Спосіб виготовлення чіп-модуля
Формула / Реферат
1. Спосіб виготовлення чіп-модуля, переважно для чіп-картки, згідно з яким електронний чіп розміщують на призначеній для кріплення чіпа ділянці виготовленого із металу несучого елемента і приєднувальні провідники чіпа приєднують до контактних ділянок несучого елемента, розміщених з проміжками відносно ділянки для кріплення чіпа, після чого чіп разом із приєднувальними провідниками покривають на несучому елементі заливальною масою, який відрізняється тим, що після процесу висікання несучого елемента ширину проміжків між ділянкою для кріплення чіпа і контактними ділянками шляхом виконання процесу тиснення принаймні у наближених до проміжків зонах зменшують до розміру, який перешкоджає проникненню заливальної маси крізь проміжки.
2. Спосіб за п. 1, який відрізняється тим, що товщину матеріалу несучого елемента шляхом виконання процесу тиснення зменшують до 30-70 %, зокрема до 50 % початкової товщини матеріалу.
3. Спосіб за п. 1 або 2, який відрізняється тим, що ширину проміжків шляхом виконання процесу тиснення зменшують до 4-7 мкм, зокрема до 5 мкм.
4. Спосіб виготовлення чіп-модуля, переважно для чіп-картки, згідно з яким електронний чіп розміщують на призначеній для кріплення чіпа ділянці виготовленого із металу несучого елемента і приєднувальні провідники чіпа приєднують до контактних ділянок несучого елемента, розміщених з проміжками відносно ділянки для кріплення чіпа, після чого чіп разом із приєднувальними провідниками покривають на несучому елементі заливальною масою, який відрізняється тим, що після процесу висікання несучого елемента шляхом виконання процесу тиснення у наближених до проміжків зонах на протилежному чіпові боці несучого елемента утворюють заглиблення, причому заглиблення являють собою порожнини для прийому частини заливальної маси, що проникла крізь проміжки.
Текст
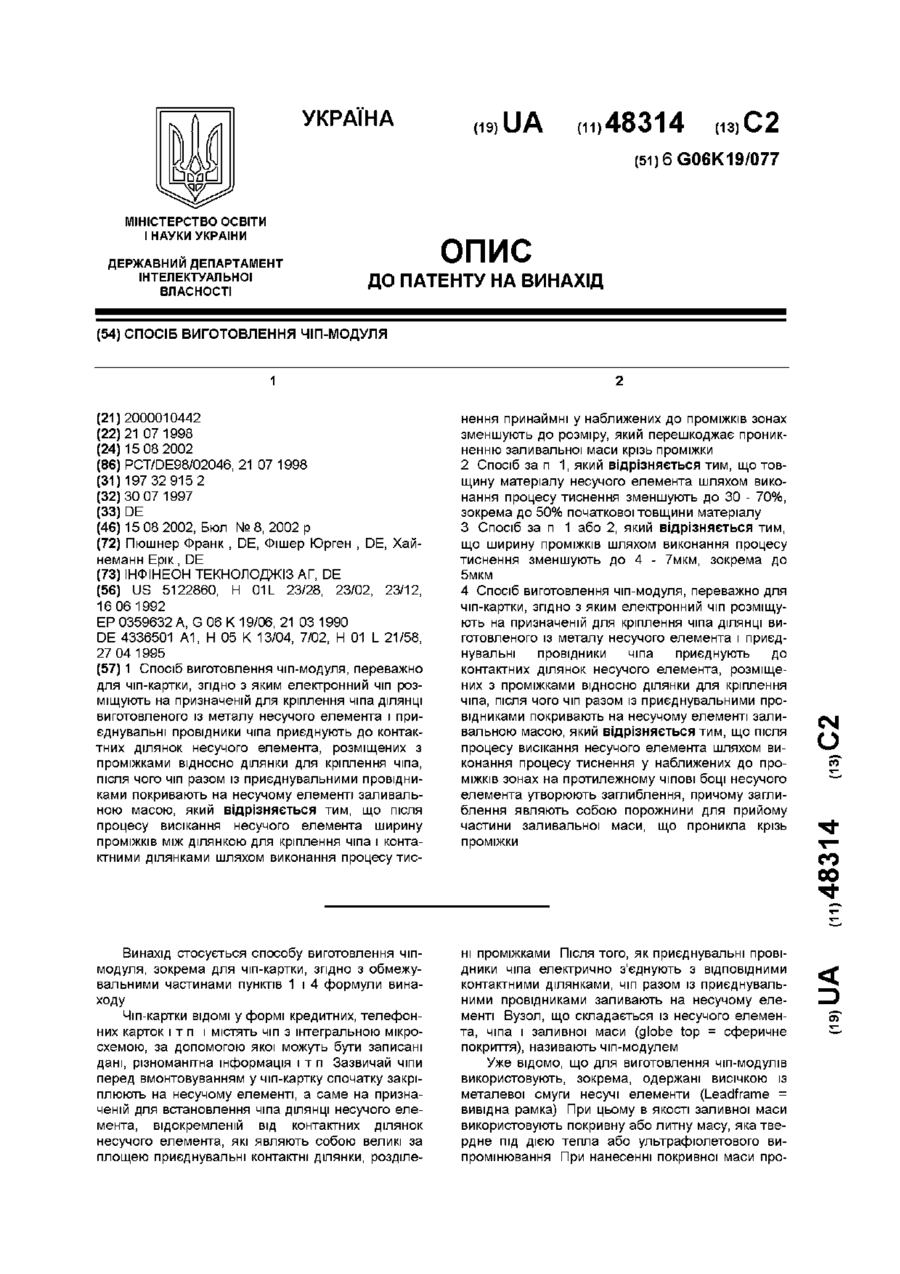
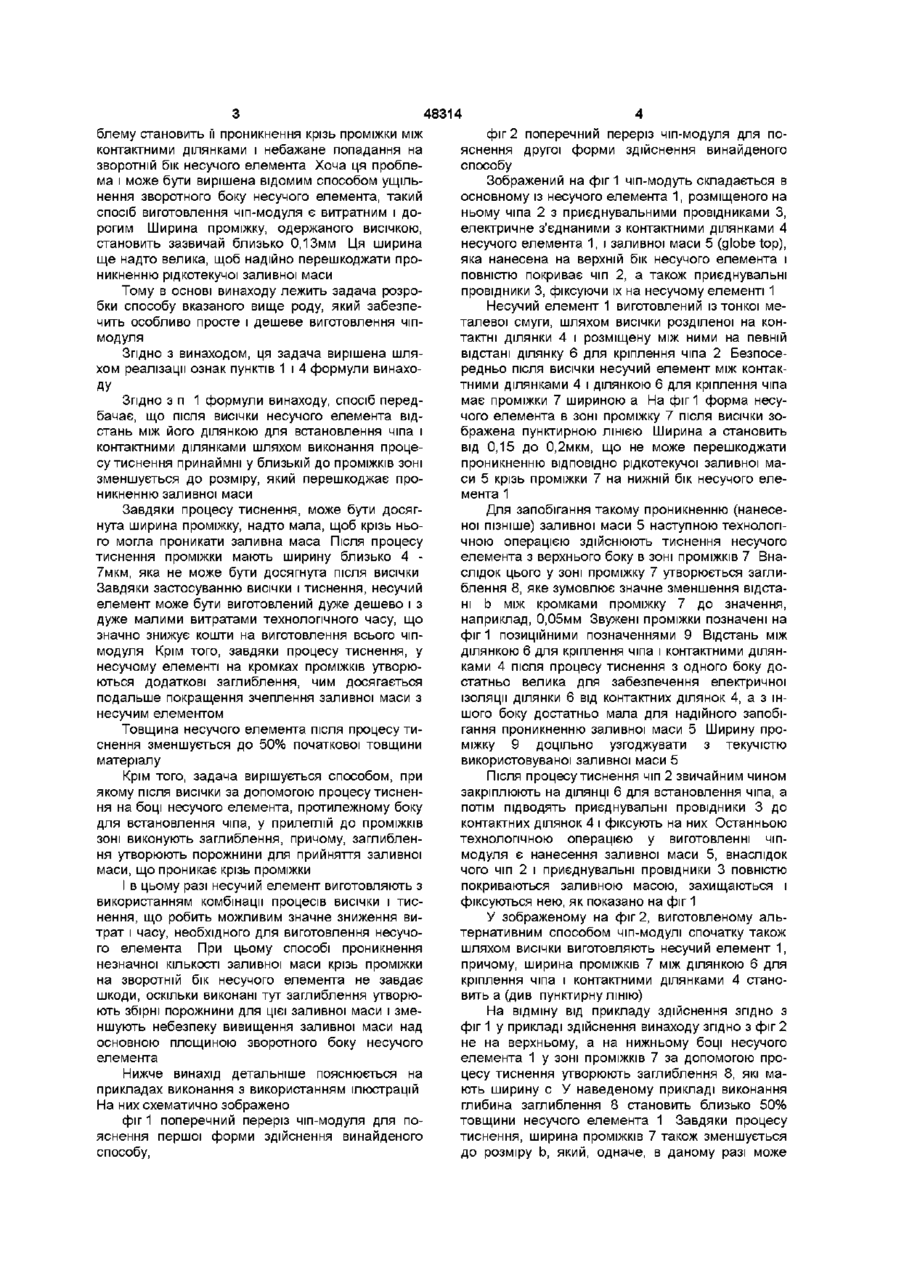
1 Спосіб виготовлення чіп-модуля, переважно для чіп-картки, згідно з яким електронний чіп розміщують на призначеній для кріплення чіпа ДІЛЯНЦІ виготовленого із металу несучого елемента і приєднувальні провідники чіпа приєднують до контактних ділянок несучого елемента, розміщених з проміжками відносно ділянки для кріплення чіпа, після чого чіп разом із приєднувальними провідниками покривають на несучому елементі заливальною масою, який відрізняється тим, що після процесу висікання несучого елемента ширину проміжків між ділянкою для кріплення чіпа і контактними ділянками шляхом