Спосіб виготовлення головок сиру
Формула / Реферат
1. Спосіб виготовлення головок сиру з сирної маси, за якою сирна маса поміщається принаймні в одну прес-форму для виготовлення сиру, оснащену системою відслідковування, і принаймні в одній такій формі піддається вакуумній обробці та пресуванню, причому пресування проводиться в той час, як принаймні одна така форма знаходиться в секції витримки, в якій підтримуються умови низького тиску, який відрізняється тим, що вакуумна обробка включає в себе принаймні перший та другий етап, причому на першому етапі в секції витримки за допомогою вакуумних насосних засобів перший низький тиск створюється з метою відведення з сирної маси повітря та сироватки, що захоплюється разом з повітрям, а впродовж другого етапу низький тиск в секції витримки далі доводиться до рівня другого низького тиску, що має величину, за якої наявна в сирній масі сироватка починає закипати, внаслідок чого залишки повітря та вільної сироватки виштовхуються з такої сирної маси.
2. Спосіб за з п. 1, який відрізняється тим, що низький тиск, при якому сироватка закипає, регулюється в залежності від температури сироватки або сирної маси.
3. Спосіб за п. 2, який відрізняється тим, що на третьому етапі низький 20 тиск, якого було досягнуто на другому етапі, утримується протягом попередньо встановлюваного періоду часу задля формування кірки.
4. Спосіб за п. 3, який відрізняється тим, що вакуумний насос залишається ввімкненим протягом тієї частини другого етапу, що залишається після досягнення точки кипіння, а також за бажанням принаймні ще деякий час впродовж третього етапу з метою здійснення контролю за вмістом вологи в сирі, що виробляється.
5. Спосіб за п. 3 чи п. 4, який відрізняється тим, що принаймні впродовж третього етапу на систему відслідковування через гнучку стінку секції витримки притискна сила діє таким чином, що зовнішній бік гнучкої стінки поступово піддається впливу атмосферного тиску, чим забезпечується нарощування притискної сили на систему відслідковування прес-форми для виготовлення сиру, що перебуває в секції витримки, а також на сирну масу, що міститься в такій формі.
6. Спосіб за п. 5, який відрізняється тим, що притискна сила, що створюється гнучкою стінкою, діє вже впродовж або після першого етапу.
7. Спосіб за будь-яким з пп. 3-6, який відрізняється тим, що, коли на третьому етапі певною мірою відбувається формування кірки, на четвертому етапі низький тиск в секції витримки доводиться до величини, вищої за поріг кипіння, при якій наявні в сирній масі пари конденсуються, а об'єм їх настільки зменшується, що сирна маса стискається, заповнюючи собою простір, що утворюється в ході конденсації парів.
8. Спосіб за п. 7, який відрізняється тим, що після четвертого етапу пресування продовжується протягом необхідного часу, після чого подача низького тиску припиняється, і з прес-форми виймається готова головка сиру.
9. Спосіб за п. 8, який відрізняється тим, що під час продовження процедури пресування подача низького тиску скорочується поступово та/або поетапно.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що з метою отримання головки сиру заданою бажаною вагою вага відділеної сироватки зіставляється з вагою сирної маси, закладеної в прес-форму для виготовлення сиру, а також на підставі цих даних визначається вага кінцевої головки сиру і регулюється вага наступної порції сирної маси.
11. Спосіб за п. 8 або 9, який відрізняється тим, що сформована головка сиру виймається з прес-форми для виготовлення сиру в той час, коли після припинення подачі низького тиску всередині головки сиру все ще зберігається знижений тиск і триває спосіб конденсації бульбашок пари, внаслідок чого головка сиру відстає від своєї прес-форми.
