Спосіб теплового оброблення харчових продуктів і пристрій для його здійснення
Формула / Реферат
1. Способ тепловой обработки пищевых продуктов, включающий подачу продукта в цилиндрическую емкость, обработку продукта ИК-излучением с одновременным перемешиванием обрабатываемого продукта при вращении емкости и выгрузку его из емкости, отличающийся тем, что продукт распределяют по внутренней боковой поверхности вращающейся емкости кольцевым слоем вокруг оси вращения этой емкости, саму емкость вращают как при подаче продукта в емкость так и при его обработке ИК-излучением и вращают со скоростью, обеспечивающей образование и поддержание кольцевого движения' слоя продукта вокруг оси вращения емкости, а облучение продукта ИК-излучением производят из внутренней полости кольцевого слоя продукта, образованных при указанном движении продукта в емкости.
2. Способ по п. 1,отличающийся тем, что при подаче продукта в полость емкости, в которой его распределяют кольцевым слоем, продукту придают окружную линейную скорость vn (м/с), направленную в сторону вращения емкости, значение которой устанавливают в пределах
где
а вращение цилиндрической емкости осуществляют со скоростью, при которой линейная скорость Vc (м/с) точек внутренней цилиндрической поверхности ее полости находится в пределах
при соблюдении условия
где R - радиус внутренней боковой цилиндрической поверхности емкости в сечении формирования кольцевого движения слоя продукта в емкости вокруг оси ее вращения, м;
f - коэффициент трения качества или скольжения частиц продукта по материалу внутренней боковой поверхности емкости или коэффициент внутреннего трения продукта (берется коэффициент с наименьшим значением среди трех указанных);
g - ускорение свободного падения тел, g=9,81 м/с2;
е - основание натуральных логарифмов, е=2,7183;
p- отношение длины окружности к ее диаметру, p=3,14, причем, при непрерывном характере (режиме проведения процесса емкость устанавливают с уклоном в сторону выгрузки продукта из нее, а угол уклона (наклона) емкости к горизонтальной плоскости устанавливают в пределах
3. Устройство для осуществления способа, содержащее привод, связанный с установленной с возможностью вращения на оси цилиндрической емкостью (сосудом), в которой размещены ИК-излучатели и имеется загрузочное и выгрузочное отверстия, причем, сама емкость состоит из цилиндрической стенки (цилиндра) с торцевыми стенками на ее торцах, отличающееся тем, что загрузочное отверстие выполнено в загрузочной торцевой стенке, а сама загрузочная торцевая стенка снабжена конусной загрузочной обечайкой, жестко закрепленной к цилиндрической стенке (цилиндру) и соединенной через лопасти с загрузочной торцевой стенкой, которая расположена на
оси и выполнена с кольцевым зазором или щелью относительно конусной загрузочной обечайки и цилиндрической стенки емкости.
4. Устройство по п. 3, оτличающееся тем, что выгрузное отверстие выполнено в выгрузной торцевой стенке, расположенной на противоположном загрузочной торцевой стенки торце емкости, а сама выгрузная торцевая стенка выполнена перфорированной, например, в виде крестовины, и снабжена конусной выгрузной обечайкой жестко соединенной с цилиндрической стенкой (цилиндром), причем, конусная обечайка накрыта неподвижным выгрузным кожухом, снабженным выгрузным патрубком и смотровыми лючками.
Текст
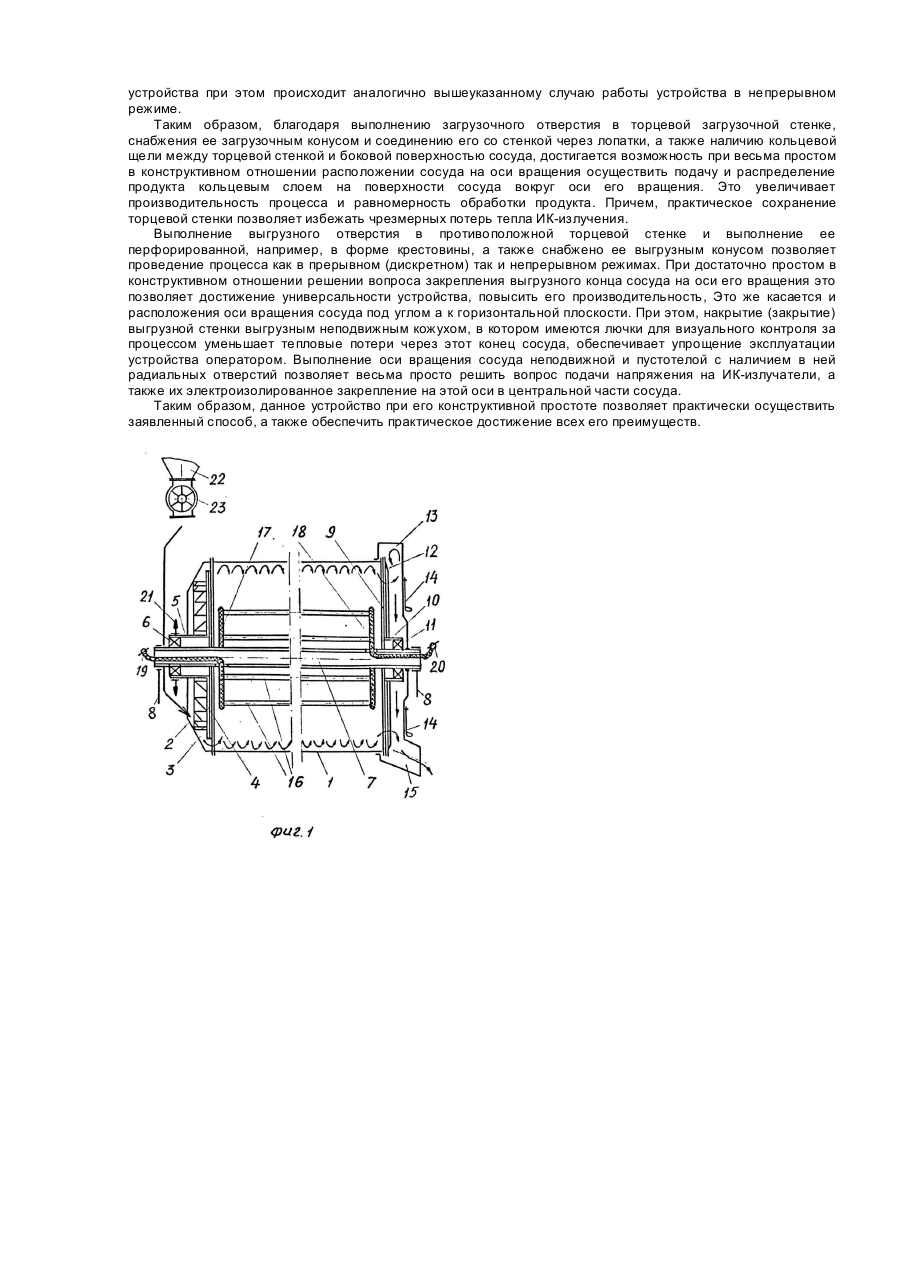
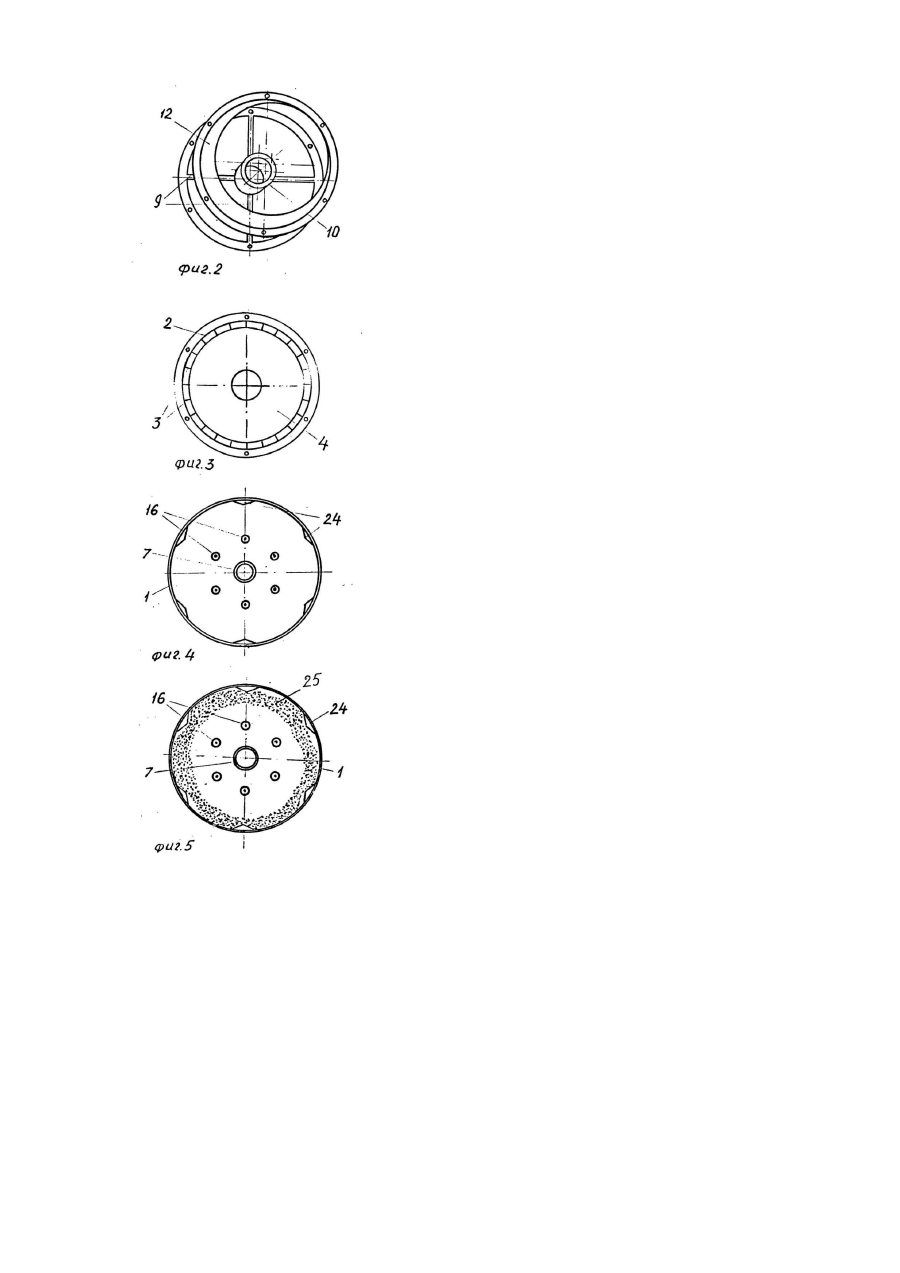
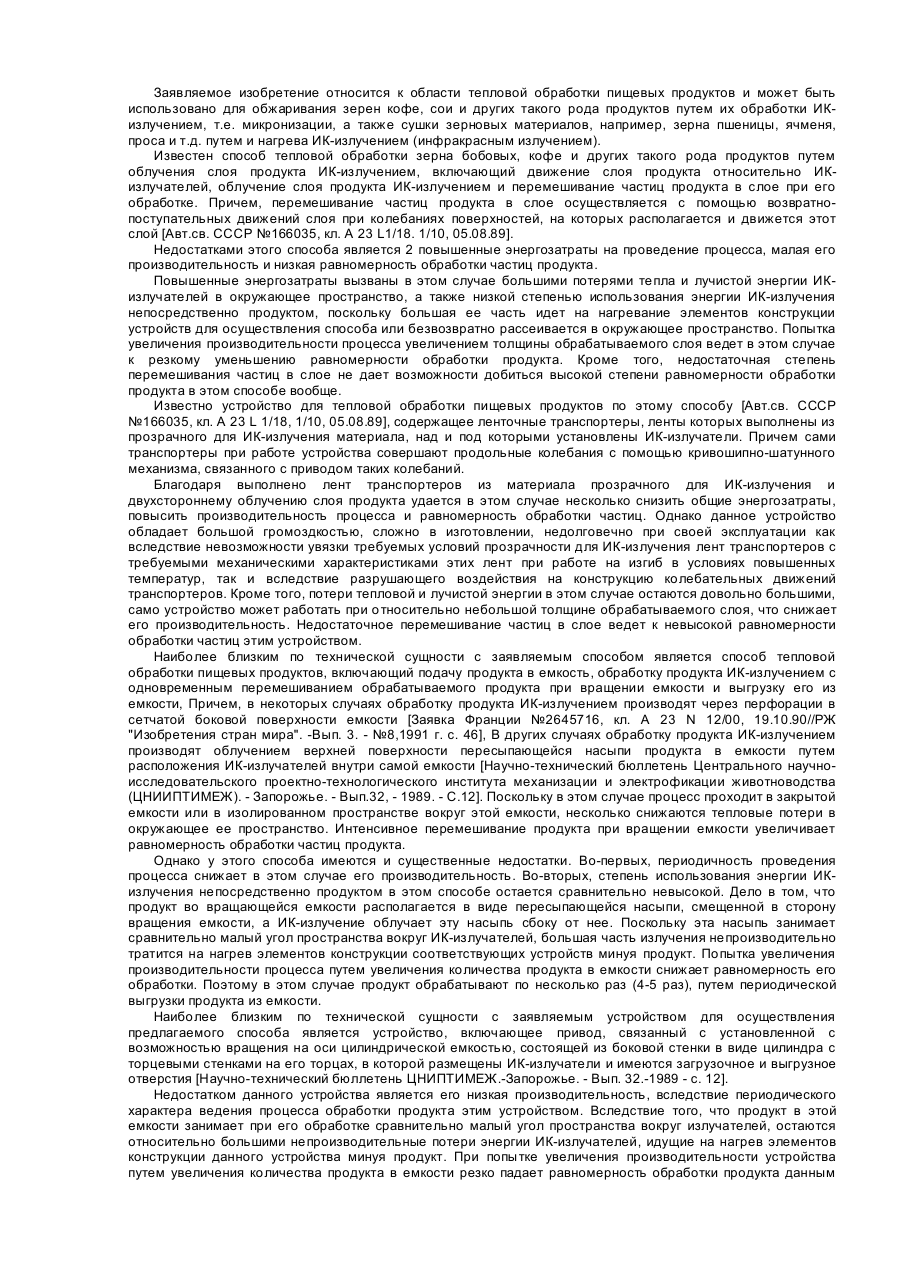
