Спосіб фінішної обробки пластин з карбіду кремнію
Номер патенту: 96007
Опубліковано: 12.01.2015
Автори: Ковальов Сергій Вікторович, Філатов Олексій Юрійович, Філатов Юрій Данилович, Пріхна Тетяна Олексіївна, Боримський Олександр Іванович, Сидорко Володимир Ігорович, Вєтров Анатолій Григорович

Формула / Реферат
1. Спосіб фінішної обробки пластин з карбіду кремнію, який включає шліфування суспензією алмазних мікропорошків, полірування та нанополірування поверхонь пластин суспензіями порошків, який відрізняється тим, що після шліфування, спочатку здійснюють попереднє полірування суспензією на основі порошків кубічного нітриду бору, а потім здійснюють полірування та нанополірування суспензіями порошків МАХ-фази Тi3АlС2.
2. Спосіб за п. 1, який відрізняється тим, що зерновий склад суспензій порошків МАХ-фази Ті3АlС2 для полірування і нанополірування вибирають відповідно 2/0 і 05/0.
Текст
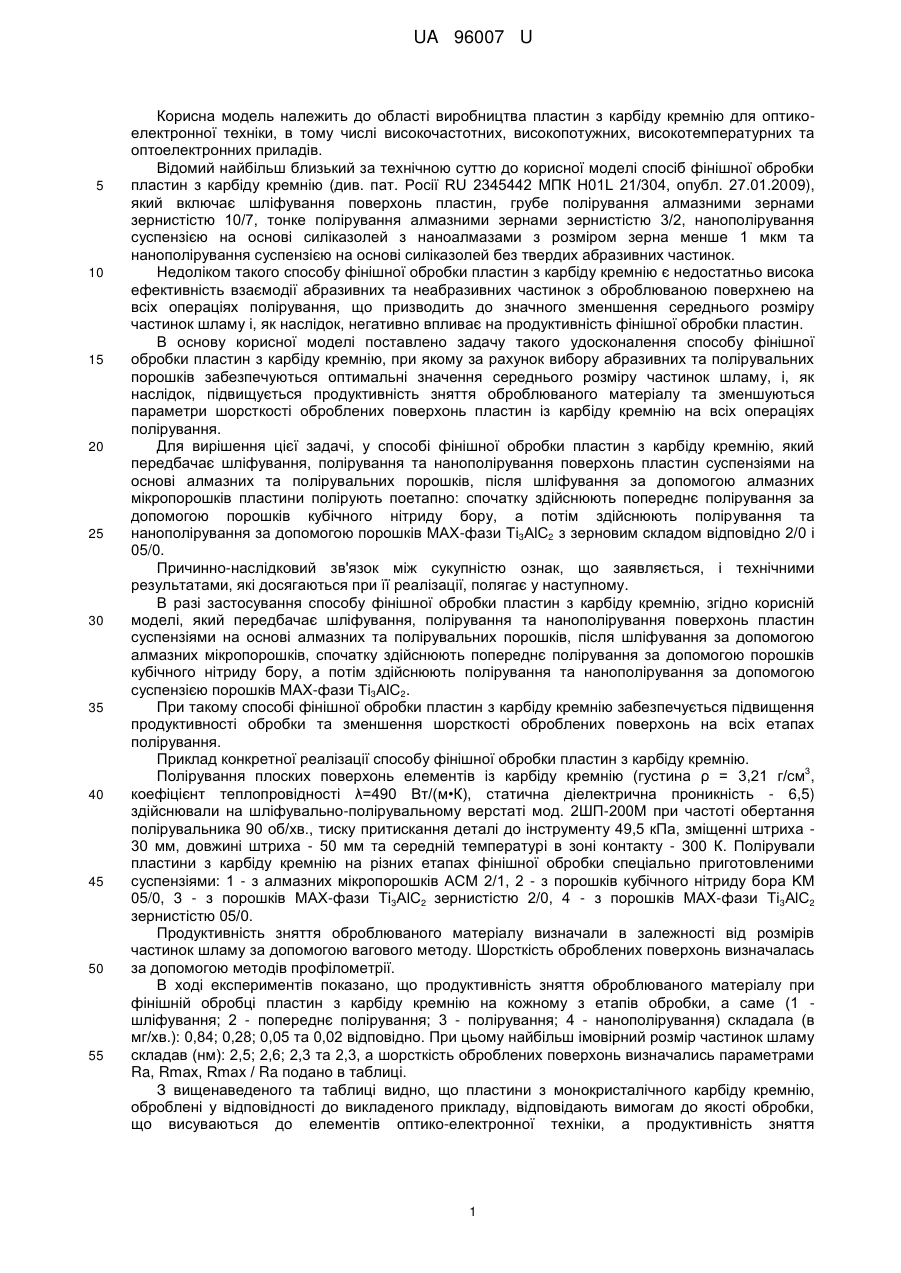
Реферат: Спосіб фінішної обробки пластин з карбіду кремнію включає шліфування суспензією алмазних мікропорошків, полірування та нанополірування поверхонь пластин суспензіями порошків. Після шліфування, спочатку здійснюють попереднє полірування суспензією на основі порошків кубічного нітриду бору, а потім здійснюють полірування та нанополірування суспензіями порошків МАХ-фази Тi3АlС2. UA 96007 U (12) UA 96007 U UA 96007 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області виробництва пластин з карбіду кремнію для оптикоелектронної техніки, в тому числі високочастотних, високопотужних, високотемпературних та оптоелектронних приладів. Відомий найбільш близький за технічною суттю до корисної моделі спосіб фінішної обробки пластин з карбіду кремнію (див. пат. Росії RU 2345442 МПК H01L 21/304, опубл. 27.01.2009), який включає шліфування поверхонь пластин, грубе полірування алмазними зернами зернистістю 10/7, тонке полірування алмазними зернами зернистістю 3/2, нанополірування суспензією на основі силіказолей з наноалмазами з розміром зерна менше 1 мкм та нанополірування суспензією на основі силіказолей без твердих абразивних частинок. Недоліком такого способу фінішної обробки пластин з карбіду кремнію є недостатньо висока ефективність взаємодії абразивних та неабразивних частинок з оброблюваною поверхнею на всіх операціях полірування, що призводить до значного зменшення середнього розміру частинок шламу і, як наслідок, негативно впливає на продуктивність фінішної обробки пластин. В основу корисної моделі поставлено задачу такого удосконалення способу фінішної обробки пластин з карбіду кремнію, при якому за рахунок вибору абразивних та полірувальних порошків забезпечуються оптимальні значення середнього