Текст
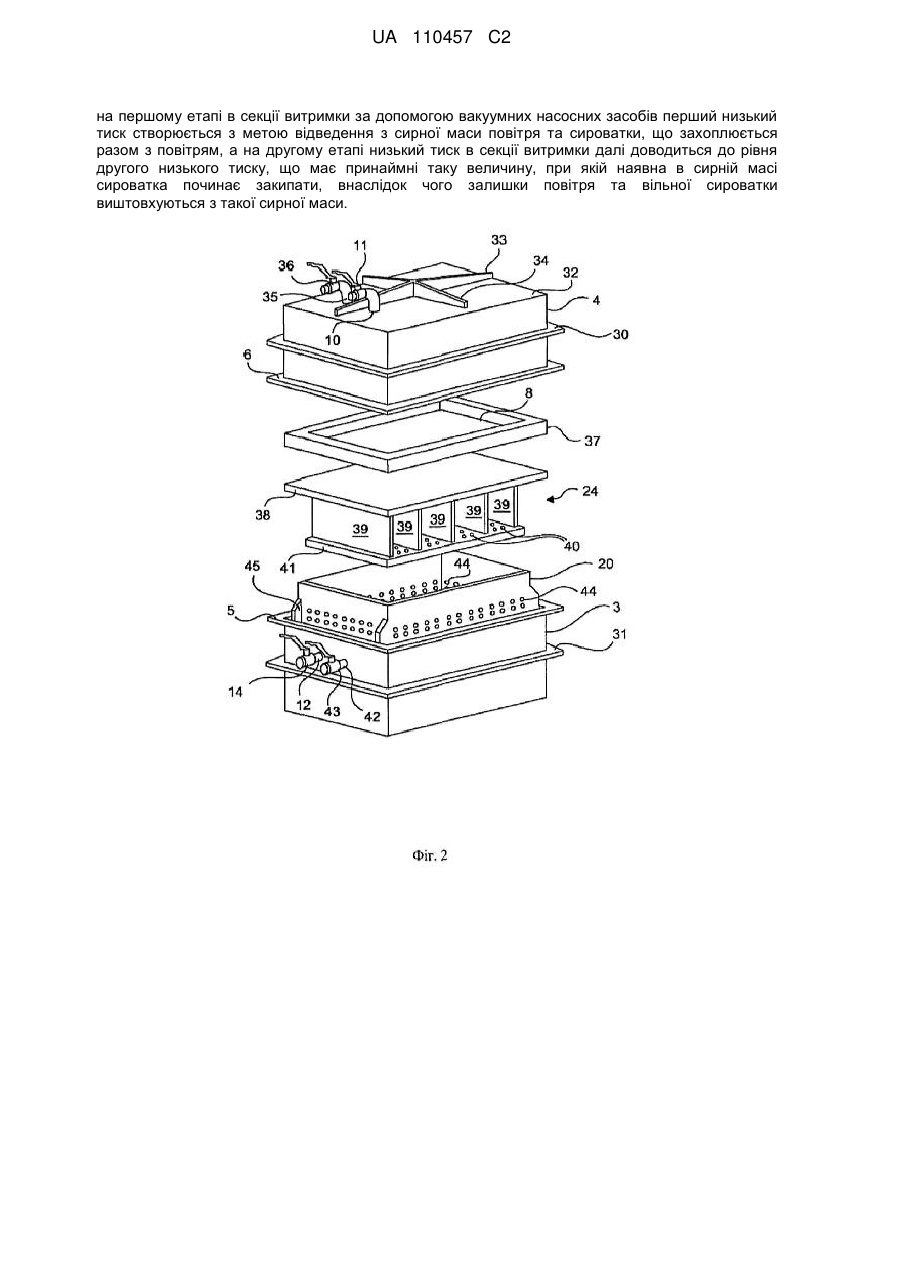
Реферат: Винахід стосується технології виготовлення головок сиру з сирної маси. Спосіб виготовлення, за якою сирна маса поміщається принаймні в одну прес-форму для виготовлення сиру, оснащену системою відслідковування, і принаймні в одній такій формі піддається вакуумній обробці та пресуванню, причому пресування проводиться в той час, як принаймні одна така форма знаходиться в секції витримки, в якій підтримуються умови низького тиску, за якою вакуумна обробка включає в себе принаймні перший та другий етапи, причому UA 110457 C2 (12) UA 110457 C2 на першому етапі в секції витримки за допомогою вакуумних насосних засобів перший низький тиск створюється з метою відведення з сирної маси повітря та сироватки, що захоплюється разом з повітрям, а на другому етапі низький тиск в секції витримки далі доводиться до рівня другого низького тиску, що має принаймні таку величину, при якій наявна в сирній масі сироватка починає закипати, внаслідок чого залишки повітря та вільної сироватки виштовхуються з такої сирної маси. UA 110457 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується технології виготовлення головок сиру з сирної маси, за якою сирна маса поміщається принаймні в одну прес-форму для виготовлення сиру, оснащену системою відслідковування, і принаймні в одній такій формі піддається вакуумній обробці та пресуванню, причому пресування проводиться в той час, як принаймні одна така форма знаходиться в секції витримки, в якій підтримуються умови низького тиску. В способах виготовлення сиру пресування, як правило, використовується для видалення з сирної маси сироватки та повітря. Сирна маса може складатися, наприклад, з свіжих або вже закислених, та ще не когерентних, зернистих часточок сиру або сполук часточок сиру, наприклад, у вигляді дрібних шматків, смуг чи інших форм або, наприклад, попередньо сформованої головки сиру. За рахунок пресування виходить стійка головка, в якій часточки сиру злипаються між собою. Тим самим створюється когерентна сирна маса, тобто сирна головка, а на зовнішньому боці головки утворюється кірка. На час пресування сирна маса поміщається в прес-форму для виготовлення сиру, яка має одну або декілька з’ємних сторін. Як правило, це кришка, проте також можливі конструкції зі з’ємним дном або бічною стінкою. Задля полегшення розуміння тексту в подальшому відправною точкою буде найбільш поширена конструкція прес-форми для виготовлення сиру зі з’ємною кришкою. З зовнішнього боку до з’ємної кришки пневматичним циліндром або аналогічним пристроєм прикладається механічне зусилля. Як правило, пресування проводиться в кілька послідовних пресувальних етапи, причому спочатку видаляється надлишок сироватки та повітря, що знаходиться в сирній масі, а сирна маса набирає остаточного вигляду головки, що визначається прес-формою для виготовлення сиру та її кришкою. Часточки сиру тим самим спресовуються одна до одної задля формування когерентної маси, і, врешті, за рахунок ущільнення сирної маси на поверхні головки сиру утворюється кірка. Подібне пресування займає багато часу і потребує великих енергозатрат. У минулому робилося багато спроб, аби прискорити спосіб пресування за допомогою вакуумної обробки та/або зменшити необхідні для цього енергозатрати при збереженні належної якості вироблених в підсумку голівок сиру. Наприклад, в заявці US-A-5082681 описується cпосіб виготовлення голівок сиру Чеддер, за якою головки сирної маси, що виходять з пристрою формування головок, поміщаються в умови високого вакууму, а потім протягом короткого проміжку часу опресовуються механічним способом, в той час як тиск робочого газу доводиться до атмосферного, що призводить до швидкого отримання на головці кірки. А також з заявки EP-B-1108362 відомий cпосіб виготовлення головок напівтвердого сиру зі свіжого зернистого сиру, за якою перед кінцевим пресуванням при атмосферному тиску для отримання поліпшеної внутрішньої структури головок сиру застосовується короткострокова підпресовка в умовах високого вакууму (95% або більше). З заявки EP 0 742 998 А1 відомим стає подібний до описаного вище cпосіб виготовлення головок сиру, за яким сирна маса опресовується в умовах вакууму протягом ряду з двох або більше циклів. У кожному пресувальному циклі під час першої фази, що триває від 20 до 25 хвилин, на сирну масу, закладену в прес-форму для виготовлення сиру, подається тиск пресування, в той час як сама прес-форма для виготовлення перебуває в камері низького тиску. Після чого в другій фазі відповідного пресувального циклу подача тиску пресування припиняється, а в камері низького тиску створюється тиск, що