Спосіб виготовлення порожнистих виробів сферичної форми
Номер патенту: 32531
Опубліковано: 15.02.2001
Автори: Шатохін Андрій Миколайович, Раб Володимир Маркович, Нацвін Анатолій Миколайович, Новіков Герман Олексійович
Текст
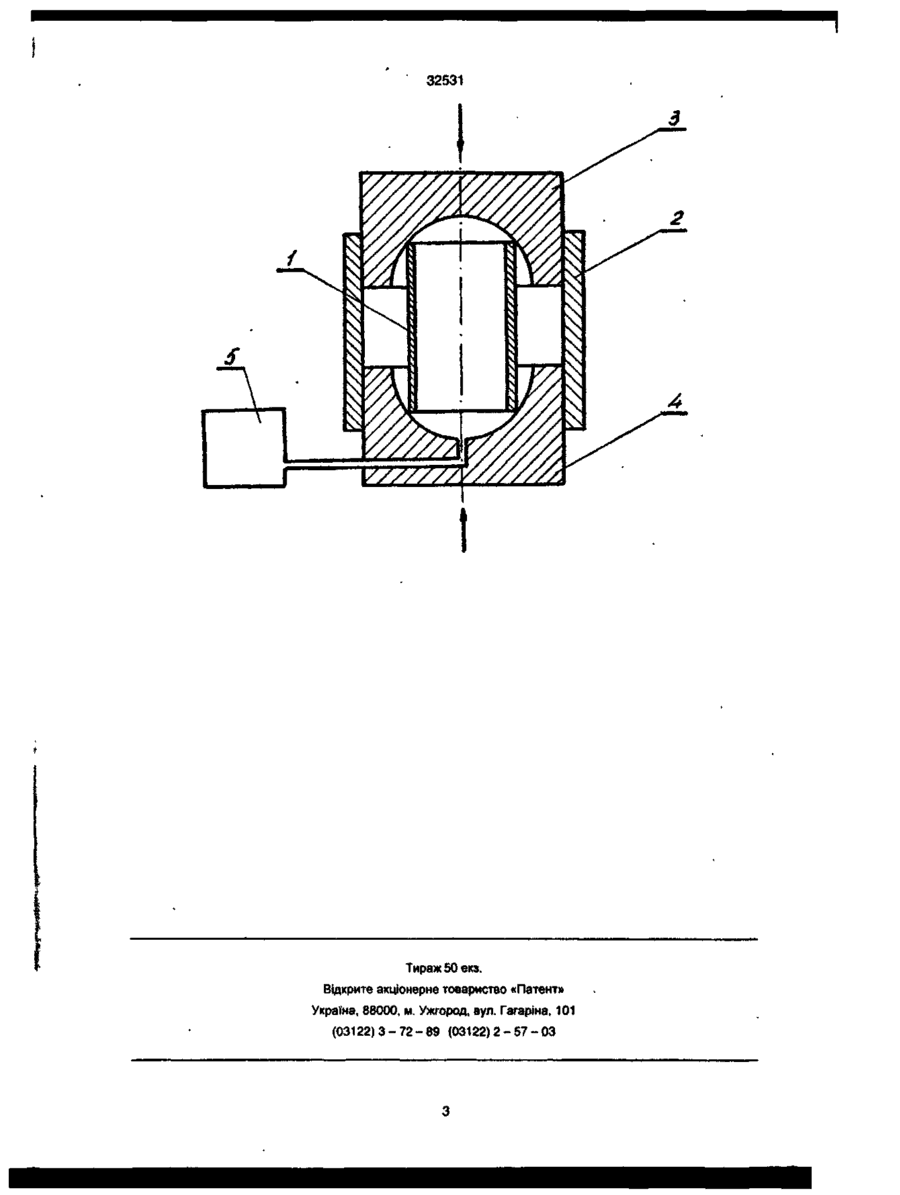
Способ изготовления полых изделий сферической формы, заключающийся в том, что берут отрезок трубы, помещают его в разъемную матрицу, имеющую внутреннюю полость, соответствующую форме и размерам готового изделия, герметизируют торцы трубы, подают в трубу давление жидкости, а на торцы - осевое усилие, отличающийся тем, что диаметр отрезка трубы берут средним между диаметрами сферы и проходного отверстия готового изделия, осевое усилие создают подвижными пуансонами, установленными в направляющих, герметизируют трубу обжимом ее торцов этими же пуансонами, внутреннее давление поддерживают высоким до получения 75% величины деформации трубы в средней ее части, после чего внутреннее давление уменьшают, а осевое усилие увеличивают, производя деформацию до соприкосновения пуансонов. Изобретение относится к обработке металлов давлением, а именно, к штамповке деталей из трубчатых заготовок, и может быть использовано в машиностроении, преимущественно, при изготовлении запорных элементов запорной арматуры. Известен способ изготовления полых изделий сферической формы, когда под действием эластичной среды или жидкости и осевого сжатия происходит увеличение поперечных размеров средней части заготовки, установленной внутри разъемной матрицы. Матрица имеет полость, соответствующую форме и размерам готового изделия и установлена внутри жесткой обоймы, удерживающей матрицу в сомкнутом состоянии во время процесса штамповки (см. кн. под ред Богоявленского К.Н , Камнева П В * Изготовление деталей пластическим деформированием.-Л. Машиностроение, 1975г. стр 332-339, илл. 6 1, 6 2) Оставшиеся после окончания штамповки трубные концы отрезаются и идут в отходы. При этом способе диаметр заготовки принимается равным диаметру проходного отверстия крана, что приводит к очень высокой степени деформации средней части трубной заготовки, диаметр которой в процессе штамповки увеличи вается до диаметра сферы Поэтому применение метода раздачи для получения изделий сферической формы ограничено использованием только .