Спосіб нанесення металевого адгезійного шару /варіанти/ і металевий адгезійний шар /варіанти/
Формула / Реферат
1. Способ нанесения металлического адгезионного слоя для термически напыленных керамических теплоизоляционных слоев (6) на металлические конструкционные детали (1), при котором покрываемую поверхность на первом этапе способа очищают, в результате чего образуется обезжиренная и лишенная оксидов металлическая поверхность, отличающийся тем, что на втором этапе способа на металлическую поверхность материала (2) основы наносят связку (3), затем на третьем этапе способа на связку (3) равномерно наносят адгезионный металлический порошок (4), а на четвертом этапе способа на связку (3) равномерно наносят порошковый припой (5), который имеет меньшую величину частиц, чем адгезионный порошок (4), и сушат связку, после сушки связки (3) осуществляют термообработку с целью пайки.
2. Способ нанесения металлического адгезионного слоя для термически напыленных керамических теплоизоляционных слоев (6) на металлические конструкционные детали (1), при котором покрываемую поверхность на первом этапе способа очищают, в результате чего образуется обезжиренная и лишенная оксидов металлическая поверхность, а на втором этапе способа посредством плазменной металлизации в защитном газе на металлической поверхности получают окислительно- и коррозионно- стойкий слой (8), отличающийся тем, что на третьем этапе способа на окислительно- и коррозионно-стойкий слой (8) наносят связку (3), затем на связку (3) равномерно наносят крупный алгезионный порошок (4) того же состава, что и окислительно- и коррозионно-стойкий слой (8), и сушат связку, после сушки связки (3) осуществляют термообработку (диффузионный отжиг) с целью образования спеченного соединения (9) между металлической конструкционной деталью (1) и слоем (8), соответственно между слоем (8) и адгезионным порошком (4).
3. Способ по п. 1, отличающийся тем, что металлический адгезионный порошок (4) и порошковый припой (5) интенсивно смешивают и эту смесь затем наносят на металлическую поверхность материала (2) основы.
4. Способ по п. 1 или 3, отличающийся тем, что по весу используют количественное соотношение адгезионного порошка (4) и порошкового припоя (5), составляющее 1:1.
5. Способ по п. 1, отличающийся тем, что после пайки на адгезионный слой наносят тонкий слой (7) адгезионного порошка (4) посредством напыления, преимущественно плазменной металлизации в защитном газе.
6. Способ по п. 1, отличающийся тем, что в качестве припоя (5) используют тот же материал, что и материал (2) основы.
7. Способ по п. 1, отличающийся тем, что используют лишенные бора или бедные бором припои (5).
8. Способ по одному из пп. 1-7, отличающийся тем, что его применяют для локально ограниченного ремонта.
9. Способ по одному из пп. 1-7, отличающийся тем, что его применяют для покрытия новых деталей.
10. Металлический адгезионный слой для термически напыленных керамических теплоизоляционных слоев (6) на металлических конструкционных деталях (1), получаемые способом по п. 1, отличающийся тем, что адгезионный слой состоит из смачивающего поверхность металлической конструкционной детали (1) слоя (5) припоя с прочно спаянными в нем сферическими или в форме брызг частицами (4) адгезионного порошка.
11. Металлический адгезионный слой для термически напыленных керамических теплоизоляционных слоев (6) на металлических конструкционных деталях (1), получаемый способом по п. 5, отличающийся тем, что адгезионный слой состоит из смачивающего поверхность металлической конструкционной детали (1) слоя (5) припоя с прочно спаянными в нем сферическими или в форме брызг частицами (4) адгезионного порошка и тонкого напыленного, нанесенного преимущественно плазменной металлизацией в защитном газе слоя (7) из того же материала, что и частицы (4) адгезионного порошка.
12. Металлический адгезионный слой для термически напыленных керамических теплоизоляционных слоев (6) на металлических конструкционных деталях (1), получаемых способом по п. 2, отличающийся тем, что адгезионный слой состоит из нанесенного на поверхность металлической конструкционной детали (1) плазменной металлизацией в защитном газе: защитного слоя (8) со спеченными на его поверхности частицами (4) адгезионного порошка.
13. Металлический адгезионный слой по п. 10 или 11, или 12, отличающийся тем, что высота частиц (4) адгезионного порошка соответствует толщине слоя термически, напыленного керамического теплоизоляционного слоя.