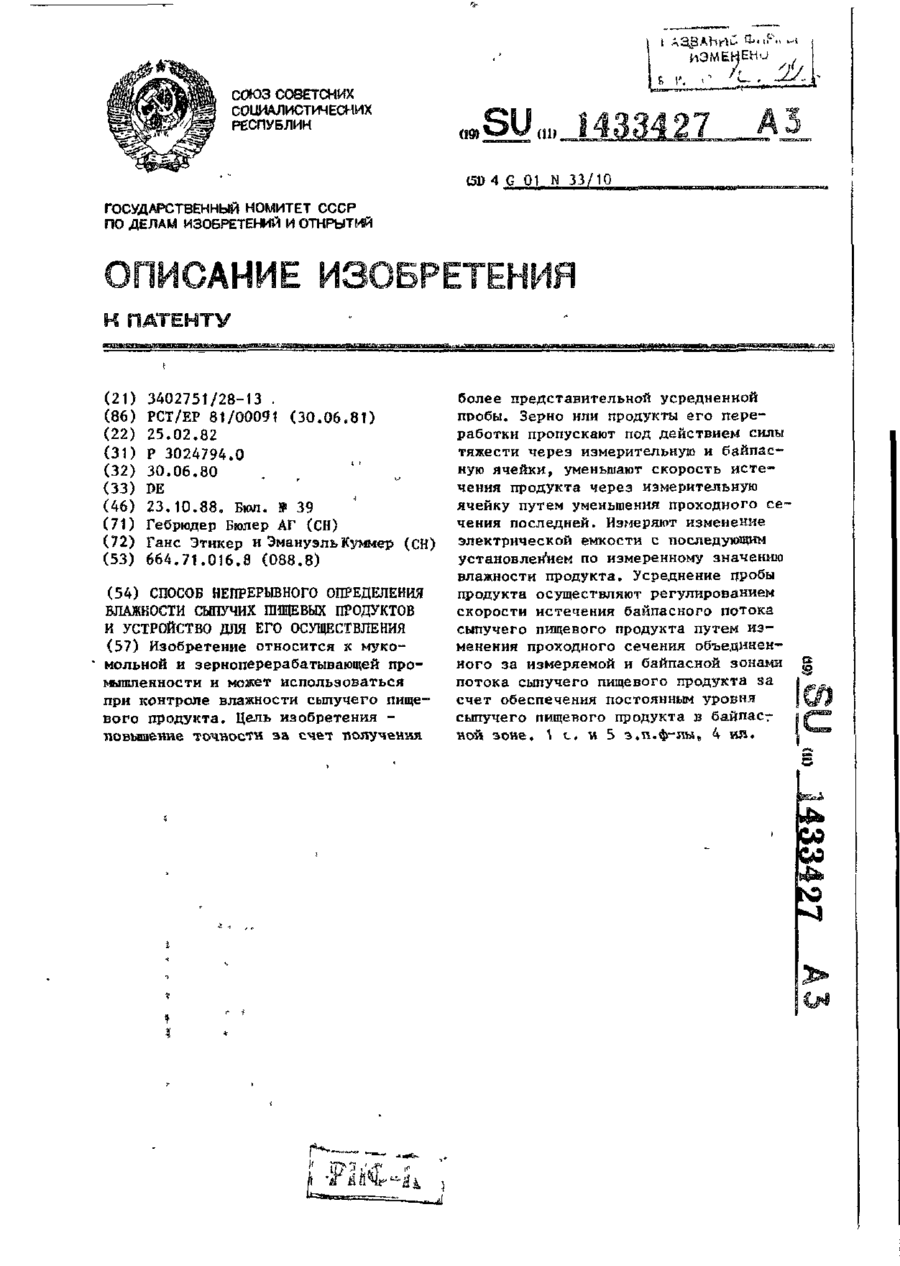
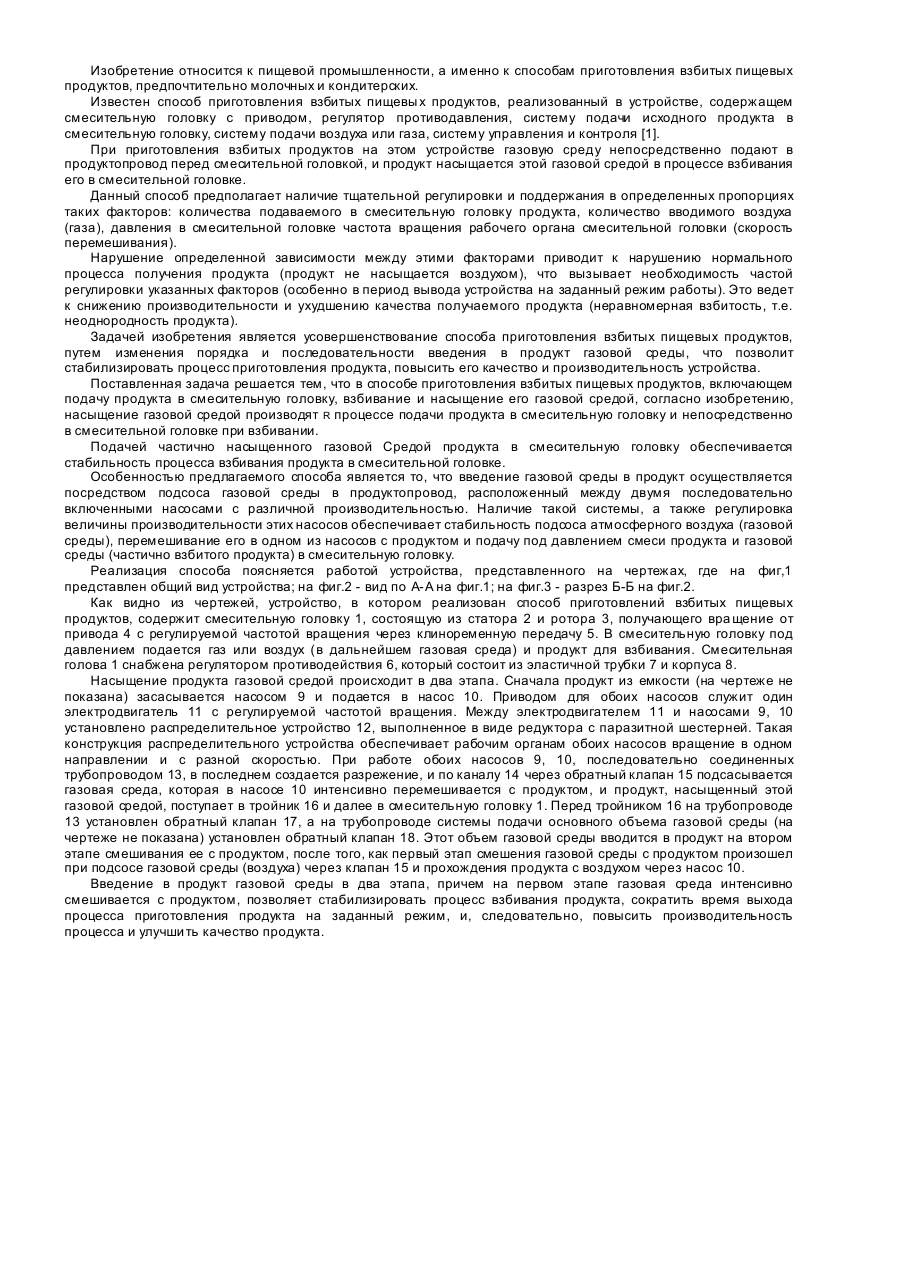
Изобретение относится к области тепловой обработки пищевых продуктов и может быть использовано для обжаривания зерен кофе, сои и других такого рода материалов путем их обработки ИК-излучения, т. е. микронизации. Известен способ и устройство для тепловой обработки зерна бобовых, кофе и других такого рода материалов путем облучения слоя материала ИК-излучением. При этом слой обрабатываемого материала движется относительно ИК-излучателей с помощью системы транспортеров, а перемешивание этого материала, а, следовательно, и требуемая полнота обработки всех зерен в слое, достигается путем придания этому слою возвратно поступательных движений при колебаниях транспортеров. [Авт. св. СССР № 1666035, кл. А 23 L 1/18, 1/10, опублик. 1991.] Недостатками этого способа и устройства для его осуществления являются большие габариты такого рода устройств, а также повышенные энергозатраты на проведения процесса обработки материала. Большая боковая поверхность таких устройств приводит в этих случаях к чрезмерным потерям тепла в окружающее пространство, а их термоизоляция ведет к повышению материалоемкости установки и их громоздкости. Отмеченные недостатки отсутствуют в способах и устройствах для тепловой обработки такого рода материалов путем их облучения ИК-излучением во вращающихся закрытых сосудах. Известны такого рода устройства с внешним расположением ИК-излучателей вокруг нижней части сетчатых цилиндрических вращающихся сосудов, т. е. вне их [Заявка Франции № 2645716, кл. А 23 N 12/00, опублик. 1991]. В других случаях ИК-излучатели располагают внутри этих сосудов, а сами сосуды изготавливают из листовой стали в виде бочки с боковым загрузочным люком [Технологии, машины и оборудование для заготовки и приготовления кормов // НТБЦНИПТИМЭЖ.-Вып.32.-1989-С12]. Равномерность обработки продукта достигается в этом случае за счет его перемешивания при вращении сосуда, а проведение процесса в закрытом сосуде или окружающем его пространстве уменьшает потери тепла, что снижает энергоемкость всего процесса. Однако и здесь имеются существенные недостатки. При загрузке и выгрузке материала в сосуде процесс обработки продукта прекращается, что делает процесс прерывным, что снижает его производительность. Степень использования энергии ИК-излучения в этом случае остается не высокой. В этом случае продукт в сосуде при его работе располагается в виде пересыпающейся насыпи, смещенной в сторону вращения сосуда, а ИК-излучатели облучают продукт в насыпи сбоку от нее. Поскольку сама эта насыпь занимает сравнительно малый угол пространства вокруг ИК-излучателей, большая часть излучения непроизводительно тратится на нагрев элементов конструкции соответствующих устройств минуя продукт. Попытка увеличения производительности процесса путем увеличения количества продукта в сосуде снижает степень обработки частиц в центре указанной его насыпи, что снижает равномерность обработки продукта, Поэтому в этом случае продукт обрабатывают по несколько раз (4-5 раз), путем периодической выгрузки продукта из сосуда. Задачей настоящего изобретения является усовершенствование способов и устройств по обработке пищевых продуктов ИК-излучением в закрытых вращающихся сосудах, в которых путем изменения организации процесса, характера расположения, а также движения продукта в сосуде и ракурса, под которым производится облучением