виконання процесу тис Винахід стосується способу виготовлення чіпмодуля, зокрема для чіп-картки, згідно з обмежувальними частинами пунктів 1 і 4 формули винаходу Чіп-картки ВІДОМІ у формі кредитних, телефонних карток і т п і містять чіп з інтегральною мікросхемою, за допомогою якої можуть бути записані дані, різноманітна інформація і т п Зазвичай чіпи перед вмонтовуванням у чіп-картку спочатку закріплюють на несучому елементі, а саме на призначеній для встановлення чіпа ДІЛЯНЦІ несучого елемента, відокремленій від контактних ділянок несучого елемента, які являють собою великі за площею приєднувальні контактні ділянки, розділе нення принаймні у наближених до проміжків зонах зменшують до розміру, який перешкоджає проникненню заливальної маси крізь проміжки 2 Спосіб за п 1, який відрізняється тим, що товщину матеріалу несучого елемента шляхом виконання процесу тиснення зменшують до ЗО - 70%, зокрема до 50% початкової товщини матеріалу 3 Спосіб за п 1 або 2, який відрізняється тим, що ширину проміжків шляхом виконання процесу тиснення зменшують до 4 - 7мкм, зокрема до 5мкм 4 Спосіб виготовлення чіп-модуля, переважно для чіп-картки, згідно з яким електронний чіп розміщують на призначеній для кріплення чіпа ДІЛЯНЦІ виготовленого із металу несучого елемента і приєднувальні провідники чіпа приєднують до контактних ділянок несучого елемента, розміщених з проміжками відносно ділянки для кріплення чіпа, після чого чіп разом із приєднувальними провідниками покривають на несучому елементі заливальною масою, який відрізняється тим, що після процесу висікання несучого елемента шляхом виконання процесу тиснення у наближених до проміжків зонах на протилежному ЧІПОВІ боці несучого елемента утворюють заглиблення, причому заглиблення являють собою порожнини для прийому частини заливальної маси, що проникла крізь проміжки О C O 00 ні проміжками Після ТОГО, ЯК приєднувальні провідники чіпа електрично з'єднують з ВІДПОВІДНИМИ контактними ділянками, чіп разом із приєднувальними провідниками заливають на несучому елементі Вузол, що складається із несучого елемента, чіпа і заливної маси (globe top = сферичне покриття), називають чіп-модулем Уже відомо, що для виготовлення чіп-модулів використовують, зокрема, одержані висічкою із металевої смуги несучі елементи (Leadframe = вивідна рамка) При цьому в якості заливної маси використовують покривну або литну масу, яка твердне під дією тепла або ультрафіолетового випромінювання При нанесенні покривної маси про 48314 блему становить її проникнення крізь проміжки між