Спосіб та пристрій для виготовлення сигаретних фільтрів із розміщеним по центру ароматизованим елементом
Номер патенту: 78299
Опубліковано: 15.03.2007
Автори: Кампбелл Стівен М., Лан'єр Роберт К., мол., Белламан Стівен Дж.
Формула / Реферат
1. Машина для виготовлення фільтрів, що включає в себе:
обтискний пристрій для обтискування джгута фільтрувального матеріалу;
позиціонувальний пристрій для позиціонування ароматизуючого елемента, що має канал з першим входом, другим входом, а також виходом; щонайменше один з цих першого та другого входів знаходиться у гідравлічному зв'язку з каналом, а вихід розташований нижче за потоком щонайменше частини обтискного пристрою для обтискування джгута фільтрувального матеріалу;
першу частину згаданого позиціонувального пристрою, яку виконано з можливістю накопичування деякої кількості ароматизатора, що проходить через згаданий канал у ванну ароматизатора вище за потоком від згаданого виходу.
2. Машина для виготовлення фільтрів за п. 1, яка відрізняється тим, що:
друга частина згаданого позиціонувального пристрою спрямовує ароматизуючий елемент, що подається через згаданий перший вхід у згадану ванну, а зі згаданої ванни згаданий ароматизуючий елемент виходить назовні через згаданий вихід.
3. Машина для виготовлення фільтрів за п. 1, яка відрізняється тим, що:
позиціонувальний пристрій нахилено догори з боку виходу таким чином, що згадана перша частина являє собою нижню частину пристрою.
4. Машина для виготовлення фільтрів за п. 3, яка відрізняється тим, що:
вихід має достатньо великий внутрішній діаметр, щоб забезпечувати проходження ароматизуючого елемента без утворення жодного небажаного протитиску у ароматизаторі.
5. Машина для виготовлення фільтрів за п. 1, яка відрізняється тим, що:
згаданий обтискний пристрій для обтискування фільтрувального джгута включає в себе струминний подавач та повітряну лійку.
6. Машина для виготовлення фільтрів за п. 1, яка відрізняється тим, що:
згаданий позиціонувальний пристрій для позиціонування ароматизуючого елемента встановлюється з можливістю регулювання на згаданому обтискному пристрої для обтискування фільтрувального джгута.
7. Машина для виготовлення фільтрів за п. 6, яка відрізняється тим, що:
згаданий обтискний пристрій для обтискування фільтрувального джгута включає в себе струминний подавач та повітряну лійку.
8. Машина для виготовлення фільтрів за п. 1, яка відрізняється тим, що:
щонайменше один зі згаданих входів зазнає впливу атмосферного тиску.
9. Машина для виготовлення фільтрів за п. 1, яка відрізняється тим, що:
згаданий позиціонувальний пристрій для позиціонування ароматизуючого елемента утворюється з колінчастої трубки.
10. Машина для виготовлення фільтрів за п. 9, яка відрізняється тим, що:
згадана колінчаста трубка визначає звужуваний наскрізний канал.
11. Машина для виготовлення фільтрів, що включає в себе:
позиціонувальний пристрій, що має наскрізний канал, який спрямовує нескінченну нитку матеріалу від входу згаданого каналу до виходу згаданого каналу;
частину згаданого каналу, що утворює ваннуз рідкого ароматизатора, який подається до згаданого каналу через інший вхід приблизно за атмосферного тиску; та
вихід згаданого каналу, розташований на шляху джгута фільтрувального матеріалу у точці, що знаходиться нижче за потоком щонайменше частини обтискного пристрою, де джгут фільтрувального матеріалу попередньо формується лійкою, та вище за потоком від місця, де цьому фільтрувальному матеріалові надається форма циліндричного прутка.
12. Спосіб виготовлення фільтрів, який включає:
просування фільтрувального матеріалу, що подається;
обтискування фільтрувального матеріалу, що просувається, до форми прутка;
пересування нескінченної нитки матеріалу через позиціонувальний пристрій, що забезпечує захоплення цієї нитки фільтрувальним матеріалом під час його просування у точці, що знаходиться вище за потоком від місця, де джгутові фільтрувального матеріалу надається форма прутка;
утворення ванни рідкого ароматизатора щонайменше вздовж частини позиціонувального пристрою; та
спрямування нитки крізь цю ванну за допомогою іншої частини цього позиціонувального пристрою.
13. Спосіб виготовлення фільтрів із застосуванням машини для виготовлення фільтрів за п. 1, який включає:
просування джгута фільтрувального матеріалу, що подається;
надання цьому джгутові фільтрувального матеріалу, що просувається, форми прутка лійкою;
пересування нескінченної нитки матеріалу через позиціонувальний пристрій для захоплення цієї нитки матеріалу джгутом фільтрувального матеріалу, що просувається;
подавання рідкого ароматизатора за приблизно атмосферного тиску у позиціонувальний пристрій, а також із заздалегідь визначеною швидкістю його подачі; та
пересування нитки матеріалу через рідкий ароматизатор перед подаванням для захоплення в джгут фільтрувального матеріалу, що просувається; ця нитка матеріалу несе рідкий ароматизатор, що подається, назовні з позиціонувального пристрою зі швидкістю, що практично дорівнює заздалегідь визначеній швидкості його подачі.
14. Спосіб виготовлення фільтрів за п. 13, який також включає:
регулювання позиції виходу позиціонувального пристрою відносно джгута фільтрувального матеріалу, що просувається, за допомогою маніпулювань із регулювальним пристроєм на кронштейні, на який спирається позиціонувальний пристрій, відносно обтискного пристрою для обтискування фільтрувального джгута.
15. Спосіб виготовлення фільтрів за п. 14, який також включає:
обтискування джгута фільтрувального матеріалу, що просувається та має всередині захоплену нескінченну нитку матеріалу, до форми нескінченного фільтрувального мундштука.
16. Спосіб виготовлення фільтрів за п. 15, який також включає:
обгортання нескінченного фільтрувального мундштука паперовим матеріалом та нарізання цього фільтрувального мундштука на елементи потрібної довжини.
17. Машина для виготовлення фільтрів, яка включає в себе позиціонувальний пристрій для позиціонування ароматизуючого елемента, який має канал з першим входом, другим входом, а також виходом; згаданий другий вхід перебуває у гідравлічному зв'язку зі згаданим каналом і розташований нижче за потоком від згаданого першого входу, та
першу частину згаданого позиціонувального пристрою, що утворює криволінійну частину, виконану з можливістю спрямовувати ароматизуючий елемент, що проходить через згаданий позиціонувальний пристрій, до позиції вздовж дна згаданого позиціонувального пристрою нижче за потоком від згаданої криволінійної частини.
