Угрюмов Юрій Дмитрович
Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 88438
Опубліковано: 11.03.2014
Автори: Угрюмов Дмитро Юрійович, Угрюмов Юрій Дмитрович, Тартаковскій Боріс Ігорєвіч, Стасевський Станіслав Леонідович, Балакін Валерій Федорович
МПК: B21B 21/00
Мітки: підготовки, прокаткою, гільзи, спосіб, кінця, переднього
Формула / Реферат:
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення...
Спосіб прокатки труб на агрегаті з пілігримовим станом
Номер патенту: 88265
Опубліковано: 11.03.2014
Автори: Тартаковскій Боріс Ігорєвіч, Балакін Валерій Федорович, Угрюмов Дмитро Юрійович, Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: пілігрімовим, труб, станом, агрегаті, спосіб, прокатки
Формула / Реферат:
1. Спосіб прокатки труб на агрегаті з пілігримовим станом, що включає прошивку нагрітої круглої безперервнолитої заготовки в гільзу на стані з косорозташованими валками на короткій профільній оправці, розкочування гільзи в чорнову трубу профільними валками на дорні на пілігримовому стані і докатку заднього кінця гільзи на ділянці хвостовика дорна збільшеного діаметра з утворенням пілігримової головки, який відрізняється тим, що прошивку...
Спосіб прокатки труб на трубопрокатному агрегаті з пілігримовими станами

Номер патенту: 88197
Опубліковано: 11.03.2014
Автори: Стасевський Станіслав Леонідович, Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Тартаковскій Боріс Ігорєвіч
МПК: B21B 21/00
Мітки: пілігримовими, спосіб, труб, станами, агрегаті, трубопрокатному, прокатки
Формула / Реферат:
1. Спосіб прокатки труб на трубопрокатному агрегаті з пілігримовими станами, при якому проводять: прошивку нагрітої круглої безперервнолитої заготовки в гільзу у косовалковому стані на короткій оправці, розкатку гільзи в чорнову трубу профільними валками на дорні на пілігримовому стані, який відрізняється тим, що при прошивці заднього кінця гільзи коротку оправку переміщують у напрямку, протилежному осьовому переміщенню гільзи, збільшуючи її...
Спосіб гарячої пілігримової прокатки труб

Номер патенту: 86284
Опубліковано: 25.12.2013
Автори: Балакін Валерій Федорович, Угрюмов Дмитро Юрійович, Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: гарячої, спосіб, труб, пілігримової, прокатки
Формула / Реферат:
Спосіб гарячої пілігримової прокатки труб, що містить деформацію гільзи в трубу з отриманням пілігримової головки на задньому кінці гільзи валками на дорні з упором торця гільзи в дорнове кільце і з підпором дорна і гільзи зі сторони подавального апарату, фіксацію положення отриманої труби шиберним пристроєм, часткове витягання дорна і одночасне примусове охолодження прокатаної частини труби на вихідній стороні стану, розкочування...
Спосіб прокатки труб на пілігримових станах

Номер патенту: 85623
Опубліковано: 25.11.2013
Автори: Угрюмов Юрій Дмитрович, Степаненко Олександр Миколайович, Балакін Валерій Федорович, Іванов Костянтин Олександрович
МПК: B21C 3/16
Мітки: спосіб, станах, труб, пілігрімових, прокатки
Формула / Реферат:
1. Спосіб прокатки труб на пілігримових станах, що включає деформацію на дорні нагрітої порожнистої гільзи в калібрі з поперечним перетином, що зменшується по колу сталевих, наплавлених і шліфованих валків, нанесення на поверхню калібру валків протиналипаючого складу перед їх установкою в кліть, який відрізняється тим, що при налипанні металу в проблемних зонах валків в процесі прокатки стан зупиняють, шліфують проблемні ділянки валків з...
