Спосіб маркування ковбасних виробів
Номер патенту: 83113
Опубліковано: 10.06.2008
Автори: Алімов Анатолій Миколайович, Водоп'янов Анатолій Володимирович

Формула / Реферат
Спосіб маркування ковбасних виробів, що включає нанесення на їх поверхню маркувальних знаків, який відрізняється тим, що при маркуванні ковбасних виробів з натуральною оболонкою маркувальні знаки наносять методом термічної дії на поверхню оболонки маркувальним штампом, розігрітим до температури 180-210 °С, протягом 0,3-0,9 секунд, або лазерним променем потужністю 80-250 кіловат протягом 10-20 наносекунд.
Текст
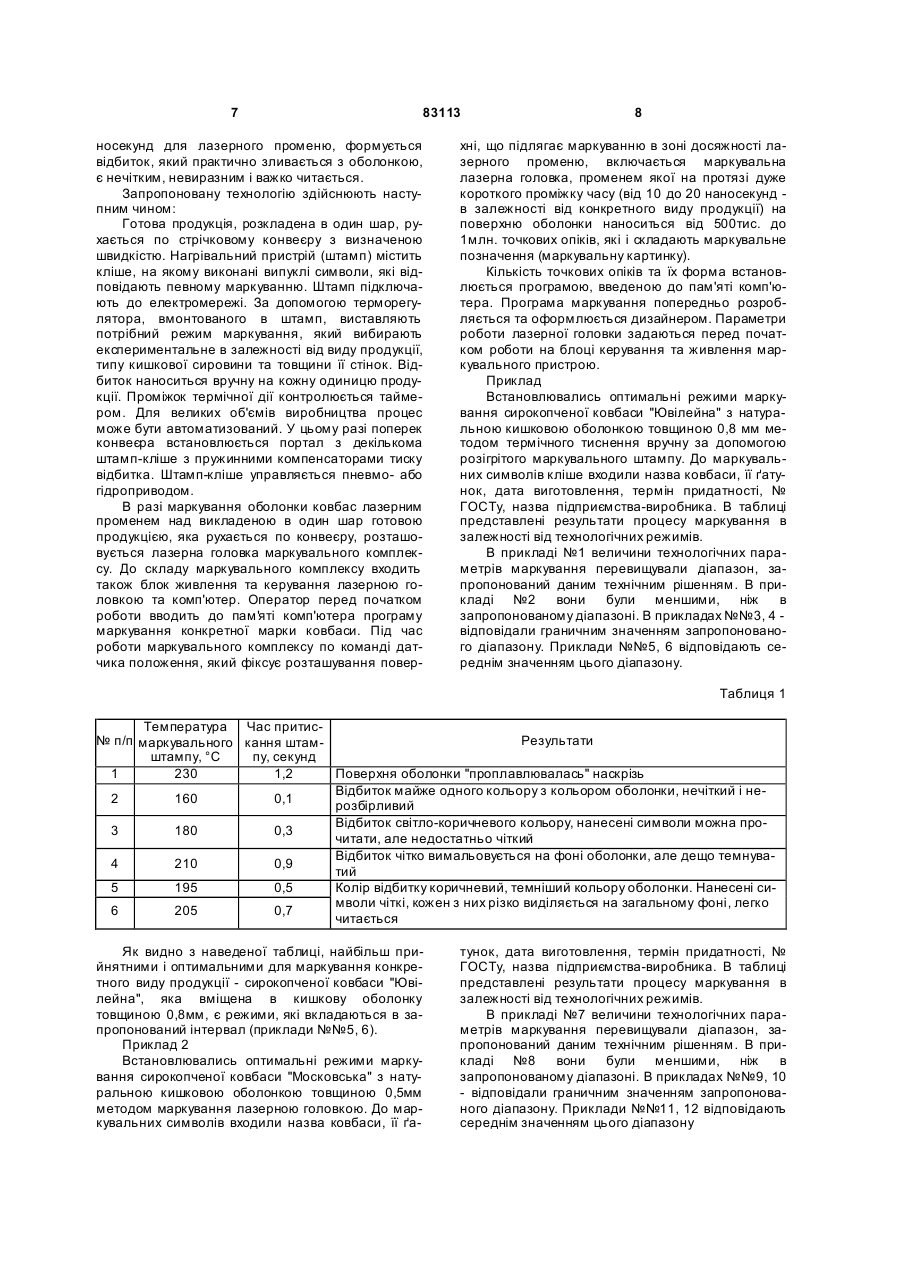
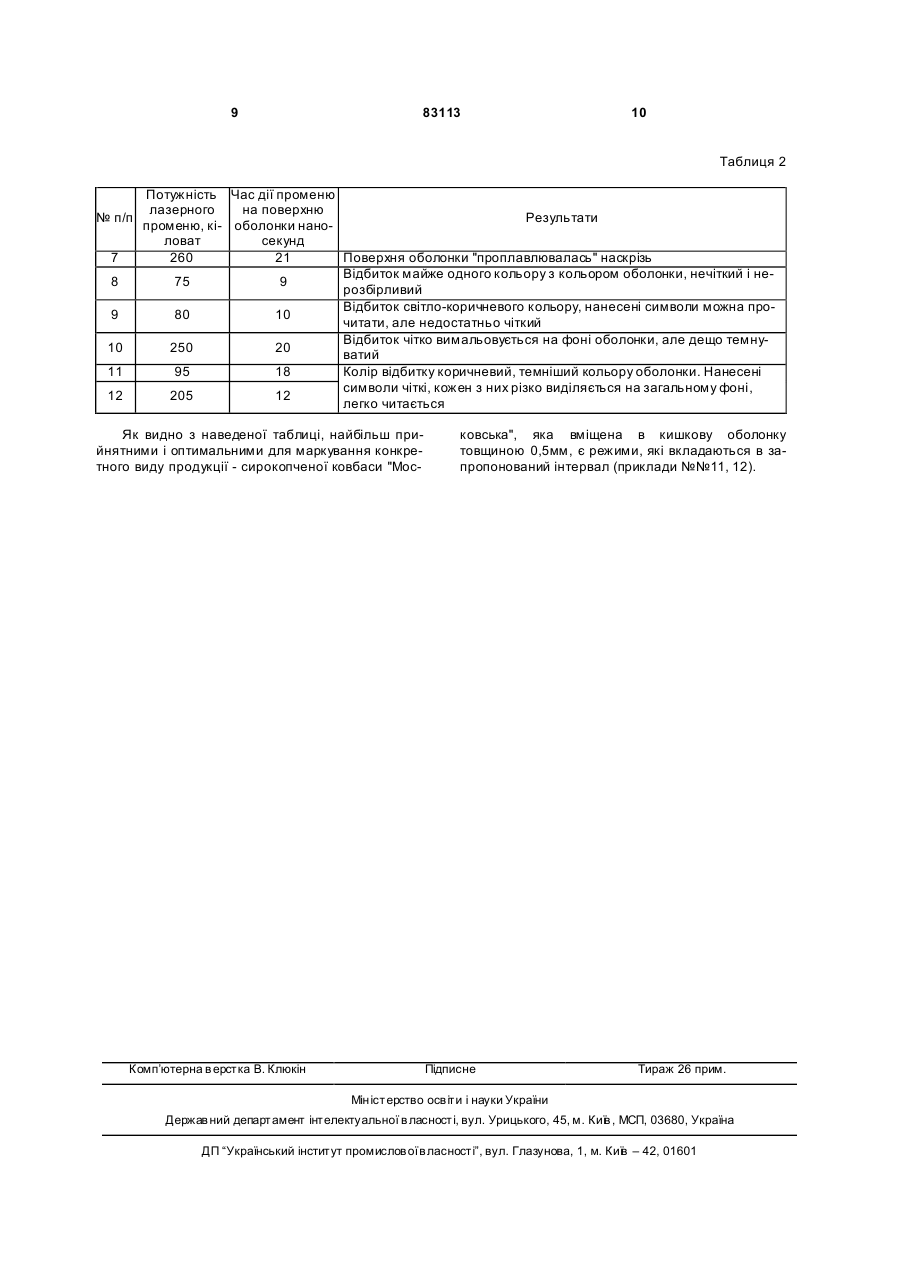
Спосіб маркування ковбасних виробів, що включає нанесення на їх поверхню маркувальних знаків, який відрізняється тим, що при маркуванні ковбасних виробів з натуральною оболонкою маркувальні знаки наносять методом термічної дії на поверхню оболонки маркувальним штампом, розігрітим до температури 180-210°С, протягом 0,3-0,9 секунд, або лазерним променем потужністю 80250 кіловат протягом 10-20 наносекунд. (19) (21) a200609304 (22) 23.08.2006 (46) 10.06.2008, Бюл.№ 11, 2008 р. (72) АЛІМОВ АНАТОЛІЙ МИКОЛАЙОВИЧ, U A, ВОДОП'ЯНОВ АНАТОЛІЙ ВОЛОДИ МИРОВИЧ, U A (73) АЛІМОВ АНАТОЛІЙ МИКОЛАЙОВИЧ, U A, ВОДОП'ЯНОВ АНАТОЛІЙ ВОЛОДИ МИРОВИЧ, U A (56) RU 2148917, 20.05.2000 EP 0267871, 18.05.1988 US 5897797, 27.04.1999 3 83113 ників, через що останні можуть досягти верхнього шару продукту, що не тільки негативно впливає на його смакові якості, а і шкодить здоров'ю. Процес нанесення відбитка відбувається в декілька стадій: спочатку рулон з оболонкою встановлюється в розмотувальний пристрій, потім через систему валиків він надходить до центрального друкувального циліндру, де проходить через секції фарбувальних апаратів. Під час циклу друкування оболонку піддають декільком проміжним операціям сушіння, які здійснюють в пристроях обдування. Завершальна операція сушіння відбувається в спеціальному пристрої тунельного сушіння. Висушені гарячі оболонки охолоджують, пропускаючи через охолоджувальні апарати. Не менш складною є і технологія глибокого металографічного друкування. Вона передбачає перенесення відбитку за допомогою хромованих формних циліндрів, на яких друкувальні елементи витравлені хімічним способом або гравіруванням. На оболонку потрапляє лише фарба, яка попала в заглиблення. Надлишок фарби знімається спеціальним ракелем. Ця технологія у порівнянні з флексографічною забезпечує більш якісні відбитки та більшу швидкість їх нанесення, але через дорожнечу обладнання та складність конструктивних вузлів вона може бути доцільною лише для маркування великих партій продукції. Методика високого друкування відрізняється від флексографічного застосуванням фарбувальної системи, яка базується на зв"язуючих речовинах, котрі