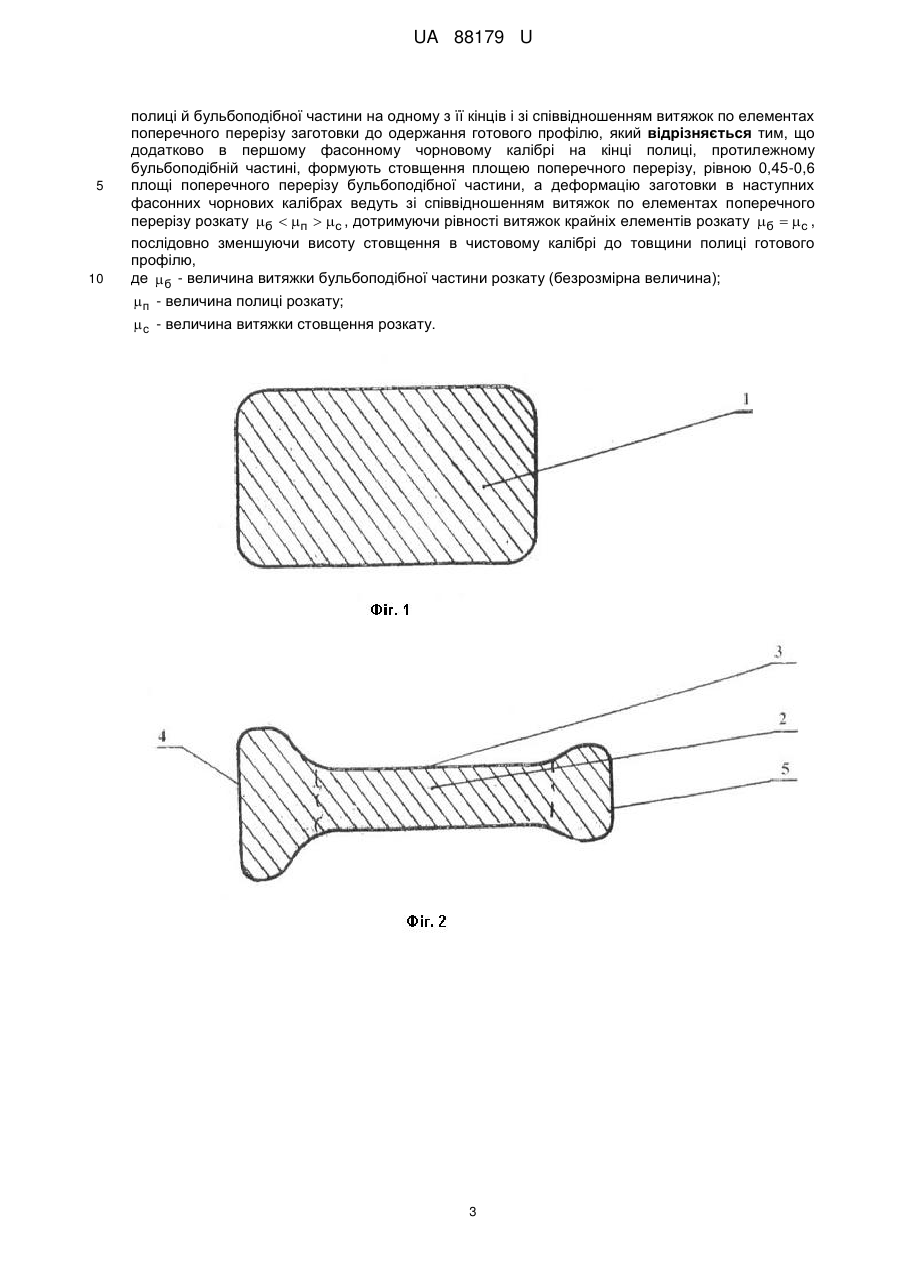
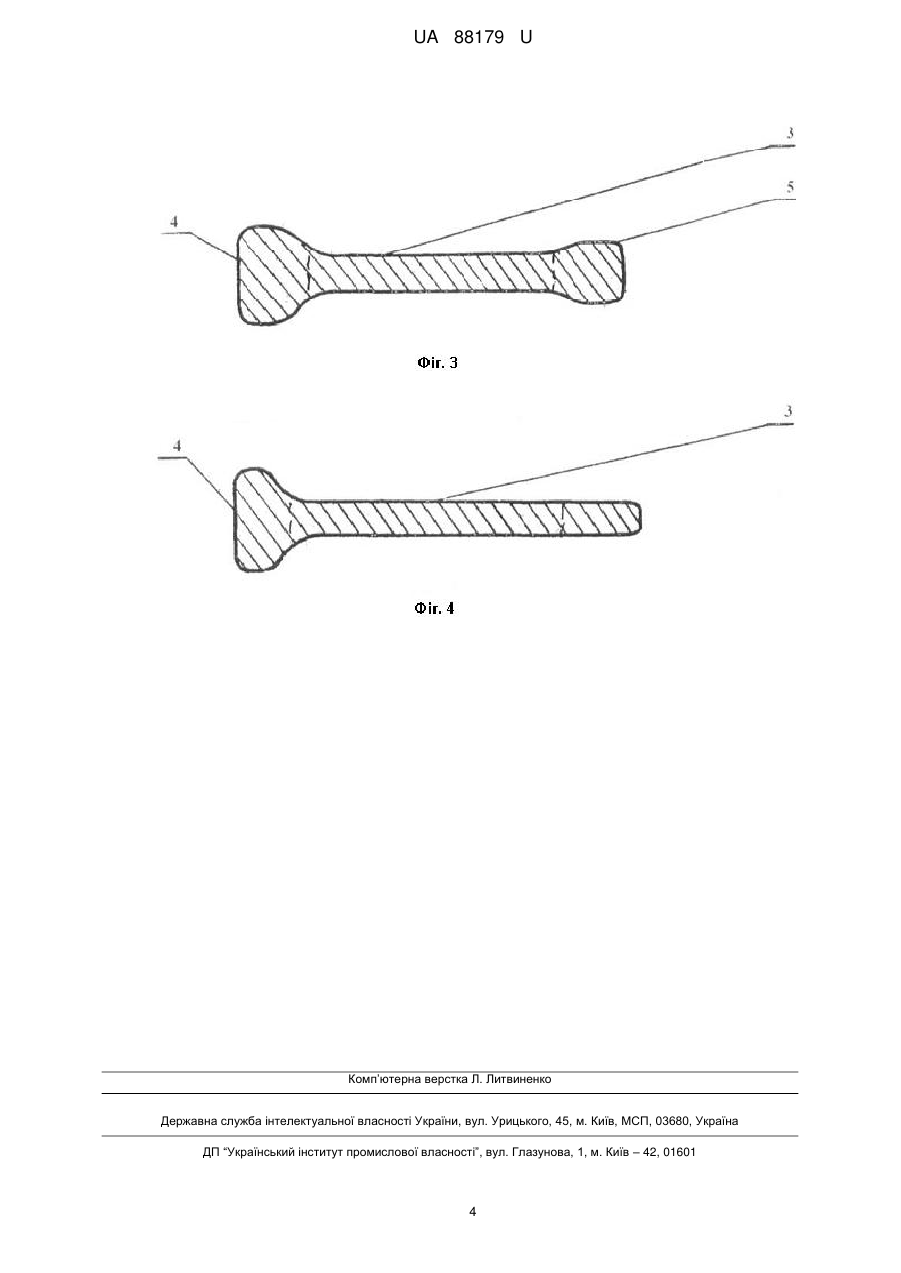
Реферат: Спосіб прокатки штабобульбових профілів включає послідовну деформацію вихідної заготовки в системі закритих фасонних штабових чорнових і чистових калібрів з формуванням полиці й бульбоподібної частини на одному з її кінців і зі співвідношенням витяжок по елементах поперечного перерізу заготовки до одержання готового профілю. Додатково в першому фасонному чорновому калібрі на кінці полиці, протилежному бульбоподібній частині, формують стовщення площею поперечного перерізу, рівною 0,45-0,6 площі поперечного перерізу бульбоподібної частини. Деформацію заготовки в наступних фасонних чорнових калібрах ведуть зі співвідношенням витяжок по елементах поперечного перерізу розкату б п с , дотримуючи рівності витяжок крайніх елементів розкату б с , послідовно зменшуючи висоту стовщення в чистовому калібрі до товщини полиці готового профілю. UA 88179 U (12) UA 88179 U UA 88179 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до чорної металургії, а саме до прокатного виробництва, переважно до технології прокатки асиметричних штабобульбових профілів для суднобудування. Відомий спосіб прокатки штабобульбових профілів, що включає послідовну прокатку вихідної прямокутної заготовки в декілька фасонних коритних калібрах (Старченко Д.И. "Рациональные основы полособульбовой калибровки. - Производство и обработка стали". Сборник научных трудов Ждановского металлургического института, вып. 5. – Харьков: Металлургиздат, 1960. - С. 190-199). Прокатка штабобульбових профілів відомим способом характеризується низькою стійкістю розкату на виході з валків, складністю настроювання калібрів і відсутністю їх уніфікації при прокатці декількох профілерозмірів, наслідком чого є зниження продуктивності прокатного стану. Відомий спосіб прокатки штабобульбових профілів, що включає прокатку вихідної квадратної заготовки в ряді калібрів з формуванням вигнутого смугового елемента (стовщення) профілю полиці і одворотом полиці до горизонталі в чистовому калібрі (Жадан В.Т., Стефанов В.В. Эффективный способ прокатки фасонных профилей. - М.: Металлургия, 1970. - С. 8-9.). Однак нерівномірна деформація елементів профілю є причиною утворення поперечних тріщин на зовнішніх гранях полиці й стовщенні при прокатці малопластичних сталей і сплавів, особливо при відношенні висоти стовщення до товщини полиці менш 2,0. Найбільш близьким аналогом до пропонованого способу є спосіб прокатки несиметричного профілю кутового типу, що включає послідовну деформацію вихідної прямокутної заготовки в системі закритих фасонних штабових чорнових і чистових калібрів з формуванням бульбоподібної частини на одному з кінців полиці спочатку на тривалковому універсальному стані, а потім на двовалковому стані з рівними коефіцієнтами витяжки бульбоподібної частини й полиці до одержання готового профілю (JP, № 52-145360, кл. В21В 1/08, опубл. 