Спосіб одержання багатошарового захисного покриття на основі тонких плівок дибориду танталу
Номер патенту: 32226
Опубліковано: 12.05.2008
Автори: Ступак Володимир Аврамович, Коновалов Владилен Анатолійович, Гончаров Олександр Андрійович, Бажин Анатолій Іванович
Формула / Реферат
Спосіб одержання багатошарового захисного покриття на основі тонких плівок дибориду танталу, що здійснюють шляхом нанесення на сталеву підкладку зносостійкого покриття магнетронним методом розпилення матеріалу мішені, який відрізняється тим, що плівку покриття одержують на одній технологічній одиниці устаткування в одному вакуумному циклі при використанні одного магнетрона та однієї мішені, що розпилюється, при цьому шари дибориду танталу наносять послідовно з застосуванням потенціалу зсуву, що подається в процесі нанесення на сталеву підкладку, та без нього, а саме: перший шар одержують з застосуванням негативного потенціалу зсуву, і він має модуль пружності, близький до модуля пружності підкладки, і твердість, вищу за твердість підкладки, наступний шар одержують без застосування потенціалу зсуву, і він має модуль пружності, близький до модуля пружності попереднього шару, і високу твердість.
Текст
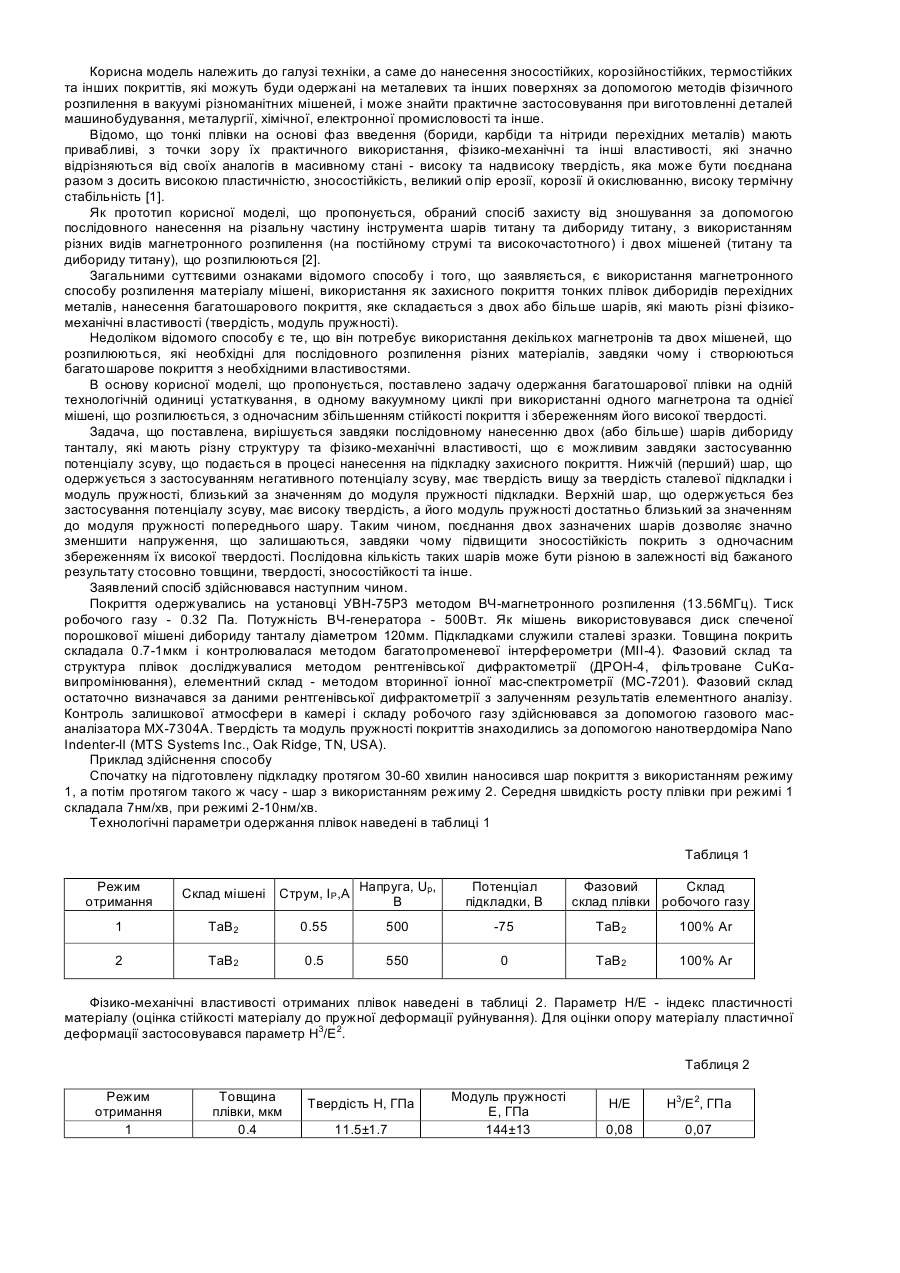
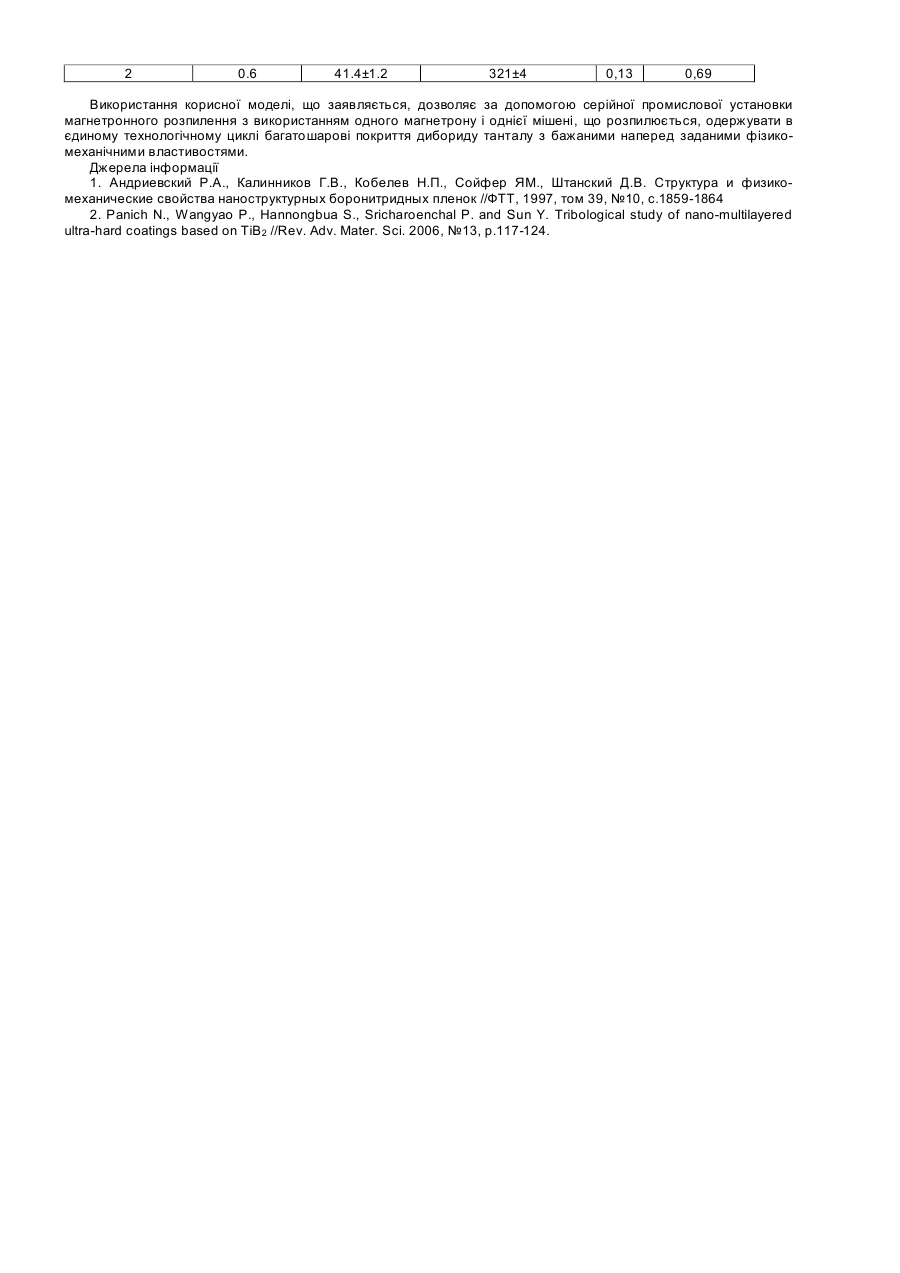
Корисна модель належить до галузі техніки, а саме до нанесення зносостійких, корозійностійких, термостійких та інших покриттів, які можуть буди одержані на металевих та інших поверхнях за допомогою методів фізичного розпилення в вакуумі різноманітних мішеней, і може знайти практичне застосовування при виготовленні деталей машинобудування, металургії, хімічної, електронної промисловості та інше. Відомо, що тонкі плівки на основі фаз введення (бориди, карбіди та нітриди перехідних металів) мають привабливі, з точки зору їх практичного використання, фізико-механічні та інші властивості, які значно відрізняються від своїх аналогів в масивному стані - високу та надвисоку твердість, яка може бути поєднана разом з досить високою пластичністю, зносостійкість, великий опір ерозії, корозії й окислюванню, високу термічну стабільність [1]. Як прототип корисної моделі, що пропонується, обраний спосіб захисту від зношування