Спосіб теплової обробки харчових продуктів і пристрій для його здійснення
Формула / Реферат
1. Способ тепловой обработки пищевых продуктов, включающий подачу продукта в емкость, обработку продукта ИК-излучением с одновременным перемешиванием обрабатываемого продукта при вращении емкости и выгрузку его из емкости, отличающийся тем, что продукт распределяют по внутренней боковой поверхности вращающейся емкости кольцевым слоем вокруг оси вращения емкости, размещая продукт в междувитковом пространстве винтового рабочего органа, установленного в емкость так, что его винтовая поверхность погружена в продукт, а саму емкость и винтовой рабочий орган вращают в одинаковом направлении со скоростью, обеспечивающей образование и Поддержание кольцевого движения продукта вокруг оси вращения емкости, причем облучение продукта ИК-излучением производят из внутренней полости кольцевого слоя продукта, а перемещение продукта вдоль емкости осуществляют за счет разности скоростей вращения емкости и винтового рабочего органа.
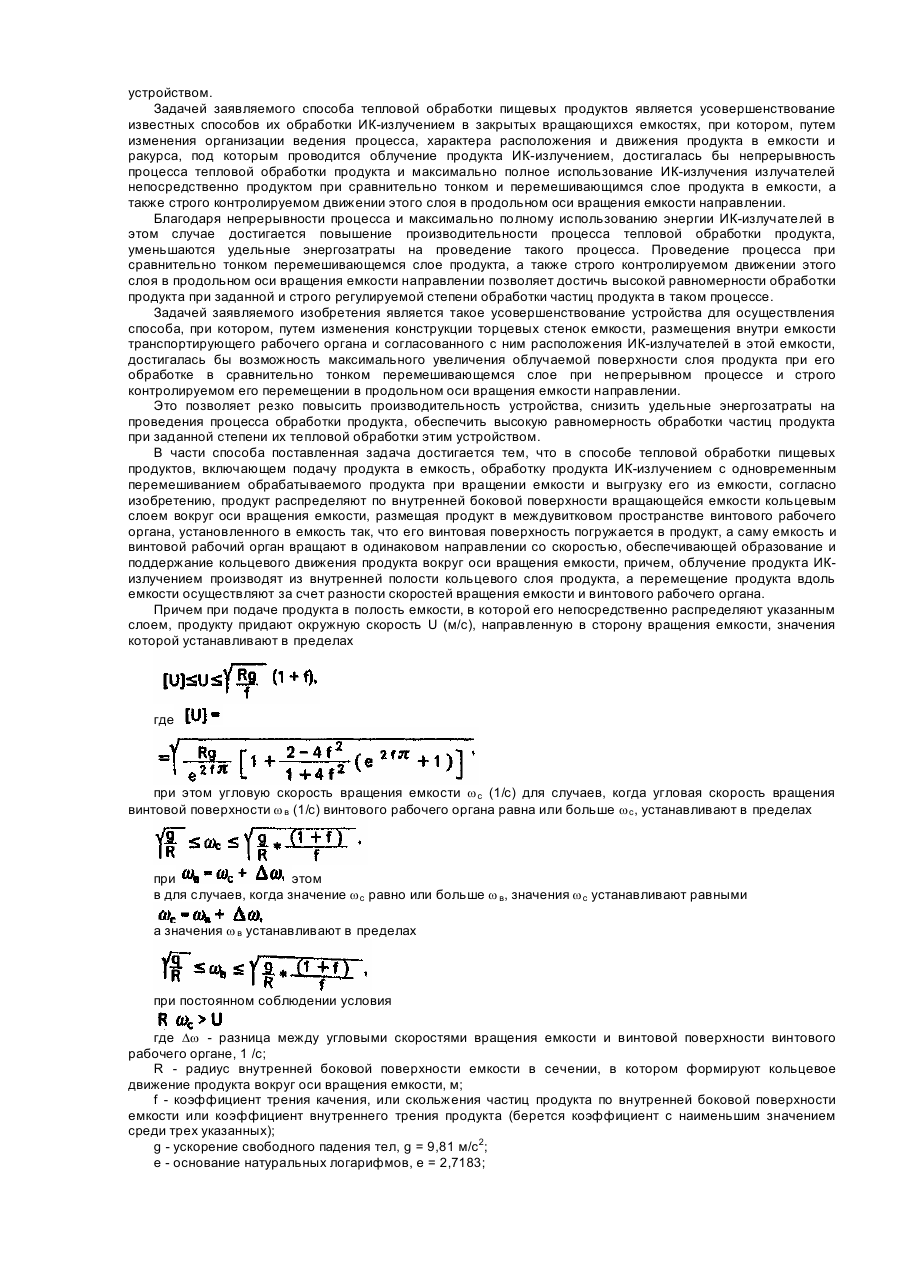
2. Способ тепловой обработки пищевых продуктов по п.1.отличающийся тем, что при подаче продукта в полость емкости, в которой его непосредственно распределяют указанным слоем, продукту придают окружную скорость U <м/с>, направленную в сторону вращения емкости, значения которой устанавливают в пределах
при этом угловую скорость вращения емкости wс <1/с> для случаев, когда угловая скорость вращения винтовой поверхности wв<1/с> винтового рабочего органа равна или больше wс, устанавливают в пределах
при этом wв=wс + Dw,
а для случаев, когда значение wс равно или больше wв, значения wс устанавливают равными
а значения wв, устанавливают в пределах
при постоянномсоблюдении условий
где Dw - разница между угловыми скоростями вращения емкости и винтовой поверхности винтового рабочего органа, 1/с;
R - радиус внутренней боковой поверхности емкости в сечении, в котором формируют кольцевое движение продукта вокруг оси вращения емкости, м;
f - коэффициент трений качения или скольжения частиц продукта по внутренней боковой поверхности емкости или коэффициент внутреннего трения продукта (берется коэффициент с наименьшим значением среди трек указанных);
g - ускорение свободного падения тел, g=9,81 м/с2,
е - основание натуральных логарифмов, е = 2,7183;
p - отношение длины окружности к ее диаметру, p =3,14;
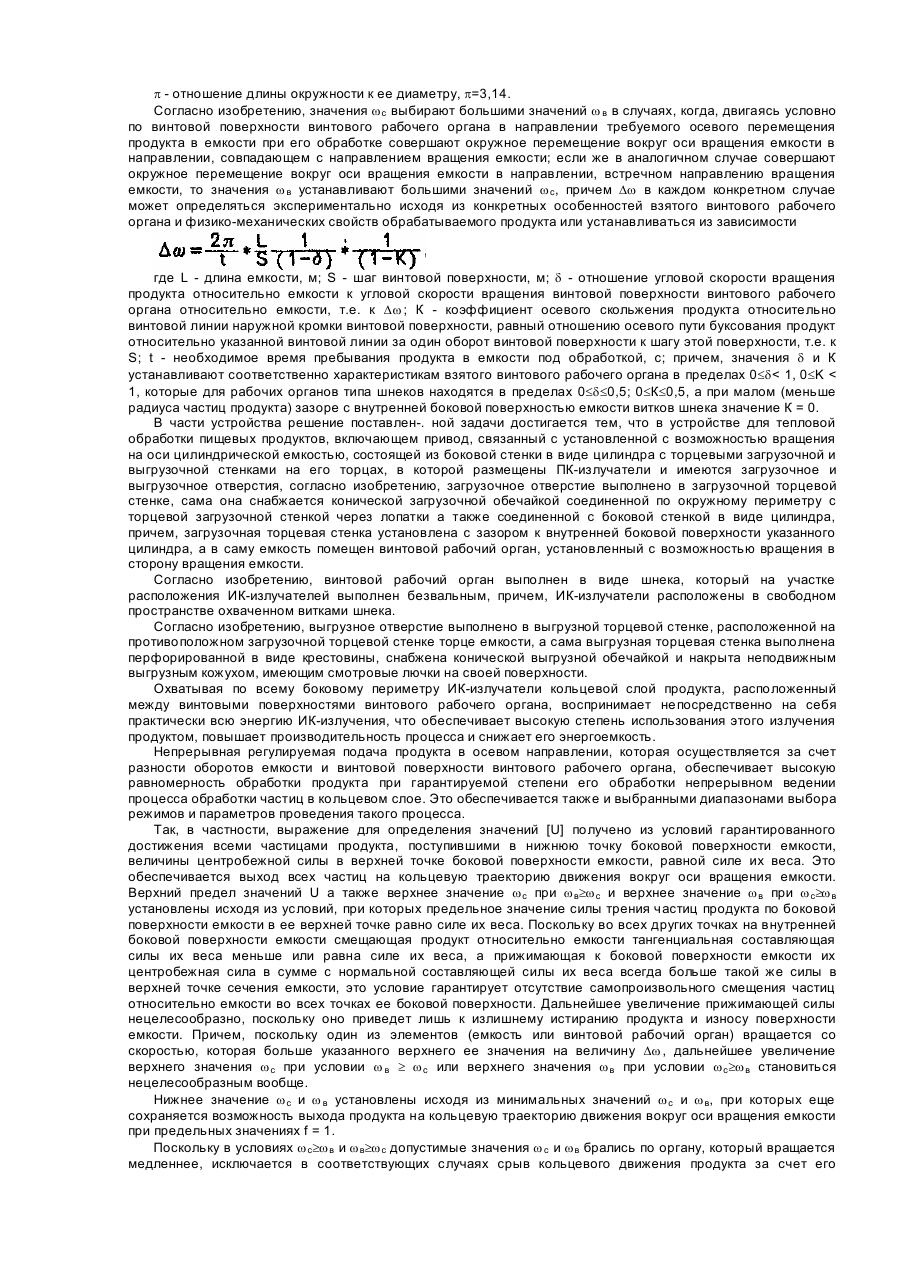
