Спосіб виготовлення хіміко-термомеханічної маси
Номер патенту: 38007
Опубліковано: 25.12.2008
Автори: Паламарчук Микола Федорович, Мороз Валентина Миколаївна, Слєпченко Роман Юрійович
Формула / Реферат
1. Спосіб виготовлення хіміко-термомеханічної маси шляхом термогідролітичного оброблення деревних трісок насиченою парою у дефібраторі за підвищених температури та тиску, розмелювання оброблених трісок у дефібраторі за тих же температури та тиску і багатоступеневого розмелювання отриманої волокнистої маси, який відрізняється тим, що термогідролітичне оброблення трісок проводять протягом 5-15 хв. за температури 140-160 °С у присутності їдкого натру за його витрати 4,0-6,0 % від маси абсолютно сухих трісок.
2. Спосіб за п. 1, який відрізняється тим, що термогідролітичне оброблення проводять за гідромодуля 1:1-1:1,5.
3. Спосіб за п. 1, який відрізняється тим, що розмелювання волокнистої маси здійснюють до ступеня млива 25-35°ШР.
Текст
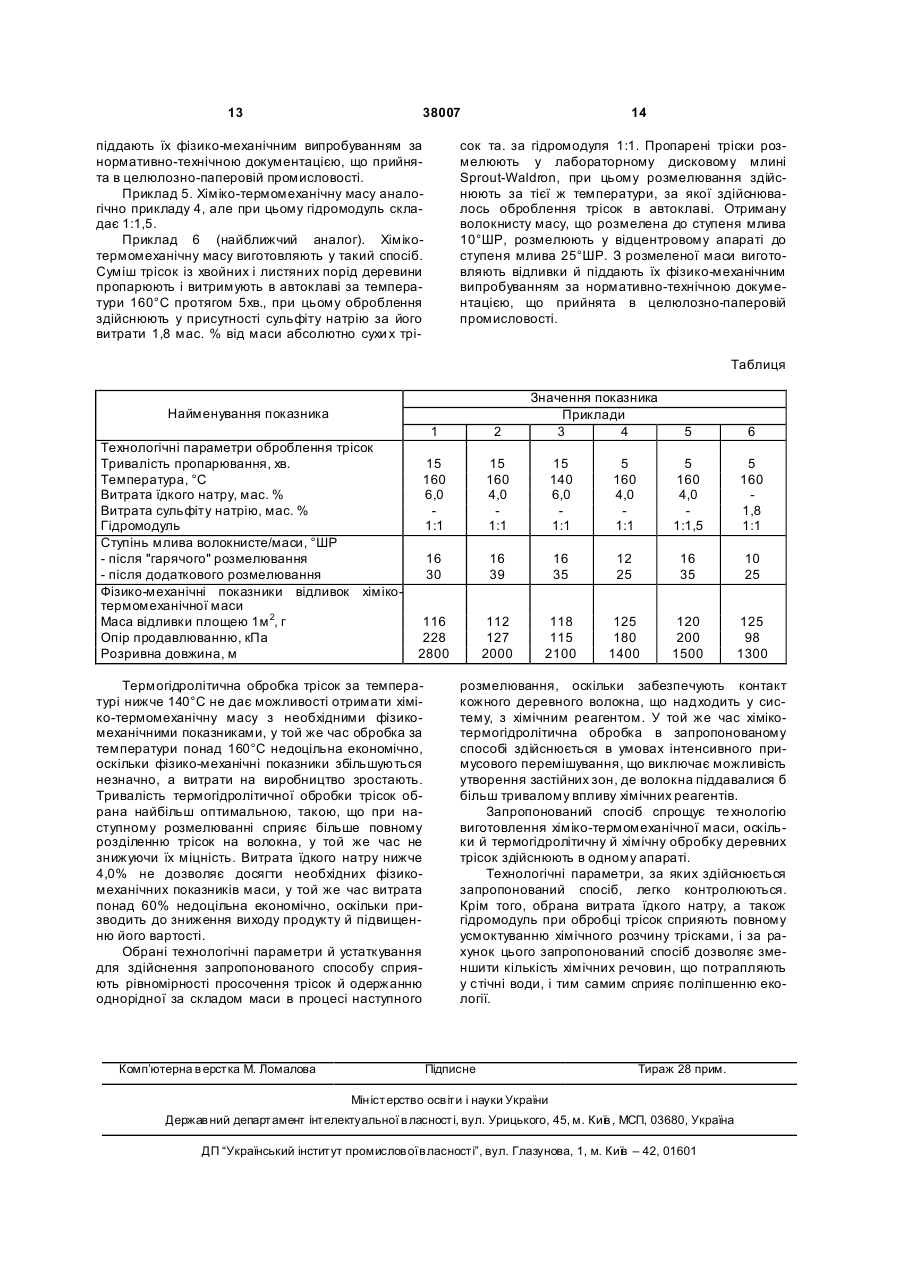
1. Спосіб виготовлення хімікотермомеханічної маси шляхом термогідролітичного оброблення деревних трісок насиченою парою у дефібраторі за підвищених температури та тиску, розмелювання оброблених трісок у дефібраторі за 3 38007 саліцилової кислоти в процесі обробки вихідної сировини насиченою парою, призводить до зниження енерговитрат на розмелювання і отримання в результаті розмелювання менш ушкоджених волокон, що призводить до підвищення показників міцності отриманої волокнистої маси. Відомий спосіб здійснюють таким чином. Тріски вологістю 50% завантажують у терморозділювач, у який потім подають саліцилову кислоту у вигляді водяного розчину або суспензії в кількості 0,05-5% від маси абсолютно сухи х трісок у перерахуванні на суху кислоту. У терморозділювачі тріски піддають гідротермічній обробці за температури 180°С протягом 2хв., а потім розмелюють протягом 2хв. за тих самих умов. З отриманої маси після розведення до 5%-ної концентрації й додаткового розмелювання на дисковому млині отримують лабораторні зразки паперу. Відомий спосіб дає можливість отримати якісний волокнистий напівфабрикат високого виходу для виготовлення паперу, картону й деревинноволокнистих плит і знизити енергетичні витрати на його отримання. Але при цьому використання саліцилової кислоти в процесі обробки трісок за підвищеної температури призводить до корозії устаткування. До того ж, саліцилова кислота не є традиційним хімікатом для використання в целюлозно-паперовій промисловості і її вплив на процес і на показники стічних вод не досліджено. Відомий спосіб виготовлення деревної маси [заявка №2626905, Франція, МПК D21В1/14, D21B1/02; D21D1/30, заявл. 05.02.88, опубл. 11.08.89]. Відповідно до відомого способу тріски просочують Nа2SO3 і ін. реагентами у двошнековому пресі за температури 60-100°С. Шнеки із прямою й зворотною нарізкою й змінним кроком забезпечують достатнє просочення трісок за рахунок почергового стискання й розширення пробки, що утворюється у двошнековому пресі. Із двошнекового преса тріски сухістю 2-20мас. % надходять в 2 молоткові млини. Деревна маса, отримана в молоткових млинах, проходить через розташовані під молотками напівциліндричні сита із круглими отворами діаметром 1-5мм або із щілинами шириною 0,4-2мм, вивантажується в збірник деревної маси й скеровується на сортування. Відсортовану деревну масу подають у потік картоноробної машини. Відходи сортування домелюють на молоткових млинах і направляють у збірник деревної маси. Відомий спосіб дає можливість отримати довговолокнисту масу за меншої, ніж у дискових млинах, витрати електроенергії. Але при цьому фізико-механічні показники деревної маси, отриманої відомим способом, більшою мірою залежать від режиму розмелювання, ніж від режиму обробки хімічними реагентами. Відомий хіміко-механічний спосіб отримання деревної маси [М.Н. Смирнов, Н.А. Солдатова. Получение древесной массы из щепы лиственной древесины. Реферативная информация «Целлюлоза, бумага, картон», 1977, №6, с. 9-11], відповідно до якого тріски з листяної деревини обробляють протягом 60-80хв. за температури 70-90°С розчином лугу й сульфіту натрію. Лужні розчини, що містять їдкий натр, сприяють набуханню дере 4 вини, її пластифікації і полегшують розділення деревини на волокна. Сульфіт натрію додають до лужного розчину для того, щоб скоротити кількість хромофорних груп, що забарвлюють деревну масу, і тим самим підвищити білість цільового продукту. Витрата хімікатів становить 2-3% від абсолютно сухої деревини. Зазначені у відомому способі режими обробки трісок сприяють просоченню хімікатами лише на незначну глибину 0,4-0,6мм (розміри трісок 25´20´3мм). Основна ж внутрішня частина трісок (1,8-2,2мм) залишається не обробленою хімікатами, а це спричиняє збільшення необробленого, нефібрильованого волокна, костри й грубої фракції в готовій масі, що знижує фізико-механічні показники деревної маси, збільшує кількість відходів сортування, а значить і підвищує енерговитрати. Збільшення терміну оброблення трісок хімікатами спричиняє різке зменшення виходу цільового продукту. Недоліком відомого способу є неможливість підвищення якості цільового продукту, а також висока витрата енергії на виробництво деревної маси. Відомий спосіб отримання деревної маси [А. с. СССР №979554, МПК D21B1/16, заявл. 