оксиполімеризуються в присутності розчинників. Рівномірність нанесення фарбувального шару забезпечується за допомогою складної системи фарборозподільних валиків. Відбиток закріплюється під дією кисню, а для того, щоб він краще утримувався, під час маркування на поверхню оболонки наноситься спеціальний порошок. Завдяки великому вмісту у фарбі твердих включень на оболонку можна нанести більшу її кількість, ніж при флексографічному методі, але і ця технологія е дорогою і низькорентабельною. Підсумовуючи особливості описаних вище технологій, можна дійти висновку, що, окрім того, що всі вони є доволі трудомісткими, жодна з технологій не забезпечує нанесення такого відбитку, який був би "нейтральним" до харчового продукту, тобто виключав адгезію барвників в товщу ковбасного виробу. А з урахуванням того, що в якості друкувальних фарб використовуються головним чином так звані реакційні фарби, котрі містять отверджувачі та летючі розчинники, ці технології не е екологічно чистими та безпечними. Та головним недоліком, що об'єднує всі ці технології, є абсолютна неприйнятність для маркування натуральних ковбасних оболонок. У разі нанесення відбитків будь-яким зі згаданих методів на натуральну оболонку вони стають нечіткими, маркувальні знаки розповзаються, через що продукція втрачає товарний вигляд. Тому ковбасні вироби в натуральних оболонках здебільшого маркуються за допомогою бирок, що прикріплюються до батонів та вже готових ковбасок, або ж маркування наносять тільки на тару, в яку пакують про 4 дукцію [журнал «Экономическое обозрение», №36 (388), 29.09.2000г.]. В [патенті Росії №2148917 MПK7:A22C13/00, опубл. 20.05.2000р.] описаний процес маркування ковбасних виробів з целюлозною оболонкою, що має переривчасті ділянки, які просочені речовиною, що забезпечує непроникність цих ділянок для рідин та газів. На утворених цією речовиною ділянках зображений логотип, текст або інший символ. Целюлозну оболонку після заповнення фаршем коптять При копченні фарбник проходить крізь ті ділянки оболонки, які не оброблені речовиною, яка забезпечує непроникність. Це обумовлює появу фону, на якому з'являються відбитки, які відповідають певним символам. Після видалення оболонки маркування зостається на поверхні ковбаси. Недоліком цієї технології є те, що компоненти фарби, яка "осідає" безпосередньо на продукті, проникають в його товщу, крім того, процес потребує спеціально підготовлених оболонок, що позначаються на його рентабельності. І, як було сказано вище, у такий спосіб товар в натуральній оболонці маркувати недоцільно. Відомий спосіб маркування ковбас із застосуванням етикеток, які прикріплюються до батонів за допомогою скоб у спеціальних машинах [з-ка ЄПВ №0267871, MПK7:A22C17/10, опубл. в Бюл. №1, 1989р.]