3. Способ тепловой обработки пищевых продуктов по пп.1 и 2, отличающийся тем, что значения wc выбирают большими значений wв в случаях, когда двигаясь условно по винтовой поверхности винтового рабочего органа в направлении требуемого осевого перемещения продукта в емкости при его обработке совершают окружное перемещение вокруг оси вращения емкости а направлении, совпадающем с направлением вращения емкости; если же в аналогичном случае совершают окружное перемещение вокруг оси вращения емкости в направлении встречном направлению вращения емкости, то значения wв устанавливают большими значений wс, причем Dw в каждом конкретном случае может определяться экспериментально исходя из конкретных особенностей взятого винтового рабочего органа и физико-механических свойств обрабатываемого продукта или устанавливают из зависимости
где L - длина емкости, м;
S - шаг винтовой поверхности, м;
d - отношение угловой скорости вращения продукта относительно емкости к угловой скорости вращения винтовой поверхности винтового рабочего органа относительно емкости, т.е. к Dw;
К - коэффициент осевого скольжения продукта относительно винтовой линии наружной кромки винтовой поверхности, равный отношению осевого пути буксования продукта относительно указанной винтовой линии за один оборот винтовой поверхности к шагу этой поверхности, т.е. к S;
t - необходимое время пребывания продукта в емкости под обработкой, с; причем, значения d и К устанавливают соответственно характеристикам взятого винтового рабочего органа в пределах 0 £d <1; 0 £ К < 1, которые для рабочих органов типа шнеков находятся в пределах 0 £d5£0,5, 0£К £ 0,5, а при малом (меньшем радиуса частиц продукта) зазоре с внутренней боковой поверхностью емкости витков шнека значение К = 0.
4. Устройство для тепловой обработки пищевых продуктов, включающее привод, связанный с установленной с возможностью вращения на оси цилиндрической емкостью, состоящей из боковой стенки в виде цилиндра с торцевыми загрузочной и выгрузочной стенками на его торцах, в которой размещены ИК-излучатели и имеются загрузочное и выгрузное отверстия, отличающееся тем, что загрузочное отверстие выполнено в загрузочной торцевой стенке, сама она снабжается конической загрузочной обечайкой соединенной по окружному периметру с торцевой загрузочной стенкой через лопатки а также соединенной с боковой стенкой в виде цилиндра, причем, загрузочная торцевая стека установлена с зазором к внутренней боковой поверхности указанного цилиндра, а в саму емкость помещен винтовой рабочий орган, установленный с возможностью вращения в сторону вращения емкости.
5. Устройство по п.4, отличающееся тем, что винтовой рабочий орган выполнен в виде шнека, который на участке расположения ИК-излучателей выполнен безвальным, причем ИК-излучатели расположены в свободном пространстве, охваченном витками шнека.
