Спосіб автоматичного керування процесом хлібопекарної печі
Номер патенту: 72959
Опубліковано: 10.09.2012
Автори: Воінова Світлана Олександрівна, Світий Іван Миколайович, Хорошилов Дмитро Георгійович

Формула / Реферат
Спосіб автоматичного керування процесом хлібопекарної печі, який включає регулювання температури в першій і другій зоні випічки, регулювання температури в другій зоні випічки, який відрізняється тим, що додатково регулюють температуру в третій зоні випічки та вводять корегуючий зв'язок, який забезпечує автономність контурів регулювання температури в першій зоні відносно температури в другій зоні та в другій відносно третьої.
Текст
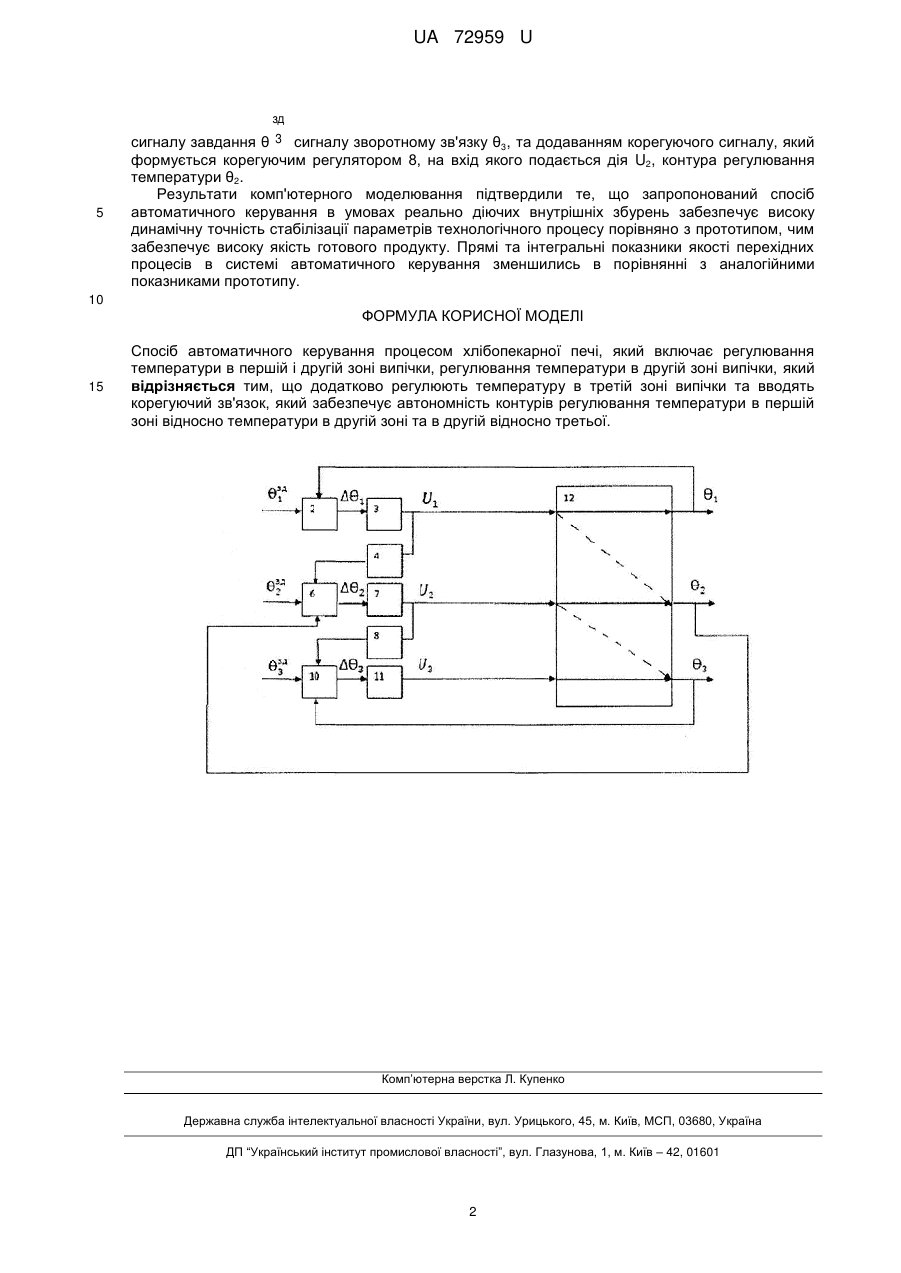
Реферат: UA 72959 U UA 72959 U 5 10 15 20 25 30 35 40 Корисна модель належить до техніки виробництва хліба. Запропонований спосіб керування знайде використання в хлібопекарній промисловості. Відомі різноманітні способи автоматичного управління піччю, які відрізняються кількістю регульованих параметрів та методами управління. Відомий спосіб автоматичного управління піччю, що здійснюється за технологічними параметрами: вимірювання та регулювання температури гріючих газів, вимірювання та регулювання вологості середовища пекарної камери. [М.М. Благовещенская Автоматика и автоматизация пищевых производств. - М.: Пищевая промышленность, 1991, с. 122-123, рис. 9]. Недоліком цього способу є взаємний вплив контура регулювання температури в першій зоні на температуру в другій зоні, що дає низьку динамічну точність, яка, в свою чергу, призводить до низької якості випічки. Найбільш близьким до пропонованого є спосіб автоматичного керування процесом випічки хліба в хлібопекарній печі ПХК-16, в якому передбачено два контури регулювання температури середовища пекарної камери [Автоматизация технологических процессов пищевых производств. Учеб. для вузов / Под ред. Е.Б. Карпина.-2-е изд., перераб. И доп. - М.: Агропромиздат, 1985]. Недоліком цього способу є взаємний вплив контура регулювання температури в першій зоні на температуру в другій зоні, що дає низьку динамічну точність. В основу корисної моделі поставлена задача - підвищення якості процесу випічки та підвищення динамічної точності системи регулювання. Задача корисної моделі вирішується в запропонованому способі, який містить регулювання температури в першій зоні випічки, регулювання температури в другій зоні випічки, а також згідно корисної моделі додатково регулюють температуру в третій зоні випічки та вводять коригуючий зв'язок, який забезпечує автономність контурів регулювання температури в першій зоні відносно температури в другій зоні та в другій відносно третьої. Спосіб полягає в тому, що керування температурними режимами випічки в хлібопекарних камерах забезпечується підтримкою на заданому рівні температури в кожній з трьох зон випічки печі. Для підвищення динамічної точності регулювання при знаходженні оптимальних параметрів регулятора передбачено компенсацію впливу перехресних зв'язків між каналами регулювання, а саме - вплив температури в першій зоні випічки на температуру в другій зоні, а також температури в другій зоні на температуру в третій зоні випічки. Підвищення якості регулювання забезпечується використанням корегуючих зв'язків. Проводиться коригування розузгодження, яке поступає на регулятори температури в зонах випічки у відповідності до зміни тиску газу у магістралі. Перший корегуючий зв'язок забезпечує, інваріантність першого каналу керування (температури в першій зоні). Другий корегуючий зв'язок забезпечує інваріантність другого каналу керування (температури в