. Етикетки виготовляють з нескінченої стрічки, розділеної на окремі ділянки перфорацією. Символи на етикетки наносять методом друкування або тиснення. Звичайно, такі етикетки, як один із видів маркування продукції, можна застосувати для будь-якого ковбасного виробу незалежно від типу його оболонки. Але маркування за допомогою етикеток є нераціональним і ненадійним, адже етикетка може обірватись у будь-який момент. Крім того, етикетка завжди може бути сфальсифікованою. За прототип запропонованого винаходу прийнятий спосіб маркування ковбасних виробів, що включає нанесення на їх поверхню маркувальних знаків [А.с. №862888, MПK7:A22C17/10, опубл. в Бюл. №34, 1981р.]. Маркувальні знаки на ковбасну оболонку наносять методом флексографічного друкування. Особливістю цього способу є те, що перед нанесенням відбитку поверхню оболонки активують дією електричного струму напругою 1015кВ, а маркувальні знаки наносять не пізніше 72 годин після активації. Сам процес активації доволі складний - оболонку розміщують в іонізуючому вузлі активатора безпосередньо біля електроду, на який подають високу напругу. В результаті виникнення коронного розряду відбувається іонізація повітря. Утворений озон забезпечує окислення поверхневих шарів оболонки. Після активації оболонку пропускають через друкувальні вузли машини. Окислена та іонізована поверхня оболонки вступає у взаємодію з молекулами фарби, і при дії вологи та високих температур на поверхні оболонки утворюється відбиток. Він досить стійкий до вологи, що, безумовно, є перевагою технології. Але і їй властиві ті ж недоліки, що і розглянутій вище те хнології флексографічного маркування: висока ймовірність потрапляння фарби в товщу продукту, складність проведення процесу, його 5 83113 шкідливість, потреба у складному обладнанні, а також довготривалість - адже з моменту активації оболонки до нанесення відбитку проходить не менше 72 годин. До того ж термін використання фарби при флексографічному друкуванні є досить обмеженим - фарба придатна до використання лише до початку періоду її полімеризації. Всі ці фактори обумовлюють низьку рентабельність виробництва. І головне - у такий спосіб практично неможливо маркувати натуральні оболонки ковбасних виробів. В основу винаходу поставлена задача розширення функціональних можливостей способу маркування ковбасних виробів шляхом удосконалення технології нанесення відбитку з урахуванням природи оболонки, зокрема, шляхом термічної дії на оболонку за допомогою двох альтернативних прийомів - розігрітим маркувальним штампом або ж лазерним променем, та оптимізації режимів їх проведення, в результаті чого під впливом підвищеної температури на поверхні натуральної оболонки в зоні нанесення відбитку виникає коагуляція визначених ділянок біологічної тканини оболонки з утворенням на ній заглиблень (опіків), за формою і розміром ідентичних символам маркувального штампу або