розміру частинок шламу, і, як наслідок, підвищується продуктивність зняття оброблюваного матеріалу та зменшуються параметри шорсткості оброблених поверхонь пластин із карбіду кремнію на всіх операціях полірування. Для вирішення цієї задачі, у способі фінішної обробки пластин з карбіду кремнію, який передбачає шліфування, полірування та нанополірування поверхонь пластин суспензіями на основі алмазних та полірувальних порошків, після шліфування за допомогою алмазних мікропорошків пластини полірують поетапно: спочатку здійснюють попереднє полірування за допомогою порошків кубічного нітриду бору, а потім здійснюють полірування та нанополірування за допомогою порошків МАХ-фази Ті3АlС2 з зерновим складом відповідно 2/0 і 05/0. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється, і технічними результатами, які досягаються при її реалізації, полягає у наступному. В разі застосування способу фінішної обробки пластин з карбіду кремнію, згідно корисній моделі, який передбачає шліфування, полірування та нанополірування поверхонь пластин суспензіями на основі алмазних та полірувальних порошків, після шліфування за допомогою алмазних мікропорошків, спочатку здійснюють попереднє полірування за допомогою порошків кубічного нітриду бору, а потім здійснюють полірування та нанополірування за допомогою суспензією порошків МАХ-фази Ті3АlС2. При такому способі фінішної обробки пластин з карбіду кремнію забезпечується підвищення продуктивності обробки та зменшення шорсткості оброблених поверхонь на всіх етапах полірування. Приклад конкретної реалізації способу фінішної обробки пластин з карбіду кремнію. 3 Полірування плоских поверхонь елементів із карбіду кремнію (густина ρ = 3,21 г/см , коефіцієнт теплопровідності λ=490 Вт/(м•К), статична діелектрична проникність - 6,5) здійснювали на шліфувально-полірувальному верстаті мод. 2ШП-200М при частоті обертання полірувальника 90 об/хв., тиску притискання деталі до інструменту 49,5 кПа, зміщенні штриха 30 мм, довжині штриха - 50 мм та середній температурі в зоні контакту - 300 К. Полірували пластини з карбіду кремнію на різних етапах фінішної обробки спеціально приготовленими суспензіями: 1 - з алмазних мікропорошків АСМ 2/1, 2 - з порошків кубічного нітриду бора KM 05/0, 3 - з порошків МАХ-фази Ті3АlС2 зернистістю 2/0, 4 - з порошків МАХ-фази Ті3АlС2 зернистістю 05/0. Продуктивність зняття оброблюваного матеріалу визначали в залежності від розмірів частинок шламу за допомогою вагового методу. Шорсткість оброблених поверхонь визначалась за допомогою методів профілометрії. В ході експериментів показано, що продуктивність зняття оброблюваного матеріалу при фінішній обробці пластин з карбіду кремнію на