другій зоні) відносно керуючого впливу в третьому каналі керування (регулювання температури в третій зоні). Автоматичний спосіб керування наведено на структурній схемі на фігурі. Система управління забезпечує регулювання температури в першій і другій зонах випічки, дроселювання потоку гріючих газів забезпечуючих нагрівання по зонах. Регулювання температури в першій зоні випічки θ1 забезпечує регулятор 3. Регулятор 3 формує керуючу дію U1 за ПІД-законом регулювання, сигнал управління U1 поступає на перший вхід об'єкту управління 12, регулятор 3 формує керуючу дію на підставі сигналу розузгодження ∆θ 1, який зд формується на елементі порівняння 2 шляхом віднімання з сигналу завдання θ 1 сигналу 45 зворотного зв'язку θ1. Регулювання температури в другій зоні випічки θ2 забезпечує регулятор 7, який формує сигнал управління U2, який подається на другий вхід об'єкту управління 12. Регулятор 7 формує управляючу дію за ПІД-законом регулювання, на підставі сигналу ∆θ2. Сигнал розузгодження ∆θ2 формується елементом порівняння 6 шляхом віднімання з сигналу зд завдання θ 2 сигналу зворотному зв'язку θ2, та додаванням корегуючого сигналу, корегуючий 50 55 сигнал формується корегуючим 4 на вхід якого подається управляюча дія U1 з контура регулювання температури θ1. Регулювання температури в третій зоні випічки θ3 забезпечує регулятор 11, який формує сигнал управління U3, що подається на третій вхід об'єкту управління 12. Регулятор 11 формує керуючу дію за ПІД-законом регулювання, на підставі сигналу ∆θ3, який формується елементом 10. Сигнал розузгодження ∆θ3 формується елементом порівняння 10 шляхом віднімання з 1 UA 72959 U зд сигналу завдання θ 3 сигналу зворотному зв'язку θ3, та додаванням корегуючого сигналу, який 5 формується корегуючим регулятором 8, на вхід якого подається дія U2, контура регулювання температури θ2. Результати комп'ютерного моделювання підтвердили те, що запропонований спосіб автоматичного керування в умовах реально діючих внутрішніх збурень забезпечує високу динамічну точність стабілізації параметрів технологічного процесу порівняно з прототипом, чим забезпечує високу якість готового продукту. Прямі та інтегральні показники якості перехідних процесів в системі автоматичного керування зменшились в порівнянні з аналогійними показниками прототипу. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб автоматичного керування процесом хлібопекарної печі, який включає регулювання температури в першій і другій зоні випічки, регулювання температури в другій зоні випічки, який відрізняється тим, що додатково регулюють температуру в третій зоні випічки та вводять корегуючий зв'язок, який забезпечує автономність контурів регулювання температури в першій зоні відносно температури в другій зоні та в другій відносно третьої. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of bakery oven process
Автори англійськоюVoinova Svitlana Oleksandrivna, Svityi Ivan Mykolaiovych, Khoroshylov Dmytro Heorhiiovych
Назва патенту російськоюСпособ автоматического управления процессом хлебопекарной печи
Автори російськоюВоинова Светлана Александровна, Свитый Иван Николаевич, Хорошилов Дмитрий Георгиевич
МПК / Мітки
МПК: A21B 1/00
Мітки: печі, процесом, автоматичного, хлібопекарної, спосіб, керування
Код посилання
<a href="https://ua.patents.su/4-72959-sposib-avtomatichnogo-keruvannya-procesom-khlibopekarno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом хлібопекарної печі</a>
Спосіб автоматичного керування процесом випічки хліба
Номер патенту: 50471
Опубліковано: 10.06.2010
Автори: Світий Іван Миколайович, Ківалов Юрій Григорович