запрограмованого в принтері малюнку, при цьому відпадає необхідність у застосуванні будь-яких фарбників та багатостадійної складної технології. Поставлена задача досягається за рахунок того, що в способі маркування ковбасних виробів, що включає нанесення на їх поверхню маркувальних знаків, згідно до запропонованого винаходу, при маркуванні ковбасних виробів з натуральною оболонкою маркувальні знаки наносять методом термічної дії на поверхню оболонки маркувальним штампом, розігрітим до температури 180°-210°С протягом 0,3-0,9 секунд, або лазерним променем потужністю 80-250 кіловат протягом 10-20 наносекунд. Вказаний вище те хнічний результат, який досягається при реалізації запропонованого способу, обумовлений ознаками, які відрізняють його від ознак подібних методик маркування ковбасних виробів, описаних згідно відомого рівня техніки, зокрема, від методики, описаної у винаході, взятому за прототип. Цей результат забезпечується за допомогою двох альтернативних ознак способу дії на оболонку розігрітого штампу або ж дії лазерного променю, які в даному технічному рішенні виконують одну і ту ж функцію - функцію джерела термічного впливу. Нанесення маркувальних відбитків відповідно до запропонованої технології вирішує важливу проблему сьогоднішньої м’ясопереробної галузі маркування продукції з натуральною оболонкою. Ця технологія не потребує ніяких фарбників, тому є абсолютно безпечною в санітарно-гігієнічному відношенні як до самої продукції, так і до її виробників. Відбиток на натуральній оболонці одержується за рахунок коагуляції поверхневих шарів оболонки від короткочасного контакту з розігрітим кліше маркувального штампу, або від термічного опіку лазерного променю. Цей відбиток ще можна назвати 6 "термовідтиском". У разі обробки поверхні оболонки лазерним променем підбирають таку його потужність, яка забезпечує таку ж температур у нагріву поверхні оболонки, що і штамп-кліше, тобто 180210°С. Експериментальним шляхом було встановлено, що практичні результати маркування поверхні натуральної оболонки ковбаси шляхом нанесення опіків лазерним променем можуть бути досягнуті, якщо потужність променю буде знаходитись в межах 80-250 кіловат, а час термічної дії променю - в межах 10-20 наносекунд. Відхилення потужності та часу його дії за встановлені межі як в бік зниження, так і в бік підвищення, не забезпечить досягнення потрібного температурного режиму поверхні оболонки, тобто маркування не матиме товарного вигляду. Маркування оболонки лазерним променем, забезпечуючи той же результат, що і маркування штампом, має свої переваги. Це, перш за все, висока гігієнічна чистота технології - лазерне маркування виключає будь-який контакт маркувального інструменту з ковбасною оболонкою. По-друге, воно є більш рентабельним для масового маркування великої кількості продукції, аніж