за допомогою послідовного нанесення на різальну частину інструмента шарів титану та дибориду титану, з використанням різних видів магнетронного розпилення (на постійному струмі та високочастотного) і двох мішеней (титану та дибориду титану), що розпилюються [2]. Загальними суттєвими ознаками відомого способу і того, що заявляється, є використання магнетронного способу розпилення матеріалу мішені, використання як захисного покриття тонких плівок диборидів перехідних металів, нанесення багатошарового покриття, яке складається з двох або більше шарів, які мають різні фізикомеханічні властивості (твердість, модуль пружності). Недоліком відомого способу є те, що він потребує використання декількох магнетронів та двох мішеней, що розпилюються, які необхідні для послідовного розпилення різних матеріалів, завдяки чому і створюються багатошарове покриття з необхідними властивостями. В основу корисної моделі, що пропонується, поставлено задачу одержання багатошарової плівки на одній технологічній одиниці устаткування, в одному вакуумному циклі при використанні одного магнетрона та однієї мішені, що розпилюється, з одночасним збільшенням стійкості покриття і збереженням його високої твердості. Задача, що поставлена, вирішується завдяки послідовному нанесенню двох (або більше) шарів дибориду танталу, які мають різну структуру та фізико-механічні властивості, що є можливим завдяки застосуванню потенціалу зсуву, що подається в процесі нанесення на підкладку захисного покриття. Нижчій (перший) шар, що одержується з застосуванням негативного потенціалу зсуву, має твердість вищу за твердість сталевої підкладки і модуль пружності, близький за значенням до модуля пружності підкладки. Верхній шар, що одержується без застосування потенціалу зсуву, має високу твердість, а його модуль пружності достатньо близький за значенням до модуля пружності попереднього шару. Таким чином, поєднання двох зазначених шарів дозволяє значно зменшити напруження, що залишаються, завдяки чому підвищити зносостійкість покрить з одночасним збереженням їх високої твердості. Послідовна кількість таких шарів може бути різною в залежності від бажаного результату стосовно товщини, твердості, зносостійкості