6. Устройство по пп.4 и 5, отличающееся тем, что выгрузное отверстие выполнено в выгрузной торцевой стенке, расположенной на противоположном загрузочной торцевой стенке торце емкости, а сама выгрузная торцевая стенка выполнена перфорированной в виде крестовины, снабжена конической выгрузной обечайкой и накрыта неподвижным выгрузным кожухом, имеющим смотровые лючки на своей поверхности.
Текст
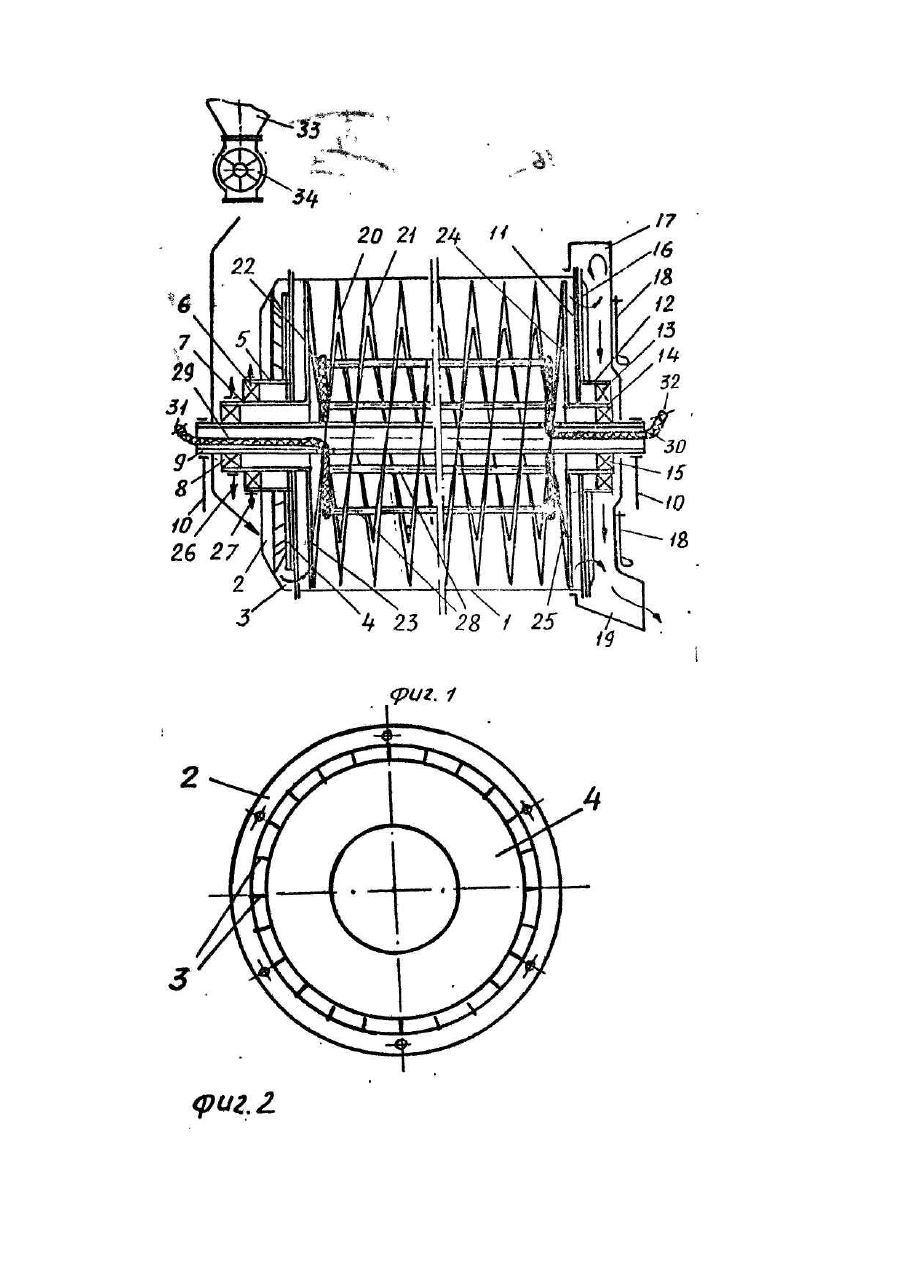
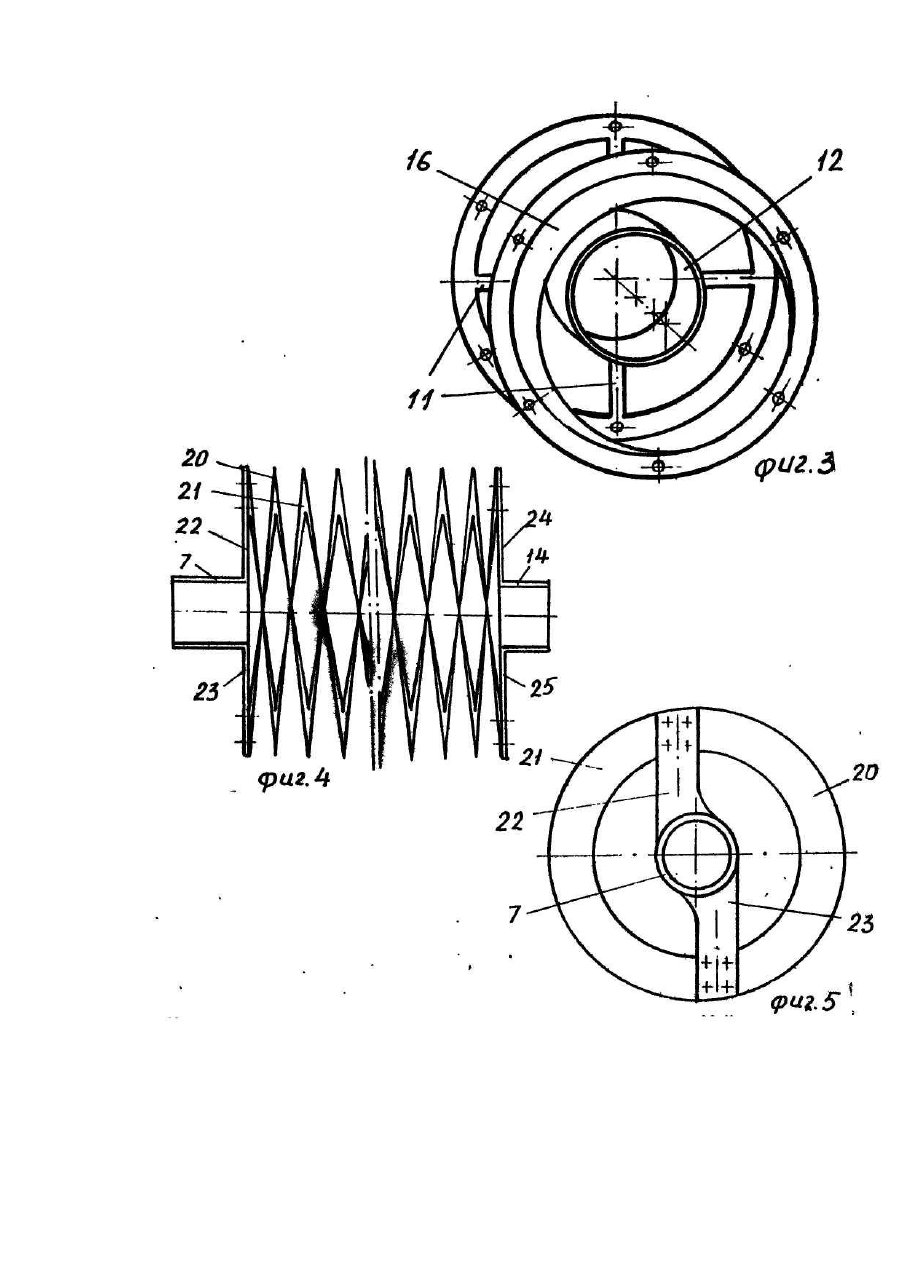
Заявляемое изобретение относится к области тепловой обработки пищевых продуктов и может быть использовано для обжаривания зерен кофе, сои и других такого рода продуктов путем их обработки ИКизлучением, т.е. микронизации, а также сушки зерновых материалов, например, зерна пшеницы, ячменя, проса и т.д. путем и нагрева ИК-излучением (инфракрасным излучением). Известен способ тепловой обработки зерна бобовых, кофе и других такого рода продуктов путем облучения слоя продукта ИК-излучением, включающий движение слоя продукта относительно ИКизлучателей, облучение слоя продукта ИК-излучением и перемешивание частиц продукта в слое при его обработке. Причем, перемешивание частиц продукта в слое осуществляется с помощью возвратнопоступательных движений слоя при колебаниях поверхностей, на которых располагается и движется этот слой [Авт.св. СССР №166035, кл. А 23 L1/18. 1/10, 05.08.89]. Недостатками этого способа является 2 повышенные энергозатраты на проведение процесса, малая его производительность и низкая равномерность обработки частиц продукта. Повышенные энергозатраты вызваны в этом случае большими потерями тепла и лучистой энергии ИКизлучателей в окружающее пространство, а также низкой степенью использования энергии ИК-излучения непосредственно продуктом, поскольку большая ее часть идет на нагревание элементов конструкции устройств для осуществления способа или безвозвратно рассеивается в окружающее пространство. Попытка увеличения производительности процесса увеличением толщины обрабатываемого слоя ведет в этом случае к резкому уменьшению равномерности обработки продукта. Кроме того, недостаточная степень перемешивания частиц в слое не дает возможности добиться высокой степени равномерности обработки продукта в этом способе вообще. Известно устройство для тепловой обработки пищевых продуктов по этому способу [Авт.св. СССР №166035, кл. А 23 L 1/18, 1/10, 05.08.89], содержащее ленточные транспортеры, ленты которых выполнены из прозрачного для ИК-излучения материала, над и под которыми установлены ИК-излучатели. Причем сами транспортеры при работе устройства совершают продольные колебания с помощью кривошипно-шатунного механизма, связанного с приводом таких колебаний. Благодаря выполнено лент транспортеров из материала прозрачного для ИК-излучения и двухстороннему облучению слоя продукта удается в этом случае несколько снизить общие энергозатраты, повысить производительность процесса и равномерность обработки частиц. Однако данное устройство обладает большой громоздкостью, сложно в изготовлении, недолговечно при своей эксплуатации как вследствие невозможности увязки требуемых условий прозрачности для ИК-излучения лент транспортеров с требуемыми механическими характеристиками этих лент при работе на изгиб в условиях повышенных температур, так и вследствие разрушающего воздействия на конструкцию колебательных движений транспортеров. Кроме того, потери тепловой и лучистой энергии в этом случае остаются довольно большими, само устройство может работать при относительно небольшой толщине обрабатываемого слоя, что снижает его производительность. Недостаточное перемешивание частиц в слое ведет к невысокой равномерности обработки частиц этим устройством. Наиболее близким по технической сущности с заявляемым способом является способ тепловой обработки пищевых продуктов, включающий подачу продукта в емкость, обработку продукта ИК-излучением с одновременным перемешиванием обрабатываемого продукта при вращении емкости и выгрузку его из емкости, Причем, в некоторых случаях обработку продукта ИК-излучением производят через перфорации в сетчатой боковой поверхности емкости [Заявка Франции №2645716, кл. А 23 N 12/00, 19.10.90//РЖ "Изобретения стран мира". -Вып. 3. - №8,1991 г. с. 46], В других случаях обработку продукта ИК-излучением производят облучением верхней поверхности пересыпающейся насыпи продукта в емкости путем расположения ИК-излучателей внутри самой емкости [Научно-технический бюллетень Центрального научноисследовательского проектно-технологического института механизации и электрофикации животноводства (ЦНИИПТИМЕЖ). - Запорожье. - Вып.32, - 1989. - С.12]. Поскольку в этом случае процесс проходит в закрытой емкости или в изолированном пространстве вокруг этой емкости, несколько снижаются тепловые потери в окружающее ее пространство. Интенсивное перемешивание продукта при вращении емкости увеличивает равномерность обработки частиц продукта. Однако у этого способа имеются и существенные недостатки. Во-первых, периодичность проведения процесса снижает в этом случае его производительность. Во-вторых, степень использования энергии ИКизлучения непосредственно продуктом в этом способе остается сравнительно невысокой. Дело в том, что продукт во вращающейся емкости располагается в виде пересыпающейся насыпи, смещенной в сторону вращения емкости, а