18. Машина для виготовлення фільтрів за п. 17, яка відрізняється тим, що вихід згаданого каналу виконаний з можливістю розташування на шляху джгута фільтрувального матеріалу у точці, яка знаходиться нижче за потоком щонайменше частини обтискного пристрою, де фільтрувальний матеріал попередньо формується лійкою, та вище за потоком від місця, де цей фільтрувальний матеріал закінчує формуватися у пруток.
19. Машина для виготовлення фільтрів за п. 18, яка включає в себе також зливний канал біля згаданого позиціонувального пристрою напроти згаданого виходу.
20. Машина для виготовлення фільтрів за п. 19, яка відрізняється тим, що згаданий канал має змінний поперечний переріз.
21. Машина для виготовлення фільтрів за п. 20, яка включає в себе також опорний кронштейн, який визначає з можливістю регулювання позицію згаданого виходу згаданого позиціонувального пристрою відносно шляху джгута фільтрувального матеріалу.
Текст
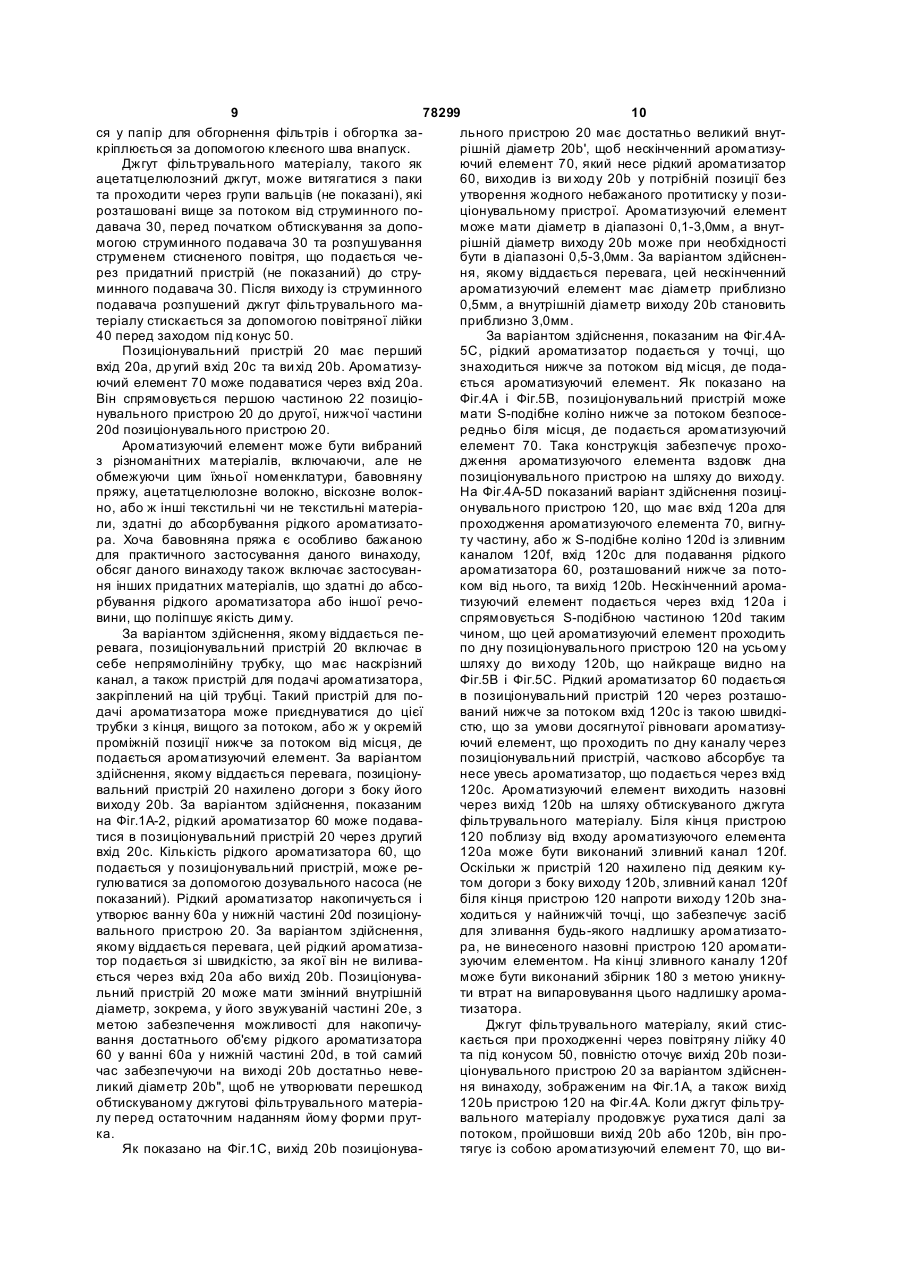
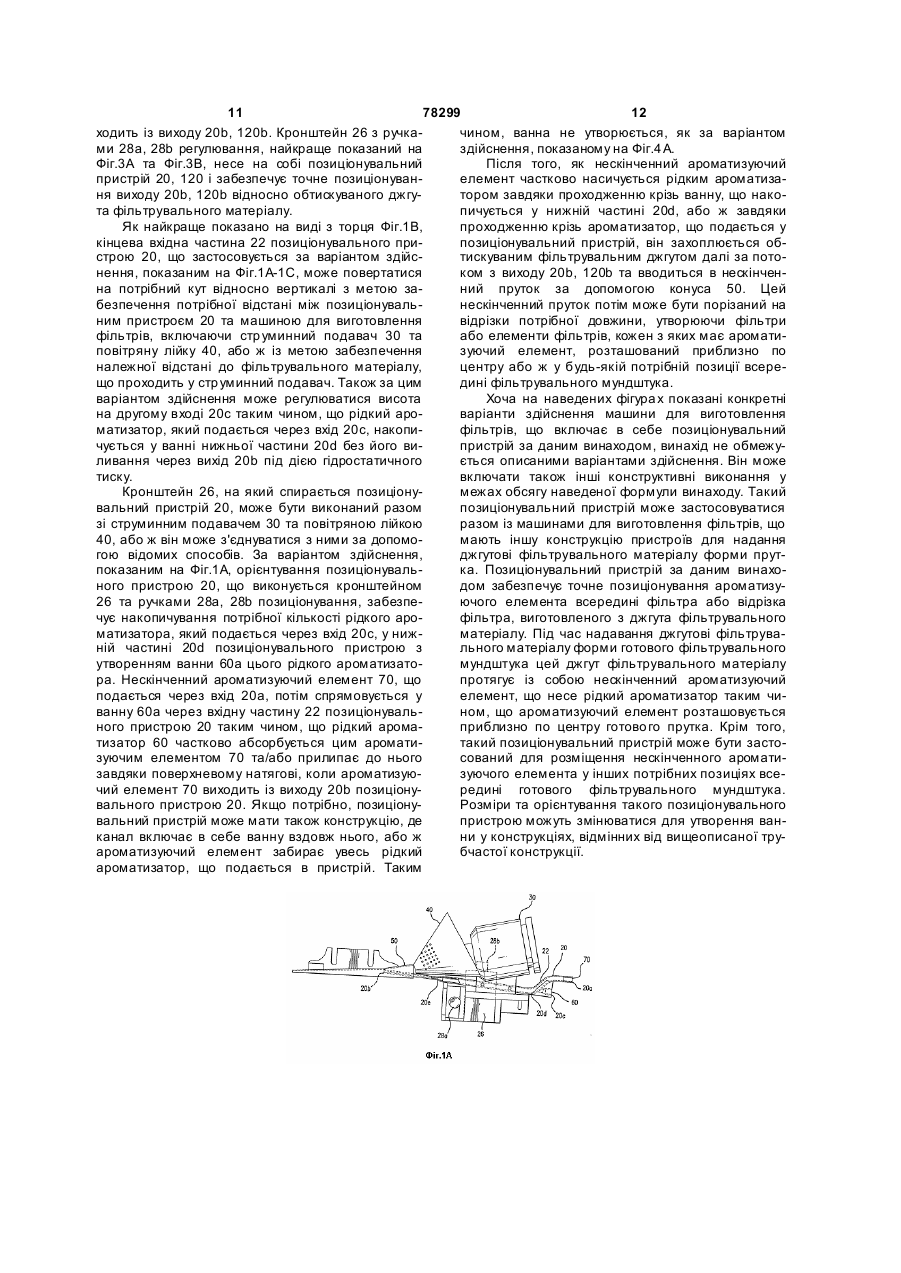
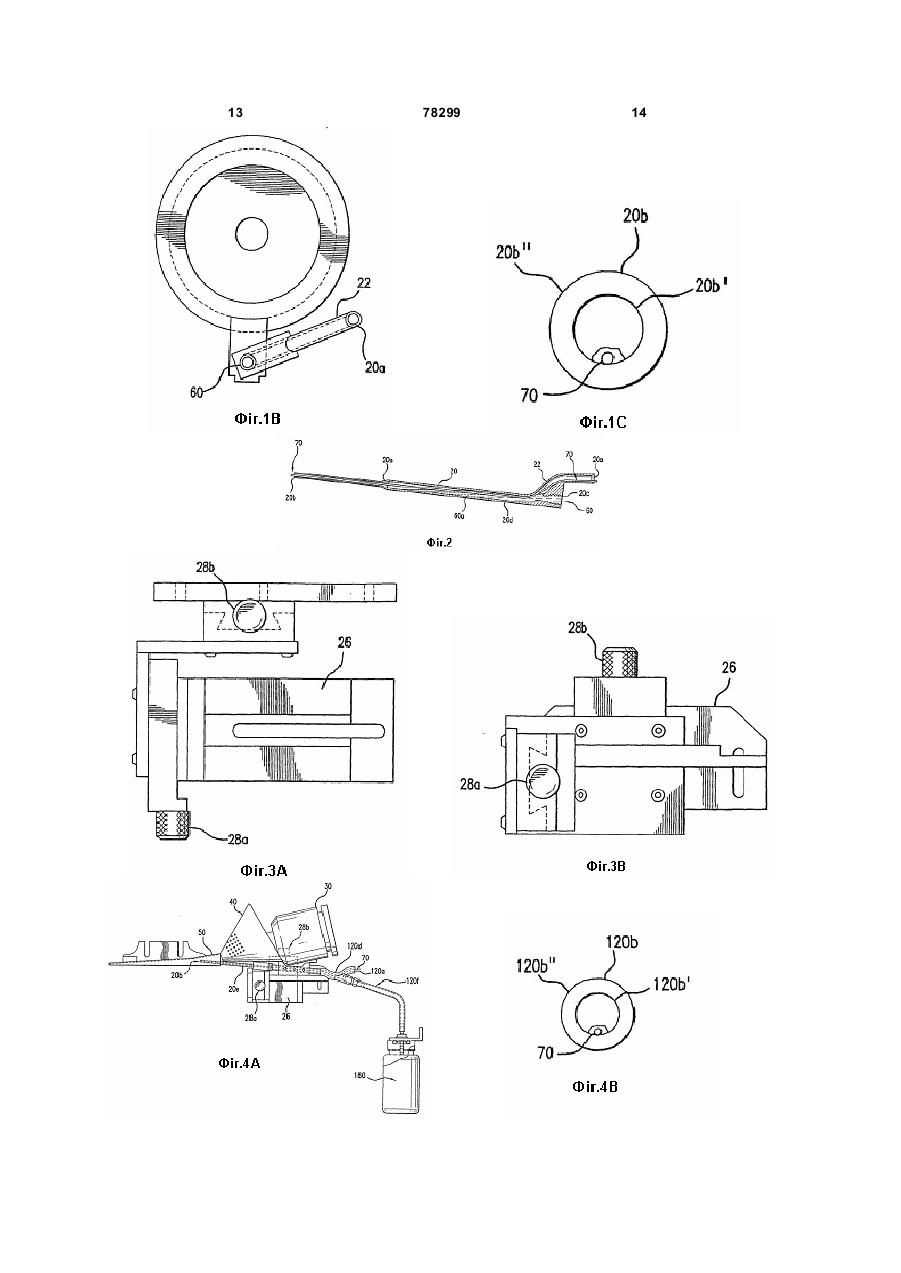
1. Машина для виготовлення фільтрів, що включає в себе: обтискний пристрій для обтискування джгута фільтрувального матеріалу; позиціонувальний пристрій для позиціонування ароматизуючого елемента, що має канал з першим входом, другим входом, а також виходом; щонайменше один з цих першого та др угого входів знаходиться у гідравлічному зв'язку з каналом, а вихід розташований нижче за потоком щонайменше частини обтискного пристрою для обтискування джгута фільтрувального матеріалу; першу частину згаданого позиціонувального пристрою, яку виконано з можливістю накопичування деякої кількості ароматизатора, що проходить через згаданий канал у ванну ароматизатора вище за потоком від згаданого виходу. 2. Машина для виготовлення фільтрів за п. 1, яка відрізняє ться тим, що: друга частина згаданого позиціонувального пристрою спрямовує ароматизуючий елемент, що подається через згаданий перший вхід у згадану ванну, а зі згаданої ванни згаданий ароматизуючий елемент виходить назовні через згаданий вихід. 3. Машина для виготовлення фільтрів за п. 1, яка відрізняє ться тим, що: 2 (19) 1 3 78299 4 частину згаданого каналу, що утворює ванну з ріалу, що просувається, за допомогою маніпулюрідкого ароматизатора, який подається до згадавань із регулювальним пристроєм на кронштейні, ного каналу через інший вхід приблизно за атмосна який спирається позиціонувальний пристрій, ферного тиску; та відносно обтискного пристрою для обтискування вихід згаданого каналу, розташований на шляху фільтрувального джгута. джгута фільтрувального матеріалу у точці, що зна15. Спосіб виготовлення фільтрів за п. 14, який ходиться нижче за потоком щонайменше частини також включає: обтискного пристрою, де джгут фільтрувального обтискування джгута фільтр увального матеріалу, матеріалу попередньо формується лійкою, та вищо просувається та має всередині захоплену неще за потоком від місця, де цьому фільтрувальноскінченну нитку матеріалу, до форми нескінченному матеріалові надається форма циліндричного го фільтрувального мундштука. прутка. 16. Спосіб виготовлення фільтрів за п. 15, який 12. Спосіб виготовлення фільтрів, який включає: також включає: просування фільтрувального матеріалу, що подаобгортання нескінченного фільтрувального мундється; штука паперовим матеріалом та нарізання цього обтискування фільтрувального матеріалу, що профільтрувального мундштука на елементи потрібсувається, до форми прутка; ної довжини. пересування нескінченної нитки матеріалу через 17. Машина для виготовлення фільтрів, яка вклюпозиціонувальний пристрій, що забезпечує захопчає в себе позиціонувальний пристрій для позицілення цієї нитки фільтрувальним матеріалом під онування ароматизуючого елемента, який має час його просування у точці, що знаходиться вище канал з першим входом, другим входом, а також за потоком від місця, де джгутові фільтрувального виходом; згаданий другий вхід перебуває у гідравматеріалу надається форма прутка; лічному зв'язку зі згаданим каналом і розташоваутворення ванни рідкого ароматизатора щонаймений нижче за потоком від згаданого першого вхонше вздовж частини позиціонувального пристрою; ду, та та першу частину згаданого позиціонувального приспрямування нитки крізь цю ванну за допомогою строю, що утворює криволінійну частину, виконану іншої частини цього позиціонувального пристрою. з можливістю спрямовувати ароматизуючий еле13. Спосіб виготовлення фільтрів із застосуванням мент, що проходить через згаданий позиціонувамашини для виготовлення фільтрів за п. 1, який льний пристрій, до позиції вздовж дна згаданого включає: позиціонувального пристрою нижче за потоком від просування джгута фільтрувального матеріалу, що згаданої криволінійної частини. подається; 18. Машина для виготовлення фільтрів за п. 17, надання цьому джгутові фільтрувального матеріаяка відрізняється тим, що ви хід згаданого каналу лу, що просувається, форми прутка лійкою; виконаний