Робоча кліть пілігримового трубопрокатного стана
Номер патенту: 84685
Опубліковано: 25.10.2013
Автори: Угрюмов Юрій Дмитрович, Балакін Валерій Федорович, Крисанов Сергій Олексійович, Добряк Володимир Дмитрович, Степаненко Олександр Миколайович
МПК: B21B 13/18
Мітки: пілігримового, стана, трубопрокатного, кліть, робоча
Формула / Реферат:
Робоча кліть пілігримового трубопрокатного стана, що містить нерухому станину 1 з вертикальними направляючими 2 і 3, в яких розміщені подушки 4 і 5 верхнього і нижнього робочих валків, і механізми фіксації кожної подушки у напряму осі прокатки, яка відрізняється тим, що механізм фіксації виконаний у вигляді штовхача 6, розміщеного у станині з можливістю переміщення у напрямку осі прокатки, який містить дві частини, одна обладнана з одного...
Спосіб виробництва труб на установці з пильгерстанами
Номер патенту: 84256
Опубліковано: 10.10.2013
Автори: Балакін Валерій Федорович, Угрюмов Дмитро Юрійович, Степаненко Олександр Миколайович, Угрюмов Юрій Дмитрович
МПК: B21B 23/00
Мітки: спосіб, пильгерстанами, виробництва, труб, установці
Формула / Реферат:
1. Спосіб виробництва труб на установці з пильгерстанами, що містить нагрів заготівки, отримання гільзи, розкочування гільзи на дорні в трубу на пильгерстані, різання труби на мірні (кратні) частини, підігрів і подальшу деформацію труби, який відрізняється тим, що після підігріву деформацію труби здійснюють одночасно в двох групах клітей стану подовжньої прокатки, причому в першій - обтисковій групі, що має не менше двох клітей, деформацію...
Вертикальний прошивний прес для виготовлення порожніх циліндричних заготівок
Номер патенту: 83425
Опубліковано: 10.09.2013
Автори: Стасевський Станіслав Леонідович, Добряк Володимир Дмитрович, Угрюмов Юрій Дмитрович, Павловський Борис Григорович, Балакін Валерій Федорович, Степаненко Олександр Миколайович
МПК: B21J 5/00, B21J 5/10, B21C 23/08 ...
Мітки: циліндричних, прес, прошивний, заготівок, вертикальний, виготовлення, порожніх
Формула / Реферат:
1. Вертикальний прошивний прес для виготовлення порожніх циліндричних заготівок, що містить фундаментну раму 1 з закріпленою на ній станиною 2, на котрій змонтовані вертикальні напрямні колони 3, що жорстко з’єднані з нерухомою траверсою 4, механізм переміщення 6 рухомої траверси 5 по напрямних колонах 3, укріплений на нерухомій траверсі 4, механізм центрування заготівки відповідно осі преса та привід пересування прошивного пуансона 11 з...
Спосіб виготовлення порожніх циліндричних заготівок
Номер патенту: 83424
Опубліковано: 10.09.2013
Автори: Балакін Валерій Федорович, Степаненко Олександр Миколайович, Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович, Павловський Борис Григорович, Добряк Володимир Дмитрович
МПК: B21C 23/08, B21J 5/10, B21J 5/00 ...
Мітки: порожніх, виготовлення, спосіб, заготівок, циліндричних
Формула / Реферат:
Спосіб виготовлення порожніх циліндричних заготівок, що включає установку заготівки у вертикальному прошивному пресі по осі прошивки, центрування заготівки та наступну наскрізну прошивку отвору прошивним пуансоном з головкою, який відрізняється тим, що центрування заготівки по осі прошивки здійснюють шляхом її затискання у вертикальному положенні двома парами губок спочатку у нижньому положенні, а потім у верхньому, а прошивку отвору...