30.06.81, опубл. 07.12.82], що включає просочення деревних трісок лужним розчином за підвищеної температури, відділення відпрацьованого просочувального розчину й розмелювання трісок у два ступеня. При цьому між ступенями розмелювання тріски обробляють відпрацьованим просочувальним розчином, узятим у кількості, що забезпечує рН середовища 10,4-12,1 за температури 65-90°С протягом 10-30хв. Зазначені значення рН середовища 10,4-12,1 є початковими при здійсненні хімічної обробки між ступенями розмелювання, причому кількість відпрацьованого просочувального розчину, що вводиться у початковий момент обробки, відповідає певній концентрації лугу в цьому розчині. У процесі обробки розчином протягом 10-30 хв. за температури 65-90°С рН середовища знижується від 10,4-12,1 до 7,4-8,2. Відомий спосіб отримання деревної маси здійснюють таким чином. Промиті тріски подають в апарат безперервної дії, у якому здійснюють просочення їх протягом 25-50 хв. за температури 5090°С лужним розчином, що містить, наприклад, гідроокис натрію й сульфіт натрію. Після попереднього просочення трісок в просочувальному апарату їх подають в імпресіфайнер, де відбувається відділення відпрацьованого просочувального розчину від трісок. Потім тріски надходять на перший ступінь розмелювання. Розмелювання здійснюють за масової частки сухої речовини в суспензії 2030%. Після цього волокнисту масу обробляють відпрацьованим просочувальним розчином, що містить у своєму складі карбонат натрію, гідроокис натрію, сульфіт натрію, натрієві солі органічних кислот і органічні речовини, що перейшли в розчин у процесі просочення трісок. Оброблення проводять за початкового значення рН маси 10,4-12,1, а закінчують за рН 7,4-8,2. Температуру підтримують у межах 65-90°С протягом 10-30хв. Оброблену волокнисту масу подають на другий ступінь роз 5 38007 мелювання. Концентрація маси на другому ступені розмелювання складає 12-18%. Оброблення волокнистої маси між ступенями розмелювання відпрацьованим просочувальним розчином дозволяє знизити вміст грубого волокна в готовій масі й підвищити розривну довжину цільового продукту. Це обумовлено тим, що завдяки високій температурі в лужному середовищі хімікати відпрацьованого просочувального розчину, впливаючи на пучки волокон, викликають набухання й пластифікацію компонентів деревини. У результаті відбувається більш легке розділення пучків волокон на окремі волокна без значного їх ушкодження, що в остаточному підсумку призводить до зменшення вмісту дрібного нефібрильованого волокна й грубого волокна (костри). Використання відпрацьованого просочувального розчину в те хнологічному процесі виробництва деревної маси призводить також до зменшення забруднень навколишнього середовища. Але при цьому відомий технологічний процес отримання деревної маси є складним, до того ж, коливання складу відпрацьованого просочувального розчину викличе й нерівномірність фізико-механічних показників деревної маси. Відомий спосіб виготовлення деревної маси з листяної деревини [Ласкеев П.Х.. Производство древесной массы. - М.: Лесная промышленность, 1967. - 582с.]. У відомому способі тріски просочують розчином їдкого натру 2,5%-ної концентрації у швидкодіючому котлі (Rapid Cycle) під тиском 10,5атм. протягом 20хв. за звичайної температури. Щільність завантаження 190кг абс. сухи х трісок з листяних порід деревини в 1м 3 котла. Загальний оборот котла 30-35хв. Просочені тріски витримують у басейні, потім подають шнековим транспортером на пресфайнер Бауера, де вони подрібнюються в гр убу волокнисту масу й віджимається луг, який використовується повторно. Потім масу розмелюють на рафінерах Бауера у два ступеня, сортують на відцентрових сортувалках типу Ковена у два ступеня й очищають на центриклінерах у два ступеня. Відходи від відцентрових сортувалок повертають у резервуар разом з надлишковими трісками від пресфайнера й рафінерів. Відсортовану масу промивають на вакуум-фільтрах і подають ковшовим елеватором і шнеком у башту для відбілювання. Витрата їдкого натру становить близько 4мас.% від маси абсолютно сухих трісок, вихід маси 85%. У відомому способі тріски просочують за звичайної температури і витримують їх у басейні. Такий спосіб вимагає тривалого оброблення маси. Тріски за такого способу оброблення із зусиллям розщеплюються на волокна й вимагають підвищеної витрати електроенергії на розмелювання. Це обумовлено тим, що при холоднолужній обробці лігнін з деревини хвойних порід виділяється в невеликій кількості, і структура деревної тканини мало розпушується (пластифікується), крім того, гідролітичні процеси при холодно-лужній обробці деревини хвойних порід відбуваються меншою мірою, ніж у разі використання деревини листяних порід. Такий спосіб оброблення для деревини хвойних порід мало придатний. 6 Відомий спосіб виготовлення хімікотермомеханічної деревної маси [патент №514593, Австралія, МПК D21В1/14, D21В1/12, заявл. 20.04.76, опубл. 