Спосіб термообробки виробів з монокристалів корунду
Номер патенту: 28139
Опубліковано: 16.10.2000
Автори: Литвинов Леонід Аркадійович, Добровинська Олена Рувимівна, Піщік Валеріан Володимирович

Формула / Реферат
Способ термообработки изделий из монокристаллов корунда, включающий нагрев изделий в герметической камере в вакууме с последующим охлаждением до комнатной температуры, отличающийся тем, что изделия нагревают до температуры 1650 - 1700° С со скоростью 1800 - 2000 град/ч, после чего перемешивают их со скоростью 0,5 - 1,0 см/ч через тепловую зону, имеющую градиент снижения температуры 200 - 300 град/см.
Текст
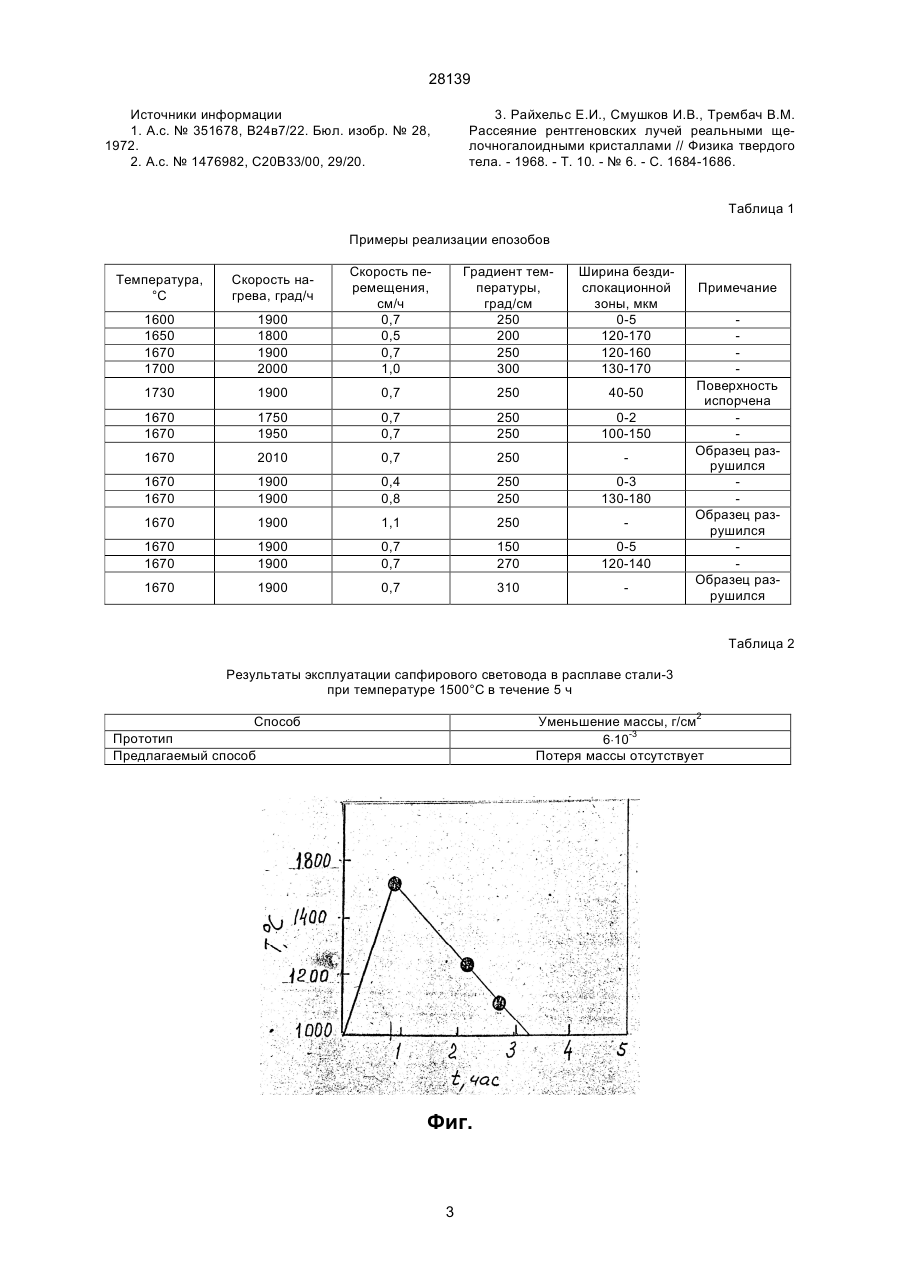
Способ термообработки изделий из монокристаллов корунда, включающий нагрев изделий в герметической камере в вакууме с последующим охлаждением до комнатной температуры, отличающийся тем, что изделия нагревают до температуры 1650-1700°С со скоростью 1800-2000 град/ч, после чего перемешивают их со скоростью 0,51,0 см/ч через тепловую зону, имеющую градиент снижения температуры 200-300 град/см. (19) (21) 94107338 (22) 24.10.1994 (24) 16.10.2000 (33) UA (46) 16.10.2000, Бюл. № 5, 2000 р. (72) Добровінська Олена Рувимівна, Літвінов Леонід Аркадійович, Піщік Валеріан Володимирович (73) НАУКОВО-ДОСЛІДНЕ ВІДДІЛЕННЯ ОПТИЧНИХ ТА КОНСТРУКЦІЙНИХ КРИСТАЛІВ НАУКОВО-ТЕХНІЧНОГО КОМПЛЕКСУ "ІНСТИТУТ МОНОКРИСТАЛІВ" НАН УКРАЇНИ 28139 ростовых дефектов на поверхности изделий, не позволяет повысить коррозионную и эрозионную прочность изделий. В основу изобретения поставлена задача создания способа термообработки изделий из монокристаллов корунда, который за счет технологических операций и их последовательности обеспечил бы коррозионную и эрозионную прочность изделий. Решение поставленной задачи обеспечивается тем, что в способе термообработки изделий из монокристаллов корунда, включающем нагрев изделий в герметичной камере в вакууме с последующим охлаждением до комнатной температуры, согласно изобретению, изделие нагревают до температуры 1650-1700°С со скоростью 18002000 град/ч, после чего перемещают их со скоростью 0,5-1,0 см/ч через тепловую зону, имеющую градиент снижения температуры 200-300 град/см. Резкое повышение температуры со скоростью (1800-2000 град/ч) до температуры (1650-1700)°С с последующим перемащением через указанную градиентную зону со скоростью (0,5-1,0) см/ч обеспечивает увеличение подвижности дислокаций, которые "устремляются" к поверхности изделий и под действием силы "Зеркального отображения" [3] создает бездислокационный приповерхностный слой. Ширина бездислокационного приповерхностного слоя в предлагаемых режимах, как показали эксперименты, составляет на менее 100 мкм, и этот слой является как бы защитным слоем, за которым имеющиеся ростовые дислокации уже не влияют на эрозионную и коррозионную стойкость изделия. При этом при температуре (1650-1700)°С не происходит термическое травление поверхности изделия, а, следовательно, и не ухудшается