дорівнює атмосферному тиску або вищий за нього. Друга фаза своєю тривалістю коливає в межах від 30 секунд до двох хвилин. Тиск пресування може створюватись за рахунок прикладення в способі пресування механічної сили, але також може генеруватись за рахунок різниці між зовнішнім тиском та тиском вакууму в камері низького тиску. Винахід передбачає забезпечення вдосконаленої технології та устаткування, за допомогою яких головки сиру з належною внутрішньою та зовнішньою структурами можуть вироблятися швидше та/або з меншими в порівнянні з відомими cпособами енерговитратами. Відповідно до винаходу для цього cпосіб описаного вище типу відрізняється тим, що вакуумна обробка включає в себе принаймні перший та другий етап, причому на першому етапі в секції витримки за допомогою вакуумних насосних засобів перший низький тиск створюється з метою відведення з сирної маси повітря та сироватки, що захоплюється разом з повітрям, а на другому етапі низький тиск в секції витримки далі доводиться до рівня другого низького тиску, що має величину, за якого наявна в сирній масі сироватка починає закипати, внаслідок чого залишки повітря та вільної сироватки виштовхуються з сирної маси. Слід зазначити, що в тих місцях, де в контексті опису та формули винаходу робиться посилання на прес-форму для виготовлення сиру, розуміється те, що воно стосується також і 1 UA 110457 C2 5 10 15 20 25 30 35 40 45 50 55 60 так званої групової форми ля виготовлення сиру, в якій за допомогою кількох систем відслідковування одночасно може бути опресовано одразу декілька партій сирної маси. У подальшому винахід буде предметом додаткових роз’яснень з посиланням на прикладене креслення. Фіг. 1 - схематичне зображення у вертикальному розрізі зразка устаткування, що згідно з винаходом використовується для виготовлення головок сиру; Фіг. 2 - схематичне перспективне зображення в розібраному вигляді устаткування , аналогічного зображеному на фіг. 1; Фіг. 3 - зображення в загальних рисах зразка варіанту устаткування, зображеного на фіг. 1. На фіг. 1 у схематичному вигляді у вертикальному розрізі зображено зразок устаткування, що згідно з винаходом використовується для виготовлення головок сиру. Слід зазначити, що в цьому описі та формулі посилання робиться на головки сиру. Це не повинні бути прямокутні головки. Під терміном «головки» розуміються всі можливі форми сиру. Представлене устаткування складається з коробчатого корпусу 2, який на цьому прикладі складається з нижньої та верхньої частин, виготовлених з твердого матеріалу. Секція витримки може бути виготовлена з металу, наприклад, з нержавіючої сталі, або придатного для цього пластику, який є непроникним для повітря. Нижня частина 3 має форму відкритої секції витримки, яку можна закрити верхньою частиною 4, що слугує кришкою. Точно за обрисами нижньої та верхньої частин сформовані краї змикання 5 та 6, між якими для герметичного закриття знаходиться ущільнювальний матеріал 7. В кришку вмонтована газонепроникна гнучка перегородка 8, що на цьому прикладі має вигляд гнучкої мембрани, за допомогою якої у верхній частині кришки створюється камера з замкнутою циркуляцією повітря 9. Крім того, така повітряна камера може бути оснащена з’ємною жорсткою перетинкою або пломбою. В контексті цього опису та формули під подібним втіленням розуміється об’єкт, що підпадає під значення терміну «гнучка перегородка». Крім того, кришка оснащена патрубком 10, підведеним до повітряної камери 9, що має відповідний функціональний газовий клапан 11. Нижня частина також оснащена патрубком 12, що проходить через стінку нижньої частини та підведений до внутрішньої ємкості 13 секції витримки і при цьому оснащений відповідним функціональним газовим клапаном 14. В секцію витримки, як показано на кресленні, можна помістити прес-форму для виготовлення сиру 20. Для цього за бажанням можна скористатися відповідними кріпленнями 21. В способі роботи прес-форма для виготовлення сиру 20 заповнюється сирною масою 22. Вона може складатися з попередньо сформованої сирної головки, як та, що виробляється, наприклад, так званим пристроєм для збезводнювання та формування сирної маси, наприклад, марки Tetra Tebel Casomatic чи марки Tebel Pressvatic або так званим пристроєм формування головок, наприклад, марки Tetra Tebel Blockformer. Сирної маса також може складатися, наприклад, з свіжого зернистого сиру або з подрібнених форм композитної попередньо зневодненої чи підкисленої сирної маси, як, наприклад, так звані сирні смужки, також іменовані сирні чіпси, отриманої з закислювальної машини марки Tetra Tebel Alfomatic та закладеної в прес-форми для виготовлення сиру. Прес-форма