маркування штампом. По-третє, лазерне маркування дозволяє виконувати маркування найрізноманітніших за дизайнером та формою позначень, попередньо розроблених методами комп'ютерної графіки. Причому в даному випадку немає потреби витрачатися на виготовлення інструменту (штампукліше) для кожного окремого логотипу. З екрану комп'ютера малюнок переноситься безпосередньо на об'єкт маркування - поверхню натуральної оболонки ковбаси. В цьому разі за рахунок дуже точного прецизійного дозування енергії лазерного променя та часу його дії є можливість дещо змінювати відтінки кольору окремих ділянок малюнку на поверхні оболонки в межах від світлих до темних тонів коричневого кольору. Завдяки оптимальному підбору технологічних режимів - температури штампу, потужності лазерного променя та часовому проміжку їх впливу на поверхню натуральної ковбасної оболонки - в точках термічної дії на тканину оболонки відбувається короткочасне нагрівання останньої до стану коагуляції. Коагульовані зони (опіки) у вигляді невеличких заглиблень мають колір, відмінний від кольору "необробленої" ділянки оболонки. В залежності від рівня температури, яка діє на поверхню оболонки, та проміжку часу термічної дії, цей колір може змінюватись від світло- до темнокоричневого, різко виділяючись на "необробленому" фоні. При цьому температурний та часовий діапазони вибирають, виходячи з умов забезпечення чіткого відбитку, при яких виключається наскрізне пропалення оболонки, або ж, навпаки, утворення малопомітного та нечіткого відбитку. Так, при нагріванні поверхні оболонки до величини, більшої 210°С, та розігріванні оболонки більш, ніж 0,9 секунд контактним штампом-кліше, або більш, ніж 20 наносекунд лазерним променем, порушується її цілісність. В разі нагрівання поверхні оболонки до температури, меншої 180°С, та зменшення часу її впливу, меншого 0,3 секунд для контактного штампу-кліше, або менше, ніж 10 на 7 83113 носекунд для лазерного променю, формується відбиток, який практично зливається з оболонкою, є нечітким, невиразним і важко читається. Запропоновану технологію здійснюють наступним чином: Готова продукція, розкладена в один шар, рухається по стрічковому конвеєру з визначеною швидкістю. Нагрівальний пристрій (штамп) містить кліше, на якому виконані випуклі символи, які відповідають певному маркуванню. Штамп підключають до електромережі. За допомогою терморегулятора, вмонтованого в штамп, виставляють потрібний режим маркування, який вибирають експериментальне в залежності від виду продукції, типу кишкової сировини та товщини її стінок. Відбиток наноситься вручну на кожну одиницю продукції. Проміжок термічної дії контролюється таймером. Для великих об'ємів виробництва процес може бути автоматизований. У цьому разі поперек конвеєра встановлюється портал з декількома штамп-кліше з пружинними