ИК-излучение облучает эту насыпь сбоку от нее. Поскольку эта насыпь занимает сравнительно малый угол пространства вокруг ИК-излучателей, большая часть излучения непроизводительно тратится на нагрев элементов конструкции соответствующих устройств минуя продукт. Попытка увеличения производительности процесса путем увеличения количества продукта в емкости снижает равномерность его обработки. Поэтому в этом случае продукт обрабатывают по несколько раз (4-5 раз), путем периодической выгрузки продукта из емкости. Наиболее близким по технической сущности с заявляемым устройством для осуществления предлагаемого способа является устройство, включающее привод, связанный с установленной с возможностью вращения на оси цилиндрической емкостью, состоящей из боковой стенки в виде цилиндра с торцевыми стенками на его торцах, в которой размещены ИК-излучатели и имеются загрузочное и выгрузное отверстия [Научно-технический бюллетень ЦНИПТИМЕЖ.-Запорожье. - Вып. 32.-1989 - с. 12]. Недостатком данного устройства является его низкая производительность, вследствие периодического характера ведения процесса обработки продукта этим устройством. Вследствие того, что продукт в этой емкости занимает при его обработке сравнительно малый угол пространства вокруг излучателей, остаются относительно большими непроизводительные потери энергии ИК-излучателей, идущие на нагрев элементов конструкции данного устройства минуя продукт. При попытке увеличения производительности устройства путем увеличения количества продукта в емкости резко падает равномерность обработки продукта данным устройством. Задачей заявляемого способа тепловой обработки пищевых продуктов является усовершенствование известных способов их обработки ИК-излучением в закрытых вращающихся емкостях, при котором, путем изменения организации ведения процесса, характера расположения и движения продукта в емкости и ракурса, под которым проводится облучение продукта ИК-излучением, достигалась бы непрерывность процесса тепловой обработки продукта и максимально полное использование ИК-излучения излучателей непосредственно продуктом при сравнительно тонком и перемешивающимся слое продукта в емкости, а также строго контролируемом движении этого слоя в продольном оси вращения емкости направлении. Благодаря непрерывности процесса и максимально полному использованию энергии ИК-излучателей в этом случае достигается повышение производительности процесса тепловой обработки продукта, уменьшаются удельные энергозатраты на проведение такого процесса. Проведение процесса при сравнительно тонком перемешивающемся слое продукта, а также строго контролируемом движении этого слоя в продольном оси вращения емкости направлении позволяет достичь высокой равномерности обработки продукта при заданной и строго регулируемой степени обработки частиц продукта в таком процессе. Задачей заявляемого изобретения является такое усовершенствование устройства для осуществления способа, при котором, путем изменения конструкции торцевых стенок емкости, размещения внутри емкости транспортирующего рабочего органа и согласованного с ним расположения ИК-излучателей в этой емкости, достигалась бы возможность максимального увеличения облучаемой поверхности слоя продукта при его обработке в сравнительно тонком перемешивающемся слое при непрерывном процессе и строго контролируемом его перемещении в продольном оси вращения емкости направлении. Это позволяет резко повысить производительность устройства, снизить удельные энергозатраты на проведения процесса обработки продукта, обеспечить высокую равномерность обработки частиц продукта при заданной степени их тепловой обработки этим устройством. В части способа поставленная задача достигается тем, что в способе тепловой обработки пищевых продуктов, включающем подачу продукта в емкость, обработку продукта ИК-излучением с одновременным перемешиванием обрабатываемого продукта при вращении емкости и выгрузку его из емкости, согласно изобретению, продукт распределяют по внутренней боковой поверхности вращающейся емкости кольцевым слоем вокруг оси вращения емкости, размещая продукт в междувитковом пространстве винтового рабочего органа, установленного в емкость так, что его винтовая поверхность погружается в продукт, а саму емкость и винтовой рабочий орган вращают в одинаковом направлении со скоростью, обеспечивающей образование и поддержание кольцевого движения продукта вокруг оси вращения емкости, причем, облучение продукта ИКизлучением производят из внутренней полости кольцевого слоя продукта, а перемещение продукта вдоль емкости осуществляют за счет разности скоростей вращения емкости и винтового рабочего органа. Причем при подаче продукта в полость емкости, в которой его непосредственно распределяют указанным слоем, продукту придают окружную скорость U (м/с), направленную в сторону вращения емкости, значения которой устанавливают в пределах где при этом угловую скорость вращения емкости w с (1/с) для случаев, когда угловая скорость вращения винтовой поверхности w в (1/с) винтового рабочего органа равна или больше w с, устанавливают в пределах при этом в для случаев, когда значение w с равно или больше w в, значения w с устанавливают равными а значения w в устанавливают в пределах при постоянном соблюдении условия где Dw - разница между угловыми скоростями вращения емкости