для виготовлення сиру 20 та пов’язана з нею кришка 24 традиційно мають перфоровані стінки, що дозволяє сироватці та повітрю виходити з сирної маси через отвори в таких перфорованих стінках. Це схематично показано стрілками 23. Зазвичай в способі виготовлення сирна маса 22 знаходиться під з’ємною кришкою 24 пресформи для виготовлення сиру. Таку кришку часто називають «системою відслідковування». Під час роботи верх кришки прес-форми для виготовлення сиру примикає до мембрани 8, котра огортає повітряну камеру 9 в кришці 4 секції витримки. Згідно з винаходом описане вище устаткування може бути використане, як викладено далі, для виготовлення головок сиру. Після того, як заповнений сирною масою чан для виготовлення сиру 20 поміщений в секцію витримки 2, а секція витримки закрита, на першому етапі в секції витримки 2 за допомогою вакуумних насосних засобів 15 з задіянням патрубка 12, а також відкритого на цей момент клапана 14 встановлюються умови першого низького тиску. Крім того, за бажанням і в залежності від виду сиру одночасно в повітряній камері 9 з задіянням патрубка 10, а також відкритого на цей момент вентиля 11 або з задіянням окремого патрубка з клапаном також можуть бути швидко встановлені умови низького тиску з метою перешкоджання присутньому в такій повітряній камері залишковому повітрю спричиненню руху мембрани 8 донизу та створенню тиску через розташовану внизу кришку 24 на сирну масу 22. З’єднання патрубка 10 та вакуумних насосних засобів 15, а також клапана, що необхідне для цієї мети, на фіг. 1 не представлене. В результаті зниження тиску навколо прес-форми для виготовлення сиру також створюється повітряний потік зсередини сирної маси і через отвори в стінках чану для 2 UA 110457 C2 5 10 15 20 25 30 35 40 45 50 55 60 виготовлення сиру назовні, як це зазначено стрілками 23. Цей повітряний потік захоплює також з сирної маси сироватку. Відповідно впродовж першого етапу з сирної маси відводяться повітря та сироватка. На цьому етапі клапан 11 в патрубку 10, що з’єднаний з повітряною камерою 9, може бути відкритим чи закритим. Для деяких видів сиру корисно відкривати клапан 11. Це можна зробити на самому початку першого етапу чи через короткий проміжок час після його початку. В цьому випадку повітряна камера розширюється до таких обсягів, що гнучка мембрана 8 розтягується під впливом великого перепаду тиску між внутрішньою частиною повітряної камери 9, де превалює тиск навколишнього середовища, та внутрішньою частиною секції витримки. Мембрана 8 тим самим тисне на верх системи відслідковування 24 так, що сирна маса в пресформі для виготовлення сиру стискається. Таким чином, повітря та сироватка можуть бути вичавлені з сирної маси в прискореному порядку. Щоб отримати вид сиру з повністю або практично повністю закритою текстури («сліпий» сир), тобто сир без включень повітря або сироватки, то бажано, щоб під час другого етапу тиск в секції витримки був далі знижений до рівня другого низького тиску з тим, щоб все ще наявна сироватка почала кипіти, якщо температура кипіння в результаті застосування умов вакууму була знижена до температури сироватки. Необхідна для цього глибина вакуумної обробки відповідно залежить від температури сироватки і може бути контрольована в залежності від температури сироватки або сирної маси. Другий низький тиск може бути, наприклад, на рівні кількох десятків мбар, наприклад, близько 50 мбар. На момент закипання сироватки частина води, що міститься в сироватці по всій сирній масі, включаючи її серцевину, почне випаровуватися. В результаті чого, об’єм води настільки сильно збільшується, що все повітря та вільна сироватка виштовхується з сирної маси. Збільшення об’єму може відбуватись приблизно в 35 000 разів в залежності від конкретного низького тиску. Якщо в ході першого етапу клапан 11 не був відкритим, він все ще може бути відкритий, якщо це потрібно, після завершення або перед самим завершенням другого етапу. Як вже говорилося вище, мембрана 8 тоді чинить тиск на систему відслідковування 24, а сирна маса в прес-формі для виготовлення сиру стискається. Клапан 11 наразі залишається відкритим й впродовж третього етапу, опис якого буде поданий далі. На наступному етапі умови вакууму підтримуються протягом визначеного періоду часу, тривалість якого залежить від виду сиру та від розміру головки сиру, що виробляється. Якщо клапан 11 не був відкритим впродовж другого етапу, то на цей момент його необхідно відкрити. Як вже говорилося вище, мембрана 8 тоді чинить тиск на систему відслідковування 24, а сирна маса в прес-формі для виготовлення сиру стискається. На цьому третьому етапі, який зазвичай