продукта ИК-излучением, достигались бы непрерывность процесса и максимально полное использование ИК-излучения непосредственно продуктом при сравнительно тонком его слое, а в итоге повысилась производительность и равномерность обработки продукта. Получаемые при этом результаты позволяют снизить энергоемкость процесса такой обработки пищевых продуктов, добиться высокой равномерности обработки продукта как при непрерывном так и прерывном (дискретном) характере процесса, а также создать новые машины для осуществления предложенного Способа с вышеуказанными показателями их работы, превосходящими показатели существующих такого рода машин. В части способа поставленная задача решается тем, что в способе, включающим подачу продукта в сосуд, придание продукту кольцевого движения, обработку продукта ИК-излучением при вращении сосуда, перемешивание продукта при его обработке и выгрузку его после обработки из сосуда, вносятся изменения, заключающиеся в том, что продукт распределяют по внутренней боковой поверхности вращающегося сосуда кольцевым слоем вокруг оси вращения этого сосуда, сам сосуд вращают как при подаче продукта в сосуд так и при его обработке ИК-излучением и вращают со скоростью обеспечивающей поддержание и образование кольцевого движения слоя продукта вокруг оси вращения сосуда, а облучение продукта ИК-излучением производят из внутренней полости кольцевого слоя продукта, образованных при таком движении продукта в полости сосуда. При подаче продукта в полость сосуда, в котором он распределяется кольцевым слоем, продукту придают окружную скорость vn (м/с), направленную в сторону вращения сосуда, значения которой находятся в пределах: где: а вращение сосуда осуществляют со скоростью, при которой линейная скорость vc (м/с) точек внутренней поверхности его полости находятся в пределах при соблюдении условия: где R - радиус внутренней поверхности сосуда в сечении, в котором осуществляется формование кольцевого движения продукта вокруг оси вращения сосуда, м; f - коэффициент трения качения или скольжения частиц продукта по материалу внутренней полости сосуда или коэффициент внутреннего трения продукта (берется коэффициент с наименьшим значением среди трех указанных); g - ускорение свободного падения, g =9,81 м/с2; е - основание натуральных логарифмов, е=2,7183; p- отношение длины окружности к диаметру, p=3,14. Причем при проведении процесса обработки продукта ось вращения сосуда наклоняют к горизонтальной плоскости под углом a, значения которого устанавливают в пределах в зависимости от необходимой степени обработки продукта, его физико-механических свойств, мощности ИК-излучателей, определяющих необходимое время пребывания продукта в полости сосуда. В части устройства указанная задача (поставленная задача) решается тем, что во вращающемся от привода сосуде, в котором размещены ИК-излучатели и имеются загрузочное и выгрузное отверстия, загрузочное отверстие выполняется со стороны загрузочной торцевой стенки сосуда, а сама торцевая загрузочная стенка снабжается загрузочным конусом, соединенным по окружному периметру со стенкой через лопатки, причем, загрузочная торцевая стенка выполнена с кольцевым зазором по отношению к внутренней боковой поверхности сосуда. Причем, выгрузное отверстие выполнено в противоположной торцевой стенке, которая выполняется перфорированной, например, в виде крестовины, снабжена выгрузным конусом и закрывается неподвижным выгрузным