03.12.1977 г.). Відомий спосіб не забезпечує досягнення необхідного технічного результату по наступних причинах. Суттєва різниця в площах поперечного перерізу бульбоподібної частини й полиці викликає асиметрію температурного поля по перетину розкату й опору металу деформації, внаслідок чого в міру зменшення товщини полиці зростає тенденція до серповидності розкату і його скручуванню навколо поздовжньої осі, що вимагає додаткових технологічних операцій, зменшуючи продуктивність стану в цілому. При цьому на зовнішніх гранях бульбоподібної частини й полиці спостерігається порушення суцільності металу у вигляді тріщин, що приводить до одержання готового профілю низької якості. В основу корисної моделі поставлена задача вдосконалення способу прокатки штабобульбових профілів, у якому за рахунок вирівнювання температурного поля по перетину розкату забезпечується запобігання серповидності готового профілю й тріщин на його зовнішніх гранях, що приводить до підвищення якості готового профілю й продуктивності прокатного стану. Поставлена задача вирішується тим, що в способі прокатки штабобульбових профілів, що включає послідовну деформацію вихідної заготовки в системі закритих фасонних штабових чорнових і чистових калібрів з формуванням полиці й бульбоподібної частини на одному з її кінців і зі співвідношенням витяжок по елементах поперечного перерізу заготовки до одержання готового профілю, згідно з корисною моделлю додатково в першому фасонному чорновому калібрі на кінці полиці, протилежному бульбоподібній частині, формують стовщення площею поперечного перерізу, рівної 0,45-0,6 площі поперечного перерізу бульбоподібної частини, а деформацію заготовки в наступних фасонних чорнових калібрах ведуть зі співвідношенням витяжок по елементах поперечного перерізу розкату б п с , дотримуючи рівності витяжок крайніх елементів розкату б с , послідовно зменшуючи висоту стовщення в чистовому калібрі до товщини полиці готового профілю, де б - величина витяжки бульбоподібної частини розкату (безрозмірна величина); п - величина полиці розкату; с - величина витяжки стовщення розкату. Формування стовщення на кінці полиці, протилежному бульбоподібній частині, в процесі прокатки дозволяє вирівняти температурне поле по перетину розкату й підвищити температуру металу полиці розкату при деформації додаткового стовщення, наслідком чого є запобігання утворення тріщин і серповидності розкату з підвищенням продуктивності стану. Суть способу пояснюється кресленнями, де на фіг. 1-4 показана схема зміни поперечного перерізу розкату в процесі прокатки штабобульбового профілю. 