триває довше за всі перелічені етапи, часточки сиру злипаються та сплавляються, утворюючи при цьому стабільну кірку. Встановлення атмосферного тиску за допомогою клапана може бути здійснене в один етап, але в залежності від виду сиру може також здійснюватися й в кілька етапів. В першому випадку можна майже миттєво отримати максимальний тиск пресування. В другому випадку до максимального рівня тиск пресування доводиться поступово. Для цього в ємкість 9 можна закачати повітря з тиском, нижчим за атмосферний. Таким чином, наприклад, можна домогтися утворення менш твердої або менш товстої кірки. За бажанням кінцевий тиск також може бути нарощений за рахунок впуску повітря з тиском, вищим за атмосферний. За бажанням максимальна притискна сила при атмосферному тиску може бути зменшена шляхом зменшення поверхні мембрани по відношенню до поверхні кришки та/або сирної маси. Після досягнення температури кипіння сироватки клапан 14 може бути закритий, а вакуумний насос вимкнений. Глибина вакуумної обробки наразі більше не зазнає жодних істотних змін. Однак, можна також залишати вакуумний насос ввімкненим на решту другого етапу та, в разі необхідності, принаймні, на частину зазначеного періоду часу. Вакуумний насос наразі продовжує активно виводити пари води, що утворилися при кип’ятінні. Це сприяє подальшому випаровуванню води й дозволяє видаляти ще більше парів. Тим самим можна контролювати вміст вологи в сирі. Після того як на третьому етапі певною мірою утворилася кірка, на четвертому етапі глибина вакуумної обробки доводиться до величини, вищої за поріг кипіння. Тоді залишкові пари води в сирній масі конденсуються, а об’єм їх значно зменшується. Кратність такого зменшення приблизно відповідає кратності, що спостерігається при розширенні, яке відбувається на другому етапі. Різке зменшення об’єму водяної пари призводить до виникнення в сирній масі явищ імплозії, в результаті чого сирна маса скорочується зсередини, що веде до подальшого ущільнення сирної маси. Пресування може надалі продовжуватися шляхом підтримання глибини вакуумної обробки ще протягом деякого часу або шляхом її поступового звуження, що може бути зроблено як 3 UA 110457 C2 5 10 15 20 25 30 35 40 45 50 55 одноразово, так і в декілька етапів. Пресування закінчується усуненням умов вакууму. Послаблення або усунення умов вакууму може бути здійснене, наприклад, шляхом впуску через патрубок 12 та клапан 14 повітря з атмосферним тиском (повітря з навколишнього середовища). Отриману таким чином головку сиру можна бути дістати з прес-форми для виготовлення сиру після того, як сама прес-форма для виготовлення сиру була вийнята з секції витримки. Якщо через отвори в стінках прес-форми для виготовлення сиру на поверхню головки сиру вже діє атмосферний тиск, в той час як всередині головки все ще переважає знижений тиск, а також все ще відбувається спосіб конденсації захоплених парів, то через увібрання сирною масою початкового об’єму парів головка сиру дещо відтискається та відривається від прес-форми для виготовлення сиру. В результаті чого, головка сиру відстає від стінок прес-форми для виготовлення сиру і може бути вийнята з своєї форми без таких традиційних засобів, як чашка для вакуумного всмоктування або стиснене повітря. Описаний cпосіб може бути автоматизований. Для цього клапани 11 та 14 і вакуумний насос 15 можуть бути сконструйовані з функціями керування, наприклад, за допомогою електроприводу, а також зі під’єднанням до керівного пристрою 25, наприклад, до мікроспосібора, яким керування клапанами та вакуумним насосом здійснюється згідно з заданим часовим графіком та заданими керівними налаштуваннями. Також можуть бути встановлені манометри 26, 27, які, наприклад, вимірюватимуть тиск в ємкості 13 в секції витримки, а також в повітряній камері 9 і які також з’єднані з мікроспосібором 25. Істотна перевага описаного способу полягає в тому, що більше немає необхідності в окремому механічному пресуванні. Для пресування, що важливо, можна скористатися значною різницею тиску, що вже так чи інакше створена в результаті вакуумної обробки з зовнішнього та внутрішнього боків секції витримки. Тим не менше, за бажанням необхідну притискну силу можна повністю або частково створити механічними засобами. Іншою істотною перевагою є те, що описаний спосіб пресування потребує відносно небагато часу. За результатами експериментів очікується, що описаний спосіб повинен тривати протягом зовсім невеликого періоду часу, наприклад, близько 15 хвилин, якщо це сир Гауда та аналогічні види сиру. Створення умов вакууму впродовж першого етапу та видалення вільної сироватки за рахунок сили тяги парів