Текст
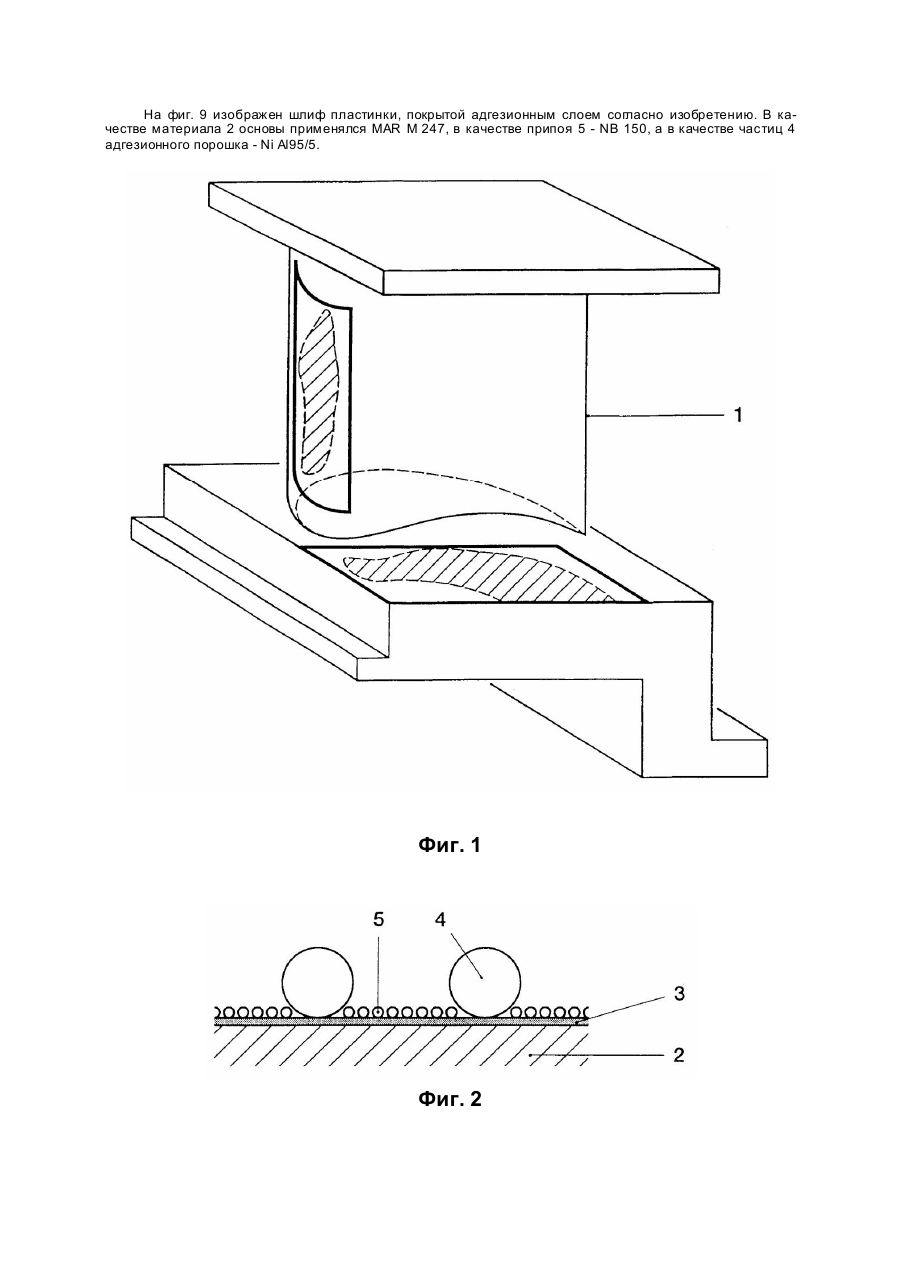
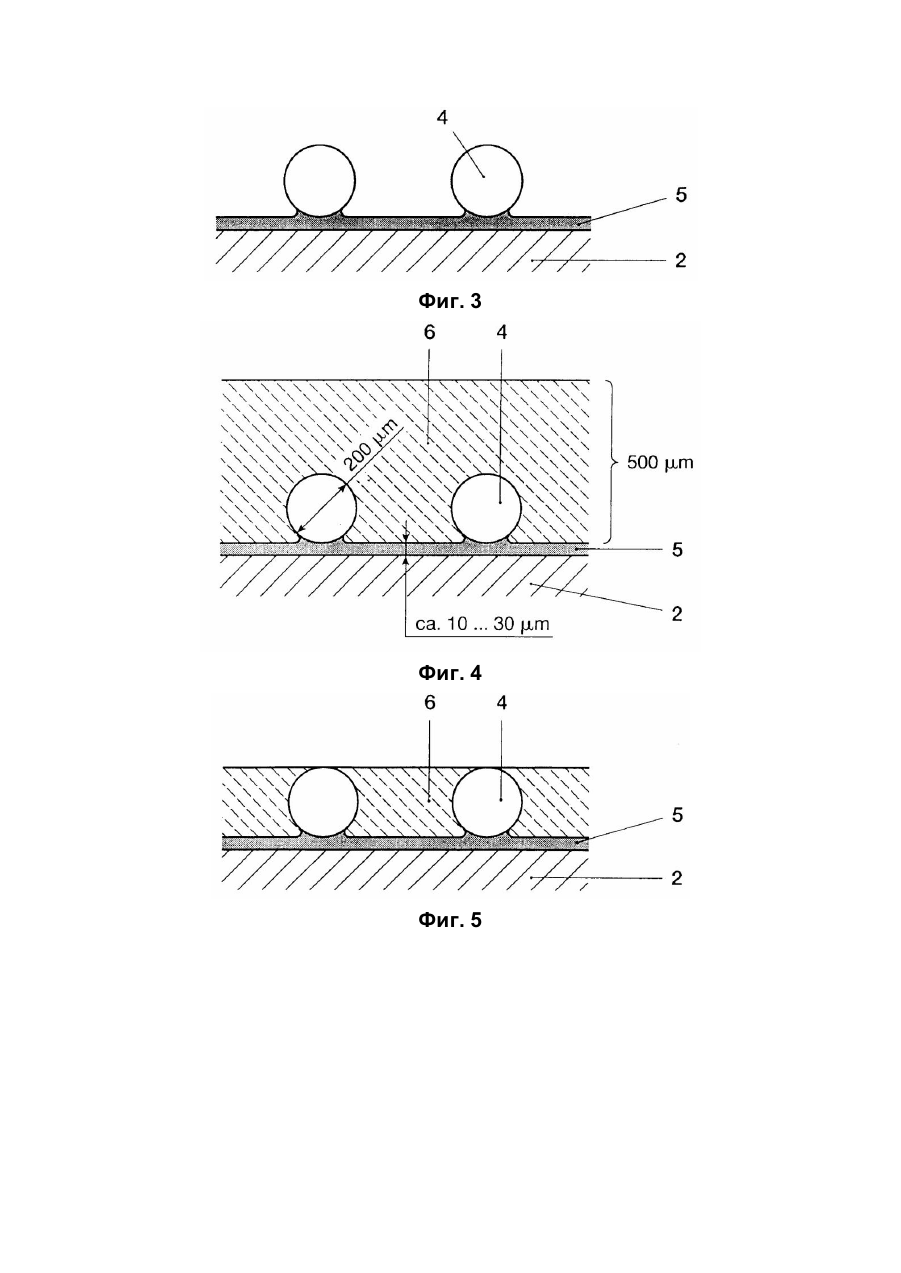
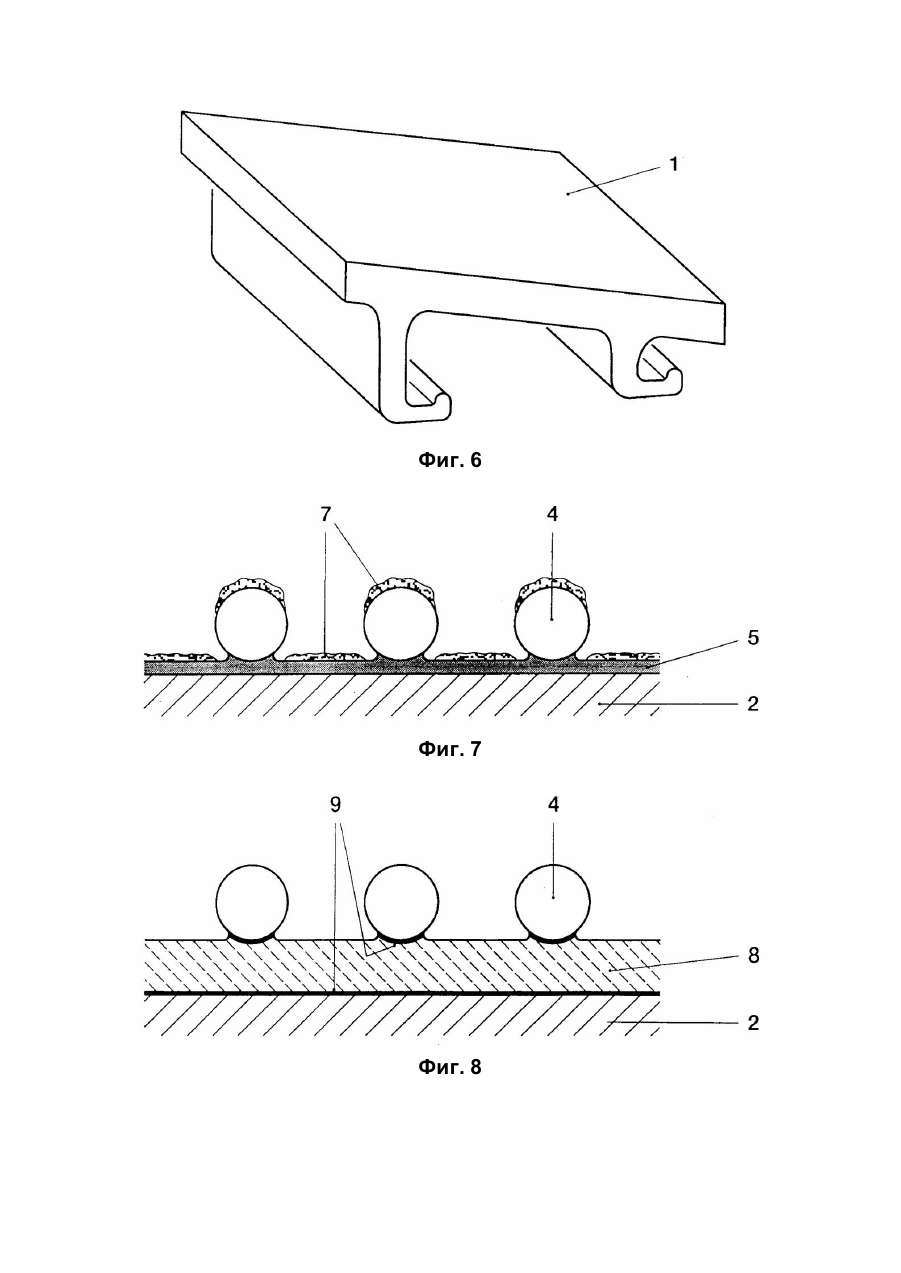
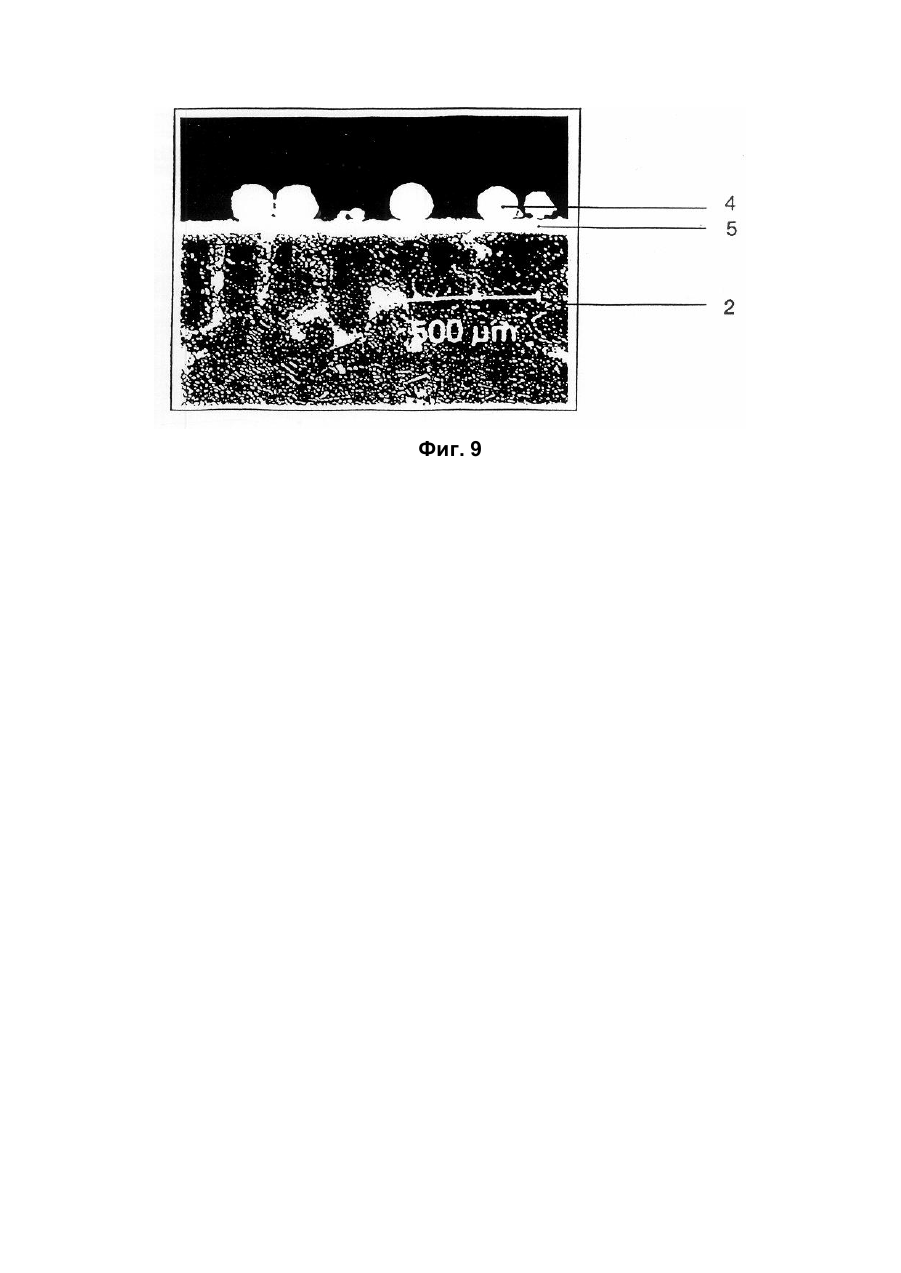
Изобретение относится к области материаловедения. Оно касается способа нанесения металлического адгезионного слоя для термически напыленных керамических теплоизоляционных слоев (ТВС) на металлические детали и металлического адгезионного слоя, нанесенного этим способом. Обычно металл и керамика не соединяются между собой из-за различных коэффициентов теплового расши рения. Известно, что для решения этой проблемы между соединяемыми деталями наносят вязкий промежуточный слой, упруго-пластично компенсирующий разность расширений при различных температурах (см. W.J. Brindley, R.A. Miller: "TBCs for better engine efficiency", Nasa Lewis Research Center Cleveland, Advanced Materials Progress 8/1989, стр. 29-33). Эти промежуточные слои, называемые адгезионными, наносят обычно с помощью известных способов газоплазменной, плазменной или детонационной металлизации. Они обеспечивают металлур гически-механическую связь с металлической деталью и чисто механическую связь также термически напыленного керамического слоя с адгезионным слоем, причем это соединение исключительно восприимчиво к ударам и термошоку. Поскольку керамические теплоизоляционные слои защищают покрытие детали от вредных тепловых напряжений, их наличие без промежутков важно для достаточного срока службы деталей. Детали с подобным покрытием используются, в частности, в области те хники сжигания, например для деталей камер сгорания или для лопаток газовых тур бин. Недостаток получае мых до сих пор металлических адгезионных слоев для керамических теплоизоляционных слоев состоит в том, что они имеют недоста точную шероховатость и обеспечивают, тем самым, слишком малое геометрическое замыкание (подвнутреннии) , так что толщи на ТВС-слоев ограничена. Известна толщи на слоев 0,2-0,4 мм, причем наиболее часто встречается