контактними ділянками і небажане попадання на зворотній бік несучого елемента Хоча ця проблема і може бути вирішена відомим способом ущільнення зворотного боку несучого елемента, такий спосіб виготовлення чіп-модуля є витратним і дорогим Ширина проміжку, одержаного висічкою, становить зазвичай близько 0,13мм Ця ширина ще надто велика, щоб надійно перешкоджати проникненню рідкотекучої заливної маси Тому в основі винаходу лежить задача розробки способу вказаного вище роду, який забезпечить особливо просте і дешеве виготовлення чіпмодуля Згідно З винаходом, ця задача вирішена шляхом реалізації ознак пунктів 1 і 4 формули винахоДУ Згідно з п 1 формули винаходу, спосіб передбачає, що після висічки несучого елемента відстань між його ділянкою для встановлення чіпа і контактними ділянками шляхом виконання процесу тиснення принаймні у близькій до проміжків зоні зменшується до розміру, який перешкоджає проникненню заливної маси Завдяки процесу тиснення, може бути досягнута ширина проміжку, надто мала, щоб крізь нього могла проникати заливна маса Після процесу тиснення проміжки мають ширину близько 4 7мкм, яка не може бути досягнута після висічки Завдяки застосуванню висічки і тиснення, несучий елемент може бути виготовлений дуже дешево і з дуже малими витратами технологічного часу, що значно знижує кошти на виготовлення всього чіпмодуля Крім того, завдяки процесу тиснення, у несучому елементі на кромках проміжків утворюються додаткові заглиблення, чим досягається подальше покращення зчеплення заливної маси з несучим елементом Товщина несучого елемента після процесу тиснення зменшується до 50% початкової товщини матеріалу Крім того, задача вирішується способом, при якому після висічки за допомогою процесу тиснення на боці несучого елемента, протилежному боку для встановлення чіпа, у прилеглій до проміжків зоні виконують заглиблення, причому, заглиблення утворюють порожнини для прийняття заливної маси, що проникає крізь проміжки І в цьому разі несучий елемент виготовляють з використанням комбінації процесів висічки і тиснення, що робить можливим значне зниження витрат і часу, необхідного для виготовлення несучого елемента При цьому способі проникнення незначної КІЛЬКОСТІ заливної маси крізь проміжки на зворотній бік несучого елемента не завдає шкоди, оскільки виконані тут заглиблення утворюють збірні порожнини для цієї заливної маси і зменшують небезпеку вивищення заливної маси над основною площиною зворотного боку несучого елемента Нижче винахід детальніше пояснюється на прикладах виконання з