води триватиме в межах цього періоду часу лише кілька секунд. Крім того, прес-форми для виготовлення сиру не потрібно транспортувати до окремих пунктів механічного пресування. До того ж, завдячуючи невеликій тривалості циклу, можна з більшою легкістю контролювати, а за необхідності корегувати якість кінцевого продукту. Так, наприклад, у випадку з сир Гауда кінцева вага головки сиру вже відома приблизно через 15 хвилин, отже за необхідності відносно швидко можна змінити налаштування дозатора, який визначає порцію сирної маси, що закладається в прес-форму для виготовлення сиру. Цей період часу може бути зведений до мінімуму, навіть до десятків секунд, якщо виділена сироватка разом з повітрям та парою видаляється з секції витримки через патрубок 12 та відкритий клапан 14 і відокремлюється перед ввімкненням вакуумного пристрою 15. Вага відділеної сироватки може бути визначена та зіставлена з порцією сирної маси, закладеної в прес-форму для виготовлення сиру. Виходячи з обсягу відділеної сироватки, можна дуже точно спрогнозувати кінцеву вагу головки сиру. Це дає можливість контролювати дозування сирної маси, що закладається в прес-форму для виготовлення сиру, з тим щоб отримати головку сиру заданою бажаною вагою. Пристрій для відділення сироватки схематично зображений на фіг. 1 під номером 28. Також вміст вологи може регулюватися просто та швидко, а саме шляхом коригування в разі необхідності тривалості роботи вакуумного насоса впродовж третього етапу. Крім того, було встановлено, що при використанні винайденої технології шанси виявлення включень повітря або сироватки в сирі, що виробляється, значно нижчі, ніж в існуючих cпособах. Також виявилося, що винайдений cпосіб майже немає схильності до поширених у відомих технологічних способах дефектів сиру, що виникають в результаті, наприклад, порушення графіку або аглютинацію часточок сирної маси з яких би то не було причин. Нарешті, якість видаленої сироватки є відносно високою, оскільки вона збирається безпосередньо в секції витримки і перебуває в ній зовсім недовго. Отже сироватка може бути перероблена раніше і без входження в контакт з частинами устаткування для механічного пресування. Задля повноти картини на фіг. 2 представлено схематичне перспективне зображення в розібраному вигляді зразка практичної конструкції секції витримки для використання винайденої 4 UA 110457 C2 5 10 15 20 25 30 35 40 45 50 55 60 технології. Позиційні позначення, використані на фіг. 2, відповідають позначенням відповідних частин на фіг. 1. У примірному варіанті реалізації, показаному на фіг. 2, секція витримки 3 та кришка 4 обидві оснащені кільцевими ребрами жорсткості відповідно 30 та 31. Загнуті назовні краї 5 та 6 також мають зміцнювальну дію. Крім того, на цьому прикладі ребра жорсткості 33, 34, що на верхній стінці 32 кришки 4, встановлені навхрест. Кришка на цьому прикладі, що оснащена патрубком 10 з газовим клапаном 11, додатково оснащена ще одним патрубком 35 з функціональним клапаном 36, за допомогою якого в повітряній камері 9 за бажанням швидко можуть бути встановлені умови низького тиску. Гнучка мембрана 8 на показаному прикладі оснащена монтажним фланцем 37 для монтування мембрани в кришку 4. За бажанням монтажний фланець може бути сконструйований таким чином, щоб він міг ковзати вгору та вниз по кришці на певну обмежену відстань. Система відслідковування 24 традиційно має пластину 38, розташовану за межами прес-форми для виготовлення сиру, яка з’єднана за допомогою перегородок 39 з пресплатформою 41 з перфораційними отворами 40. Секція витримки 3, що оснащена вакуумним патрубком 12, включаючи газовий клапан 14, додатково оснащена ще одним патрубком 42, у тому числі функціональним газовим клапаном 43, з метою забезпечення швидкої подачі навколишнього повітря або за бажанням стисненого повітря до внутрішньої ємкості 13 секції витримки. В секцію витримки 3 поміщена прес-форма для виготовлення сиру 20 з перфорованими стінками, оснащена в традиційний спосіб отворами 44. прес-форма для виготовлення сиру на цьому прикладі оснащена ребрами 45, що виконують функції дистанційних прокладок, які запобігають руху прес-форми для виготовлення сиру під час її перебування в секції витримки. Слід зазначити, що виходячи з вищевикладеного, на думку фахівців у цій галузі на думку з неодмінно спаде багато варіантів або модифікацій описаного устаткування. Таким чином, гнучка мембрана в кришці могла б, наприклад, мати вигляд надувної кулі, прикріпленої до кришки лише вузькою ділянкою навколо отвору такої повітряної кулі. Патрубки 10 та 35 повинні тоді бути підведені до цього отвору. Крім того, секція витримки сама по