и винтовой поверхности винтового рабочего органе, 1 /с; R - радиус внутренней боковой поверхности емкости в сечении, в котором формируют кольцевое движение продукта вокруг оси вращения емкости, м; f - коэффициент трения качения, или скольжения частиц продукта по внутренней боковой поверхности емкости или коэффициент внутреннего трения продукта (берется коэффициент с наименьшим значением среди трех указанных); g - ускорение свободного падения тел, g = 9,81 м/с2; е - основание натуральных логарифмов, е = 2,7183; p - отношение длины окружности к ее диаметру, p=3,14. Согласно изобретению, значения w с выбирают большими значений w в в случаях, когда, двигаясь условно по винтовой поверхности винтового рабочего органа в направлении требуемого осевого перемещения продукта в емкости при его обработке совершают окружное перемещение вокруг оси вращения емкости в направлении, совпадающем с направлением вращения емкости; если же в аналогичном случае совершают окружное перемещение вокруг оси вращения емкости в направлении, встречном направлению вращения емкости, то значения w в устанавливают большими значений w с, причем Dw в каждом конкретном случае может определяться экспериментально исходя из конкретных особенностей взятого винтового рабочего органа и физико-механических свойств обрабатываемого продукта или устанавливаться из зависимости где L - длина емкости, м; S - шаг винтовой поверхности, м; d - отношение угловой скорости вращения продукта относительно емкости к угловой скорости вращения винтовой поверхности винтового рабочего органа относительно емкости, т.е. к Dw ; К - коэффициент осевого скольжения продукта относительно винтовой линии наружной кромки винтовой поверхности, равный отношению осевого пути буксования продукт относительно указанной винтовой линии за один оборот винтовой поверхности к шагу этой поверхности, т.е. к S; t - необходимое время пребывания продукта в емкости под обработкой, с; причем, значения d и К устанавливают соответственно характеристикам взятого винтового рабочего органа в пределах 0£d< 1, 0£K < 1, которые для рабочих органов типа шнеков находятся в пределах 0£d£0,5; 0£К£0,5, а при малом (меньше радиуса частиц продукта) зазоре с внутренней боковой поверхностью емкости витков шнека значение К = 0. В части устройства решение поставлен-. ной задачи достигается тем, что в устройстве для тепловой обработки пищевых продуктов, включающем привод, связанный с установленной с возможностью вращения на оси цилиндрической емкостью, состоящей из боковой стенки в виде цилиндра с торцевыми загрузочной и выгрузочной стенками на его торцах, в которой размещены ПК-излучатели и имеются загрузочное и выгрузочное отверстия, согласно изобретению, загрузочное отверстие выполнено в загрузочной торцевой стенке, сама она снабжается конической загрузочной обечайкой соединенной по окружному периметру с торцевой загрузочной стенкой через лопатки а также соединенной с боковой стенкой в виде цилиндра, причем, загрузочная торцевая стенка установлена с зазором к внутренней боковой поверхности указанного цилиндра, а в саму емкость помещен винтовой рабочий орган, установленный с возможностью вращения в сторону вращения емкости. Согласно изобретению, винтовой рабочий органвыполнен в виде шнека, который на участке расположения ИК-излучателей выполнен безвальным, причем, ИК-излучатели расположены в свободном пространстве охваченном витками шнека. Согласно изобретению, выгрузное отверстие выполнено в выгрузной торцевой стенке, расположенной на противоположном загрузочной торцевой стенке торце емкости, а сама выгрузная торцевая стенка выполнена перфорированной в виде крестовины, снабжена конической выгрузной обечайкой и накрыта неподвижным выгрузным кожухом, имеющим смотровые лючки на своей поверхности. Охватывая по всему боковому периметру ИК-излучатели кольцевой слой продукта, расположенный между винтовыми поверхностями винтового рабочего органа, воспринимает непосредственно на себя практически всю энергию ИК-излучения, что обеспечивает высокую степень использования этого излучения продуктом, повышает производительность процесса и снижает его энергоемкость. Непрерывная регулируемая подача продукта в осевом направлении, которая осуществляется за счет разности оборотов емкости и винтовой поверхности винтового рабочего органа, обеспечивает высокую равномерность обработки продукта при гарантируемой степени его обработки непрерывном ведении процесса обработки частиц в кольцевом слое. Это обеспечивается также и выбранными диапазонами выбора режимов и параметров проведения такого процесса. Так, в частности, выражение для определения значений [U] получено из условий гарантированного достижения всеми частицами продукта, поступившими в нижнюю точку боковой поверхности емкости, величины центробежной силы в верхней точке боковой поверхности емкости, равной силе их веса. Это обеспечивается выход всех частиц на кольцевую траекторию движения вокруг оси вращения емкости. Верхний предел значений U а также верхнее значение w с при w в³w с и верхнее значение w в при w с³w в установлены исходя из условий, при которых предельное значение силы трения частиц продукта по боковой поверхности емкости в ее верхней точке равно силе их веса. Поскольку во всех других точках на внутренней боковой поверхности емкости смещающая продукт относительно