толщи на около 0,3 мм. Если она больше, то резко возрастает опасность отслаивания. Если же она меньше, то теплоизолирующее действие быстро ослабевает. Новейшие исследования направлены на напыления более толстых адгезионных слоев (около 0,6 мм), однако необхо димое фасонное замыкание отсутствуе т. Типичное для известных металлических адгезионных слоев значение шероховатости (различие между верши ной и впадиной) составляет около 30 мкм. Более шерохо ватыми слои не могут быть напалены, поскольку размер расплавляемых частиц порошка в зависимости от способа нанесения (различные температуры и скорости напыления) ограничены до 10-50 мкм и жидкие частицы порошка при попадании на подложку сглаживаются (см. В. Heine "Thermisch gespritzte Schichten" Metall,49. Jahrgang, 1/1995, стр. 51-57). Возможная помощь в решении этой проблемы посредством придания большей ше роховатости путем струйной обработки или изменения параметров процесса газоплазменной металлизации имеет, однако, пределы. Например, за счет низкоскоростной газоплазменной металлизации можно, правда, увеличить толщи ну керамического ТВС-слоя, однако подобные слои не выдерживают тер мошока. Грубое резьбонарезание или фрезерование канавок на покрываемых поверхностях, как об этом говорится в вышеупомянутой ста тье, с тем, чтобы способствовать сцеплению при желаемой толщи не слоев более 1 мм, является сложным делом и при сложной геометрической форме детали реализуется с большим трудом. Целью изобретения является устранение всех этих недостатков. В его основе лежит задача создания металлического адгезионного слоя и способа нанесения этого адгезионного слоя для керамических теплоизоляционных слоев на металлическую основу, с помощью которого по сравнению с уровнем техники можно затем термически напылять и закреплять керамические теплоизоляционные слои большей толщины. При этом слои должны иметь стабильное сцепление и быть невосприимчивыми к ударному воздействию. Согласно изобретению, это