Спосіб автоматичного керування процесом сушки зерна в шахтній зерносушарці
Формула / Реферат
Спосіб автоматичного керування процесом сушки зерна, який передбачає регулювання температури сушильного агента в першій, другій зоні сушки, температури зерна в другій зоні сушки і кінцевої вологості зерна, регулювання продуктивності, який відрізняється тим, що для компенсування впливу каналів регулювання щодо один одного, шляхом введення додаткових корегуючих зв'язків, компенсують вплив неконтрольованих збурень (інваріантності) в першому контурі регулювання шляхом попереджуючої реакції пристрою керування на збурення.
Текст
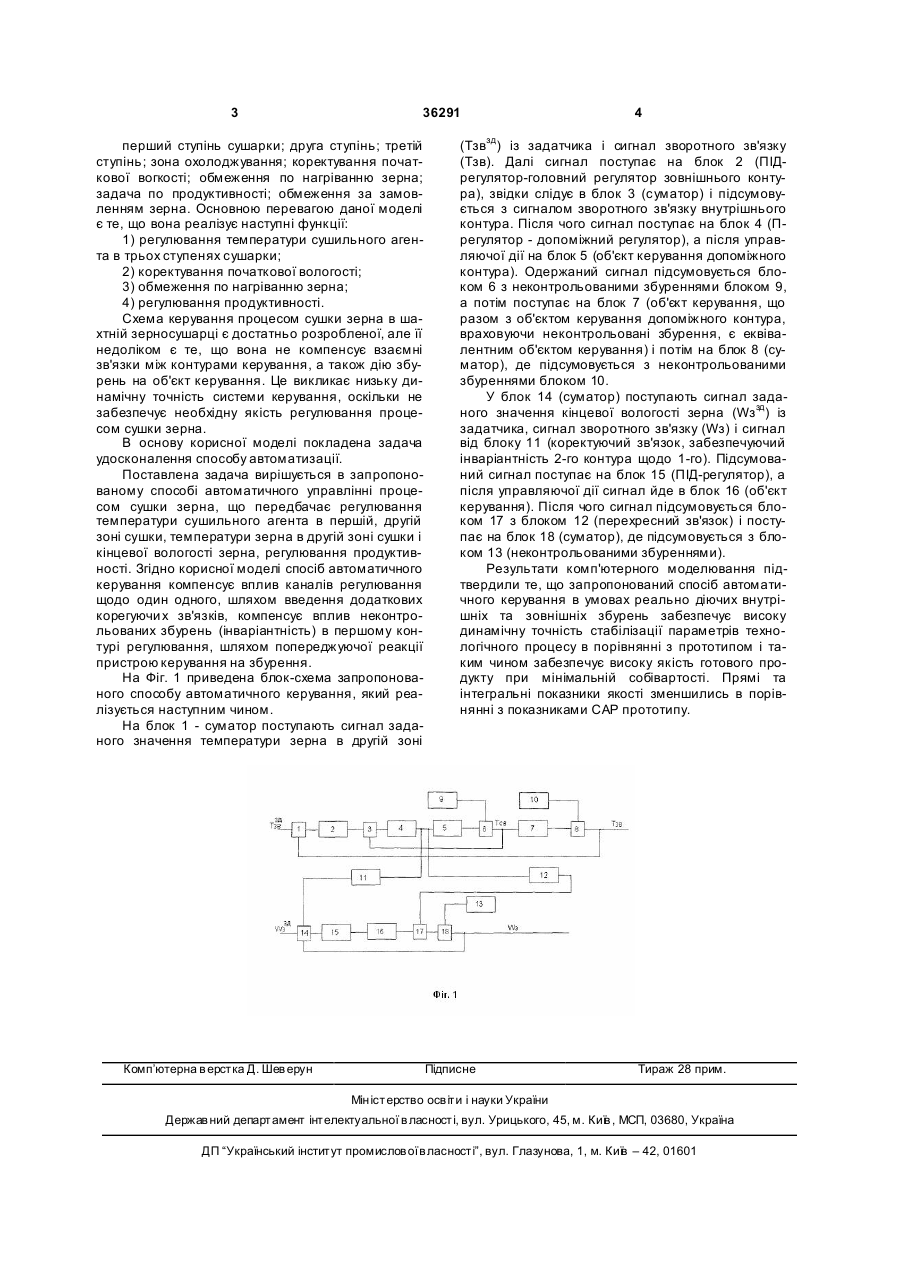
Спосіб автоматичного керування процесом сушки зерна, який передбачає регулювання тем 3 36291 перший ступінь сушарки; друга ступінь; третій ступінь; зона охолоджування; коректування початкової вогкості; обмеження по нагріванню зерна; задача по продуктивності; обмеження за замовленням зерна. Основною перевагою даної моделі є те, що вона реалізує наступні функції: 1) регулювання температури сушильного агента в трьох ступенях сушарки; 2) коректування початкової вологості; 3) обмеження по нагріванню зерна; 4) регулювання продуктивності. Схема керування процесом сушки зерна в шахтній зерносушарці є достатньо розробленої, але її недоліком є те, що вона не компенсує взаємні зв'язки між контурами керування, а також дію збурень на об'єкт керування. Це викликає низьку динамічну точність системи керування, оскільки не забезпечує необхідну якість регулювання процесом сушки зерна. В основу корисної моделі покладена задача удосконалення способу автоматизації. Поставлена задача вирішується в запропонованому способі автоматичного управлінні процесом сушки зерна, що передбачає регулювання температури сушильного агента в першій, другій зоні сушки, температури зерна в другій зоні сушки і кінцевої вологості зерна, регулювання продуктивності. Згідно корисної моделі спосіб автоматичного керування компенсує вплив каналів регулювання щодо один одного, шляхом введення додаткових корегуючи х зв'язків, компенсує вплив неконтрольованих збурень (інваріантність) в першому контурі регулювання, шляхом попереджуючої реакції пристрою керування на збурення. На Фіг. 1 приведена блок-схема запропонованого способу автоматичного керування, який реалізується наступним чином. На блок 1 - суматор поступають сигнал заданого значення температури зерна в другій зоні Комп’ютерна в ерстка Д. Шев ерун 4 (Тзвзд) із задатчика і сигнал зворотного зв'язку (Тзв). Далі сигнал поступає на блок 2 (ПІДрегулятор-головний регулятор зовнішнього контура), звідки слідує в блок 3 (суматор) і підсумовується з сигналом зворотного зв'язку внутрішнього контура. Після чого сигнал