1 UA 88179 U 5 10 15 20 25 30 35 40 45 50 55 На фігурах позначені: 1 - вихідна прямокутна заготовка; 2 - чорновий профіль; 3 - полиця розкату; 4 бульбоподібна частина розкату; 5 - стовщення розкату; 6 - готовий профіль. З вихідної прямокутної заготовки 1 (Фіг. 1) у валках закритих фасонних штабових чорнових калібрів прокатного стану формують чорновий профіль 2 (Фіг. 2), який складається з полиці 3, бульбоподібної частини 4 і стовщення 5. При цьому в першому фасонному чорновому калібрі на кінці полиці 3, протилежному бульбоподібній частині 4, формують стовщення 5 (помилкову полицю) площею поперечного перерізу, рівною 0,45-0,6 площі поперечного перерізу бульбоподібної частини. Подальшу деформацію заготовки ведуть у наступних фасонних чорнових калібрах зі співвідношенням витяжок по елементах поперечного перерізу розкату б п с , дотримуючи рівності витяжок крайніх елементів розкату б с , де б - величина витяжки бульбоподібної частини розкату (безрозмірна величина); п - величина полиці розкату; с величина витяжки стовщення розкату. Потім здійснюють деформацію стовщення 4, обтискаючи його в чистовому калібрі до товщини полиці 3 і одержання штабобульбового профілю 6 (Фіг. 4), який складається з полиці 3 і бульбоподібної частини 4. Формування в чорнових калібрах додаткового стовщення дозволяє створити на кінці полиці з протилежної сторони бульбоподібної частини акумулятор тепла й, тим самим, вирівняти температурне поле по перетину розкату. За рахунок більш високої температури металу підвищується пластичність і на зовнішніх гранях розкату попереджається поява тріщин у проміжних проходах. Відносно симетричне температурне поле в проміжних проходах за рахунок вирівнювання опору металу деформації по ширині розкату запобігає серповидності і скручуванню розкату. Наступна деформація додаткового стовщення до товщини полиці викликає локальний приріст температури в цій зоні, що дозволяє за рахунок використання приросту ресурсу пластичності металу уникнути дефектів порушення суцільності на зовнішніх гранях профілю. Таким чином, формування опозитного стовщення сприяє попередженню утворення тріщин, оскільки виконує функцію акумулятора тепла (до зменшення висоти стовщення до товщини полиці готового профілю). Приклад. Пропонований спосіб випробувано на лінійному сортовому стані 400 для одержання симетричного штабобульбового профілю № 935 за ДСТ 9235-76 з вихідної прямокутної заготовки □ 135 мм. Стан містить у собі обтискну кліть 550 "Тріо" і чистову лінію, що складається з 3-х клітей 400 "Тріо". Вихідні заготовки зі сталі 09Г2С у обтискної кліті за 5 проходів деформували в підкат для чистової лінії клітей перетином 58×75 мм, з якого в 7-и фасонних калібрах формували заданий профіль. У першому чорновому калібрі формували по краях бульбоподібну частину й стовщення (помилкову полицю) площею поперечного перерізу 0,55 від площі поперечного перерізу бульбоподібної частини. Геометрія стовщень має форму трапеції. Далі в перехідних перетинах послідовно формували полицю. При обтисненні перехідних перетинів розкату витяжки по елементах профілю розподіляються в такий спосіб б п с , причому