очень пластичных материалов. Высокая степень окружной деформации вызывает значительное утонение стенки Поэтому для получения необходимой толщины стенки у готового изделия требуется использовать заготовки с большей толщиной стенки Увеличение толщины стенки заготовки приводит к значительному увеличению давления жидкости при гидроштамповке Этот способ взят нами за прототип. Задача состоит в том, чтобы получить изделия сферической формы с практически любой толщиной стенки, увеличив при этом коэффициент использования металла, уменьшив трудоемкость изготовления, повысив прочность изделия Поставленная задача решается тем, что в известном способе изготовления полых изделий сферической формы берут отрезок трубы диаметром средним между диаметром сферы и диаметром проходного отверстия готового изделия, помещают его между подвижными пуансонами, герметизируют внутреннюю полость трубы обжатием ее торцов пуансонами, после чего в полости трубы создают высокое внутреннее давление см о со со ю см со о? 32531 (500-1500 кг/см ) и одновременно повышают осевое усилие на пуансоны При этом высокое внутреннее давление создают до полумения 75% величины деформации трубы в ее средней части, после этого внутреннее давление уменьшают, а осевое усилие постепенно увеличивают, производя деформацию трубной заготовки до соприкосновения пуансонов Сферические полости пуансонов производят обжим торцов трубной заготовки, а внутреннее давление производит раздачу ее средней части и препятствует потере устойчивости, что позволяет штамповать изделие сферической формы с практически любой толщиной стенки. Меньшие относительные деформации торцов и средней части трубной заготовки и совместное действие внутреннего давления и осевого усилия позволяют получать изделия сферической формы из материалов с относительно невысокой пластичностью (в частности, из стали 20X13). Таким образом, отличительными от прототипа признаками являются: Трубную заготовку берут диаметром средним между диаметром сферы и диаметром проходного отверстия штампуемого изделия, Герметизацию трубы производят обжатием ее торцов внутренними полостями пуансонов при приложении к ним осевой нагрузки; Штамповка производится подвижными пуансонами, являющимися одновременно и матрицей, т к они создают осевое усилие и в их внутренней полости формируется готовое изделие; Высокое внутреннее давление в трубной заготовке создают до получения 75% величины деформации в ее средней части; После получения 75% величины деформации трубы внутреннее давление уменьшают, а осевое усилие на пуансоны увеличивают, производя деформацию до соприкосновения торцов пуансонов. Использование заявляемого способа в совокупности со всеми существенными признаками, включая отличительные, позволяет производить процесс штамповки сферических изделий без матрицы. Пуансоны являются в данном случае одновременно и матрицей, так как они создают осевое усилие, а в их внутренней полости происходит обжатие торцов трубы и формируется сфера. .