достигается посредством способа нанесения металлического адгезионного слоя для термически напыленных керамических теплоизоляционных слоев на металлические детали, при котором покрываемую поверхность на первом этапе способа очищают, в результате чего образуется обезжиренная и лишенная оксидов металлическая поверхность, затем на втором этапе способа на металлическую поверхность наносят связку, далее на третьем этапе способа на связку равномерно наносят металлический адгезионный порошок, после чего на четвертом этапе способа на связку равномерно наносят порошковый припой, который имеет меньшую величину частиц, чем адгезионный порошок, и сушат связку, после сушки связки осуществляют термообработку с целью припаивания. Согласно изобретению, это достигается посредством способа нанесения металлического адгезионного покрытия для термически напыленных керамических теплоизоляционных слоев на металлические детали, при котором покрываемую поверхность на первом этапе способа очищают, в результате чего образуется обезжиренная и лишенная оксидов металлическая поверхность, а на вто ром этапе способа посредством плазменной металлизации в защитном газе на металлической поверхности получают окислительно- и коррозионностойкий слой, затем на третьем этапе способа на окислительно- и коррозионностойкий слой наносят связку, после чего на связку равномерно наносят крупный адгезионный порошок того же состава, что и окислительно-и коррозионностойкий слой, и сушат связку, после сушки связки осуществляют термообработку (диффузионный отжиг) с целью образования спеченного соединения между металлической деталью и слоем или между слоем и адгезионным порошком. Преимущества изобретения состоят помимо прочего в том, что с помощью этого способа получают слои, очень шероховатые по сравнению со слоями, известными из уровня техники. Напаянные или спеченные частицы металлического порошка представляют собой очень стабильное с геометрическим замыканием сцепление для напыляемого