б с , завдяки чому забезпечується стійке положення розкату щодо вертикальної осі калібру при значному перевищенні витяжки по полиці п над величиною витяжки бульбоподібної частини б , що гарантує прямолінійний вихід розкату з калібру й попереджає його серповидність і скручування. При цьому в чистовому калібрі дотримується адекватність висотної деформації протилежних елементів і шляхом рівномірності деформації по ширині профілю досягається рівність висоти стовщення з товщиною полиці профілю. Формування стовщення в перехідних перетинах сприяє вирівнюванню температури по перетину розкату, за рахунок більш високої температури металу підвищується пластичність бічної грані полиці, внаслідок чого попереджається утворення тріщин на торці полиці готового профілю. У порівнянні з відомим способом-найближчим аналогом використання заявлюваного способу дозволяє підвищити якість прокату з малопластичних сталей як по геометрії, так і по дефектах суцільності. За рахунок підвищення стабільності прокатки, що запобігає серповидність і скручування розкату підвищується продуктивність стану. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб прокатки штабобульбових профілів, що включає послідовну деформацію вихідної заготовки в системі закритих фасонних штабових чорнових і чистових калібрів з формуванням 2 UA 88179 U 5 10 полиці й бульбоподібної частини на одному з її кінців і зі співвідношенням витяжок по елементах поперечного перерізу заготовки до одержання готового профілю, який відрізняється тим, що додатково в першому фасонному чорновому калібрі на кінці полиці, протилежному бульбоподібній частині, формують стовщення площею поперечного перерізу, рівною 0,45-0,6 площі поперечного перерізу бульбоподібної частини, а деформацію заготовки в наступних фасонних чорнових калібрах ведуть зі співвідношенням витяжок по елементах поперечного перерізу розкату б п с , дотримуючи рівності витяжок крайніх елементів розкату б с , послідовно зменшуючи висоту стовщення в чистовому калібрі до товщини полиці готового профілю, де б - величина витяжки бульбоподібної частини розкату (безрозмірна величина); п - величина полиці розкату; с - величина витяжки стовщення розкату. 3 UA 88179 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюShum Valentyn Borysovych, Smyrnov Yevhen Mykolaiovych, Tsukanov Vladyslav Ivanovych, Yefremov Andrii Oleksandrovych
Автори російськоюШум Валентин Борисович, Смирнов Евгений Николаевич, Цуканов Владислав Иванович, Ефремов Андрей Александрович
МПК / Мітки
МПК: B21B 1/08
Мітки: прокатки, профілів, спосіб, штабобульбових
Код посилання
<a href="https://ua.patents.su/6-88179-sposib-prokatki-shtabobulbovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штабобульбових профілів</a>
Спосіб прокатки фланцевих профілів
Номер патенту: 39993
Опубліковано: 25.03.2009
Автор: Медведев Віктор Степанович
МПК: B21B 1/08