використанням ілюстрацій На них схематично зображено фіг 1 поперечний переріз чіп-модуля для пояснення першої форми здійснення винайденого способу, фіг 2 поперечний переріз чіп-модуля для пояснення другої форми здійснення винайденого способу Зображений на фіг 1 чіп-модуть складається в основному із несучого елемента 1, розміщеного на ньому чіпа 2 з приєднувальними провідниками З, електричне з'єднаними з контактними ділянками 4 несучого елемента 1, і заливної маси 5 (globe top), яка нанесена на верхній бік несучого елемента і повністю покриває чіп 2, а також приєднувальні провідники 3, фіксуючи їх на несучому елементі 1 Несучий елемент 1 виготовлений із тонкої металевої смуги, шляхом висічки розділеної на контактні ділянки 4 і розміщену між ними на певній відстані ділянку 6 для кріплення чіпа 2 Безпосередньо після висічки несучий елемент між контактними ділянками 4 і ділянкою 6 для кріплення чіпа має проміжки 7 шириною а На фиг 1 форма несучого елемента в зоні проміжку 7 після висічки зображена пунктирною ЛІНІЄЮ Ширина а становить від 0,15 до 0,2мкм, що не може перешкоджати проникненню ВІДПОВІДНО рідкотекучої заливної маси 5 крізь проміжки 7 на нижній бік несучого елемента 1 Для запобігання такому проникненню (нанесеної пізніше) заливної маси 5 наступною технологічною операцією здійснюють тиснення несучого елемента з верхнього боку в зоні проміжків 7 Внаслідок цього у зоні проміжку 7 утворюється заглиблення 8, яке зумовлює значне зменшення відстані b між кромками проміжку 7 до значення, наприклад, 0,05мм Звужені проміжки позначені на фіг 1 позиційними позначеннями 9 Відстань між ділянкою 6 для кріплення чіпа і контактними ділянками 4 після процесу тиснення з одного боку достатньо велика для забезпечення електричної ізоляції ділянки 6 від контактних ділянок 4, а з іншого боку достатньо мала для надійного запобігання проникненню заливної маси 5 Ширину проміжку 9 доцільно узгоджувати з текучістю використовуваної заливної маси 5 Після процесу тиснення чіп 2 звичайним чином закріплюють на ДІЛЯНЦІ 6 для встановлення чіпа, а потім підводять приєднувальні провідники 3 до контактних ділянок 4 і фіксують на них Останньою технологічною операцією у виготовленні чіпмодуля є нанесення заливної маси 5, внаслідок чого чіп 2 і приєднувальні провідники 3 повністю покриваються заливною масою, захищаються і фіксуються нею, як показано на фіг 1 У зображеному на фіг 2, виготовленому альтернативним способом чіп-модулі спочатку також шляхом висічки виготовляють несучий елемент 1, причому, ширина проміжків 7 між ділянкою 