з можливістю розташування на шляху пересування нескінченної нитки матеріалу через джгута фільтрувального матеріалу у точці, яка позиціонувальний пристрій для захоплення цієї знаходиться нижче за потоком щонайменше часнитки матеріалу джгутом фільтрувального матерітини обтискного пристрою, де фільтрувальний алу, що просувається; матеріал попередньо формується лійкою, та вище подавання рідкого ароматизатора за приблизно за потоком від місця, де цей фільтрувальний маатмосферного тиску у позиціонувальний пристрій, теріал закінчує формуватися у пруток. а також із заздалегідь визначеною швидкістю його 19. Машина для виготовлення фільтрів за п. 18, подачі; та яка включає в себе також зливний канал біля згапересування нитки матеріалу через рідкий аромаданого позиціонувального пристрою напроти згатизатор перед подаванням для захоплення в джгут даного виходу. фільтрувального матеріалу, що просувається; ця 20. Машина для виготовлення фільтрів за п. 19, нитка матеріалу несе рідкий ароматизатор, що яка відрізняється тим, що згаданий канал має подається, назовні з позиціонувального пристрою змінний поперечний переріз. зі швидкістю, що практично дорівнює заздалегідь 21. Машина для виготовлення фільтрів за п. 20, визначеній швидкості його подачі. яка включає в себе також опорний кронштейн, 14. Спосіб виготовлення фільтрів за п. 13, який який визначає з можливістю регулювання позицію також включає: згаданого виходу згаданого позиціонувального регулювання позиції виходу позиціонувального пристрою відносно шляху джгута фільтрувального пристрою відносно джгута фільтрувального математеріалу. Винахід має відношення до способів та пристроїв для виготовлення фільтрів для сигарет, що включають в себе розміщений по центру ароматизований елемент, який впливає на смак диму при затягуванні через цей фільтр. Фільтри для тютюнового диму, що випускаються, містять ароматизатор, який рівномірно на носиться на фільтрувальний матеріал перед тим, як цей фільтрувальний матеріал складається та йому надається форма готового фільтра. Одним із прикладів таких відомих фільтрів є ароматизований фільтр для тютюнового диму, виготовлений з клеєного волокнистого джгута з ацетатцелюлози. Перед складанням до форми кінцевого прутка на 5 78299 6 нього рівномірно розбризкується рідкий пластифірми фільтрувального мундштука таким чином, що катор, такий як триацетин. Ароматизатор звичайно перша частина позиціонувального пристрою утворозчиняється у такому рідкому пластифікаторі, а рює ванну рідкого ароматизатора, а друга частина сам пластифікатор здійснює зв'язок між сусідніми позиціонувального пристрою спрямовує нескінволокнами. ченний текстильний матеріал у ванну до того, як Інші способи виготовлення фільтрів для сигацей текстильний матеріал вийде з виходу позиціорет розкриваються [у патентах США нувального пристрою. №№4,549,875, 4,768,526 та 4,281,671]. За варіантом, якому віддається перевага, таУ практиці застосування відомих способів викий позиціонувальний пристрій має щонайменше готовлення фільтрів для тютюнового диму виявипереший та другий входи. Нескінченний ароматилося, що виникають проблеми, коли треба припизуючий елемент проходить через перший вхід, а нити застосування окремого ароматизатора або рідкий ароматизатор подається через другий вхід. коли один ароматизатор має бути замінений на За варіантом здійснення, якому віддається переінший. Такі проблеми виникають тому, що розпивага, конструкція позиціонувального пристрою має лювальну камеру, всередині якої наноситься пласвигин, або ж S-подібне коліно поблизу першого тифікатор, буде забруднено попереднім аромативходу таким чином, що нескінченний ароматизуюзатором, який мав застосування. Таким чином чий елемент, проходячи через це S-подібне коліфільтри, що виготовлюються потім, можуть також но, зостається на дні позиціонувального пристрою забруднюватися, незважаючи на те, що процес на решті шляху до ви ходу. Це забезпечує те, що виробництва був припинений, а забруднена камеароматизуючий елемент буде зоставатися у рідра була очищена або ж замінена. кому ароматизаторі, що накопичується на дні поВідомі способи внесення ароматизованого зиціонувального пристрою або подається у деякій елемента всередину фільтра також мають той проміжній точці каналу через пристрій. недолік, що ароматизатор часто не вноситься у За варіантом, якому віддається перевага, рідналежних кількостях або в належне місце всерекий ароматизатор подається з потрібною швидкісдині фільтра для сигарет, де досягається бажаний тю подачі до позиціонувального пристрою за довплив на дим, що проходить через цей фільтр, а помогою дозувального насоса через другий вхід, також позиція ароматизованого елемента всереякий може бути розташований біля краю пристрою дині фільтра для сигарет не може контролюватися або у деякій проміжній точці нижче за потоком. з належною точністю. Нескінченний ароматизуючий елемент подається в Беручи до уваги недоліки існуючих пристроїв