кожухом, снабженным смотровыми лючками для визуального контроля за характером прохождения процесса обработки продукта в сосуде. Охватывая по всему боковому периметру ИК-излучателя, кольцевой слой продукта воспринимает непосредственно на себя практически всю энергию ИК-излучения, чем обеспечивается высокая степень его использования продуктом, а также снижается энергоемкость и повышается производительность процесса. Повышение производительности достигается в этом случае и рядом других факторов, в том числе и имеющейся возможностью непрерывного проведения процесса обработки продукта. Его проведение в этом случае обеспечивается как конструктивными особенностями предложенного устройства, так и пределами, в которых устанавливаются значения режимных параметров ведения такого процесса. Так, например, выражение для определения значений [vn] получено из условий гарантированного достижения всеми без исключения частицами значения центробежной силы в верхней точке боковой поверхности сосуда, равной силе их веса. Это обеспечивает выход всех частиц, в том числе и поступивших в нижнюю точку на боковой поверхности сосуда, на кольцевую траекторию своего движения в сосуде вокруг оси его вращения, а также удержание их в кольцевом слое. Верхний предел значений νn и vc выбран из условий, при которых предельное значение силы трения частиц продукта по боковой поверхности сосуда в верхней ее точке (в которой эта сила принимает свое наименьшее значение на всей кольцевой траектории движения частиц в сосуде) была бы равна силе их веса. Поскольку во всех других точках на внутренней боковой поверхности сосуда, в которых касательная к боковой поверхности сосуда составляющая сила веса частиц принимает меньшие или равные силе их веса значения, сила прижатия частиц и внутренней боковой поверхности сосуда всегда больше взятой в ее верхней точке при данных верхний значениях vn и vc, в этом случае гарантировано прекращается совмещение частиц относительно поверхности сосуда во всех ее точках как при горизонтальном, так и наклонном или вертикальном расположении оси вращения сосуда. Поэтому из условий необходимого перемешивания частиц при их смещении относительно поверхности сосуда верхние значения vn и vc являются граничными. Нижнее значение vc выбрано из условий минимальных значений ν , при которых еще возможно кольцевое движение частиц вокруг оси вращения сосуда при предельных значениях их коэффициента трения f т. е. равных единице, например, мокрых или липких частиц. При меньших значениях vc кольцевое движение частиц вокруг оси вращения сосуда становится невозможным при любых реально возможных значениях f. Условие обеспечивает во всех случаях разгон продукта за счет сил трения на начальном восходящем участке траектории его движения в сосуде. Во-вторых, это условие существенно упрощает конструкцию соответствующих устройств, в которых в этом случае лопаточное колесо для разгона частиц и сам сосуд располагают на общей оси, а разницу в значениях vc и vn выдерживают за счет их радиусов. Предложенные конструктивные особенности устройства для осуществления данного способа позволяют при конструктивной его простоте реализовать все преимущества заявленного технического решения. На фиг. 1 схематически представлен общий вид этого устройства, вид сбоку; на фиг. 2 аксонометрическое изображение выгрузной торцевой стенки сосуда и выгрузного конуса; на фиг. 3 - вид загрузочной торцевой стенки сосуда со стороны его