Обжим торцов обеспечивает возможность выбирать в качестве заготовки трубу с внутренним диаметром, большим диаметра проходного отверстия шаровой пробки. Сущность изобретения поясняется чертежом, где схематически показано сечение рабочих элементов для штамповки и заготовка в исходном положении. Заявляемый способ изготовления полых изделий сферической формы, в частности пробок для шаровых кранов, осуществляют в следующей последовательности: 1) берут заготовку 1- отрезок трубы расчетной длины и диаметра; 2) устанавливают ее между двумя перемещающимися в направляющих 2 пуансонами 3 и 4 с внутренними полостями в виде полусфер; при этом внутренняя полость нижнего пуансона 4 соединена с насосом высокого давления 5; 3) производят герметизацию торцов заготовки 1 обжатием их осевым перемещением пуансонов 3 и 4 при подаче на них осевого усилия; 4) с помощью насоса высокого давления 5 во внутренней полости заготовки 1 создают высокое давление и одновременно увеличивают осевое усилие на пуансоны 3 и 4; 5)внутреннее давление поддерживают высоким до получения 75% величины деформации средней части заготовки; 6)после получения 75% величины деформации заготовки внутреннее давление уменьшают, а осевое усилие увеличивают, 7) деформацию трубной заготовки производят до соприкосновения пуансонов. Такой способ изготовления полых изделий сферической формы позволяет 1. Упростить изготовление изделий, т к отсутствует жесткая обойма, удерживающая матрицы в сомкнутом положении. 2 Штамповать изделия с практически любой толщиной стенки 3 Штамповать изделия из материалов с относительно невысокой пластичностью 4. Увеличить коэффициент использования материала 5 Повысить прочностные характеристики материала, особенно коррозионностойких сталей Пример. Для изготовления пробок диаметром сферы 77 мм для шаровых кранов Ду 40 берут отрезок трубы 1 057x3,5, длиной 86 мм. Материал трубы - сталь 08Х18Н10Т Отрезок трубы 1 устанавливают между перемещающимися в направляющих 2 пуансонами 3 и 4 с внутренними полостями в виде полусфер. Торцы отрезка трубы 1 герметизируют обжатием их осевым усилием на пуансоны 3 и 4 12000 кг. Во внутреннюю полость трубы 1, соединенную с насосом высокого давления 5, подают масло индустриальное По мере увеличения внутреннего давления увеличивают и осевое усилие на пуансоны, обеспечивая