19.10.78]. Відповідно до відомого способу тріски з листяної деревини попередньо просочують NaOH і Na2SO3. Тривалість попереднього просочення 5-24 години, тривалість просочення за температури 80°С становить 30хв. і за температури 100°С - 5хв. Питома витрата NaOH становить 2-5%, Na2SO3 1-2%. Гідромодуль 5:1. Після видалення надлишкового лугу тріски нагрівають протягом 1-2 хв гострою парою за температури 110°С. Хіміко-термомеханічну масу виробляють у дискових млинах в 1 або 2 ступені. Недоліком відомого способу є тривале просочення трісок і високий гідромодуль під час обробки трісок. Відомий спосіб виготовлення деревної маси [А. с. СССР №1219695, МПК D21В1/02, D21B1/12, заявл. 09.01.85, опубл. 23.03.86]. Відповідно до відомого способу перед розділенням трісок на волокна їх піддають обробленню гідроксидом натрію за його витрати 6-9% від маси абсолютно сухих трісок, розділення оброблених трісок на волокна здійснюють шляхом їх роздавлювання між гладкими поверхнями. Відомий спосіб здійснюють таким чином. Тріски з осикової деревини просочують 0,81,7%-ними розчинами гідроксиду натрію (витрата його при цьому становить від 5 до 10% від маси абсолютно сухи х трісок) протягом 3,5 годин за звичайної температури. Потім луг зливають, а тріски пропускають між гладкими поверхнями апарата, що являє собою вертикальний нерухомий циліндричний корпус з ротором, що ексцентрично обертається усередині корпусу зі швидкістю 3000об/хв (тиск між поверхнями при цьому 5кг/см 2), промивають і пропускають ще кілька разів до отримання маси зі ступенем млива 30°ШР (градусів Шопер-Риглера). Отриману деревну масу обробляють сульфітом натрію за витрати його 20% від абсолютно сухої деревної маси за температури 130°С протягом 50хв. і розмелюють до ступеня млива 70°ШР. Недоліком відомого способу також є тривале просочення трісок за звичайної температури. До то го ж, цей спосіб придатний переважно для переробки трісок з листяних порід деревини. Відомий спосіб отримання деревної маси [А. с. СССР №827656, МПК D21B1/16, заявл. 11.07.79, опубл. 07.05.81], що включає хімічну обробку лігноцелюлозного матеріалу за підвищеної температури, відділення відпрацьованого реагенту й розмелювання маси на рафінерах у два ступені. При цьому між ступенями розмелювання проводять розподіл маси на велику й дрібну фракції, потім велику фракцію піддають хімічній обробці, відділяють з неї відпрацьований реагент і подають на перший ступінь розмелювання, а дрібну фракцію подають на другий ступінь розмелювання. Велику фракцію піддають обробці сумішшю карбонату й сульфіту натрію або гідроокису й сульфіту натрію, або відпрацьованим лугом за температури 40-60°С протягом 5-20хв. Велику фракцію піддають хімічній обробці разом з вихідними лігноцелюлозними матеріалами або роздільно. 7 38007 Відомий спосіб отримання деревної маси здійснюють таким чином. Промиті тріски подають у просочувальний апарат, у якому здійснюється обробка протягом 20-40хв. за температури 60-80°С лугом, що містить їдкий натр (NaOH) і сульфіт натрію (Nа2SO3). Після попередньої обробки трісок хімікатами їх подають на імпресіфайнер, у якому відбувається відділення відпрацьованого просочувального розчину від трісок. Потім тріски надходять на перший ступінь розмелювання за масової частки сухої речовини в суспензії 20-30%. Після цього волокниста маса, що складається з окремих волокон, пучків волокон, сірників і дрібних трісочок, проходить ступінь сортування, де відокремлюється необроблена й непросочена хімікатами велика фракція, що складається із дрібних трісочок, сірників і пучків волокон, від уже просоченої й частково фібрильованої дрібної фракції, що складається з окремих волокон. Велику фракцію маси, що складає 40-50% від маси абсолютно сухої деревини та складається з пучків волокон, сірників і дрібних трісочок, направляють на додаткове хімічне оброблення. Хімічне оброблення проводять в окремому просочувальному апараті сумішшю розчинів карбонату й сульфіту натрію або гідроокису й суль фіту натрію, або відпрацьованим лугом. Можливий варіант оброблення великої фракції в тому ж просочувальному апараті, де обробляють вихідні тріски. Велику фракцію обробляють за температури 40-60°С протягом 5-20хв. Після додаткового оброблення матеріал проходить через імпресіфайнер і знову потрапляє на перший ступінь розмелювання, де перетворюється в дрібну фракцію частково фібрильованих окремих волокон. Дрібну фракцію, що складається із частково фібрильованих окремих волокон, скеровують на другий ступінь розмелювання, де їх піддають додатковій механічній дії. Масова частка волокна в суспензії на другому ступені розмелювання 1218%. Операція сортування маси між ступенями розмелювання, коли частина маси у вигляді пучків волокон, сірників і дрібних трісочок відокремлюється від фібрильованої маси й піддається додатковій хімічній обробці, дозволяє підвищити якісні показники цільового продукту. Це обумовлено тим, що обробка великої відсортованої фракції хімікатами дозволяє пластифікувати всю деревину. А це спричиняє легке відділення волокон одне від одного без значного їхнього ушкодження, що, в остаточному підсумку, знаходить