компенсаторами тиску відбитка. Штамп-кліше управляється пневмо- або гідроприводом. В разі маркування оболонки ковбас лазерним променем над викладеною в один шар готовою продукцією, яка рухається по конвеєру, розташовується лазерна головка маркувального комплексу. До складу маркувального комплексу входить також блок живлення та керування лазерною головкою та комп'ютер. Оператор перед початком роботи вводить до пам'яті комп'ютера програму маркування конкретної марки ковбаси. Під час роботи маркувального комплексу по команді датчика положення, який фіксує розташування повер 8 хні, що підлягає маркуванню в зоні досяжності лазерного променю, включається маркувальна лазерна головка, променем якої на протязі дуже короткого проміжку часу (від 10 до 20 наносекунд в залежності від конкретного виду продукції) на поверхню оболонки наноситься від 500тис. до 1млн. точкових опіків, які і складають маркувальне позначення (маркувальну картинку). Кількість точкових опіків та їх форма встановлюється програмою, введеною до пам'яті комп'ютера. Програма маркування попередньо розробляється та оформлюється дизайнером. Параметри роботи лазерної головки задаються перед початком роботи на блоці керування та живлення маркувального пристрою. Приклад Встановлювались оптимальні режими маркування сирокопченої ковбаси "Ювілейна" з натуральною кишковою оболонкою товщиною 0,8 мм методом термічного тиснення вручну за допомогою розігрітого маркувального штампу. До маркувальних символів кліше входили назва ковбаси, її ґатунок, дата виготовлення, термін придатності, № ГОСТу, назва підприємства-виробника. В таблиці представлені результати процесу маркування в залежності від технологічних режимів. В прикладі №1 величини технологічних параметрів маркування перевищували діапазон, запропонований даним технічним рішенням. В прикладі №2 вони були меншими, ніж в запропонованому діапазоні. В прикладах №№3, 4 відповідали граничним значенням запропонованого діапазону. Приклади №№5, 6 відповідають середнім значенням цього діапазону. Таблиця 1 Температура Час притис№ п/п маркувального кання штамРезультати штампу, °С пу, секунд 1 230 1,2 Поверхня оболонки "проплавлювалась" наскрізь Відбиток майже одного кольору з кольором оболонки, нечіткий і не2 160 0,1 розбірливий Відбиток світло-коричневого кольору, нанесені символи можна про3 180 0,3 читати, але недостатньо чіткий Відбиток чітко вимальовується на фоні оболонки, але дещо темнува4 210 0,9 тий 5 195 0,5 Колір відбитку коричневий, темніший кольору оболонки. Нанесені символи чіткі, кожен з них різко виділяється на загальному фоні, легко 6 205 0,7 читається Як видно з наведеної таблиці, найбільш прийнятними і оптимальними для маркування конкретного виду продукції - сирокопченої ковбаси "Ювілейна", яка вміщена в кишкову оболонку товщиною 0,8мм, є режими, які