та інше. Заявлений спосіб здійснювався наступним чином. Покриття одержувались на установці УВН-75Р3 методом ВЧ-магнетронного розпилення (13.56МГц). Тиск робочого газу - 0.32 Па. Потужність ВЧ-генератора - 500Вт. Як мішень використовувався диск спеченої порошкової мішені дибориду танталу діаметром 120мм. Підкладками служили сталеві зразки. Товщина покрить складала 0.7-1мкм і контролювалася методом багатопроменевої інтерферометри (МII-4). Фазовий склад та структура плівок досліджувалися методом рентгенівської дифрактометрії (ДРОН-4, фільтроване СuKαвипромінювання), елементний склад - методом вторинної іонної мас-спектрометрії (МС-7201). Фазовий склад остаточно визначався за даними рентгенівської дифрактометрії з залученням результатів елементного аналізу. Контроль залишкової атмосфери в камері і складу робочого газу здійснювався за допомогою газового масаналізатора МХ-7304А. Твердість та модуль пружності покриттів знаходились за допомогою нанотвердоміра Nano Indenter-II (MTS Systems Inc., Oak Ridge, TN, USA). Приклад здійснення способу Спочатку на підготовлену підкладку протягом 30-60 хвилин наносився шар покриття з використанням режиму 1, а потім протягом такого ж часу - шар з використанням режиму 2. Середня швидкість росту плівки при режимі 1 складала 7нм/хв, при режимі 2-10нм/хв. Технологічні параметри одержання плівок наведенів таблиці 1 Таблиця 1 Режим отримання Склад мішені Струм, І Р,А Напруга, Uр, В Потенціал підкладки, В Фазовий Склад склад плівки робочого газу 1 ТаВ2 0.55 500 -75 ТаВ2 100% Аr 2 ТаВ2 0.5 550 0 ТаВ2 100% Аr Фізико-механічні властивості отриманих плівок наведені в таблиці 2. Параметр Н/Е - індекс пластичності матеріалу (оцінка стійкості матеріалу до пружної деформації руйнування). Для оцінки опору матеріалу пластичної деформації застосовувався параметр Н3/Е2. Таблиця 2 Режим отримання 1 Товщина плівки, мкм 0.4 Твердість Н, ГПа 11.5±1.7 Модуль пружності Е, ГПа 144±13 Н/Е Н3/Е2, ГПа 0,08 0,07 2 0.6 41.4±1.2 321±4 0,13 0,69 Використання корисної моделі, що заявляється, дозволяє за допомогою серійної промислової установки магнетронного розпилення з використанням одного магнетрону і однієї мішені, що розпилюється, одержувати в єдиному технологічному циклі багатошарові покриття дибориду танталу з бажаними наперед заданими фізикомеханічними властивостями. Джерела інформації 1. Андриевский Р.