ТВС-слоя, так что могут быть получены сравнительно толстые, стабильно сцепленные керамические теплоизоляционные слои. Особенно целесообразно, если вместо осуществляемого последовательно по времени нанесения металлического адгезионного порошка и порошкового припоя оба порошка сначала интенсивно смешивают, а затем эту смесь наносят на металлическую поверхность материала основы. За счет этого достигается более равномерное распределение частиц порошка и, кроме того, сокращается продолжительность способа. По весу используют количественное соотношение адгезионного порошка и порошкового припоя, составляющие 1:1. Далее предпочти тельно, когда после пайки на адгезионный слой способом напыления, например плазменной металлизации в защитном газе, дополнительно наносят тонкий слой адгезионного порошка. Помимо грубого сцепления это дополнительно обеспечивает возможность тонкого сцепления, что приводит к дальнейшему повыше нию адгезионной прочности толстых ТВС-слоев в условиях тер мошока. Наконец предпочтительно, что в качестве припоя применяют такой же материал, что и материал основы, и ли шенные бора или бедные бором припои. За счет этого уменьшается образование хрупкой фазы. Способ, согласно изобретению, может применяться как локально для ремонтных целей, так и для покрытия новых де талей. Полученный, согласно изобретению, металлический адгезионный слой состоит в зависимости от применяемого варианта способа из смачивающего поверхность металлической детали слоя припоя с прочно спаянными в нем сферическими или в форме брызг частицами адгезионного порошка или дополнительно из тонкого напыленного, в частности, посредством плазменной металлизации в защитном газе, слоя из того же материала, что и частицы адгезионного порошка, или из нанесенного на поверхность металлической конструкционной детали плазменной металлизацией в защитном газе защитного слоя со спеченными на его поверхности частицами адгезионного порошка. Этот металлический адгезионный слой