позиціонувальний пристрій через перший вхід. Цей для виготовлення фільтрів, зокрема фільтрів для рідкий ароматизатор частково абсорбується текстютюнового диму, спосіб безперервного виробнитильним матеріалом та/або прилипає до цього цтва фільтрувальних мундштуків для тютюнового текстильного матеріалу завдяки поверхневому диму за цим винаходом включає просування джгунатягові таким чином, що текстильний матеріал і та фільтрувального матеріалу, надання цьому ароматизатор проходять через позиціонувальний джгуту фільтрувального матеріалу, що подається, пристрій у бік виходу з каналу через цей позиціоформи прутка шляхом обтискування, пересування нувальний пристрій, розташований на шляху джгуароматизуючого елемента, такого як нескінченна та фільтрувального матеріалу у точці, що лежить нитка із текстильного матеріалу, через позиціонунижче за потоком щонайменше частини обтискновальний пристрій для захоплення і пересування го пристрою, що надає джгутові фільтрувального ароматизуючого елемента разом із джгутом фільматеріалу форму прутка. За варіантом, якому відтрувального матеріалу, що подається, до визначедається перевага, ароматизуючий елемент щоної точки протягом надання такому джгуту фільтнайменше частково насичується рідким ароматирувального матеріалу форми прутка шляхом затором протягом проходження через ванну або обтискування, а також подавання рідкого ароматипротягом проходження ароматизуючого елемента затора під приблизно атмосферним тиском до повздовж дна каналу нижче за потоком від входу для зиціонувального пристрою для часткового заповрідкого ароматизатора. нення цього позиціонувального пристрою. За У випадку традиційних машин для виготоводним із варіантів здійснення всередині каналу лення фільтрів вихід із позиціонувального припозиціонувального пристрою утворюється ванна строю може бути розташований під конусом, встарідкого ароматизатора, і ароматизуючий елемент новленим нижче за потоком від струминного проходить через цю ванну ароматизатора, до того подавача та повітряної лійки, що становлять часяк захоплюється джгутом фільтрувального матерітину обтискного пристрою. Цей конус спрямовує алу, що подається. Цей нескінченний ароматизуюджгут фільтрувального матеріалу на останній стачий елемент за варіантом, якому віддається передії перед наданням йому форми прутка, а позиціовага, являє собою щонайменше одну нитку або нувальний пристрій спрямовує рідкий ароматизаінший матеріал, який має здатність до абсорбутор разом з нескінченним ароматизуючим вання максимальної кількості рідкого ароматизаелементом у таку позицію відносно цього конуса, тора та перенесення цього ароматизатора разом з яка забезпечує потрібне розміщення нескінченного ароматизуючим елементом для розміщення по текстильного матеріалу всередині готового фільтцентру всередині готового фільтрувального мундрувального мундштука. штука. За варіантом, якому віддається перевага, поПозиціонувальний пристрій може бути скомпозиціонувальний пристрій нахилено догори з боку нований та розташований відносно машини для виходу у стані, коли він зібраний з машиною для надання джгутові фільтрувального матеріалу фовиготовлення фільтрів. Вхід для подачі рідкого 7 78299 8 ароматизатора може розміщува тися вздовж прирозміщується по центру шляху максимального строю у точці нижче за потоком від місця, де подапотоку повітря через готові фільтрувальні мундється ароматизуючий елемент, або з того самого штуки для сигарет. За варіантом здійснення, якому боку пристрою через окремий вхід. Форму вищевіддається перевага, вихід цього позиціонувальнорозташованої за потоком частини позиціонувальго пристрою має достатній діаметр, щоб забезпеного пристрою може бути виконано так, щоб утвочувати проходження нескінченного ароматизуючорювати ванну рідкого ароматизатора у деякій го елемента, такого як нескінченний текстильний проміжній точці цього позиціонувального приматеріал, що несе рідкий ароматизатор, без утвострою. За варіантом здійснення цього пристрою, у рення жодного небажаного протитиску у позиціоякому всередині пристрою утворюється ванна ріднувальному пристрої. При цьому зовнішній діакого ароматизатора, нескінченний ароматизуючий метр виходу позиціонувального пристрою елемент входить до позиціонувального пристрою зостається достатньо малим, щоб він не занадто через відповідний вхід, а за варіантом здійснення, сильно перекривав шлях обтискуваного джгута якому віддається перевага, ароматизуючий елефільтрувального матеріалу у тому місці, де йому мент спрямовується через цю ванну рідкого аронадається форма готового фільтрувального матизатора за допомогою напрямної частини цьомундштука за допомогою конуса. го позиціонувального пристрою до виходу з цього Лише з метою наведення прикладу винахід позиціонувального пристрою. Джгут фільтрувальпояснюється за допомогою супровідних креслень, ного матеріалу, який стискається біля виходу пона яких: зиціонувального пристрою під конусом машини Фіг.1А являє собою