відображення в поліпшенні паперотворних властивостей цільового продукту. Крім цього, у готовій деревній масі зменшується вміст костри й дрібного нефібрильованого волокна. Однак при цьому відомий процес є складним для контролю, до того ж, розподіл маси на фракції вимагає підвищеної витрати електроенергії. Відомий спосіб отримання волокнистого напівфабрикату високого виходу [патент №2281353, РФ, МПК D21B1/16, D21C1/00, D21C1/02, D21C1/06]. Відомий спосіб використовується при виробництві хіміко-термомеханічної маси з листяної деревини, призначеної для складання компо 8 зицій паперу й картону, переважно гофрованого картону. Відомий спосіб отримання волокнистого напівфабрикату високого виходу включає хімічну обробку й термічну обробку деревних трісок з листяної деревини в шнековому апараті, наступне багаторазове розмелювання і сортування, при цьому термічну обробку проводять у два ступеня за температури на першому ступені 100-120°С, а на другому ступені - за температури 150-160°С. При цьому хімічну обробку трісок здійснюють в один ступінь, після першого ступеня термічної обробки, за витрати розчину гідроксиду натрію 3,54,0% в од. Na2О. Відомий спосіб отримання волокнистого напівфабрикату високого виходу здійснюють таким чином. Деревні тріски з листяної деревини подають у пропарювальну тр убу шнекового апарата безперервної дії. Одночасно із трісками в пропарювальну трубу подають гостру пару з температурою 125-130°С, що забезпечує нагрівання трісок до температури 100-120°С на виході з труби. По закінченні пропарювання на тріски подають розчин гідроксиду натрію з температурою 15-20°С у кількості 3,5-4,0% в од. Na2О від маси трісок й просочені хімікатами тріски завантажують у тр убу, температуру в якій підтримують на рівні 150-160°С. Хімічну обробку трісок здійснюють послідовно в чотирьох трубах, оснащених шнеками для транспортування трісок. По закінченні хімічної обробки тріски через розвантажувальний пристрій подають на установку гарячого розмелювання (І-ий ступінь), де тріски перетворюють у грубу волокнисту масу з одночасним відділенням парів скипання й зниженням тиску до атмосферного. Потім грубу волокнисту масу пропускають через дисковий рафінер, що працює за атмосферного тиску, за концентрації маси 4-7% з метою легкого розволокнення грубого волокна у вигляді сірників (ІІ-ий ступінь розмелювання). Після чого розмелену масу зі ступенем млива 9-13°ШР згущають до концентрації 15-20% і розмелюють до ступеня млива 2327°ШР (ІІІ-ій ступінь розмелювання) і витримують у басейні за температури 60-80°С протягом 40-60хв. за концентрації маси 3,2-3,8% для усунення латентних властивостей. Після усунення латентних властивостей волокнисту масу направляють на сортування, що здійснюють у дві стадії. Сортовану масу використовують для отримання паперу й картону. У відомому способі на першому ступені термічну обробку деревних трісок проводять без застосування хімікатів, зокрема гідроксиду натрію. Холодний (t=15-20°C) розчин гідроксиду натрію подається на гарячі тріски з температурою 100120°С. Після цього тріски потрапляють в зону другого ступеня термічної обробки за температури 150-160°С, у якому відбувається пластифікація міжклітинної речовини й ослаблення зв'язків між волокнами. У відомому способі стадія хімічної обробки здійснюється між двома стадіями термічної обробки, що ускладнює технологічний процес. Подача холодного розчину їдкого натру не зможе призвести до повного охолодження трісок й підвищенню ефективності наступного просочення. До 9 38007 того ж, наступне підвищення температури для наступної стадії термообробки потребуватиме підвищеної витрати енергії. Відомий спосіб отримання напівфабрикату високого виходу [патент №2233927 РФ, МПК D21C3/02, D21C3/26, заявл. 29.07.2003, опубл. 10.08.2004]. Відповідно до відомого способу термічну й хімічну обробку деревних трісок проводять одночасно у дві стадії. Деревні тріски з листяних порід деревини на першій стадії обробляють розчином гідроксиду натрію в шнековому апарату з концентрацією 20-25г/л за його витрати 2,5-4,0% в од. Na2O від маси абсолютно сухих трісок за температури 100-120°С і тиску 0,1-0,2МПа, а на другій стадії обробляють розчином гідроксиду натрію з концентрацією 26-30г/л за його витрати 4,5-5,5% в од. Na2О від маси абсолютно сухих трісок за температури 150-160°С і тиску 0,40-0,55МПа. При цьому другу стадію можна проводити за рН 8,0-8,5 в присутності розчину суль фіту натрію з концентрацією 120-150г/л за його витрати 1,5-2,5% від маси абсолютно сухи х трісок. Відомий спосіб здійснюють таким чином. Деревні тріски з листяних порід деревини подають у завантажувальну воронку шнекового варильного апарата безперервної дії. Далі через шнековий дозатор, у якому тріски піддають стисненню в співвідношенні 3,5:1, пробка трісок потрапляє в заходну частину першої просочувальної труби. Сюди ж подають пару й розчин лугу. Перша стадія - набухання трісок в розчині гідрооксиду натрію (концентрація 20-25г/л, витрата 2,5-4,0% в од. Na2О від маси абсолютної сухи х трісок) за температури 100-120°С і тиску 0,1-0,2МПа. Загальна тривалість першої стадії