герметизацию внутренней полости трубы Давление начала пластической деформации трубы 650 кг/см2. Внутреннее давление увеличивают до получения 75% величины пластической деформации трубы 1 в ее средней части, т е. до диаметра 72 мм. При этом осевое усилие на пуансоны 3 и 4, необходимое для герметизации полости трубы, достигает 32000 кг Затем внутреннее давление уменьшают до 240 кг/см2, а осевое усилие повышают На этом этапе происходит обжим торцов трубы 1, а также еще на 25% увеличивается диаметр ее средней части. Максимальное осевое усилие 64000 кг При этом происходит соприкосновение торцов пуансонов 3 и 4. Диаметр сферы полученной таким образом шаровой пробки - 77 мм (после механической обработки окончательный диаметр сферы - 75 мм, а диаметр проходного отверстия - 40 мм). Полученные шаровые пробки были установлены в шаровые краны на Ру40, которые при испытаниях полностью отвечали требованиям технических условий. 32531 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of hollow articles of spherical shape
Автори англійськоюNatsvin Anatolii Mykolaiovych, Rab Volodymyr Markovych, Shatokhin Andrii Mykolaiovych, Novikov Herman Oleksiiovych
Назва патенту російськоюСпособ изготовления полых изделий сферической формы
Автори російськоюНацвин Анатолий Николаевич, Раб Владимир Маркович, Шатохин Андрей Николаевич, Новиков Герман Алексеевич
МПК / Мітки
МПК: B21D 26/02, B21D 51/00
Мітки: сферичної, виготовлення, виробів, порожнистих, спосіб, форми
Код посилання
<a href="https://ua.patents.su/4-32531-sposib-vigotovlennya-porozhnistikh-virobiv-sferichno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих виробів сферичної форми</a>
Пристрій для виготовлення корпусів цукерок сферичної форми, типа “метеорит”
Номер патенту: 7827
Опубліковано: 26.12.1995
Автори: Здравка Степан Михайлович, Вайсман Євген Сандович, Наумова Валентина Олексіївна, Пастушук Олексій Олексійович, Корман Йосип Ісаакович
МПК: B65B 49/00, A23G 3/00
Мітки: форми, виготовлення, пристрій, цукерок, метеорит, типа, сферичної, корпусів
Формула / Реферат:
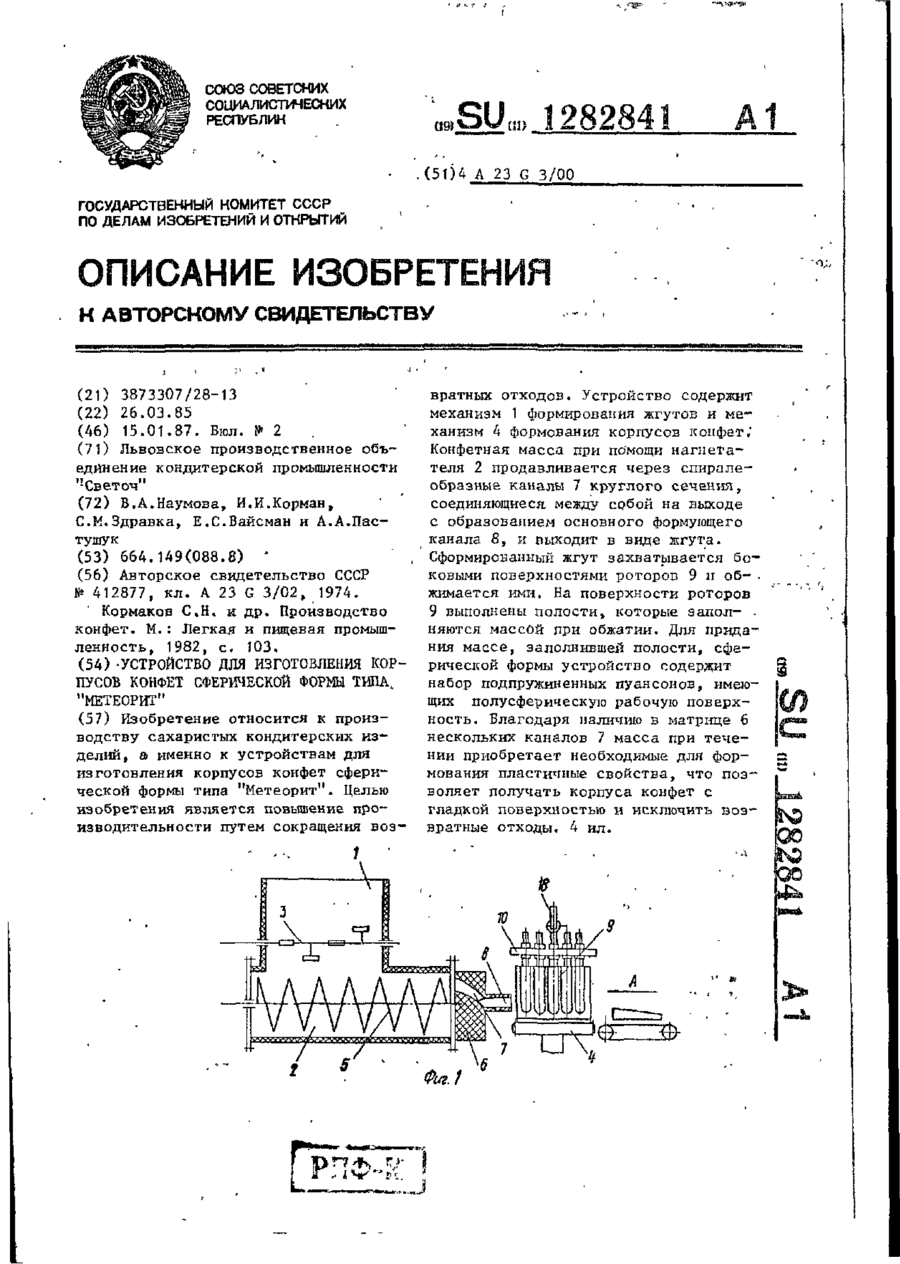
Устройство для изготовления корпусов конфет сферической формы, типа "Метеорит", содержащее механизм формования жгутов с нагветатеяем и питателем и механизм формования корпусов конфет, отличающееся тем, что, с целью повышения производительности путем сокращения возвратных отходов, нагнетатель механизма формования жгутов выполнен в виде шнека и снабжен матрицей со спиралеобразными каналами круглого сечения, соединяющимися между...