вид збоку частини машини для виготовлення фільтрів, протягує цей нескіндля формування фільтрів, яка включає в себе поченний ароматизуючий елемент разом із джгутом зиціонувальний пристрій за першим варіантом фільтрувального матеріалу під час руху цього здійснення даного винаходу. джгута фільтрувального матеріалу у напрямку за Фіг.1В являє собою вид машини, показаної на потоком для формування у готовий фільтрувальФіг.1А, з торця з боку входу. ний мундштук. Після виходу з позиціонувального Фіг.1С являє собою вид машини, показаної на пристрою нескінченний ароматизуючий елемент Фіг.1А, з торця з боку виходу. несе рідкий ароматизатор. Фіг.2 являє собою частковий вид у розрізі поШвидкість руху такого ароматизуючого елемезиціонувального пристрою, показаного на Фіг.1А, нта через канал може синхронізуватися зі швидкісде показано ванну рідкого ароматизатора, що тю подавання рідкого ароматизатора у цей канал утворюється у каналі через позиціонувальний притаким чином, що цей нескінченний ароматизуючий стрій. елемент може нести увесь рідкий ароматизатор, Фіг.3А та Фіг.3В показують деталі кронштейна що подається до пристрою протягом проходження з ручками регулювання по горизонталі та вертикаароматизуючого елемента через ароматизатор, лі для регулювання позиції позиціонувального який накопичується на дні пристрою. У альтернапристрою. тивному варіанті здійснення частину такого позиФіг.4А та Фіг.4В показують машину для форціонувального пристрою може бути виконано так, мування фільтрів, яка включає в себе позиціонущоб накопичувати рідкий ароматизатор у ванні, вальний пристрій за другим варіантом здійснення через яку проходить цей ароматизуючий елемент. даного винаходу, якому віддається перевага. За варіантом здійснення, якому віддається переФіг.5A-5D показують більш детальні види повага, досягається точка рівноваги, у якій кількість зиціонувального пристрою, показаного на Фіг.4А і рідкого ароматизатора, що виноситься ароматиФіг.4В. зуючим елементом, дорівнює кількості, що подаНа Фіг.1А показаний один із варіантів здійсється у позиціонувальний пристрій. Така точка нення позиціонувального пристрою за даним вирівноваги зберігається під час роботи, а канал ченаходом, де він об'єднаний зі стандартною маширез цей позиціонувальний пристрій зостається під ною для виготовлення фільтрів з метою атмосферним тиском. За варіантом здійснення, позиціонування ароматизуючого елемента 70, якому віддається перевага, дозувальний насос, що який розміщується приблизно по центру всередині подає рідкий ароматизатор крізь вхід позиціонувафільтрувального мундштука, виготовленого з льного пристрою, регулюється таким чином, що джгута фільтрувального матеріалу. Позиціонувакількість рідкого ароматизатора, який подається в льний пристрій 20 встановлюється за допомогою пристрій, або ж подається і накопичується у ванні кронштейна 26 з можливістю регулювання його у нижній точці позиціонувального пристрою, зостапозиції відносно машини для виготовлення фільтється практично незмінною протягом винесення рів ручкою 28а регулювання по горизонталі та ручрідкого ароматизатора нескінченним ароматизуюкою 28b регулювання по вертикалі, як показано на чим елементом, що виходить із виходу позиціонуФіг.1А, Фіг.3 А і Фіг.3В. Цей кронштейн 26 може вального пристрою. утримувати позиціонувальний пристрій 20 у потріТакий позиціонувальний пристрій може бути бній позиції відносно струминного подавача 30 та обладнаний засобами точного регулювання таким повітряної лійки 40 так, що ви хід 20b позиціонувачином, що його остаточна позиція відносно обтисльного пристрою 20 розміщується під конусом 50, куваного джгута фільтрувального матеріалу під який спрямовує обтискуваний джгут фільтрувальконусом машини для виготовлення фільтрів може ного матеріалу, що виходить з повітряної лійки 40, точно контролюватися. За варіантом здійснення, в форматний гарнітур нижче за потоком від виходу якому віддається перевага, нескінченний аромати20b, де джгутові надається форма прутка. Отризуючий елемент, що несе рідкий ароматизатор, маний нескінченний пруток після цього загортаєть 9 78299 10 ся у папір для обгорнення фільтрів і обгортка зального пристрою 20 має достатньо великий внуткріплюється за допомогою клеєного шва внапуск. рішній діаметр 20b', щоб нескінченний ароматизуДжгут фільтрувального матеріалу, такого як ючий елемент 70, який несе рідкий ароматизатор ацетатцелюлозний джгут, може витягатися з паки 60, виходив із ви ходу 20b у потрібній позиції без та проходити через групи вальців (не показані), які утворення жодного небажаного протитиску у позирозташовані вище за потоком від струминного поціонувальному пристрої. Ароматизуючий елемент давача 30, перед початком обтискування за допоможе мати діаметр в діапазоні 0,1-3,0мм, а внутмогою струминного подавача 30 та розпушування рішній діаметр виходу 20b може при необхідності струменем стисненого повітря, що подається чебути в діапазоні 0,5-3,0мм. За варіантом здійсненрез