кожному з етапів обробки, а саме (1 шліфування; 2 - попереднє полірування; 3 - полірування; 4 - нанополірування) складала (в мг/хв.): 0,84; 0,28; 0,05 та 0,02 відповідно. При цьому найбільш імовірний розмір частинок шламу складав (нм): 2,5; 2,6; 2,3 та 2,3, а шорсткість оброблених поверхонь визначались параметрами Ra, Rmax, Rmах / Ra подано в таблиці. З вищенаведеного та таблиці видно, що пластини з монокристалічного карбіду кремнію, оброблені у відповідності до викладеного прикладу, відповідають вимогам до якості обробки, що висуваються до елементів оптико-електронної техніки, а продуктивність зняття 1 UA 96007 U оброблюваного матеріалу на кожному етапі фінішної обробки відповідає вимогам виробництва, що підтверджує можливість промислового застосування способу. Таблиця Шорсткість оброблених поверхонь Показники шорсткості Ra, нм Rmax, нм Rmax/Ra 1 етап 5,5±0,1 8,6±0,9 1,56 2 етап 5,6±0,5 8,0±1,5 1,42 3 етап 4,7±0,1 7,1±0,6 1,51 4 етап 4,9±0,2 7,0±0,5 1,44 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 1. Спосіб фінішної обробки пластин з карбіду кремнію, який включає шліфування суспензією алмазних мікропорошків, полірування та нанополірування поверхонь пластин суспензіями порошків, який відрізняється тим, що після шліфування, спочатку здійснюють попереднє полірування суспензією на основі порошків кубічного нітриду бору, а потім здійснюють полірування та нанополірування суспензіями порошків МАХ-фази Тi3АlС2. 2. Спосіб за п. 1, який відрізняється тим, що зерновий склад суспензій порошків МАХ-фази Ті3АlС2 для полірування і нанополірування вибирають відповідно 2/0 і 05/0. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24D 3/34
Мітки: обробки, карбіду, кремнію, спосіб, фінішної, пластин
Код посилання
<a href="https://ua.patents.su/4-96007-sposib-finishno-obrobki-plastin-z-karbidu-kremniyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки пластин з карбіду кремнію</a>
Спосіб фінішної обробки пластин з монокорунду (сапфіру)
Номер патенту: 7397
Опубліковано: 15.06.2005
Автори: Троян Олександр Васильович, Рубльов Микола Дмитрович, Попельнюк Валентин Миколайович, Рогов Валентин Васильович
МПК: B24B 1/00
Мітки: сапфіру, спосіб, обробки, пластин, монокорунду, фінішної
Формула / Реферат:
1. Спосіб фінішної обробки пластин з монокорунду(сапфіру), згідно з яким поверхні пластин шліфують і полірують абразивним інструментом із застосуванням абразивних і полірувальних суспензій, після чого здійснюють хімічне полірування поверхонь деталей, який відрізняється тим, що шліфування і полірування проводять за умови зняття припусків у відповідності з глибиною порушеного шару на попередніх операціях, яку приймають рівною величині розміру...