МПК: A21B 1/00
Мітки: випічки, спосіб, процесом, керування, хліба, автоматичного
Формула / Реферат:
Спосіб автоматичного керування випічкою хліба в хлібопекарній печі, що передбачає регулювання температури в усіх трьох зонах випічки хліба в печі, регулювання температури в кожній зоні печі передбачає інваріантність кожного каналу регулювання температури один від одного, який відрізняється тим, що регулювання температури у другій пекарній камері здійснюють з урахуванням дії коригуючого зв'язку, який забезпечує інваріантність каналу...
Спосіб автоматичного керування процесом випічки хліба
Номер патенту: 34308
Опубліковано: 11.08.2008
Автор: Мітєва Антоніна Василівна
МПК: A21B 1/00
Мітки: керування, спосіб, випічки, процесом, хліба, автоматичного
Формула / Реферат:
Спосіб автоматичного керування випічкою хліба в хлібопекарній печі, що включає регулювання температури в зоні зволоження печі та в зоні випічки, який відрізняється тим, що регулюють вологість в зоні зволоження печі з урахуванням дії коригуючого зв'язку, який забезпечує інваріантність каналу керування відносно зміни тиску пари в магістралі, що підводиться до зони зволоження печі, а також забезпечують інваріантність каналу регулювання...
Спосіб автоматичного керування процесом стерилізації та охолодження фруктового пюре
Номер патенту: 53050
Опубліковано: 27.09.2010
Автори: Старічков Віктор Ісакович, Житар Павло Вячеславович
МПК: A23B 7/005
Мітки: стерилізації, керування, пюре, спосіб, фруктового, автоматичного, процесом, охолодження
Формула / Реферат:
Спосіб автоматичного керування стерилізації та охолодження фруктового пюре, який включає регулювання температури в зоні стерилізації, який відрізняється тим, що додатково регулюють температуру в зоні охолодження, це регулювання здійснюють з урахуванням дії коригуючого зв'язку, який забезпечує інваріантність каналу регулювання температури в зоні стерилізації.
Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці
Номер патенту: 52054
Опубліковано: 10.08.2010
Автор: ОДЕСЬКА НАЦІОНАЛЬНА АКАДЕМІЯ ХАРЧОВИХ ТЕХНОЛОГІЙ
МПК: F26B 3/02
Мітки: керування, шахтній, зерна, процесом, спосіб, сушіння, автоматичного, зерносушарці
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці, що включає вимірювання температури сушильного агента на вході в кожну зону сушіння та температури зерна в кожній зоні сушіння, регулювання температури зерна в першій зоні сушіння, яке змішується з сушильним агентом першої зони сушіння, регулювання температури зерна у другій зоні сушіння, який відрізняється тим, що вимірюють та регулюють вологість зерна на виході з...
Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці
Номер патенту: 53643
Опубліковано: 11.10.2010
Автори: Сапаров Віталій Вадимович, Плеве Олександр Георгійович
МПК: F26B 25/22
Мітки: зерна, процесом, зерносушарці, сушіння, шахтній, спосіб, керування, автоматичного
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння зерна, який включає регулювання температури сушильного агента в першій, другій зонах сушки, температури зерна в другій зоні сушки і кінцевої вологості зерна, регулювання продуктивності, який відрізняється тим, що додатково компенсують вплив каналів регулювання один відносно одного, шляхом введення додаткових корегуючих зв'язків каскадної структури, що компенсує вплив контрольованих збурень...
Попередній патент: Спосіб управління процесом випічки вафель в конвеєрній печі
Наступний патент: Композиційний сорбент для очистки різноманітних поверхонь від нафтопродуктів
Випадковий патент: Спосіб прихованого маркування об'єкта і його розпізнавання