придатний пристрій (не показаний) до струня, якому віддається перевага, цей нескінченний минного подавача 30. Після виходу із струминного ароматизуючий елемент має діаметр приблизно подавача розпушений джгут фільтрувального ма0,5мм, а внутрішній діаметр виходу 20b становить теріалу стискається за допомогою повітряної лійки приблизно 3,0мм. 40 перед заходом під конус 50. За варіантом здійснення, показаним на Фіг.4АПозиціонувальний пристрій 20 має перший 5С, рідкий ароматизатор подається у точці, що вхід 20а, др угий вхід 20с та ви хід 20b. Ароматизузнаходиться нижче за потоком від місця, де подаючий елемент 70 може подаватися через вхід 20а. ється ароматизуючий елемент. Як показано на Він спрямовується першою частиною 22 позиціоФіг.4А і Фіг.5В, позиціонувальний пристрій може нувального пристрою 20 до другої, нижчої частини мати S-подібне коліно нижче за потоком безпосе20d позиціонувального пристрою 20. редньо біля місця, де подається ароматизуючий Ароматизуючий елемент може бути вибраний елемент 70. Така конструкція забезпечує прохоз різноманітних матеріалів, включаючи, але не дження ароматизуючого елемента вздовж дна обмежуючи цим їхньої номенклатури, бавовняну позиціонувального пристрою на шляху до виходу. пряжу, ацетатцелюлозне волокно, віскозне волокНа Фіг.4A-5D показаний варіант здійснення позиціно, або ж інші текстильні чи не текстильні матеріаонувального пристрою 120, що має вхід 120а для ли, здатні до абсорбування рідкого ароматизатопроходження ароматизуючого елемента 70, вигнура. Хоча бавовняна пряжа є особливо бажаною ту частину, або ж S-подібне коліно 120d із зливним для практичного застосування даного винаходу, каналом 120f, вхід 120с для подавання рідкого обсяг даного винаходу також включає застосуванароматизатора 60, розташований нижче за потоня інших придатних матеріалів, що здатні до абсоком від нього, та вихід 120b. Нескінченний аромарбування рідкого ароматизатора або іншої речотизуючий елемент подається через вхід 120а і вини, що поліпшує якість диму. спрямовується S-подібною частиною 120d таким За варіантом здійснення, якому віддається печином, що цей ароматизуючий елемент проходить ревага, позиціонувальний пристрій 20 включає в по дну позиціонувального пристрою 120 на усьому себе непрямолінійну трубку, що має наскрізний шляху до ви ходу 120b, що найкраще видно на канал, а також пристрій для подачі ароматизатора, Фіг.5В і Фіг.5С. Рідкий ароматизатор 60 подається закріплений на цій трубці. Такий пристрій для пов позиціонувальний пристрій 120 через розташодачі ароматизатора може приєднуватися до цієї ваний нижче за потоком вхід 120с із такою швидкітрубки з кінця, вищого за потоком, або ж у окремій стю, що за умови досягнутої рівноваги ароматизупроміжній позиції нижче за потоком від місця, де ючий елемент, що проходить по дну каналу через подається ароматизуючий елемент. За варіантом позиціонувальний пристрій, частково абсорбує та здійснення, якому віддається перевага, позиціонунесе увесь ароматизатор, що подається через вхід вальний пристрій 20 нахилено догори з боку його 120с. Ароматизуючий елемент виходить назовні виходу 20b. За варіантом здійснення, показаним через вихід 120b на шляху обтискуваного джгута на Фіг.1А-2, рідкий ароматизатор 60 може подавафільтрувального матеріалу. Біля кінця пристрою тися в позиціонувальний пристрій 20 через другий 120 поблизу від входу ароматизуючого елемента вхід 20с. Кількість рідкого ароматизатора 60, що 120а може бути виконаний зливний канал 120f. подається у позиціонувальний пристрій, може реОскільки ж пристрій 120 нахилено під деяким кугулюватися за допомогою дозувального насоса (не том догори з боку виходу 120b, зливний канал 120f показаний). Рідкий ароматизатор накопичується і біля кінця пристрою 120 напроти виходу 120b знаутворює ванну 60а у нижній частині 20d позиціонуходиться у найнижчій точці, що забезпечує засіб вального пристрою 20. За варіантом здійснення, для зливання будь-якого надлишку ароматизатоякому віддається перевага, цей рідкий ароматизара, не винесеного назовні пристрою 120 ароматитор подається зі швидкістю, за якої він не виливазуючим елементом. На кінці зливного каналу 120f ється через вхід 20а або вихід 20b. Позиціонуваможе бути виконаний збірник 180 з метою уникнульний пристрій 20 може мати змінний внутрішній ти втрат на випаровування цього надлишку аромадіаметр, зокрема, у його звужуваній частині 20е, з тизатора. метою забезпечення можливості для накопичуДжгут фільтрувального матеріалу, який стисвання достатнього об'єму рідкого ароматизатора кається при проходженні через повітряну лійку 40 60 у ванні 60а у нижній частині 20d, в той самий та під конусом 50, повністю оточує вихід 20b позичас забезпечуючи на виході 20b достатньо невеціонувального пристрою 20 за варіантом здійсненликий діаметр 20b", щоб не утворювати перешкод ня винаходу, зображеним на Фіг.1А, а також вихід обтискуваному джгутові фільтрувального матеріа120Ь пристрою 120 на