хімічної обробки становить 10-12 хвилин. Другу стадію - хімічну обробку трісок - проводять розчином гідрооксиду натрію (концентрація 26-30г/л, витрата 4,5-5,5% в од. Na2О від маси абсолютно сухих трісок) за температури 150-160°С і тиску 0,40-0,55МПа. Тривалість процесу становить 15-20 хвилин. Для завершення процесу суміш трісок й розчину проходить послідовно чотири наступні труби (чотири шнекових просочувальних апарати). По завершенні просочення в шостій трубі масу через розвантажувальний пристрій скеровують в установку гарячого розмелювання (І ступінь розмелювання) - і далі через видувний резервуар подають на дискові рафінери Спроут-Вальдрон (II ступінь розмелювання) і далі подають на установку згущення й розмелювання. Недоліки відомого способу пов'язані з тим, що тріски піддають термохімічній обробці за режимом, близьким до режиму отримання натронної целюлози як за витратою гідроксиду натрію (від 7,0 до 9,5% в од. Na2О), так і за температурним режимом. Ця обставина обумовлює значне скорочення виходу цільового продукту. Відомий спосіб отримання деревної маси з ялинової деревини в дефібраторах [Приготовление химической древесной массы по модифицированному способу Defibrator // Экспрессинформация. Целлюлоза. Бумага. Картон. - Вып. 29. - С. 1-8]. Дефібратор - розмелювальний апарат безперервної дії, у ньому здійснюються одночасно 10 два процеси: пропарювання трісок протягом 5075сек. за температурі 180-185°С і їх розмелювання [Ласкеев П.Х. Производство древесной массы. М.: Лесная промышленность, 1967. - 582с.]. У відомому способі використовують як варильний луг сульфіт натрію й бісульфіт натрію, витрата яких становить 1,8мас. %. Вихід маси - 80-92%. Для підвищення виходу маси у відомому способі варильний луг був замінений водою й парою. У результаті був розроблений модифікований спосіб Defibtator, що полягає в пропарюванні деревини за підвищеної температури й тиску більше 1атм. і наступному гарячому розмелюванні за тих самих умов. Однак, такий спосіб придатний при виробництві деревної маси для використання в композиції бурого картону. Використання подібної маси при виробленні інших видів продукції пов'язане з рядом труднощів через недостатню білість і міцність отриманих волокон. Лише оптимальне поєднання тривалості пропарювання й температури дозволяє зберегти високу міцність волокон і запобігти зниженню білизни. Відомий спосіб здійснюється таким чином. Тріски подають у камеру попереднього нагрівання дефібратора, де їх піддають пропарюванню за підвищених температури й тиску у присутності варильного щолоку - сульфіту натрію за його витрати 1,8% від маси абсолютно сухи х трісок, потім тріски розмелюють за тих же значень температури й тиску. Розмелені тріски направляють на двоступеневе "гаряче" розмелювання у дискових рафінерах. Розмелену масу сортують, а відходи сортування згущають і подають шнеком-пресом на повторне розмелювання. Згаданий спосіб виготовлення хімікотермомеханічної маси обраний нами за найближчий аналог як найбільш близький за призначенням й за технічною суттю. Найближчий аналог не дозволить отримати хіміко-термомеханічну масу з необхідним комплексом фізико-механічних властивостей, оскільки впливу Na2SО 3 під час оброблення в дефібраторі недостатньо для отримання в подальшому достатньою мірою фібрильованих волокон з необхідною здатністю до утворення водневих зв'язків. Використання Na2SO3 потребує довготривалого оброблення волокна, що ускладнює процес та робить його менш контрольованим. До того ж, Na2SO3 належить до сполук, що містить сірку як хімічний елемент, отже використання Na2SO3 призводить до погіршення умов праці. Завданням корисної моделі є спрощення технологічного процесу, скорочення терміну оброблення маси при збереженні фізико-механічних показників, оптимізація впливу на структуру волокна деревної маси. Зазначений технічний результат досягається за рахунок того, що в способі виготовлення хімікотермомеханічної маси шляхом термогідролітичного оброблення деревних трісок насиченою парою у дефібраторі за підвищених температури та тиску, розмелювання оброблених трісок у дефібраторі за тих же температури та тиску і багатоступеневого розмелювання отриманої волокнистої маси відповідно до корисної моделі термогідролітичне оброблення трісок проводять протягом 5-15хв. за тем 11 38007 ператури 140-160°С у присутності їдкого натру за його витрати 4,0-6,0% від маси абсолютно сухих трісок. Технічний результат досягається також за рахунок того, що термогідролітичне оброблення проводять за гідромодуля 1:1-1:1,5. Технічний результат досягається також за рахунок того, що розмелювання волокнистої маси здійснюють до ступеня млива 25-35°ШР. У запропонованому способі пропарювання супроводжується такими основними хімічними процесами: частковим розщепленням складноефірного і углевод-лігнинного комплексів у деревині, гідролізом частини геміцелюлоз, що легко гідролізуються, переходом у розчин деякої частини пентозанів, гексозанів, летучи х кислот, уронових кислот, а також зниженням ступеня полімеризації целюлози. Розмелювання трісок в дефібраторі відбувається за того ж тиску й тієї ж