Мітки: профілів, фланцевих, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки фланцевих профілів, що включає розрізання заготовки у гребінному калібрі до товщини стінки та усунення стовщення стінки, яке залишилось, поступовим зміщенням симетричних локальних обтиснень у протилежні боки, який відрізняється тим, що розрізання заготовки здійснюють біля основ фланців, а зміщення симетричних локальних обтиснень здійснюють у напрямі від основ фланців до середини стінки.
Спосіб прокатки круглих профілів
Номер патенту: 102915
Опубліковано: 27.08.2013
Автори: Борискін Валентин Валентинович, Шум Валентин Борисович, Гайдук Руслан Євгенович, Никиташев Володимир Михайлович, Яковченко Олександр Васильович, Курилов Анатолій Васильович
МПК: B21B 1/08, B21B 1/16, B21B 1/02
Мітки: спосіб, прокатки, круглих, профілів
Формула / Реферат:
Спосіб прокатки круглих профілів, що включає формування передчистового овального і чистового круглого профілю, який відрізняється тим, що овальний профіль формують з бічними ділянками, розташованими симетрично відносно головних осей чистового калібру, причому крайні точки бічних ділянок обмежені центральними кутами у чистовому калібрі 90±1,5° і 140±10°, при цьому бічні ділянки обтискають у чистовому калібрі на величину
Система калібрів для прокатки кутових профілів
Номер патенту: 89877
Опубліковано: 10.03.2010
Автор: Медведев Віктор Степанович
Мітки: калібрів, прокатки, система, профілів, кутових
Формула / Реферат:
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями.
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Макаренко Олександр Анатолійович, Токмаков Павло Вадимович, Білий Микола Павлович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Жучков Сергій Михайлович, Хрустенко Юрій Михайлович
МПК: B21B 1/02
Мітки: стані, профілів, прокатки, безперервному, спосіб, смугових
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб прокатки фланцевих профілів
Номер патенту: 77045
Опубліковано: 25.01.2013
Автори: Смирнов Євген Миколайович, Крикунов Борис Петрович, Кривицький Дмитро Володимирович, Шум Валентин Борисович, Борискін Валентин Валентинович, Цуканов Владислав Іванович, Слєднєва Валентина Андріївна
МПК: B21B 1/08
Мітки: профілів, прокатки, фланцевих, спосіб
Формула / Реферат:
Спосіб прокатки фланцевих профілів, переважно швелерних, що включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки, який відрізняється тим, що чорновий переріз профілю формують фланцями вгору впровадженням гребеня у верхньому рівчаку калібру на глибину, при якій товщина стінки (hcT) не перевищує висоту фланців (hф) згідно з залежністю hст = (0,85-1,0) hф, після...
Попередній патент: Спосіб утилізації боєприпасів
Наступний патент: Гідравлічний натискний пристрій прокатної кліті
Випадковий патент: Спосіб діагностики ступеня тяжкості пневмотораксу у дітей з екстремально малою масою тіла при використанні штучної вентиляції легень