Спосіб виробництва гільз на косовалковому стані
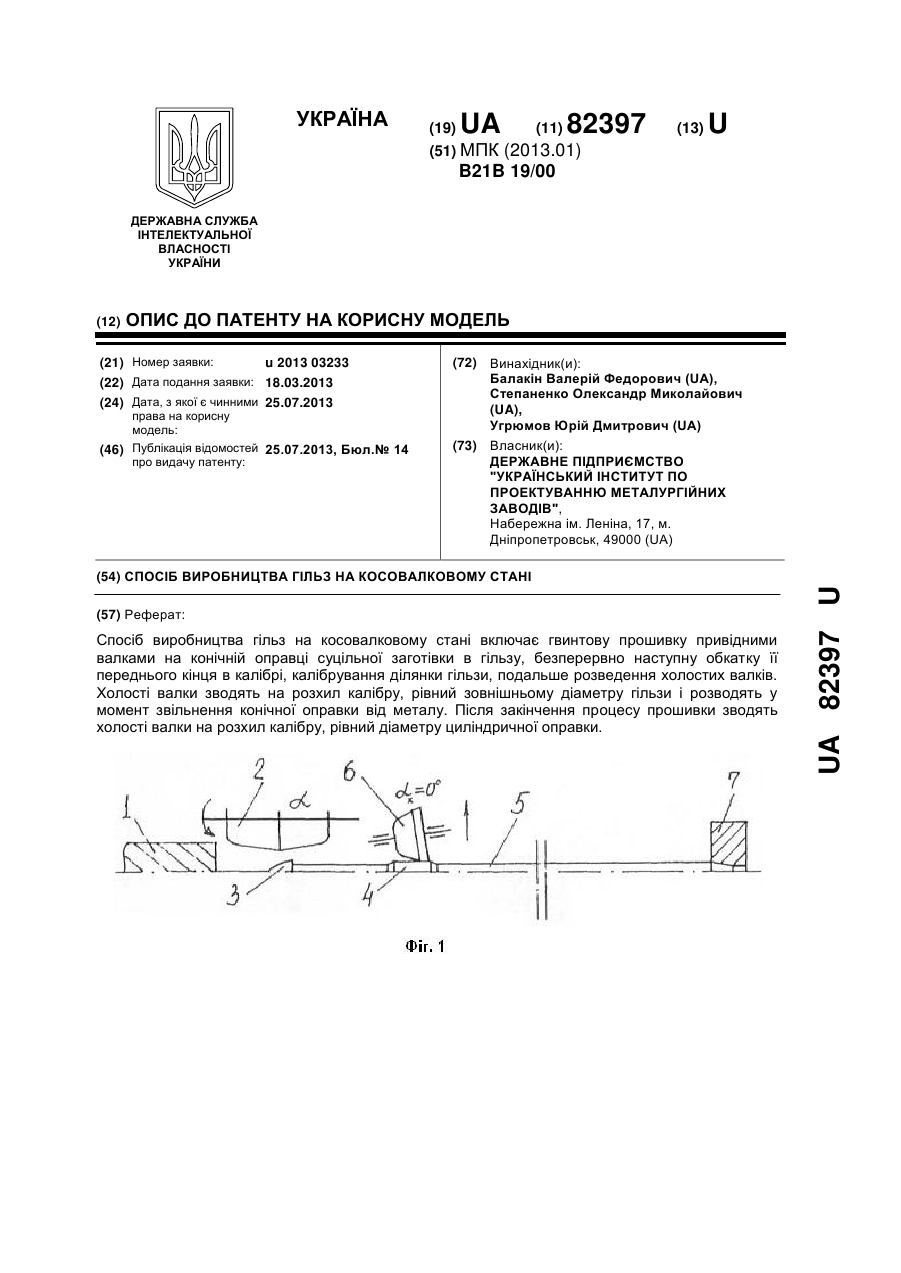
Номер патенту: 82397
Опубліковано: 25.07.2013
Автори: Угрюмов Юрій Дмитрович, Балакін Валерій Федорович, Степаненко Олександр Миколайович
МПК: B21B 19/00
Мітки: спосіб, косовалковому, виробництва, гільз, стані
Формула / Реферат:
1. Спосіб виробництва гільз на косовалковому стані, що містить гвинтову прошивку привідними валками на конічній оправці суцільної заготівки в гільзу, безперервно наступну обкатку її переднього кінця в калібрі, утвореному холостими валками на циліндричній оправці, калібрування ділянки гільзи, рівної відстані між привідними і холостими валками і подальше розведення холостих валків, який відрізняється тим, що при закінченні процесу прошивки,...