поступає на блок 4 (Прегулятор - допоміжний регулятор), а після управляючої дії на блок 5 (об'єкт керування допоміжного контура). Одержаний сигнал підсумовується блоком 6 з неконтрольованими збуреннями блоком 9, а потім поступає на блок 7 (об'єкт керування, що разом з об'єктом керування допоміжного контура, враховуючи неконтрольовані збурення, є еквівалентним об'єктом керування) і потім на блок 8 (суматор), де підсумовується з неконтрольованими збуреннями блоком 10. У блок 14 (суматор) поступають сигнал заданого значення кінцевої вологості зерна (Wз зд) із задатчика, сигнал зворотного зв'язку (Wз) і сигнал від блоку 11 (коректуючий зв'язок, забезпечуючий інваріантність 2-го контура щодо 1-го). Підсумований сигнал поступає на блок 15 (ПІД-регулятор), а після управляючої дії сигнал йде в блок 16 (об'єкт керування). Після чого сигнал підсумовується блоком 17 з блоком 12 (перехресний зв'язок) і поступає на блок 18 (суматор), де підсумовується з блоком 13 (неконтрольованими збуреннями). Результати комп'ютерного моделювання підтвердили те, що запропонований спосіб автоматичного керування в умовах реально діючих внутрішніх та зовнішніх збурень забезпечує високу динамічну точність стабілізації параметрів технологічного процесу в порівнянні з прототипом і таким чином забезпечує високу якість готового продукту при мінімальній собівартості. Прямі та інтегральні показники якості зменшились в порівнянні з показниками CAP прототипу. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automated control of process of grain drying in shaft grain drier
Автори англійськоюChortopolokhov Denys Volodymyrovych
Назва патенту російськоюСпособ автоматического управления процессом сушки зерна в шахтной зерносушилке
Автори російськоюЧортополохов Денис Владимирович
МПК / Мітки
МПК: F26B 3/02
Мітки: зерносушарці, спосіб, керування, зерна, процесом, автоматичного, сушки, шахтній
Код посилання
<a href="https://ua.patents.su/2-36291-sposib-avtomatichnogo-keruvannya-procesom-sushki-zerna-v-shakhtnijj-zernosusharci.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом сушки зерна в шахтній зерносушарці</a>
Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці
Номер патенту: 35801
Опубліковано: 10.10.2008
Автори: Ловчев Олександр Миколайович, Степанов Михайло Тимофійович
МПК: F26B 25/22
Мітки: зерносушарці, процесом, сушіння, автоматичного, шахтній, спосіб, зерна, керування
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці, що включає вимірювання та регулювання температури зерна та температури сушильного агента у кожній зоні сушіння, який відрізняється тим, що додатково вимірюють та регулюють вологість зерна на виході з зерносушарки та компенсують вплив запізнювання у цьому каналі регулювання.
Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці
Номер патенту: 24189
Опубліковано: 25.06.2007
Автори: Муратов Віктор Георгійович, Щегловська Олександра Леонідівна
МПК: F26B 25/22
Мітки: спосіб, зерносушарці, процесом, сушіння, шахтній, автоматичного, зерна, керування
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння зерна, що включає вимірювання температури сушильного агента на вході в сушарку та зерна в зоні сушіння, розрідження в топці, а також регулювання температури зерна в зоні сушіння, регулювання температури сушильного агента шляхом зміни витрати палива на горіння в топці, регулювання розрідження в топці шляхом зміни продуктивності димососа, який відрізняється тим, що температуру сушильного агента...
Спосіб автоматичного керування процесом випічки хліба
Номер патенту: 34308
Опубліковано: 11.08.2008
Автор: Мітєва Антоніна Василівна
МПК: A21B 1/00
Мітки: процесом, випічки, керування, спосіб, хліба, автоматичного
Формула / Реферат:
Спосіб автоматичного керування випічкою хліба в хлібопекарній печі, що включає регулювання температури в зоні зволоження печі та в зоні випічки, який відрізняється тим, що регулюють вологість в зоні зволоження печі з урахуванням дії коригуючого зв'язку, який забезпечує інваріантність каналу керування відносно зміни тиску пари в магістралі, що підводиться до зони зволоження печі, а також забезпечують інваріантність каналу регулювання...
Спосіб автоматичного керування процесом розстоювання тіста
Номер патенту: 31061
Опубліковано: 25.03.2008
Автори: Хобін Віктор Андрійович, Котлик Оксана Сергійвна
МПК: A21C 14/00
Мітки: спосіб, розстоювання, процесом, керування, тіста, автоматичного
Формула / Реферат:
Спосіб автоматичного керування процесом розстоювання тіста, що здійснюють в шафі остаточного розстоювання, який передбачає вимірювання та підтримку температури повітря на заданому значенні шляхом зміни витрати пари на обігрів, регулювання та підтримку відносної вологості повітря на заданому значенні шляхом зміни витрати пари на зволоження, який відрізняється тим, що додатково здійснюють вимірювання приросту об'ємів тістових заготівок в...
Спосіб автоматичного керування процесом сушіння екстракту кави в розпилювальній сушарці
Номер патенту: 30456
Опубліковано: 25.02.2008
Автори: Степанов Михайло Тимофійович, Біляєва Ольга Павлівна
МПК: F26B 25/22
Мітки: розпилювальний, керування, сушіння, спосіб, процесом, кави, екстракту, сушарці, автоматичного
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння екстракту кави, що складається з вимірювання температури сушильного агента на вході і виході з сушарки, вимірювання температури екстракту кави перед розпилюванням, вимірювання розрідження в топці та в конусі сушарки, регулювання температури сушильного агента на вході в сушарку шляхом зміни витрат палива на горіння в топці, регулювання розрідження в топці шляхом зміни продуктивності димососа,...
Попередній патент: Горілка особлива “княгинин джерельна”
Наступний патент: Штамп для видавлювання порожнистих деталей зі складним профілем
Випадковий патент: Пристрій кріплення запасного колеса