гарантирует стабильную адгезию термически напыленных керамических теплоизоляционных слоев, обеспечивает бóльшую толщи ну слоя и хо рошие аварийные свойства. Кроме того, предпочтительно, если высота частиц адгезионного порошка приблизительно такая же, что и толщина термически напыляемого керамического теплоизоляционного слоя. За счет этого слой становится почти невосприимчивым к ударам, поскольку удары, в основном, поглощаются металлом. Сущность изобретения представлена на черте же, на котором изображают: - фиг. 1: в перспекти ве покрываемую направляющую ло патку; - фиг. 2: схе матично сечение различных слоев после нанесения ; - фиг. 3: схе матично сечение различных слоев после пайки; - фиг. 4: схе матично сечение различных слоев после газопламенной металлизации керамического теплоизоляционного слоя; - фиг. 5: схе матично сечение различных слоев после нанесения ТВС-покрытия и боковой сжимающей нагрузки; - фиг. 6: в перспекти ве покрываемую теп лоизоляционную плиту; - фиг. 7: схематично сечение различных слоев после пайки и газоплазменной металлизации адгезионного слоя; - фиг. 8: схематично сечение различных слоев др угого примера выполнения (спеченный адгезионный порошок); - фиг. 9: шли ф металлического образца с напаянным адгезионным слоем. На чертеже изображены только элементы, необходимые для понимания изобретения. Ниже изобретение более подробно поясняется с помощью нескольких примеров его выполнения и фиг. 1-9. На фиг. 1 изображена направляющая лопатка газовой тур бины в качестве примера покрываемой металлической детали 1. Она состоит из металлической основы (подложки) 2, в этом случае из сплава IN 939 следующего хи мического состава: Bal. Ni; 22,5% Сr; 19,0% Co; 2,0% W; 1,0% Nb; 1,4% Та; 3,7% TI; 1,9% Al; 0,1 Zr; 0,01 В; 0,15 С. Лопатка снабжена на газонаправляющи х поверхностях коррозионно- и окислительностойким слоем (MCrAlY, например SV 201473: Bal. Ni; 25% Сr, 5% Al; 2,5 Si; 0,5% Y; 1% Та). Кроме того, эта лопатка покрыта на входной кромке, напорной стороне листа и на стенках канала керамическим теплоизоляционным слоем толщи ной около 0,3 мм из стабилизированного иттрием оксида циркония следующего состава: Bal. ZrO 2, включая 2,5% HfO2; 7-9% Y2O 3;