А., Калинников Г.В., Кобелев Н.П., Сойфер ЯМ., Штанский Д.В. Структура и физикомеханические свойства наноструктурных боронитридных пленок //ФТТ, 1997, том 39, №10, с.1859-1864 2. Panich N., Wangyao P., Hannongbua S., Sricharoenchal P. and Sun Y. Tribological study of nano-multilayered ultra-hard coatings based on TiB2 //Rev. Adv. Mater. Sci. 2006, №13, p.117-124.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing of laminated protective coating on the basis of thin films of tantalum diboride
Автори англійськоюHoncharov Oleksandr Andriiovych, Konovalov Vladylen Anatolii, Bazhyn Anatolii Ivanovych, Stupak Volodymyr Abramovych
Назва патенту російськоюСпособ получения многослойного защитного покрытия на основе тонких пленок диборида тантала
Автори російськоюГончаров Александр Андреевич, Коновалов Владилен Анатолиевич, Бажин Анатолий Иванович, Ступак Владимир Аврамович
МПК / Мітки
МПК: C23C 16/00
Мітки: одержання, танталу, дибориду, покриття, плівок, багатошарового, захисного, тонких, основі, спосіб
Код посилання
<a href="https://ua.patents.su/2-32226-sposib-oderzhannya-bagatosharovogo-zakhisnogo-pokrittya-na-osnovi-tonkikh-plivok-diboridu-tantalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання багатошарового захисного покриття на основі тонких плівок дибориду танталу</a>
Процес нанесення тонких плівок на основі оксиду цинку
Номер патенту: 23796
Опубліковано: 11.06.2007
Автори: Савчук Андрій Йосипович, Клето Геннадій Іванович, Ткачук Вікторія Іллівна
МПК: H01L 21/316
Мітки: основі, тонких, плівок, цинку, процес, оксиду, нанесення
Формула / Реферат:
Процес нанесення тонких плівок на основі оксиду цинку, що включає виготовлення мішені шляхом змішування порошку оксиду цинку з легуючими компонентами, зволоження, формування та відпалювання мішені з наступним розпиленням її за допомогою іонно-плазмового методу, який відрізняється тим, що при виготовленні мішені до складу суміші вводять галогенну сполуку (хлорид, фторид) елемента(ів) з атомним(и) номером(ами) 3, 13, 25, 26, 27, 28, 29, 30 в...