Лінія для виробництва гарячекатаних безшовних труб
Номер патенту: 79896
Опубліковано: 13.05.2013
Автори: Пройдак Юрій Сергійович, Гвоздєва Тамара Михайлівна, Закопко Олександр Вікторович, Кісіль Володимир Костянтинович, Гріньов Анатолій Федорович, Балакін Валерій Федорович, Бєсєднов Сергій Вікторович, Сокуренко Віктор Павлович, Угрюмов Юрій Дмитрович, Данченко Валентин Миколайович, Пінчук Софія Йосипівна, Соловьова Інна Анатоліївна, Коротков Андрій Миколайович, Єсаулов Геннадій Олександрович, Козловський Альфред Іванович, Шифрін Євген Ісаєвич, Мережко Віктор Лукич
МПК: B21B 23/00
Мітки: гарячекатаних, безшовних, лінія, труб, виробництва
Формула / Реферат:
Лінія для виробництва безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, яка відрізняється тим, що в неї введені машина безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для...
Сталева виливниця колісних злитків
Номер патенту: 78463
Опубліковано: 15.03.2007
Автори: Польський Георгій Миколайович, Гончар Володимир Петрович, Перков Борис Олексійович, Нечаєв Віктор Іванович, Угрюмов Юрій Дмитрович, Бондарчук Микола Андрійович
МПК: B22D 7/06
Мітки: виливниця, злитків, колісних, сталева
Формула / Реферат:
1. Сталева виливниця колісних злитків, що включає циліндричний корпус з постійним зовнішнім діаметром і з круглою формою поперечного перерізу робочої поверхні, яка відрізняється тим, що корпус виливниці складається з окремих гарячекатаних кілець, зістикованих між собою за допомогою відповідних кільцевих виступів і западин на торцях суміжних кілець зварюванням, а висота кожного кільця складає 0,09-0,31 висоти корпусу.2. Виливниця за...
Дорновий пристрій пілігрімового стану
Номер патенту: 19863
Опубліковано: 25.12.1997
Автори: Чернявський Анатолій Олександрович, Волочков Юрій Сергійович, Волнянський Валерій Євгенійович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00, B21B 25/00
Мітки: стану, дорновий, пілігримового, пристрій
Формула / Реферат:
Дорновое устройство пилигримового стана, содержащее дорн, имеющий рабочую часть, головку и размещенный между ними хвостовик, состоящий из трех конических участков с различной конусностью и концевого участка с надетым на него дорновым кольцом, определяющим длину этого участка и имеющим внутреннюю поверхность по форме и размерам одинаковую с наружной поверхностью концевого участка хвостовика дорна, отличающееся тем, что внутренняя поверхность...
Спосіб гарячої пілігримової прокатки труб
Номер патенту: 18667
Опубліковано: 25.12.1997
Автори: Чернявський Анатолій Олександрович, Березовський Валентин Володимирович, Угрюмов Юрій Дмитрович, Козловський Альфред Іванович, Ващенко Олександр Костянтинович
МПК: B21B 21/00
Мітки: труб, пілігримової, прокатки, гарячої, спосіб
Формула / Реферат:
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, отличающийся тем, что D/S > 20, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый...
Спосіб оброблення пільгервалка
Номер патенту: 11403
Опубліковано: 25.12.1996
Автори: Бондарчук Микола Андрійович, Вольпов Марк Львович, Шифрін Евгеній Ісайович, Угрюмов Юрій Дмитрович
МПК: B23B 5/08, B21B 21/02
Мітки: оброблення, пільгервалка, спосіб
Формула / Реферат:
Способ обработки пильгервалка, включающий черновую механическую обработку рабочей поверхности ручья, наплавку на поверхность ручья износостойкого материала и чистовую обработку ручья, отличающийся тем, что, с целью повышения усталостной стойкости валков и надежности, наплавляют внутренний слой у вершины ручья шириной 1/3-1/2 ширины ручья и толщиной 1/3-1/2 заданной толщины наплавки по всей длине ручья, а наружный слой наплавляют...