чистота обработки и не увеличивается шероховатость поверхности. Таким образам без снижения чистоты уже обработанного изделия способ обеспечивает упрочнение поверхности и обеспечивает эрозионную и коррозионную стойкость в отличие от [1, 2]. Нагрев изделий до температуры ниже 1650°С не позволяет создать в начальный момент дислокационною зону достаточной ширины в связи с малой подвижностью дислокаций. Нагрев до температуры выше 1700°С приводит к ухудшению качества полированной поверхности готового изделия в связи с термическим травлением и возможностью напыления на поверхности оксидов высокотемпературных металлов, в частности, оксидов молибдена, при этом резко снижается чистота поверхности и увеличивается ее шероховатость. Скорость нагрева изделия из корунда выше 2000 град/ч может привести к созданию в нем больших термоупругих напряжений и разрушению изделия в процессе нагрева. Нагрев со скоростью менее 1800 град/ч не обеспечивает необходимой подвижности дислокаций и технологически не целесообразен, т.к. удлиняет процесс термообработки. Если градиент температуры в градиентной зоне менее 200 град/см, то подвижность дислокаций практически не изменяется и ширина бездисдокационной зоны не увеличивается, если градиент более 300 град/см, то в изделии могут возникнуть термоупругие напряжения, приводящие к растрескиванию. Если скорость протяжки изделия ме нее 0,5 см/ч, то такая малая скорость не увеличивает подвижность дислокаций, если скорость протяжки более 10 см/ч, то это приводит к быстрому охлаждению изделия и его разрушению. На фигуре представлена временная зависимость изменения температуры в изделии из корунда. В табл. 1 представлены примеры термообработки готовых изделий из корунда по предлагаемому способу. В табл. 2 показаны сравнительные эксплуатационные характеристики готовых изделий из корунда, термообработанных по предлагаемому способу и способу [2]. Пример 1 Способ реализуется на стандартном оборудовании. Термообработке подвергается массивное изделие из корунда везом более 100 г. Изделие помещают в печь с градиентом температуры 210 град/см. Температуру изделия повышают со скоростью 1820 град/ч до температуры 1680°С и затем перемещают через тепловую зону со скоростью 0,6 см/ч. При охлаждении образца до 1000°С печь отключают и образец охлаждают вместе с печью, до комнатной температуры. Ширина образовавшейся в приповерхностном слое изделия бездислокационной зоны составляет 120 мкм и такое изделие характеризуется высокой эрозионной и коррозионной стойкостью. Пример 2 Термообработке подвергается изделие из корунда массой 15 г. Изделие помещают в печь с градиентом температуры 290 град/см и нагревают до 1700°С со скоростью 1980 град/ч, после чего его перемещают через градиентную зону со скоростью 0,9 см/ч. Ширина бездислокационной зоны в этом изделии достигает 210 мкм, что обеспечивает его высокую эрозионную и коррозионную стойкость. Показателем коррозионной и эрозионной стойкости изделия является