Фіг.4А. Коли джгут фільтрулу перед остаточним наданням йому форми прутвального матеріалу продовжує руха тися далі за ка. потоком, пройшовши вихід 20b або 120b, він проЯк показано на Фіг.1С, вихід 20b позиціонуватягує із собою ароматизуючий елемент 70, що ви 11 78299 12 ходить із виходу 20b, 120b. Кронштейн 26 з ручкачином, ванна не утворюється, як за варіантом ми 28а, 28b регулювання, найкраще показаний на здійснення, показаному на Фіг.4 А. Фіг.3А та Фіг.3В, несе на собі позиціонувальний Після того, як нескінченний ароматизуючий пристрій 20, 120 і забезпечує точне позиціонуванелемент частково насичується рідким ароматизаня виходу 20b, 120b відносно обтискуваного джгутором завдяки проходженню крізь ванну, що накота фільтрувального матеріалу. пичується у нижній частині 20d, або ж завдяки Як найкраще показано на виді з торця Фіг.1В, проходженню крізь ароматизатор, що подається у кінцева вхідна частина 22 позиціонувального припозиціонувальний пристрій, він захоплюється обстрою 20, що застосовується за варіантом здійстискуваним фільтрувальним джгутом далі за потонення, показаним на Фіг.1А-1С, може повертатися ком з виходу 20b, 120b та вводиться в нескінченна потрібний кут відносно вертикалі з метою заний пруток за допомогою конуса 50. Цей безпечення потрібної відстані між позиціонувальнескінченний пруток потім може бути порізаний на ним пристроєм 20 та машиною для виготовлення відрізки потрібної довжини, утворюючи фільтри фільтрів, включаючи стр уминний подавач 30 та або елементи фільтрів, кожен з яких має ароматиповітряну лійку 40, або ж із метою забезпечення зуючий елемент, розташований приблизно по належної відстані до фільтрувального матеріалу, центру або ж у будь-якій потрібній позиції всерещо проходить у стр уминний подавач. Також за цим дині фільтрувального мундштука. варіантом здійснення може регулюватися висота Хоча на наведених фігура х показані конкретні на другому вході 20с таким чином, що рідкий ароваріанти здійснення машини для виготовлення матизатор, який подається через вхід 20с, накопифільтрів, що включає в себе позиціонувальний чується у ванні нижньої частини 20d без його випристрій за даним винаходом, винахід не обмежуливання через вихід 20b під дією гідростатичного ється описаними варіантами здійснення. Він може тиску. включати також інші конструктивні виконання у Кронштейн 26, на який спирається позиціонумежах обсягу наведеної формули винаходу. Такий вальний пристрій 20, може бути виконаний разом позиціонувальний пристрій може застосовуватися зі струминним подавачем 30 та повітряною лійкою разом із машинами для виготовлення фільтрів, що 40, або ж він може з'єднуватися з ними за допомомають іншу конструкцію пристроїв для надання гою відомих способів. За варіантом здійснення, джгутові фільтрувального матеріалу форми прутпоказаним на Фіг.1А, орієнтування позиціонувалька. Позиціонувальний пристрій за даним винахоного пристрою 20, що виконується кронштейном дом забезпечує точне позиціонування ароматизу26 та ручками 28а, 28b позиціонування, забезпеючого елемента всередині фільтра або відрізка чує накопичування потрібної кількості рідкого арофільтра, виготовленого з джгута фільтрувального матизатора, який подається через вхід 20с, у нижматеріалу. Під час надавання джгутові фільтруваній частині 20d позиціонувального пристрою з льного матеріалу форми готового фільтрувального утворенням ванни 60а цього рідкого ароматизатомундштука цей джгут фільтрувального матеріалу ра. Нескінченний ароматизуючий елемент 70, що протягує із собою нескінченний ароматизуючий подається через вхід 20а, потім спрямовується у елемент, що несе рідкий ароматизатор таким чиванну 60а через вхідну частину 22 позиціонувальном, що ароматизуючий елемент розташовується ного пристрою 20 таким чином, що рідкий аромаприблизно по центру готово го прутка. Крім того, тизатор 60 частково абсорбується цим ароматитакий позиціонувальний пристрій може бути застозуючим елементом 70 та/або прилипає до нього сований для розміщення нескінченного ароматизавдяки поверхневому натягові, коли ароматизуюзуючого елемента у інших потрібних позиціях всечий елемент 70 виходить із виходу 20b позиціонуредині готового фільтрувального мундштука. вального пристрою 20. Якщо потрібно, позиціонуРозміри та орієнтування такого позиціонувального вальний пристрій може мати також конструкцію, де пристрою можуть змінюватися для утворення ванканал включає в себе ванну вздовж нього, або ж ни у конструкціях, відмінних від вищеописаної труароматизуючий елемент забирає увесь рідкий бчастої конструкції. ароматизатор, що подається в пристрій. Таким 13 78299 14 15 Комп’ютерна в ерстка Т.Чепелева 78299 Підписне 16 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for making cigarette filters with centrally located flavored element
Назва патенту російськоюСпособ и устройство для изготовления фильтров с расположенным по центру ароматизированным элементом
Автори російськоюBellaman, Stephen, J.