вкладаються в запропонований інтервал (приклади №№5, 6). Приклад 2 Встановлювались оптимальні режими маркування сирокопченої ковбаси "Московська" з натуральною кишковою оболонкою товщиною 0,5мм методом маркування лазерною головкою. До маркувальних символів входили назва ковбаси, її ґа тунок, дата виготовлення, термін придатності, № ГОСТу, назва підприємства-виробника. В таблиці представлені результати процесу маркування в залежності від технологічних режимів. В прикладі №7 величини технологічних параметрів маркування перевищували діапазон, запропонований даним технічним рішенням. В прикладі №8 вони були меншими, ніж в запропонованому діапазоні. В прикладах №№9, 10 - відповідали граничним значенням запропонованого діапазону. Приклади №№11, 12 відповідають середнім значенням цього діапазону 9 83113 10 Таблиця 2 № п/п 7 8 9 10 11 12 Потужність Час дії променю лазерного на поверхню Результати променю, кі- оболонки наноловат секунд 260 21 Поверхня оболонки "проплавлювалась" наскрізь Відбиток майже одного кольору з кольором оболонки, нечіткий і не75 9 розбірливий Відбиток світло-коричневого кольору, нанесені символи можна про80 10 читати, але недостатньо чіткий Відбиток чітко вимальовується на фоні оболонки, але дещо темну250 20 ватий 95 18 Колір відбитку коричневий, темніший кольору оболонки. Нанесені символи чіткі, кожен з них різко виділяється на загальному фоні, 205 12 легко читається Як видно з наведеної таблиці, найбільш прийнятними і оптимальними для маркування конкретного виду продукції - сирокопченої ковбаси "Мос Комп’ютерна в ерстка В. Клюкін ковська", яка вміщена в кишкову оболонку товщиною 0,5мм, є режими, які вкладаються в запропонований інтервал (приклади №№11, 12). Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for marking sausage products
Автори англійськоюAlimov Anatolii Mykolaiovych, Vodopianov Anatolii Volodymyrovych
Назва патенту російськоюСпособ маркирования колбасных изделий
Автори російськоюАлимов Анатолий Николаевич, Водопьянов Анатолий Владимирович
МПК / Мітки
МПК: A22C 17/00
Мітки: маркування, спосіб, ковбасних, виробів
Код посилання
<a href="https://ua.patents.su/5-83113-sposib-markuvannya-kovbasnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб маркування ковбасних виробів</a>
Спосіб маркування ковбасних виробів
Номер патенту: 24496
Опубліковано: 10.07.2007
Автори: Водоп'янов Анатолій Володимирович, Алімов Анатолій Миколайович
МПК: A22C 17/00
Мітки: виробів, маркування, спосіб, ковбасних
Формула / Реферат:
Спосіб маркування ковбасних виробів, що включає нанесення на їх поверхню маркувальних знаків, який відрізняється тим, що при маркуванні ковбасних виробів з натуральною оболонкою маркувальні знаки наносять методом термічної дії на поверхню оболонки лазерним променем потужністю 80 - 250 кіловат протягом 10-20 наносекунд.