Спосіб виготовлення порожнистих виробів
Номер патенту: 20038
Опубліковано: 25.12.1997
Автори: Салагаєв Виктор Викторович, Грішин Віктор Міхайловіч, Окунь Анатолій Андрєєвіч, Кабаков Міхаіл Грігор'євіч, Дорошко Володимир Іванович, Семеняка Людмила Іванівна, Курін Віталій Валєнтіновіч
МПК: B21K 21/00
Мітки: виробів, виготовлення, порожнистих, спосіб
Формула / Реферат:
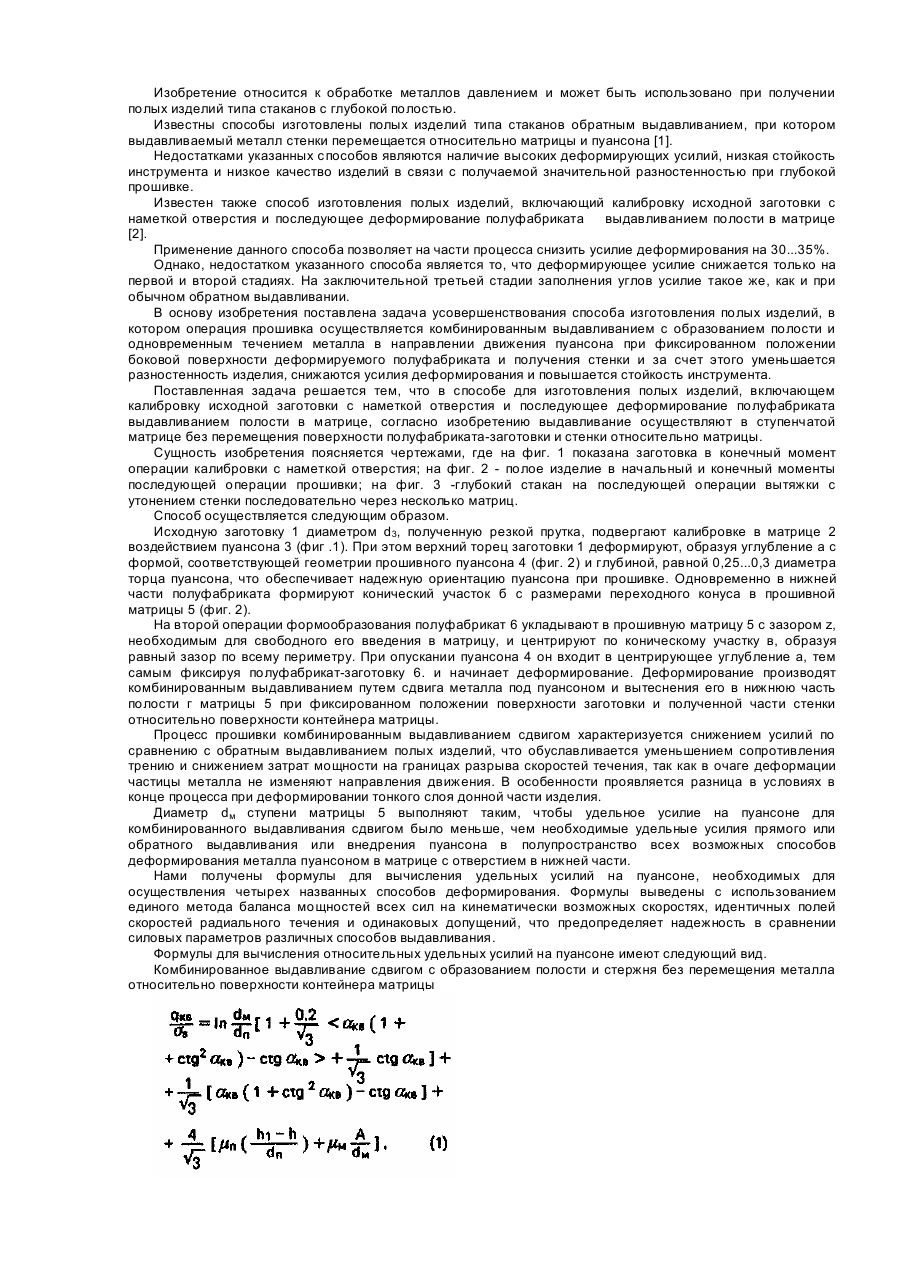
Способ изготовления полых изделий, включающий калибровку исходной заготовки с наметкой овтерстия и последующее деформирование полуфабриката выдавливанием полости в матрице, отличающийся тем, что выдавливание осуществляют в ступенчатой матрице без перемещения поверхности полуфабриката-заготовки и стенки относительно матрицы, диаметр ступени матрицы выполняют исходя из условия реализации комбинированного выдавливания сдвигомгде...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Іщук Валерій Фотієвич, Кошелєв Володимир Борисович, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович, Познянський Ілля Матвійович, Войтович Михайло Миколайович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: спосіб, форми, виготовлення, виробів, кільцевої
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Пристрій для виготовлення харчового продукту сферичної форми, який складається із замкнутої зовнішньої оболонки та серцевини
Номер патенту: 25886
Опубліковано: 26.02.1999
Автори: Джолл Девід Джон, Метьюз Бернард Тревор, ВІЛЬСОН, Девід, Норман, Баркер Джон Гаррі
МПК: A23P 1/10, A21C 3/00, A22C 17/00, A23P 1/08, A21C 11/00