температури пари, за яких здійснюється пропарювання. Тому в дефібраторі фактично триває дія пари на тріски й у процесі їх розмелювання. У разі пропарених трісок, коли гаряче розмелювання їх в дефібраторі здійснюється за тій ж температури, що й пропарювання, відділення кліток одна від одної відбувається в основному за міжклітинними зв'язками завдяки розщепленню углевод-лігнинного комплексу, частковому гідролізу цих вуглеводів (в основному пентозанів) і розм'якшенню лігніну як аморфної високомолекулярної речовини. Оскільки волокна в дефібраторі виходять малоушкодженими, це означає, що ці процеси відбуваються в основному в серединній пластинці, що має більш пористу структур у, ніж щільно упаковані вторинна й третинна стінки кліток. Однак у процесі пропарювання від компонентів деревини відокремлюються ацетильні й метоксильні групи, які викликають знижену кислотність середовища. У запропонованому способі додавання в зону розволокнення лужного реагенту спрямоване на те, щоб усунути кислий гідроліз деревини, викликаний процесом пропарювання. Крім того, у лужному середовищі відбувається розривання ефірних зв'язків у лігніні, що обумовлює більшою мірою еластичність волокон, а значить і отримання більшої кількості їх у неушкодженому стані. Доцільність використання гідроксиду натрію на стадії розволокнення трісок пов'язане з тим, щоб процес пластифікації деревини відбувся за рахунок набухання волокон, а не за рахунок розчинення компонентів деревини. За короткий час знаходження деревини в зоні розволокнення, але за досить високої температури й за інтенсивного перемішування, превалює процес набухання перед процесом розчинення. У запропонованому способі сукупність зазначених явищ, що відбуваються при хімікотермогідролітичній обробці трісок, призводить до того, що під час наступного їх розмелювання створюються умови для отримання гнучких, довгих волокон з високим показником питомої поверхні й більшою кількістю поверхневих гідроксильних груп, 12 потенційно здатних до утворення водневих зв'язків. Корисна модель ілюструється такими прикладами. Приклад 1. Хіміко-термомеханічну масу виготовляють у лабораторних умовах, наближаючи їх до умов обробки трісок у виробничому дефібраторі. Суміш трісок із хвойних і листяних порід деревини пропарюють і витримують в автоклаві за температури 160°С протягом 15хв., при цьому оброблення здійснюють у присутності їдкого натру за його витрати 6 мас. % від маси а.с. трісок та за гідромодуля 1:1. Пропарені тріски розмелюють у лабораторному дисковому млині Sprout-Waldron, при цьому розмелювання здійснюють за тієї ж температури, за якої здійснювалось оброблення трісок в автоклаві. Отриману волокнисту масу, що розмелена до ступеня млива 16°ШР, розмелюють у відцентровому апараті до ступеня млива 30°ШР. З розмеленої маси виготовляють відливки й піддають їх фізико-механічним випробуванням по нормативно-технічною документацією, що прийнята в целюлозно-паперовій промисловості. Результати випробувань наводять у Таблиці. Приклад 2. Хіміко-термомеханічну масу виготовляють аналогічно прикладу 1, однак при цьому витрата їдкого натру становить 4 мас. %. Приклад 3. Хіміко-термомеханічну масу виготовляють аналогічно прикладу 1, однак при цьому температура в автоклаві становить 140°С. Приклад 4. Хіміко-термомеханічну масу виготовляють у виробничих умовах ВАТ «Луцький картонно-руберойдовий комбінат». Суміш трісок із хвойних і листяних порід деревини з рубальної машини направляють на вібраційну сортувалку. Відсортовані тріски накопичують у бункері трісок, потім пневмотранспортом через циклон подають у витратний бункер дефібратора. З витратного бункера тріски подають у прийомну воронку шнекаживильника. У шнеку тріски стискуються в пробку, що безупинно просувається та має достатню міцність, щоб протистояти тиску пари в пропарювальній камері. Стислі тріски надходять у пропарювальну камеру дефібратора. Туди ж з робочого бака подають розчин їдкого натру концентрацією 50г/л з витратою 4% від маси абсолютно сухи х трісок. Термогідролітичну обробку здійснюють насиченою парою за тиску 12атм. При цьому температура в пропарювальній камері становить 160°С. Обробку трісок здійснюють протягом 5хв., при цьому гідромодуль становить 1:1. Пропарені тріски подають у розмелювальну камеру дефібратора, де вони розмелюються між двома дисками, один із яких нерухомий, інший обертовий. При цьому в розмелювальній камері дефібратора розмелювання здійснюють за тієї ж температури, за якої здійснювалось пропарювання трісок. Розмелені тріски після дефібратора розбавляють зворотною водою і подають для двоступеневого розмелювання на рафінери (так зване «гаряче» розмелювання). Отриману волокнисту масу скеровують у басейн маси. Розмелену масу згущають і піддають додатковому розмелюванню на дискових млинах за звичайної температури. Відбирають готову розмелену волокнисту масу, виготовляють з неї відливки й 13 38007 піддають їх фізико-механічним випробуванням за нормативно-технічною документацією, що прийнята в целюлозно-паперовій промисловості. Приклад 5. Хіміко-термомеханічну масу аналогічно прикладу 4, але при цьому