внутренней полости; на фиг. 4 - сосуд, поперечное сечение; на фиг. 5 - вид поперечного сечения сосуда при работе устройства. Устройство состоит из собственного сосуда, боковая поверхность которого выполнена в виде цилиндра 1 с фланцами на его торцах, фиг. 1. К его переднему фланцу крепится загрузочный конус 2, который лопатками 3 соединен с загрузочной торцевой стенкой 4 сосуда. Причем, торцевая загрузочная стенка 4 выполнена с окружным кольцевым зазором с внутренней боковой поверхностью цилиндра 1. Загрузочная стенка 4 своим стаканом 5 опирается через подшипник 6 на пустотелую ось 7, неподвижно установленную на раме 8 устройства. Задним фланцем цилиндр 1 соединен с выгрузной стенкой 9, которая выполнена перфорированной, например, в виде фланца, который крестовиной соединен со стаканом 10, располагающемся в центре этой крестовины (см. фиг. 1 и 2). Сам стакан 10 опирается через подшипник 11 на пустотелую неподвижную ось 7, фиг. 1. Сверху на выгрузную стенку 9 устанавливается выгрузной конус 12 (см, фиг. 1 и 2), а весь выгрузной торец цилиндра 1 закрывается неподвижным выгрузным кожухом 13 со смотровыми лючками 14 на его стенке (фиг. 1). В кожухе 13 имеется выгрузной патрубок 15. Внутри цилиндра 1 в его центральной части вокруг оси 7 установлены ИК-излучатели 16, которые крепятся к оси 7 электрически изолированно от нее. Концы ИК-излучателей 16 проводами 17 и 18 соединяются с токоподводящими электрическими клеммами 19 и 20. При этом провода 17 и 18 проходят к ИКизлучателям через пустотелую неподвижную ось 7 с имеющимися в ней радиальными отверстиями, фиг. 1. На стакан 5 устанавливается звездочка 21, которая цепной передачей связана с мотор-редуктором привода устройства (цепная передача и мотор-редуктор не показаны). На фиг. 1 схематически показан бункер 22 со шлюзовым питателем 23. На фиг. 2 в аксонометрическом изображении показана конструкция выгрузной стенки 9 со стаканом 10 а также выгрузного конуса 12. На фиг. 3 схематически показан вид загрузочной торцевой стенки 4 с лопатками 3 и загрузочным конусом 2 со стороны внутренней полости сосуда; на фиг. 4 - поперечное сечение сосуда, на боковой цилиндрической поверхности 1 которого установлены продольные планки 24 трехугольного поперечного сечения; на фиг. 5 поперечное сечение сосуда при работе устройства, в котором позицией 25 обозначен слой продукта. Предложенный способ тепловой обработки пищевых продуктов осуществляется данным устройством следующим образом. Перед началом работы устройство предварительно нагревают ИК-излучателями 16 путем предварительной подачи напряжения на токоподводящие клеммы 19, 20 устройства. С включением устройства в работу вращение от его привода через звездочку 21 станет передаваться стакану 5, загрузочной торцевой стенке 4, лопаткам 3, загрузочному конусу 2, цилиндру 1, выгрузной торцевой стенке 9 со стаканом 10 и выгрузному конусу 12, т. е. всему сосуду. После включения шлюзового питателя 23 обрабатываемый продукт из бункера 22 станет подаваться дозированным потоком в загрузочный конус 2 по направлению, указанному на фиг. 1 стрелкой. Скользя по конической поверхности конуса 2 продукт попадает на лопатки 3, которые придают продукту необходимую окружную скорость. Проходя через кольцевую щель между загрузочной торцевой стенкой 4 и внутренней боковой поверхностью цилиндра 1, обрабатываемый продукт попадает в полость этого цилиндра, равномерно распределяясь кольцевым слоем на его поверхности. Вращаясь