Спосіб обробки поверхні пластин монокристала кремнію
Номер патенту: 3412
Опубліковано: 15.11.2004
Автор: Крапивко Геннадій Іванович
МПК: H01L 21/26, H01L 31/036
Мітки: поверхні, кремнію, монокристала, спосіб, обробки, пластин
Формула / Реферат:
Спосіб обробки поверхні пластин монокристала кремнію шляхом лазерного текстурування, який відрізняється тим, що процес лазерного текстурування проводять одночасно з ростом кристала, причому процес проходить у вакуумі 10-2Па при температурі близько 1300°С.
Спосіб обробки виробів на основі карбіду кремнію та дисиліциду молібдену
Номер патенту: 30240
Опубліковано: 15.11.2000
Автори: Бочар Ігор Йосипович, Дзядикевич Юрій Володимирович, Горбатюк Роман Михайлович
МПК: H05B 3/14, C04B 35/56, C04B 41/87
Мітки: дисиліциду, обробки, основі, виробів, молібдену, карбіду, кремнію, спосіб
Формула / Реферат:
Спосіб обробки виробів на основі карбіду кремнію та дисиліциду молібдену шляхом нанесення суспензії на основі дисиліциду молібдену із подальшим обпіком, який відрізняється тим, що вироби попередньо силіціюють, а потім борують і наносять суспензію, при такому співвідношенні компонентів, мас. %: дисиліцид молібдену 70-80 силіцидоксидна кераміка, ЦИС-2 15-20 ...
Дзеркало з карбіду кремнію

Номер патенту: 80398
Опубліковано: 25.09.2007
Автори: Саворовський Федір Григорович, Маслов Володимир Петрович
МПК: G02B 5/08, G02B 1/00, H01L 21/205, H01L 21/36
Мітки: карбіду, кремнію, дзеркало
Формула / Реферат:
Дзеркало з карбіду кремнію, в якому виконано полегшення у вигляді сот, закритих з тильного боку пластиною, а з протилежного боку розташована передня робоча пластина, на якій виконана оптична поверхня, яке відрізняється тим, що на передню робочу пластину нанесено шар напівпровідникового карбіду кремнію a-модифікації товщиною 0,5-5 мм.
Спосіб фінішної обробки напівпровідникових пластин
Номер патенту: 1563
Опубліковано: 25.07.1994
Автори: Живов Михайло Давидович, Богданов Євген Іванович
МПК: H01L 21/302
Мітки: обробки, спосіб, фінішної, напівпровідникових, пластин
Формула / Реферат:
Способ финишной полировки полупроводниковых пластин, включающий многостадийную химико-механическую полировку полупроводниковых пластин на двух полировальниках с использованием водных абразивных суспензий, причем на первой стадии водородный показатель суспензий поддерживают от 11,5 до 12,4, отличающийся тем, что, с целью повышения выхода годных за счет улучшения качества полированной поверхности пластин, химико-механическую полировку на...
Попередній патент: Шина для транспортних засобів
Наступний патент: Підйомний механізм самоскидного кузова
Випадковий патент: Спосіб діагностики розвитку атеросклерозу