собі може складатися повністю або переважно з гнучкого, еластичного або нееластичного, повітронепроникного матеріалу. Приклад такої секції витримки представлений в загальних рисах на фіг. 3. На фіг. 3 знову показана прес-форма для виготовлення сиру 20 з системою відслідковування 24 та сирною масою 22 у прес-формі для виготовлення сиру. Прес-форма для виготовлення сиру розташована в кулеподібній секції витримки 50 з гнучкого повітронепроникного матеріалу, як, наприклад, полімерна плівка. Куля 50 оснащена з’єднанням 51 для вакуумного насоса, а також з’єднанням 52 для подачі повітря. Вакуумне з’єднання 51 оснащене відповідним клапаном 53, а повітряне з’єднання 52 оснащене клапаном 54. Якщо в кулі 50, при закритому клапані 54 та відкритому клапані 53, встановлюються умови низького тиску, гнучкий матеріал кулі 50 обтягне прес-форму для виготовлення сиру і чинитиме тиск на систему відслідковування. В результаті чого, сирна мас 22 стискатиметься. Дія низького тиску може бути швидко припинена шляхом відкриття клапана в повітряному з’єднанні або навіть шляхом подачі стисненого повітря. Куля повинна бути оснащена достатньо великим вхідним отвором з тим, щоб в цю кулю могла бути поміщена або з неї могла бути вийнята прес-форма для виготовлення сиру. Вхідний отвір може бути, наприклад, утворений за допомогою заслінки, яку можна відкривати та закривати. Прес-форма для виготовлення сиру, крім того, повинна принаймні частково мати подвійні стінки для запобігання перекриття гнучким матеріалом перфораційних отворів 44 в стінках, які перешкоджали б виділенню з сиру сироватки та повітря. Такі подвійні стіни показані на фіг. 3 під номером 55. В інших випадках можуть бути використані стінки з внутрішніми каналами для повітря та сироватки. Примірні варіанти реалізації винайденого устаткування, показаного на кресленні, облаштовані під єдину прес-форму для виготовлення сиру або єдину групову прес-форму для виготовлення сиру, але, очевидно, секція витримки може просто бути сконструйована таким чином, щоб в ній можна було піддавати обробці одразу декілька прес-форм для виготовлення сиру. Крім того, як вже зазначалося, може бути використана прес-форма для виготовлення сиру зі з’ємним дном або бічною стінкою (чи стінками). Секція витримки з твердого матеріалу повинна в такому разі мати адаптованому форму з однією або кількома газонепроникними рухомими бічними стінками чи газонепроникним рухомим дном або частинами таких бічних стінок чи такого дна, через які прес-форма для виготовлення сиру може бути поміщена в секцію витримки, а також вилучена з неї. 5 UA 110457 C2 При цьому розуміється, що ці та подібні модифікації потрапляють в рамки цього винаходу. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 1. Спосіб виготовлення головок сиру з сирної маси, за якою сирна маса поміщається принаймні в одну прес-форму для виготовлення сиру, оснащену системою відслідковування, і принаймні в одній такій формі піддається вакуумній обробці та пресуванню, причому пресування проводиться в той час, як принаймні одна така форма знаходиться в секції витримки, в якій підтримуються умови низького тиску, який відрізняється тим, що вакуумна обробка включає в себе принаймні перший та другий етап, причому на першому етапі в секції витримки за допомогою вакуумних насосних засобів перший низький тиск створюється з метою відведення з сирної маси повітря та сироватки, що захоплюється разом з повітрям, а впродовж другого етапу низький тиск в секції витримки далі доводиться до рівня другого низького тиску, що має величину, за якої наявна в сирній масі сироватка починає закипати, внаслідок чого залишки повітря та вільної сироватки виштовхуються з такої сирної маси. 2. Спосіб за з п. 1, який відрізняється тим, що низький тиск, при якому сироватка закипає, регулюється в залежності від температури сироватки або сирної маси. 3. Спосіб за п. 2, який відрізняється тим, що на третьому етапі низький 20 тиск, якого було досягнуто на другому етапі, утримується протягом попередньо встановлюваного періоду часу задля формування кірки. 4. Спосіб за п. 3, який відрізняється тим, що вакуумний насос залишається ввімкненим протягом тієї частини другого етапу, що залишається після досягнення точки кипіння, а також за бажанням принаймні ще деякий час впродовж третього етапу з метою здійснення контролю за вмістом вологи в сирі, що виробляється. 5. Спосіб за п. 3 чи п. 4, який відрізняється тим, що принаймні впродовж третього етапу на систему відслідковування через гнучку стінку секції витримки притискна сила діє таким чином, що зовнішній бік гнучкої стінки поступово піддається впливу атмосферного тиску, чим забезпечується нарощування притискної сили на систему відслідковування прес-форми для виготовлення сиру, що перебуває в секції витримки, а також на сирну масу, що міститься в такій формі. 