6 для кріплення чіпа і контактними ділянками 4 становить а (див пунктирну ЛІНІЮ) На відміну від прикладу здійснення згідно з фіг 1 у прикладі здійснення винаходу згідно з фіг 2 не на верхньому, а на нижньому боці несучого елемента 1 у зоні проміжків 7 за допомогою процесу тиснення утворюють заглиблення 8, які мають ширину с У наведеному прикладі виконання глибина заглиблення 8 становить близько 50% товщини несучого елемента 1 Завдяки процесу тиснення, ширина проміжків 7 також зменшується до розміру Ь, який, одначе, в даному разі може 48314 бути настільки великим, що нанесена пізніше заливна маса 5 може проникати крізь звужені проміжки 9 на зворотній бік несучого елемента 1 Тут заглиблення 8 діють як порожнини для прийому частини заливної маси 5, що проникла крізь проміжки 9, завдяки чому значною мірою зменшується небезпека вивищення заливної маси 5 над площиною зворотного боку несучого елемента 1 В якості заливної маси 5 доцільно використо вувати покривні маси, що швидко тверднуть під дією ультрафіолетового випромінювання або тепла Перевага обох зображених на фіг 1 і 2 форм здійснення винаходу полягає в тому, що шляхом комбінування процесів висічки і тиснення несучий елемент 1 може бути виготовлений дуже швидко і дешево ФІГ. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing chip module
Автори англійськоюFisher Jurgen
Назва патенту російськоюСпособ изготовления чип-модуля
Автори російськоюФишер Юрген
МПК / Мітки
МПК: B42D 15/10, H01L 23/48, H01L 23/28, H01L 23/12, G06K 19/077
Мітки: чіп-модуля, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-48314-sposib-vigotovlennya-chip-modulya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення чіп-модуля</a>
Спосіб виготовлення фотоелектричного модуля з сонячних елементів
Номер патенту: 14924
Опубліковано: 04.03.1997
Автори: Пінчук Віталій Миколайович, Бойко Григорій Степанович, Петряков Володимир Олексійович, Уруський Олег Семенович, Горбань Анатолій Петрович, Макаров Анатолій Володимирович
МПК: H01L 31/04
Мітки: спосіб, сонячних, елементів, фотоелектричного, виготовлення, модуля
Формула / Реферат:
1. Способ изготовления фотоэлектрических модулей из солнечных элементов, основанный на последовательно-параллельной коммутации солнечных элементов между собой металлическими шинками и приклеивании скоммутированных солнечных элементов к поверхности носителя, на котором собирают модуль, отличающийся тем, что металлические шинки, осуществляющие параллельное соединение тыльных электродов ряда солнечных элементов между собой, выполняют из...