емкости тангенциальная составляющая силы их веса меньше или равна силе их веса, а прижимающая к боковой поверхности емкости их центробежная сила в сумме с нормальной составляющей силы их веса всегда больше такой же силы в верхней точке сечения емкости, это условие гарантирует отсутствие самопроизвольного смещения частиц относительно емкости во всех точках ее боковой поверхности. Дальнейшее увеличение прижимающей силы нецелесообразно, поскольку оно приведет лишь к излишнему истиранию продукта и износу поверхности емкости. Причем, поскольку один из элементов (емкость или винтовой рабочий орган) вращается со скоростью, которая больше указанного верхнего ее значения на величину Dw , дальнейшее увеличение верхнего значения w с при условии w в ³ w с или верхнего значения w в при условии w c³w в становиться нецелесообразным вообще. Нижнее значение w с и w в установлены исходя из минимальных значений w с и w в, при которых еще сохраняется возможность выхода продукта на кольцевую траекторию движения вокруг оси вращения емкости при предельных значениях f = 1. Поскольку в условиях w с³w в и w в³w с допустимые значения w с и w в брались по органу, который вращается медленнее, исключается в соответствующих случаях срыв кольцевого движения продукта за счет его затормаживания другим органом. Условие R w с ³ U обеспечивает ориентацию силы трения продукта о емкость на начальном восходящем участке в направлении его разгона. Выражение для Dw получено исходя из времени t прохождения продуктом пути L, а значение d соответствует литературным данным [Зуев Ф.Г. и др. Подъемно-транспортные машины зерноперерабатывающих предприятий. - М.: Агропромиздат, 1985, с. 116]. Благодаря указанному выполнению загрузочной торцевой стенки устройства для осуществления способа тепловой обработки пищевых продуктов достигнута непрерывная загрузка продукта во вращающуюся емкость с начальным разгоном продукта до скорости U при его прохождении в полость емкости, в которой он непосредственно распределяется кольцевым слоем, что предусмотрено указанным способом. Указанное выполнение выгрузной стенки позволяет осуществить непрерывную выгрузку продукта из емкости после его обработки, а также контроль за процессом. Кроме того, это позволяет вращать емкость на оси, что упрощает конструкцию устройства, минимизирует потели тепла в окружающее пространство. Размещение внутри емкостивинтового рабочего органа позволяет осуществить регулируемое и контролируемое перемещение продукта вдоль емкости, что обеспечивает достижение требуемой степени обработки продукта в емкости. Дополнительное перемешивание продукта винтовым рабочим органом повышает дополнительно равномерность обработки частиц. Безвальное выполнение винтовой поверхности в виде витков шнека на участке расположения ИКизлучателей позволяет весьма просто расположить эти излучатели в свободном пространстве центральной области такого шнека и упростить подвод силовых электрокоммуникаций к ним. Совмещение осей вращения емкости и винтового рабочего органа в виде шнека упрощает их привод и изготовление последнего. При этом его витки охватывают продукт по всему окружному периметру боковой поверхности емкости, чем исключается самопроизвольное смещение продукта вдоль емкости. Таким образом, выбранные режимы и параметры работы устройства а также его конструктивные особенности позволяют осуществить все операции предложенного способа, а следовательно, достичь решения задач, поставленных как перед способом тепловой обработки пищевых продуктов, так и перед устройством для его осуществления. Сущность настоящего способа и устройства для его осуществления дополнительно поясняется на чертежах, где на фиг.1 схематически показано данное устройство для тепловой обработки пищевых продуктов, вид сбоку; на фиг.2 - вид загрузочной торцевой стенки емкости со стороны ее внутренней полости; на фиг.3 - выгрузная торцевая стенка и коническая выгрузная обечайка в аксонометрическом изображении; на фиг.4 - общий вид винтового рабочего органа, выполненного в виде шнека, вид сбоку; на фиг.5 - общий вид винтового рабочего органа, выполненного в виде шнека, вид со стороны загрузочного конца. Устройство состоит из емкости, боковая стенка которой выполнена в виде цилиндра 1, на торцах которого имеются фланцы, фиг.1. К его переднему фланцу закреплена коническая загрузочная обечайка 2, которая лопатками 3 соединяется по окружному периметру с загрузочной торцевой стенкой 4 емкости. Причем, торцевая стенка 4 выполнена с окружным кольцевым зазором с внутренней боковой поверхностью цилиндра 1. Стенка 4 своим стаканом 5 через подшипник 6 опирается на стакан 7, который в свою очередь через подшипник 8 опирается на неподвижную пустотелую ось 9, установленную на раме 10 устройства, задним фланцем цилиндр 1 соединен с выгрузной торцевой стенкой 11, которая выполнена перфорированной и имеет вид крестовины со стаканом 12 в центре, которым она через подшипник 13 опирается на стакан 14. Стакан 14 через подшипник 15 опирается на ось 9. На выгрузную торцевую стенку 11 установлена коническая выгрузная обечайка 16, а весь выгрузной конец цилиндра 1 охватывается неподвижным выгрузным кожухом 17, в котором имеются смотровые лючки 18 и выгрузной патрубок 19. Внутрь в цилиндр 1 с минимальным зазором к его внутренней боковой поверхности соосно друг другу