гідромодуль складає 1:1,5. Приклад 6 (найближчий аналог). Хімікотермомеханічну масу виготовляють у такий спосіб. Суміш трісок із хвойних і листяних порід деревини пропарюють і витримують в автоклаві за температури 160°С протягом 5хв., при цьому оброблення здійснюють у присутності сульфіту натрію за його витрати 1,8 мас. % від маси абсолютно сухи х трі 14 сок та. за гідромодуля 1:1. Пропарені тріски розмелюють у лабораторному дисковому млині Sprout-Waldron, при цьому розмелювання здійснюють за тієї ж температури, за якої здійснювалось оброблення трісок в автоклаві. Отриману волокнисту масу, що розмелена до ступеня млива 10°ШР, розмелюють у відцентровому апараті до ступеня млива 25°ШР. З розмеленої маси виготовляють відливки й піддають їх фізико-механічним випробуванням за нормативно-технічною документацією, що прийнята в целюлозно-паперовій промисловості. Таблиця Найменування показника Значення показника Приклади 3 4 1 Технологічні параметри оброблення трісок Тривалість пропарювання, хв. Температура, °С Витрата їдкого натру, мас. % Витрата сульфіту натрію, мас. % Гідромодуль Ступінь млива волокнисте/маси, °ШР - після "гарячого" розмелювання - після додаткового розмелювання Фізико-механічні показники відливок хімікотермомеханічної маси Маса відливки площею 1м 2, г Опір продавлюванню, кПа Розривна довжина, м 2 15 160 6,0 1:1 15 160 4,0 1:1 15 140 6,0 1:1 16 30 16 39 116 228 2800 112 127 2000 Термогідролітична обробка трісок за температурі нижче 140°С не дає можливості отримати хіміко-термомеханічну масу з необхідними фізикомеханічними показниками, у той же час обробка за температури понад 160°С недоцільна економічно, оскільки фізико-механічні показники збільшуються незначно, а витрати на виробництво зростають. Тривалість термогідролітичної обробки трісок обрана найбільш оптимальною, такою, що при наступному розмелюванні сприяє більше повному розділенню трісок на волокна, у той же час не знижуючи їх міцність. Витрата їдкого натру нижче 4,0% не дозволяє досягти необхідних фізикомеханічних показників маси, у той же час витрата понад 60% недоцільна економічно, оскільки призводить до зниження виходу продукту й підвищенню його вартості. Обрані технологічні параметри й устаткування для здійснення запропонованого способу сприяють рівномірності просочення трісок й одержанню однорідної за складом маси в процесі наступного Комп’ютерна в ерстка М. Ломалова 5 6 5 160 4,0 1:1 5 160 4,0 1:1,5 5 160 1,8 1:1 16 35 12 25 16 35 10 25 118 115 2100 125 180 1400 120 200 1500 125 98 1300 розмелювання, оскільки забезпечують контакт кожного деревного волокна, що надходить у систему, з хімічним реагентом. У той же час хімікотермогідролітична обробка в запропонованому способі здійснюється в умовах інтенсивного примусового перемішування, що виключає можливість утворення застійних зон, де волокна піддавалися б більш тривалому впливу хімічних реагентів. Запропонований спосіб спрощує те хнологію виготовлення хіміко-термомеханічної маси, оскільки й термогідролітичну й хімічну обробку деревних трісок здійснюють в одному апараті. Технологічні параметри, за яких здійснюється запропонований спосіб, легко контролюються. Крім того, обрана витрата їдкого натру, а також гідромодуль при обробці трісок сприяють повному усмоктуванню хімічного розчину трісками, і за рахунок цього запропонований спосіб дозволяє зменшити кількість хімічних речовин, що потрапляють у стічні води, і тим самим сприяє поліпшенню екології. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making chemical-thermomechanical mass
Автори англійськоюMoroz Valentyna Mykolaivna, Palamarchuk Mykola Fedorovych, Sliepchenko Roman Yuriiovych
Назва патенту російськоюСпособ изготовления химико-термомеханической массы
Автори російськоюМороз Валентина Николаевна, Паламарчук Николай Федорович, Слепченко Роман Юрьевич
МПК / Мітки
МПК: D21B 1/00
Мітки: виготовлення, хіміко-термомеханічної, маси, спосіб
Код посилання
<a href="https://ua.patents.su/7-38007-sposib-vigotovlennya-khimiko-termomekhanichno-masi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення хіміко-термомеханічної маси</a>
Деревна плита, спосіб її виготовлення (варіанти) та застосування розмеленого агломерату із суміші пластмас, одержаної із системи збирання відходів, як замінника деревної маси в деревностружковій або деревноволо
Номер патенту: 82525
Опубліковано: 25.04.2008
Автори: Хофманн Мішель, Холм Андреас, Феншотт Дірк
МПК: B27N 3/00
Мітки: деревної, замінника, пластмас, варіанти, деревностружковій, деревноволо, відходів, спосіб, деревна, плита, виготовлення, збирання, розмеленого, одержаної, агломерату, маси, системі, суміші, застосування
Формула / Реферат:
1. Деревна плита, одержана методом гарячого пресування деревного волокна або деревної стружки, частинок або волокон синтетичної пластмаси і зв'язувальної речовини, яка відрізняється тим, що додатково містить розмелений або фібрильований агломерат з суміші відходів пластмаси.2. Деревна плита за п. 1, яка відрізняється тим, що частка розмеленого або фібрильованого агломерату складає до 150% по відношенню до сухої маси деревної стружки...