совместно с поверхностью цилиндра 1 вокруг ИК-излучателей 16 кольцевой поток обрабатываемого продукта подвергается обработке ИК-излучением от этих излучателей, постепенно смещаясь в осевом направлении к выгрузной торцевой стенке 9. Это обеспечивается подпором постоянно поступающих в цилиндр последующих порций продукта, наличием в них некоторой осевой составляющей скорости движения при входе в цилиндр 1, а также некоторым наклоном оси 7 в сторону расположения выгрузной стенки 9 по отношению к горизонтальной плоскости. Пройдя всю длину цилиндра 1, продукт завершает свою тепловую обработку в данном устройстве, проходит через перфорации в выгрузной торцевой стенки 9 к выгрузному конусу 12, пересыпается через его края в полость неподвижного выгрузного кожуха 13, из которого через выгрузной патрубок 15 выгружается в емкости для накопления готового продукта. При движении кольцевого слоя продукта на восходящих участках своего движения в цилиндре 1 продукт под воздействием сил тяжести несколько замедляет свое движение, а на нисходящих участках - наоборот увеличивает свою скорость движения по отношению к цилиндру. Поэтому на этих участках слой как бы скользит по внутренней поверхности цилиндра 1, см. фиг. 5. Взаимодействуя при этом со скошенными поверхностями продольных планок 24 трехугольного поперечного сечения продукт дополнительно перемешивается, чем достигается равномерность обработки продукта этим устройством. Толщина слоя продукта в цилиндре 1 устанавливается при этом параметрами выгрузного конуса 12, в частности соотношением диаметра его выводного отверстия с внутренним диаметром цилиндра 1. Время пребывания продукта в полости цилиндра 1 устанавливается как секундной подачей продукта в данное устройство, так и углом наклона продольной оси цилиндра 1 к горизонтальной плоскости. Необходимое при этом наблюдение за качеством и степенью обработки продукта в данном устройстве проводят через лючки 14 в выгрузном кожухе 13. По результатам таких наблюдений оператор может вводить необходимые коррективы в работу устройства и самого процесса в целом. Данное устройство может осуществлять заявляемый прочесе тепловой обработки работая в прерывном (дискретном) режиме своей работы, при котором происходит порционная обработка продукта. В этом случае ось 7 вращения сосуда устанавливают в горизонтальное положение. Затем, из бункера 22 шлюзовым питателем 23 в загрузочный конус 2 при вращающемся через звездочку 21 сосуде в него подают требуемое количество (порцию) обрабатываемого продукта. Благодаря подпору поступающих при загрузке частиц продукта, а также их некоторому псевдоожижению при скольжении по скошенной поверхности планок 24 на соответствующих участках своего движения в сосуде, продукт быстро распределяется равномерным кольцевым слоем на боковой поверхности этого сосуда. По окончанию процесса загрузки и распределения продукта в сосуде питатель 23 отключают и включают в работу ИК-излучатели 16 путем подачи напряжения на клеммы 19, 20. Наблюдая через лючки 14 за процессом кольцевого движения продукта в сосуде, его перемешивания с помощью планок 24, а также обработки ИК-излучением частиц этого продукта, определяют степень обработки продукта и время окончания процесса. После этого ось вращения сосуда наклоняют в сторону расположения выгрузного конуса 13, в результате чего через выгрузной патрубок 15 готовый продукт выгружается из сосуда в емкость для его накопления. ИК-излучатели 