МПК / Мітки
МПК: A24D 3/04, B31C 13/00
Мітки: спосіб, елементом, пристрій, центру, сигаретних, ароматизованим, розміщеним, фільтрів, виготовлення
Код посилання
<a href="https://ua.patents.su/8-78299-sposib-ta-pristrijj-dlya-vigotovlennya-sigaretnikh-filtriv-iz-rozmishhenim-po-centru-aromatizovanim-elementom.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виготовлення сигаретних фільтрів із розміщеним по центру ароматизованим елементом</a>
Матеріал для виготовлення сигаретних фільтрів та спосіб його одержання
Номер патенту: 45443
Опубліковано: 15.04.2002
Автор: Ментцель Едгар
Мітки: фільтрів, матеріал, спосіб, сигаретних, одержання, виготовлення
Формула / Реферат:
1. Матеріал для виготовлення сигаретних фільтрів, що містить осаджений на основу потоком повітря шар волокон ацетилцелюлози, який відрізняється тим, що шар ацетилцелюлози містить розплавлені, пом’якшені волокна, і основа виконана з паперу.2. Матеріал згідно з п. 1, який відрізняється тим, що ацетилцелюлоза нанесена з використанням додаткового сполучного.3. Матеріал згідно з п. 1, який відрізняється тим, що папір складається,...
Спосіб виготовлення напівпровідникового елемента з окремо розміщеним в підкладці з’єднувальним елементом, а також напівпровідниковий елемент, виготовлений цим способом

Номер патенту: 57865
Опубліковано: 15.07.2003
Автори: Штокан Регіна, Плаза Гюнтер, Кукс Андреас, Какошке Рональд, Браун Хельга
МПК: H01L 27/02
Мітки: елемента, окремо, також, з`єднувальним, напівпровідниковий, способом, виготовлення, напівпровідникового, розміщеним, елементом, підкладці, спосіб, виготовлений, цим, елемент
Формула / Реферат:
1. Спосіб виготовлення напівпровідникового елемента, що містить щонайменше частково розміщену у підкладці з'єднувальну систему, причому він містить щонайменше один розміщений у напівпровідниковій підкладці електропровідний з'єднувальний елемент (24) і щонайменше один розміщений на напівпровідниковій підкладці електропровідний з'єднувальний елемент (14, 18), причому спосіб узгоджений зі способом виготовлення МОН-транзисторів щонайменше двох...
Пристрій для вивантаження пилу з бункерів фільтрів
Номер патенту: 20885
Опубліковано: 15.02.2007
Автори: Молчанов Володимир Миколайович, Давидов Григорій Натанович
МПК: B01D 46/02, B65G 65/34
Мітки: пилу, вивантаження, бункерів, фільтрів, пристрій
Формула / Реферат:
1. Пристрій для вивантаження пилу з бункерів фільтрів, який містить корпус з вивантажувальним отвором, який відрізняється тим, що одна з бокових стінок корпусу виконується під певним кутом до вертикалі та продовжується до вивантажувального отвору, розміщеного у нижній частині корпусу, а біля вивантажувального отвору встановлюється роторний дозатор, який має вигляд роторного лопатевого колеса, розміщеного таким чином, щоб нижні лопаті колеса...
Пристрій для з’єднання співвісно згрупованих сигарет і фільтрів
Номер патенту: 68400
Опубліковано: 16.08.2004
Автори: Кальверак Робер, Озере Філєфф
МПК: A24C 5/00
Мітки: співвісно, згрупованих, сигарет, пристрій, фільтрів, з'єднання
Формула / Реферат:
1. Пристрій для з'єднання співвісно згрупованих сигарет і фільтрів, що має рухому обертальну поверхню, яка утворює разом з опорною обертальною поверхнею обертальний канал для обертання та відповідного перекочування згрупованих комплектів, тобто фільтрів з сигаретними відрізками, і для обгортання останніх у зоні склеювання відрізками паперу, причому на вхідній ділянці обертального каналу розташована стартова планка для примусового й...
Пристрій для регенерації рукавних фільтрів
Номер патенту: 11498
Опубліковано: 15.12.2005
Автори: Брахнов Георгій Петрович, Донєц Генадій Іванович, Тесленко Володимир Андрійович, Драгомерецький Микола Миколайович, Дворников Євген Петрович
МПК: B01D 46/02
Мітки: регенерації, рукавних, пристрій, фільтрів
Формула / Реферат:
Пристрій для регенерації рукавних фільтрів, що включає камеру з перегородкою, з встановленим в ній клапаном, який відрізняється тим, що клапан виконаний у вигляді поворотної пластини, вісь якої закріплена шарнірно на перегородці камери і має упор, який фіксує пластину у відкритому положенні і закріплений на перегородці електромагнітом, який фіксує пластину у закритому положенні, при цьому закриття клапана виконується під дією струмини...
Попередній патент: Спосіб збільшення сили тяги судна
Наступний патент: Спосіб одержання сертіндолу
Випадковий патент: Спосіб зведення литої смуги