6. Спосіб за п. 5, який відрізняється тим, що притискна сила, що створюється гнучкою стінкою, діє вже впродовж або після першого етапу. 7. Спосіб за будь-яким з пп. 3-6, який відрізняється тим, що, коли на третьому етапі певною мірою відбувається формування кірки, на четвертому етапі низький тиск в секції витримки доводиться до величини, вищої за поріг кипіння, при якій наявні в сирній масі пари конденсуються, а об'єм їх настільки зменшується, що сирна маса стискається, заповнюючи собою простір, що утворюється в ході конденсації парів. 8. Спосіб за п. 7, який відрізняється тим, що після четвертого етапу пресування продовжується протягом необхідного часу, після чого подача низького тиску припиняється, і з прес-форми виймається готова головка сиру. 9. Спосіб за п. 8, який відрізняється тим, що під час продовження процедури пресування подача низького тиску скорочується поступово та/або поетапно. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що з метою отримання головки сиру заданою бажаною вагою вага відділеної сироватки зіставляється з вагою сирної маси, закладеної в прес-форму для виготовлення сиру, а також на підставі цих даних визначається вага кінцевої головки сиру і регулюється вага наступної порції сирної маси. 11. Спосіб за п. 8 або 9, який відрізняється тим, що сформована головка сиру виймається з прес-форми для виготовлення сиру в той час, коли після припинення подачі низького тиску всередині головки сиру все ще зберігається знижений тиск і триває спосіб конденсації бульбашок пари, внаслідок чого головка сиру відстає від своєї прес-форми. 6 UA 110457 C2 7 UA 110457 C2 8 UA 110457 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for producing blocks of cheese
Автори російськоюSpijkerman, Harrie
МПК / Мітки
МПК: A01J 25/11, A01J 25/15, A01J 15/12, A01J 25/13
Мітки: головок, спосіб, сиру, виготовлення
Код посилання
<a href="https://ua.patents.su/11-110457-sposib-vigotovlennya-golovok-siru.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення головок сиру</a>
Спосіб виготовлення розсільного сиру
Номер патенту: 50452
Опубліковано: 10.06.2010
Автор: Бесєда Людмила Василівна
МПК: A23C 19/00
Мітки: виготовлення, спосіб, розсільного, сиру
Формула / Реферат:
Спосіб виготовлення розсільного сиру, який виробляється з молока з подальшим плавленням сирної маси, який відрізняється тим, що сирна маса дробиться перед плавленням на кусочки товщиною до 5 мм, при цьому плавлення проводиться в розсолі не більше 20°T при концентрації кухонної солі 8-16%, при температурі прогрівання сирної маси в інтервалі 72-75 °С, процес плавлення триває 5-7 хв., тоді як температура розсолу під час плавлення підтримується...
Спосіб формування сиру
Номер патенту: 5030
Опубліковано: 15.02.2005
Автор: Бесєда Людмила Василівна
МПК: A01J 25/00
Мітки: сиру, спосіб, формування
Формула / Реферат:
Спосіб формування сиру, що проводять після чедеризації з шматка сирної маси, який відрізняється тим, що шматок сирної маси вагою 100-200 г в гарячому вигляді фігурно перетягується ниткою.
Спосіб формування сиру
Номер патенту: 18765
Опубліковано: 15.11.2006
Автор: Гуць Віктор Степанович
МПК: A23C 19/05
Мітки: спосіб, сиру, формування
Формула / Реферат:
Спосіб формування сиру, що включає завантаження суміші сирного зерна з сироваткою в перфоровані форми, відокремлення сироватки і ущільнення сирної маси, який відрізняється тим, що відокремлення сироватки і ущільнення сирної маси виконують в полі дії відцентрових сил.
Спосіб формування сиру
Номер патенту: 5026
Опубліковано: 15.02.2005
Автор: Бесєда Людмила Василівна
МПК: A01J 25/00
Мітки: формування, сиру, спосіб
Формула / Реферат:
Спосіб формування сиру, що проводять після чедерезації з шматка сирної маси, який відрізняється тим, що шматок сирної маси вагою 100-200 г розпластують в одну смужку сирної маси товщиною 10-30 мм, один кінець смужки двічі складають, а другий - довший кінець смужки обмотують навкруг двічі складеної.
Спосіб формування сиру
Номер патенту: 5031
Опубліковано: 15.02.2005
Автор: Бесєда Людмила Василівна
МПК: A01J 25/00
Мітки: спосіб, формування, сиру
Формула / Реферат:
Спосіб формування сиру, який проводиться після чедеризації з шматка сирної маси, який відрізняється тим, що шматок сирної маси вагою 100-500 г в гарячому вигляді формують в круглі форми.
Попередній патент: Конструкція передньої частини судна витискувального типу
Наступний патент: Інгібітори ns5a вгс
Випадковий патент: Спосіб друкування на панелі