16 отключаются при этом от сети, после выгрузки продукта ось 7 вращения сосуда возвращается в горизонтальное положение, а сам процесс обработки в таком же порядке может быть осуществлен снова и т. д. При этом режим дискретной (порционной) обработки продуктов ИК-излучением может быть как основным, так и вспомогательным, в котором устанавливаются все необходимые параметры и режимы обработки того или иного продукта в непрерывном режиме, например, необходимая толщина слоя продукта в сосуде, время пребывания продукта в нем, необходимая мощность ИК-излучателей и т. д. Данное устройство может быть использовано и для дожаривания продукта в сосуде путем кратковременного воздействия на продукт ИК-излучением. При этом ось вращения сосуда устанавливается под большим углом наклона к горизонтальной плоскости включая и вертикальное ее расположение, а режимы вращениясосуда и окружного разгона части выбирают в вышеуказанных пределах соответственно требуемому времени обработки продукта и осевой составляющей скорости его движения в сосуде. Работа устройства при этом происходит аналогично вышеуказанному случаю работы устройства в непрерывном режиме. Таким образом, благодаря выполнению загрузочного отверстия в торцевой загрузочной стенке, снабжения ее загрузочным конусом и соединению его со стенкой через лопатки, а также наличию кольцевой щели между торцевой стенкой и боковой поверхностью сосуда, достигается возможность при весьма простом в конструктивном отношении расположении сосуда на оси вращения осуществить подачу и распределение продукта кольцевым слоем на поверхности сосуда вокруг оси его вращения. Это увеличивает производительность процесса и равномерность обработки продукта. Причем, практическое сохранение торцевой стенки позволяет избежать чрезмерных потерь тепла ИК-излучения. Выполнение выгрузного отверстия в противоположной торцевой стенке и выполнение ее перфорированной, например, в форме крестовины, а также снабжено ее выгрузным конусом позволяет проведение процесса как в прерывном (дискретном) так и непрерывном режимах. При достаточно простом в конструктивном отношении решении вопроса закрепления выгрузного конца сосуда на оси его вращения это позволяет достижение универсальности устройства, повысить его производительность, Это же касается и расположения оси вращения сосуда под углом а к горизонтальной плоскости. При этом, накрытие (закрытие) выгрузной стенки выгрузным неподвижным кожухом, в котором имеются лючки для визуального контроля за процессом уменьшает тепловые потери через этот конец сосуда, обеспечивает упрощение эксплуатации устройства оператором. Выполнение оси вращения сосуда неподвижной и пустотелой с наличием в ней радиальных отверстий позволяет весьма просто решить вопрос подачи напряжения на ИК-излучатели, а также их электроизолированное закрепление на этой оси в центральной части сосуда. Таким образом, данное устройство при его конструктивной простоте позволяет практически осуществить заявленный способ, а также обеспечить практическое достижение всех его преимуществ.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for heat treatment of food products
Автори англійськоюSmahlii Vasyl Ivanovych
Назва патенту російськоюСпособ тепловой обработки пищевых продуктов и устройство для его осуществления
Автори російськоюСмуглий Василий Иванович
МПК / Мітки
МПК: A23N 12/00
Мітки: теплового, здійснення, оброблення, продуктів, пристрій, харчових, спосіб