Спосіб виготовлення на основі зі спеціального сплаву захисного покриття, яке створює тепловий бар’єр, зі зв’язуючим підшаром і виріб, одержаний цим способом.
Номер патенту: 73116
Опубліковано: 15.06.2005
Автори: Джон Ніколлс, Бертран Сант Рамон
МПК: C23C 14/28, B32B 15/04, C23C 14/58, C23C 4/12, C23C 14/16, B32B 15/01
Мітки: сплаву, бар'єр, яке, одержаний, основі, покриття, способом, захисного, спосіб, цим, виготовлення, створює, зв'язуючим, спеціального, підшаром, тепловий, виріб
Формула / Реферат:
1. Спосіб виготовлення захисного покриття, яке створює тепловий бар'єр, на металевій основі із спеціального сплаву шляхом формування на основі зв'язуючого підшару із інтерметалевої сполуки, яка містить принаймні алюміній і метал групи платини, і формування зовнішнього шару із кераміки, який закріплюється на плівці оксиду алюмінію, присутній на поверхні зв'язуючого підшару, який відрізняється тим, що зв'язуючий підшар формують за допомогою...
Склад для захисного покриття та спосіб отримання захисного покриття з використанням цього складу
Номер патенту: 31313
Опубліковано: 15.12.2000
Автори: Зубаткін Віктор Андрійович, Домущей Генадій Тимофійович, Гольц Володимир Сергійович, Вахтангішвілі Павло Лазаревич, Малий Микола Андрійович, Спицький Анатолій Миколайович
МПК: C09D 5/08, C09D 125/00
Мітки: цього, захисного, отримання, склад, спосіб, використанням, складу, покриття
Формула / Реферат:
1 Склад для захисного покриття, який містить в собі блоксополімер стиролу з бутадієном і органічний розчинник, який відрізняється тим, що він додатково містить в собі наповнювач - дистенсиліманітовий концентрат при такому співвідношенні компонентів, мас.ч: Блоксополімер стиролу з бутадієном 30 – 50 Дистенсиліманітовий концентрат 50 – 100 Органічний розчинник...
Спосіб одержання захисного покриття
Номер патенту: 56718
Опубліковано: 17.01.2005
Автори: Васьковський Андрій Володимирович, Лозинська Ольга Василівна, Піднебесний Андрій Петрович, Обідін Євгеній Олександрович, Савельєва Ніна Василівна
МПК: C09D 183/04, C09D 183/06
Мітки: захисного, одержання, покриття, спосіб
Формула / Реферат:
1. Спосіб одержання захисного покриття, який включає нанесення на поверхню будівельного матеріалу ґрунтувального шару та захисного шару і їх послідовне отвердіння, який відрізняється тим, що як для ґрунтувального, так і для захисного шарів використовують антиадгезійну композицію вказаного складу при такому співвідношенні компонентів, % мас.: низькомолекулярний диметилсилоксановий каучук 10-12 ...
Спосіб одержання монокристалевих тонких плівок
Номер патенту: 35139
Опубліковано: 15.03.2001
Автори: Матюшин Володимир Михайлович, Татаринов В'ячеслав Ігорович
МПК: H01L 21/20
Мітки: спосіб, монокристалевих, тонких, плівок, одержання
Формула / Реферат:
Спосіб одержання монокристалевих тонких плівок шляхом кристалізації, що відрізняється тим, що полікристалеву тонку плівку напівпровідника піддають обробці в атомарному водні
Попередній патент: Спосіб охолодження повітря для змішування з аміаком
Наступний патент: Спосіб корекції гіперглікемії при інсулінозалежному цукровому діабеті
Випадковий патент: Прокатна кліть