и цилиндру 1 установлены две винтовые шнековые лопасти (витки) 20 и 21 двухзаходного шнека, выполненного на всем их промежутке безвальным. Со стороны стенки 4 лопасти 20 и 21 жестко крепятся к стойкам 22 и 23, жестко закрепленных на стакане 7 или выполненных заодно с ним. На противоположном конце лопасти 20 и 21 шнека аналогично крепятся к жестким стойкам 24 и 25 на стакане 14. При этом на стакане 7 установлена звездочка 26 привода шнека, а на стакане 5 установлена звездочка 27 привода емкости. В свободной области охваченной. винтовыми шнековыми лопастями 20 и 21, вокруг ост 9 установлены ИК-излучатели 28, которые крепятся стойками (на чертеже показаны) к оси 9 электрически изолированно от нее. ИК-излучатели 28 проводами 29 и 30 соединяются с токоподводящими электрическими клеммами 31 и 32. При этом, провода 29 и 30 проходят к ИК-излучателям через неподвижную пустотелую ось 9 и имеющиеся в ней радиальные отверстия, фиг.1. На фиг.1 схематически показан бункер 33 со шлюзовым питателем 34. Привод емкости и шнека через звездочки 26 и 27 на фиг.1 не показан. На фиг.1 показан вид загрузочной торцевой стенки 4 со стороны внутренней полости емкости. На ней показан фланец конусной загрузочной обечайки 2. В зазоре между внутренним диаметром этого фланца, равного диаметру внутренней боковой поверхности цилиндра 1 (фиг.1), и стенкой 4 видны лопатки 3 (фиг.2), которыми конусная загрузочная обечайка 2 соединяется со стенкой 4. На фиг.3 показана конструкция выгрузной торцевой стенки 11 со стаканом 12 в ее центральной части, а также конической выгрузной обечайки 16, представленных в аксонометрическом изображении. На фиг.4 схематически показан вид сбоку двухзаходкого шнека данного устройства, лопасти 20 и 21 которого жестко соединены к стойкам 22 и 23 стакана 7 а также к стойкам 24 и 25 стакана 14. На фиг.5 дан вид этого шнека по оси. Предложенный способ тепловой обработки пищевых продуктов осуществляется данным устройством следующим образом. Нормальное его положение горизонтальное, хотя оно может работать и под наклоном. Подавая напряжение на ИК-излучатели 28 разогревают их до температуры излучения ими ИК-излучения, Включая привод емкости (на фиг.не показан), его вращение через звездочку 27 передают стакану 5, стенке 4, лопаткам 3, конической загрузочной обечайке 2, цилиндру 1, выполненной в виде крестовины стенке 11, конической выгрузной обечайке 16 и стакану 12, т.е. всей емкости. Включая привод шнека (на фиг. не показан), его вращение через звездочку 26 передают стакану 7 со стойками 22 и 23, винтовым шнековым лопастям 20 и 21, стойкам 24 и 25 и стакану 14, т.е. всему шнеку. Включением шлюзового питателя 34 продукт из бункера 33 дозированным потоком подают в коническую загрузочную обечайку 2 (направление подачи указано на фиг.1 стрелкой). Скользя по конической поверхности обечайки 2 продукт попадает на лопатки 3, которые придают продукту необходимую окружную скорость U. Через щель между стенкой 4 и боковой внутренней поверхностью цилиндра 1 продукт попадает в полость этого цилиндра, увлекаясь силами трения о его поверхность в кольцевое движение, равномерно распределяясь кольцевым слоем на этой поверхности. Если в представленном на фиг.1 и 4 направлении навивки винтовых шнековых лопастей 20 и 21 направление вращение емкости взято по часовой стрелке (глядя со стороны стенки 4), то по условиям способа необходимо соблюдать условие w в ³w с, при котором w в =w с + Dw. В этом случае, обгоняя емкость на величину Dw , лопасти 20 и 21 внедряются своими передними кромками в кольцевой слой продукта, отделяют от него спиралевидные потоки, заключают их между своими винтовыми поверхностями и перемещают их к выгрузной стенке 11. При обратном указанному направлении вращения емкости, необходимо соблюдать условие w с³w в, при котором w с=w в+ Dw. В этом случае, обгоняя на величину Dw винтовые шнековые лопасти 20 и 21, кольцевой слой продукта набегает на их передние кромки, отделяется спиралевидными потоками, размещается между их поверхностями и перемещается к выгрузной стенке 11. Пройдя за время t всю длину L емкости продукт проталкивается через перфорации в стенке 11 в обечайку 16, переваливается через ее края в выгрузной кожух 17, из которого через патрубок 19 выгружается в тару для сбора готового продукта. Пребывая в емкости заданное время t, продукт обрабатывается ИК-излучением от излучателей 28 и нагревается при его дополнительном перемешивании лопастями 20 и 21. В результате в нем происходит диструкция ингибиторов, сам продукт прожаривается и высушивается. При этом излишняя влага испаряется из слоя продукта в центральную область емкости и удаляется через перфорации стенки 11 и патрубок 9 наружу с помощью воздушного потока, создаваемого лопатками 3 при вращении емкости. Контроль за прохождением процесса обработки продукта осуществляет оператор через смотровые лючки 18. Регулирование процессом он осуществляет изменением оборотов шнековых лопастей 20 и 21 изменением передаточного отношения вариатора, установленного в их приводе (вариатор на фиг.не показан), чем достигается заданная степень обработки продукта. Причем при необходимости уменьшения времени пребывания продукта под обработкой в полости емкости значение Dw увеличивают, а в обратном случае - уменьшают, осуществляя таким образом все операции предложенного способа.