ширина бездислокационной зоны, образовавшейся в изделии в результате термообработки по предлагаемому способу (табл. 1), или потеря массы на единицу площади поверхности изделия, эксплуатируемого в расплаве углеродистой стали при температуре 1500°С в течение 5 ч (табл. 2). Такая бездислокационная зона достигается благодаря нагреву и перемещению изделия через тепловую зону со скоростями, соответствующими временной зависимости изменения температуры в изделии (см. фиг.). Как следует из табл. 1, термообработка по предлагаемому способу позволяет получить изделия из корунда с высокой эрозионной и коррозионной стойкостью, поверхности которых не претерпевают изменений в процессе эксплуатации при высоких температурах и в агрессивных средах, т.к. исключается выход на поверхность структурных дефектов, являющихся очагами разрушения поверхности в этих условиях. При этом, как показали наши эксперименты и подтверждается примерами 1, 2, предлагаемый способ равно эффективен для изделий из корунда различной формы и размеров. 2 28139 Источники информации 1. A.c. № 351678, В24в7/22. Бюл. изобр. № 28, 1972. 2. А.с. № 1476982, С20В33/00, 29/20. 3. Райхельс Е.И., Смушков И.В., Трембач В.М. Рассеяние рентгеновских лучей реальными щелочногалоидными кристаллами // Физика твердого тела. - 1968. - Т. 10. - № 6. - С. 1684-1686. Таблица 1 Примеры реализации епозобов 1900 1800 1900 2000 Cкорость перемещения, см/ч 0,7 0,5 0,7 1,0 Градиент температуры, град/см 250 200 250 300 Ширина бездислокационной зоны, мкм 0-5 120-170 120-160 130-170 1730 1900 0,7 250 40-50 1670 1670 1750 1950 0,7 0,7 250 250 0-2 100-150 1670 2010 0,7 250 1670 1670 1900 1900 0,4 0,8 250 250 0-3 130-180 1670 1900 1,1 250 1670 1670 1900 1900 0,7 0,7 150 270 0-5 120-140 1670 1900 0,7 310 Температура, °С Скорость нагрева, град/ч 1600 1650 1670 1700 Примечание Поверхность испорчена Образец разрушился Образец разрушился Образец разрушился Таблица 2 Результаты эксплуатации сапфирового световода в расплаве стали-3 при температуре 1500°С в течение 5 ч Уменьшение массы, г/см2 6×10-3 Потеря массы отсутствует Способ Прототип Предлагаемый способ Фиг. 3 28139 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for thermal treatment of articles of corundum monocrystals
Автори англійськоюDobrovinska Olena Ruvymivna, Litvinov Leonid Arkadiiovych, Pischik Valerian Volodymyrovych
Назва патенту російськоюСпособ термообработки изделий из монокристаллов корунда
Автори російськоюДобровинская Елена Рувимовна, Литвинов Леонид Аркадиевич, Пищик Валериан Владимирович
МПК / Мітки
МПК: C30B 29/20, C30B 33/00
Мітки: спосіб, корунду, монокристалів, виробів, термообробки
Код посилання
<a href="https://ua.patents.su/4-28139-sposib-termoobrobki-virobiv-z-monokristaliv-korundu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки виробів з монокристалів корунду</a>
Спосіб фарбування монокристалів корунду
Номер патенту: 18037
Опубліковано: 17.06.1997