Спосіб одержання кремової маси для виготовлення десертних сортів цукерок “олесик”
Номер патенту: 28895
Опубліковано: 16.10.2000
Автори: Цяпура Ліда Миколаївна, Зборовський Олексій Адамович
Мітки: виготовлення, десертних, маси, олесик, цукерок, сортів, одержання, спосіб, кремової
Формула / Реферат:
Спосіб одержання кремової маси для виготовлення десертних сортів цукерок, який передбачає збивання вершкового масла, змішування з шоколадним напівфабрикатом, збивання одержаної маси, формування корпусів і глазурування, який відрізняється тим, що перед збиванням вершкове масло розігрівають до температури 23-25°С, його збивання здійснюють до утворення пишної маси, проводять безперервне змішування із згущеним молоком і шоколадним напівфабрикатом...
Спосіб виготовлення вуглецевої маси для самовипалювальних електродів
Номер патенту: 74446
Опубліковано: 15.12.2005
Автори: Гріншпунт Олександр Григорович, Малий Євген Іванович, Шапошнікова Юлія Андріївна
Мітки: маси, виготовлення, самовипалювальних, вуглецевої, електродів, спосіб
Формула / Реферат:
1. Спосіб виготовлення вуглецевої маси для самовипалювальних електродів електродугових печей, при якому тверді вуглецеві матеріали дроблять, просівають, дозують по гранулометричному складу, змішують їх зі сполучним і формують, причому перед дробленням тверді вуглецеві матеріали додатково прожарюють, який відрізняється тим, що як твердий вуглецевий матеріал беруть фуси кам'яновугільні в кількості 10-15 мас.% від маси сполучного, та подають...
Силікатна маса, спосіб її виготовлення та спосіб виготовлення покриття з силікатної маси
Номер патенту: 72510
Опубліковано: 15.03.2005
Автори: Клайн Юрген, Вагнер Гебхард, Райсер Андреа, Шобер Петер, Мерклайн Стефан, Нойперт Даніель, Дрекслер Андреас, Кеслер Карл-Хайнц
МПК: C04B 14/04, C04B 28/26, C04B 41/45, C09D 183/04, C04B 12/00, C04B 41/60, C09D 201/00, C04B 28/24, C04B 24/42
Мітки: спосіб, виготовлення, маси, силікатна, маса, силікатної, покриття
Формула / Реферат:
1. Силікатна маса, що має аморфну зв'язувальну матрицю, яка містить діоксид кремнію і принаймні один оксид лужного металу, вибраного з групи оксидів літію, натрію і/або калію, яка відрізняється тим, що аморфна зв'язувальна матриця на кожен моль оксиду лужного металу містить більше ніж 25 молів діоксиду кремнію, а на кожні 1000 г діоксиду кремнію містить від 10 до 150 г рівномірно розподілених зв'язуючих кремнієвмісних гідрофобних добавок, при...
Спосіб виготовлення здатного намазуватись шпику тривалого зберігання у вигляді шпикової маси
Номер патенту: 57736
Опубліковано: 15.07.2003
Автор: Хайн Дітер
МПК: A23L 1/314, A23L 1/318, A23B 4/044
Мітки: вигляді, зберігання, маси, шпикової, намазуватись, виготовлення, шпику, спосіб, тривалого, здатного
Формула / Реферат:
1. Спосіб виготовлення здатного намазуватись шпику тривалого зберігання у вигляді шпиковоі маси, особливо для заповнення тюбиків, який передбачає приготування шпиковоі маси, при якому у шпику за допомогою установки інфрачервоного випромінювання заздалегідь виявляють і вилучають жилки, очищений шпик солять і піддають визріванню за відповідного рН і температури приблизно від +2°С до +3°С в затемненій холодильній камері, після чого зі шпику...
Попередній патент: Спосіб мануального видалення хромосом із ооцитів ссавців
Наступний патент: Картон-основа для палітурного картону
Випадковий патент: Рентгенівська діагностична композиція з низькими концентраціями контрастної речовини та спосіб рентгологічного дослідження з низькою дозою опромінення