ДивитисяДодаткова інформація
Автори англійськоюSmahlii Vasyl Ivanovych
Автори російськоюСмуглий Василий Иванович
МПК / Мітки
МПК: A23N 12/00
Мітки: здійснення, спосіб, обробки, продуктів, теплової, пристрій, харчових
Код посилання
<a href="https://ua.patents.su/7-21286-sposib-teplovo-obrobki-kharchovikh-produktiv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб теплової обробки харчових продуктів і пристрій для його здійснення</a>
Пристрій для теплової обробки харчових продуктів

Номер патенту: 6280
Опубліковано: 29.12.1994
Автори: Рубцов Сергій Михайлович, Пліц Марк Анисимовіч, Книжник Давід Володимирович
МПК: A47J 27/00, A47J 37/00
Мітки: пристрій, харчових, теплової, продуктів, обробки
Формула / Реферат:
Устройство для тепловой обработки пищевых продуктов, содержащее конусную рабочую камеру, паровую рубашку со спиралеобразными каналами для прохода пара и вертикальную мешалку с установленными одна под другой лопастями, отличающееся тем, что, с целью улучшения качества продукта, дно камеры представляет собой полый конус, вершина которого направлена вверх, паровая рубашка расположена в полости конуса, каждый спиралеобразный канал выполнен с...
Спосіб безперервного визначення вологості сипучих харчових продуктів та пристрій для його здійснення
Номер патенту: 4763
Опубліковано: 28.12.1994
Автори: Ганс Етікер, Емануель Куммер
МПК: G01N 27/22, G01N 33/10
Мітки: вологості, здійснення, харчових, продуктів, безперервного, сипучих, пристрій, визначення, спосіб
Формула / Реферат:
1. Спосбб непрерывного определения влажности сыпучих пищевых продуктов, в частности зерна и продуктов его переработки, предусматривающий разделение потока сыпучего пищевого продукта на измеряемый и байпасный потоки, пропускание их под действием силы тяжести соответственно через измерительную и байпасную зоны с последующим получением, за этими зонами объединенного потока, замедление скорости истечения измеряемого потока сыпучего пищевого...
Спосіб термічної обробки харчових продуктів та обладнання для його здійснення

Номер патенту: 8105
Опубліковано: 26.12.1995
Автори: Корнієнко Микола Іванович, Тимощук Іван Іванович, Бондар Віталій Іванович, Андреева Людмила Данилівна, Усатенко Ніна Федорівна
МПК: A22C 11/00, A23B 4/03
Мітки: здійснення, обладнання, продуктів, спосіб, харчових, обробки, термічної
Пристрій для термічної обробки харчових продуктів
Номер патенту: 16980
Опубліковано: 29.08.1997
Автори: Воробйов Вячеслав Михайлович, Інжиянц Артем Олексійович, Вінокуров Григорій Аркадійович, Братута Едуард Георгійович
МПК: A23B 4/005, A23B 4/044
Мітки: пристрій, харчових, термічної, продуктів, обробки
Формула / Реферат:
Устройство для термической обработки пищевых продуктов, содержащее теплоизолированную камеру, вентилятор, нагреватель рабочей среды, ввод рабочей среды, раму для размещения обрабатываемых продуктов, установленную на днище камеры под вентилятором, и два экрана, расположенные по обе стороны от рамы и разделяющие камеру с образованием циркуляционного контура между выходом и входом вентилятора, проходящего через две полости между экранами и...
Пристрій для термічної обробки харчових продуктів

Номер патенту: 7987
Опубліковано: 26.12.1995
Автори: Воробйов Вячеслав Михайлович, Інжиянц Артем Олексійович, Вінокуров Григорій Аркадійович, Братута Едуард Георгійович
МПК: A23B 4/044, A23B 4/005
Мітки: харчових, обробки, продуктів, пристрій, термічної
Формула / Реферат:
1. Устройство для термической обработки пищевых продуктов, содержащее теплоизолированную камеру, центробежный нагревательный ротор с валом, установленным с возможностью вращения и снабженным приводом вращения, средства для подачи рабочей среды на вход центробежного нагревательного ротора, экраны, разделяющие камеру с образованием рециркуляционного контура между входом и выходом центробежного нагревательного ротора, отличающееся тем, что...
Попередній патент: Повітророзподілювач відсадних машин
Наступний патент: Монохроматичний однокомпонентний імерсійний асферичний об’єктив для запису та зчитування інформації
Випадковий патент: Прилад для вивчення процесу розтягування матеріалу