Мітки: замкнутої, складається, форми, пристрій, сферичної, зовнішньої, продукту, виготовлення, харчового, серцевини, оболонки
Формула / Реферат:
1. Устройство для изготовления пищевого продукта сферической формы, состоящего из замкнутой наружной оболочки и сердцевины, содержащее опорный каркас, головку для совместного выдавливания обоих компонентов, соединенную со средствами для подачи под давлением материала, образующего сердцевины, и материала, образующего оболочку, и снабженную механизмом для ее возвратно-поступательного перемещения по вертикали, и формовочно-отрезной механизм,...
Спосіб виготовлення порожнистих виробів з пластизольної композиції
Номер патенту: 22812
Опубліковано: 21.04.1998
Автори: Шульга Олена Миколаївна, Піднебесний Андрій Петрович, Віхірєва Наталія Павлівна, Далецька Людмила Павлівна, Гржималовська Людмила Василівна, Мельник Людмила Олексіївна
МПК: C08L 27/06, B29D 22/00
Мітки: композиції, виробів, спосіб, виготовлення, порожнистих, пластизольної
Формула / Реферат:
1. Способ изготовления полых изделий из пластизольной композиции, преимущественно баллонов для аспираторов детских, путем ротационного формования, дозированной порции пластизольной композиции, нагретой до температуры формования, и последующего ее отверждения, отличающийся тем, что в качестве пластизольной композиции используют смесь, содержащую, мас.ч.:а ротационное формование осуществляют при вращении формы с частотой 4,0-7,0...
Попередній патент: Спосіб фізичної підготовки спортсмена “дракон”
Наступний патент: Спосіб нанесення покриття
Випадковий патент: Частковий знімний зубний протез