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of metallic adhesion layer /variants/ and metallic adhesion layer /variants/
Автори англійськоюReinhard Fried
Назва патенту російськоюСпособ нанесения металлического адгезионного слоя /варианты/ и металлический адгезионный слой /варианты/
Автори російськоюРайнхард Фрид
МПК / Мітки
МПК: C23C 28/00, C23C 4/18, C23C 4/02
Мітки: спосіб, металевій, варіанти, шар, адгезійного, нанесення, металевого, адгезійний, шару
Код посилання
<a href="https://ua.patents.su/9-42001-sposib-nanesennya-metalevogo-adgezijjnogo-sharu-varianti-i-metalevijj-adgezijjnijj-shar-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення металевого адгезійного шару /варіанти/ і металевий адгезійний шар /варіанти/</a>
Спосіб формування деформівного металевого продукту із витрачуваного електрода (варіанти), зливок, деформівний металевий продукт і витрачуваний електрод
Номер патенту: 39889
Опубліковано: 16.07.2001
Автори: ХІТЛІ Чарльз, ФІШЕР Джон Г., ІНГЛМАН Роберт К., Кумар Прабхат, ХУБЕР Луіс
МПК: B23K 35/40, C22B 34/24, C22B 9/20, C22B 4/00, C22C 1/10, B23K 35/24, C22C 27/00
Мітки: металевій, формування, електрода, продукту, зливок, витрачуваного, металевого, деформівного, спосіб, деформівний, продукт, витрачуваний, електрод, варіанти
Формула / Реферат:
1. Способ формования деформируемого металлического продукта из расходуемого электрода, включающий формование тела расходуемого электрода из исходного металла с нанесением на его поверхность, по меньшей мере, первого слоя сплава, установку металлического тела электрода вблизи от тигля, имеющего заземляющий источник, индуцирование между телом электрода и заземляющим источником дугового разряда, создающего температуру, достаточную для...