Спосіб виготовлення несучого елемента для напівпровідникового чипа
Номер патенту: 42106
Опубліковано: 15.10.2001
Автори: Удо Детлеф, Штампка Петер, Хубер Міхаель, Граф Хельмут, Фішер Юрген, Хайтцер Йозеф
МПК: H01L 23/16, G06K 19/077, H01L 23/28, H01L 23/12, H01L 23/48
Мітки: напівпровідникового, спосіб, виготовлення, чіпа, елемента, несучого
Формула / Реферат:
1. Спосіб виготовлення несучого елемента для напівпровідникового чипа (23), зокрема, для вмонтовування в чип-картку, який відрізняється тим, що виконують такі операції:- в пластинці (10) жорсткості шляхом глибокої витяжки формують ванночку (11),- дно ванночки висікають, внаслідок чого для розміщення чипа (23) і приєднувальних дротів (24) одержують виїмку, оточену рамкою (12), виконаною як одне ціле з пластинкою жорсткості...
Спосіб визначення модуля пружності діелектричних матеріалів
Номер патенту: 22180
Опубліковано: 30.06.1998
Автори: Стадник Богдан Іванович, Мотало Василь Петрович
МПК: G01N 29/04
Мітки: пружності, спосіб, матеріалів, модуля, діелектричних, визначення
Формула / Реферат:
Спосіб визначення модуля пружності діелектричних матеріалів, який полягає в тому, що в зразку із досліджуваного матеріалу збуджують Ультразвукові коливання, вимірюють швидкість поширення ультразвукових хвиль, який відрізняється тим, що одночасно Із вимірюванням швидкості поширення ультразвукових хвиль додатково вимірюють діелектричну проникність матеріалу, а модуль пружності Е0 матеріалу визначають за формулоюде r0 - теоретична...
Спосіб силуетного перетворення модуля пройми
Номер патенту: 45088
Опубліковано: 15.03.2002
Автори: Славінська Алла Людвігівна, Домбровська Оксана Миколаївна
МПК: A41H 3/00
Мітки: спосіб, силуетного, пройми, перетворення, модуля
Формула / Реферат:
Спосіб силуетного перетворення модуля пройми, який грунтується на переміщенні конструктивних точок вихідного креслення основи конструкції на визначені векторні величини перетворення, який відрізняється тим, що від кожної визначеної конструктивної точки вихідної конструкції відкладають в напрямку координат величини перетворень для більшого чи меншого додатка на свободу, які знаходять на перетині перпендикулярів, встановлених з точок
Спосіб стабілізації і керування тепловим профілем валків стана ливарно-прокатного модуля
Номер патенту: 44719
Опубліковано: 15.03.2002
Автори: Деркач Дмитро Олександрович, Самохвалов Микола Іванович, Полєщук Валентин Михайлович, Кожевніков Георгій Васильович, Белобров Юрій Миколайович, Стеч Володимир Станіславович, Ботштейн Володимир Абрамович, Райгородецький Леонід Якович
МПК: B21B 27/06, B21B 37/28
Мітки: тепловим, керування, стана, спосіб, профілем, валків, ливарно-прокатного, модуля, стабілізації
Формула / Реферат:
Способ стабилизации и управления тепловым профилем валков стана литейно-прокатного модуля, включающий управление тепловым профилем бочки валков путем подачи к требуемой зоне по длине бочки горячей или холодной воды, отличающийся тем, что подогрев рабочих валков осуществляют путем подачи горячей воды с температурой 50-90° С в период пауз между прокаткой полос , а интенсивность подогрева увеличивают в пределах зоны подогрева путем...
Попередній патент: Високовольтний імпульсний конденсатор
Наступний патент: Спосіб одержання шихти для електричних контактів
Випадковий патент: Ковпакова електропіч