Спосіб маркування ковбасних виробів
Номер патенту: 24497
Опубліковано: 10.07.2007
Автори: Водоп'янов Анатолій Володимирович, Алімов Анатолій Миколайович
МПК: A22C 17/00
Мітки: виробів, ковбасних, маркування, спосіб
Формула / Реферат:
Спосіб маркування ковбасних виробів, що включає нанесення на їх поверхню маркувальних знаків, який відрізняється тим, що при маркуванні ковбасних виробів з натуральною оболонкою маркувальні знаки наносять методом термічної дії на поверхню оболонки маркувальним штампом, розігрітим до температури 180-210°С, протягом 0,3-0,9 секунди.
Універсальний багатофункціональний агрегат для виготовлення ковбасних виробів
Номер патенту: 18433
Опубліковано: 15.11.2006
Автор: Гуць Віктор Степанович
МПК: A22C 11/00
Мітки: універсальний, багатофункціональний, виготовлення, агрегат, виробів, ковбасних
Формула / Реферат:
Універсальний багатофункціональний агрегат для виготовлення ковбасних виробів, що містить змішувач, гідравлічний шприц, механізм накладання кліпсів, технологічний стіл, механізм навішування, пристрій для прийому ковбас, який відрізняється тим, що над змішувачем встановлений дезінтегратор, в самому змішувачі створений вакуум, а гідравлічний шприц сконструйований таким чином, що може наповнювати оболонки ковбас всіма видами фаршу.
Спосіб виробництва варених ковбасних виробів
Номер патенту: 64879
Опубліковано: 15.03.2004
Автори: Головко Микола Павлович, Журавльов Сергій Володимирович, Головко Андрій Миколайович, Подворчан Дмитро Євгенійович, Черевко Олександр Іванович, Коваленко Юрій Миколайович, Перцевий Федір Всеволодович
МПК: A23L 1/31, A23L 1/317, A23L 1/312
Мітки: варених, виробництва, спосіб, ковбасних, виробів
Формула / Реферат:
Спосіб виробництва варених ковбасних виробів, що передбачає підготовку м'ясної сировини, подрібнення, перемішування з розчином солі, витримування в засолі, приготування фаршу, шприцювання та термообробку, який відрізняється тим, що до рецептурного складу додають харчовий кістковий напівфабрикат як замінник частини м'яса в кількості 5 - 15 % від квоти м'яса, що закладається у рецептуру.
Спосіб маркування виробів, переважно ампул, і машина для його здійснення
Номер патенту: 54102
Опубліковано: 17.02.2003
Автори: Кондрус Аркадій Іванович, Морро Віктор Павлович
МПК: B65B 61/00
Мітки: виробів, спосіб, здійснення, переважно, маркування, ампул, машина
Формула / Реферат:
1. Спосіб маркування виробів, переважно ампул, що включає завантаження виробів у бункер, переміщення їх у комірки циліндричного ротору і передавання в зону маркування, де наносять на них відбиток тексту і транспортують їх у тару, який відрізняється тим, що наносять краплеструминно фарбою відбиток запрограмованого тексту безконтактно на виріб, який обертають навколо його осі із швидкістю безступінчатого регулювання у залежності від його...
Попередній патент: Пристрій безпилового завантаження сипких матеріалів у м’які контейнери
Наступний патент: Гірокомпас
Випадковий патент: Комбінована вежо-щоглова споруда