Ковкий металевий сплав (варіанти) та дріт з металевого сплаву
Номер патенту: 37252
Опубліковано: 15.05.2001
Автори: Кумар Прабхат, Мошейм Чарлз Едуард
МПК: C22C 27/00, C22C 32/00
Мітки: металевій, дріт, сплав, варіанти, ковкий, металевого, сплаву
Формула / Реферат:
1.Ковкий металлический сплав, содержащий основной металл, кремний в количестве 10-1000 ppm и присадку в количестве 10-1000 ppm, отличающийся тем, что в качестве основного металла он содержит тантал или ниобий, а присадка состоит из металлического и неметаллического компонентов и имеет свободную энергию образования выше, чем у соединений, образованных из основного металла и неметаллического компонента, и меньше, чем у оксидов металлического...
Спосіб нанесення покриття з металевого порошку
Номер патенту: 5324
Опубліковано: 28.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович, Король Станіслав Миколайович, Пунько Василь Сергійович
МПК: B23K 11/06
Мітки: нанесення, покриття, металевого, порошку, спосіб
Формула / Реферат:
1. Способ нанесення покрытия из металлического порошка на цилиндрическую поверхность заготовки, включающий вращение и нагрев заготовки и одновременное осевое перемещение источника нагрева, подачу порошка на покрываемую поверхность с помощью транспортирующего газа, отличающийся тем, что, с целью повышения износостойкости покрытия, плавление порошка ведут в зоне, ширина которой не превышает 0,15 от номинального диаметра покрываемой...
Спосіб нанесення захисного шару на кварцеві лодочи
Номер патенту: 11381
Опубліковано: 25.12.1996
Автори: Новосядлий Степан Петрович, Маскович Степан Михайлович, Шпакович Роман Степанович, Насипайко Олександр Васильович
МПК: C30B 25/02, C30B 35/00
Мітки: кварцеві, спосіб, шару, захисного, лодочи, нанесення
Формула / Реферат:
Способ нанесения защитного слоя на кварцевые лодочки осаждением из газовой фазы, содержащей соединение кремния, отличающийся тем, что, с целью уменьшения дефектности структур, обрабатываемых в лодочках при формировании диэлектрических пленок, и повышения износостойкости лодочек, в качестве защитного слоя осаждают слой поликремния толщиной не менее 0,2 мкм из газовой смеси аргона с моносиланом или дихлорсиланом при 575-625°С и давлении...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні деталей
Номер патенту: 25516
Опубліковано: 30.10.1998
Автори: Бояршина Людмила Олександрівна, Лещинський Вольф Михайлович, Шевченко Олександр Володимирович, Сазанський Роман Євстафійович, Харламов Юрій Олександрович
Мітки: спосіб, металевих, внутрішні, порошків, поверхні, покриттів, деталей, нанесення
Формула / Реферат:
Способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий размещение технологической втулки в полости детали, использование порошков твердых сплавов для упрочнения внутренней полости детали, нагрев до температуры спекания и спекание, отличающийся тем, что покрытие напыляют на наружную поверхность технологической втулки, которая после напыления запрессовывают с натягом в полость детали, нагревают до...
Попередній патент: Спосіб автоматизованого продажу товарів з пневматичною подачею товару і система для його здійснення
Наступний патент: Підсилювач тиску текучого середовища
Випадковий патент: Апарат для приварювання шпильок