Автори: Ткаченко Сергій Анатолійович, Коневський Віктор Семенович, Литвинов Леонід Аркадійович
МПК: C30B 33/00
Мітки: фарбування, монокристалів, корунду, спосіб
Формула / Реферат:
Способ окрашивания монокристаллов корунда, включающий очистку поверхности и термообработку в окислительной среде в красящем порошке, отличающийся тем, что используют порошок оксида кобальта с фракционным составом 1-5 мкм, который предварительно активируют в течение 30-60 минут, а термообработку проводят при 1000-1300°С.
Спосіб зміни забарвлення виробів із монокристалів діоксиду цирконію
Номер патенту: 6741
Опубліковано: 29.12.1994
Автори: Сердюк Георгій Нікандрович, Пархоменко Володимир Дмитрович, Ткачук Борис Васильович, Цибульов Павло Миколайович
МПК: C30B 29/16, C30B 33/04
Мітки: забарвлення, діоксиду, монокристалів, цирконію, спосіб, зміни, виробів
Формула / Реферат:
Способ изменения окраски изделий из монокристаллов диоксида циркония, включающий изотермическую выдержку изделий в вакууме, отличающийся тем, что изотермическую выдержку изделий осуществляют при температуре 400-1200°С в течение 10-30 мин в тлеющем разряде с энергией электронов 1-2 кэВ, создаваемом в вакууме остаточной атмосферы 0,3-3 Па.
Спосіб термообробки монокристалів вольфрамату кадмію
Номер патенту: 16664
Опубліковано: 29.08.1997
Автори: Вострецов Юрій Якович, Овечкін Андрій Євгенійович, Нагорна Людмила Лаврентіївна, Пирогов Євген Миколайович
МПК: C30B 33/02, C30B 29/32
Мітки: термообробки, кадмію, вольфрамату, монокристалів, спосіб
Формула / Реферат:
Способ термообработки монокристаллов вольфрамата кадмия, включающий нагрев, выдержку и охлаждение в кислородсодержащей атмосфере, отличающийся тем. что, с целью увеличения выхода годных и повышения светового выхода кристаллов, предварительно нагрев ведут со скоростью 50-100 град/ч при непрерывной откачке до 380-450°С с последующей выдержкой в течение 2-5 ч, затем откачку прекращают, вводят кислородсодержащую атмосферу, продолжают нагрев...
Засіб відбракування монокристалів корунду складної форми
Номер патенту: 22450
Опубліковано: 03.03.1998
Автори: Гончаренко Тетяна Вікторівна, Піщік Валеріан Володимирович, Литвинов Леонід Аркадійович, Добровинська Олена Рувимівна
МПК: G01N 3/40
Мітки: монокристалів, корунду, форми, відбракування, засіб, складної
Формула / Реферат:
Способ отбраковки монокристаллов корунда сложной формы, включающий механическое воздействие посредством вдавливания алмазной пирамидки, отличающийся тем, что вдавливание осуществляют с величиной нагрузки 105-110 г и контролируют отсутствие микротрещин вокруг отпечатка.
Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Чейлях Олександр Петрович, Малінов Леонід Соломонович
Мітки: сталей, переважно, виробів, нержавіючих, спосіб, термообробки
Формула / Реферат:
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Попередній патент: Агрегат для видалення завалу обвалених конструкцій споруди
Наступний патент: Затискач кріплення світильника / варіанти/
Випадковий патент: З'єднання валів