Код посилання
<a href="https://ua.patents.su/5-20002-sposib-teplovogo-obroblennya-kharchovikh-produktiv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб теплового оброблення харчових продуктів і пристрій для його здійснення</a>
Спосіб теплової обробки харчових продуктів і пристрій для його здійснення
Номер патенту: 21286
Опубліковано: 04.11.1997
Автор: Смаглій Василь Іванович
МПК: A23N 12/00
Мітки: теплової, обробки, пристрій, здійснення, продуктів, харчових, спосіб
Формула / Реферат:
1. Способ тепловой обработки пищевых продуктов, включающий подачу продукта в емкость, обработку продукта ИК-излучением с одновременным перемешиванием обрабатываемого продукта при вращении емкости и выгрузку его из емкости, отличающийся тем, что продукт распределяют по внутренней боковой поверхности вращающейся емкости кольцевым слоем вокруг оси вращения емкости, размещая продукт в междувитковом пространстве винтового рабочего органа,...
Спосіб безперервного визначення вологості сипучих харчових продуктів та пристрій для його здійснення
Номер патенту: 4763
Опубліковано: 28.12.1994
Автори: Емануель Куммер, Ганс Етікер
МПК: G01N 27/22, G01N 33/10
Мітки: визначення, вологості, продуктів, сипучих, пристрій, харчових, спосіб, безперервного, здійснення
Формула / Реферат:
1. Спосбб непрерывного определения влажности сыпучих пищевых продуктов, в частности зерна и продуктов его переработки, предусматривающий разделение потока сыпучего пищевого продукта на измеряемый и байпасный потоки, пропускание их под действием силы тяжести соответственно через измерительную и байпасную зоны с последующим получением, за этими зонами объединенного потока, замедление скорости истечения измеряемого потока сыпучего пищевого...
Спосіб термічної обробки харчових продуктів та обладнання для його здійснення

Номер патенту: 8105
Опубліковано: 26.12.1995
Автори: Усатенко Ніна Федорівна, Андреева Людмила Данилівна, Тимощук Іван Іванович, Бондар Віталій Іванович, Корнієнко Микола Іванович
МПК: A23B 4/03, A22C 11/00
Мітки: спосіб, продуктів, обладнання, обробки, здійснення, термічної, харчових
Пристрій для теплової обробки харчових продуктів

Номер патенту: 6280
Опубліковано: 29.12.1994
Автори: Рубцов Сергій Михайлович, Пліц Марк Анисимовіч, Книжник Давід Володимирович
МПК: A47J 37/00, A47J 27/00
Мітки: пристрій, теплової, обробки, харчових, продуктів
Формула / Реферат:
Устройство для тепловой обработки пищевых продуктов, содержащее конусную рабочую камеру, паровую рубашку со спиралеобразными каналами для прохода пара и вертикальную мешалку с установленными одна под другой лопастями, отличающееся тем, что, с целью улучшения качества продукта, дно камеры представляет собой полый конус, вершина которого направлена вверх, паровая рубашка расположена в полости конуса, каждый спиралеобразный канал выполнен с...
Спосіб приготування збитих харчових продуктів
Номер патенту: 3904
Опубліковано: 27.12.1994
Автори: Воробйов Вячеслав Григорович, Гребенюк Ігор Іванович, Ставнічий Володимир Іванович, Демченко Микола Іванович
МПК: A23C 9/00
Мітки: збитих, продуктів, приготування, спосіб, харчових
Формула / Реферат:
Способ приготовлений взбитых пищевых продуктов, включающий подачу продукта в смесительную головку, взбивание и насыщение его газовой средой, отличающийся тем, что насыщение газовой средой производят в процессе подачи продукта в смесительную головку и непосредственно в смесительной головке при взбивании.
Попередній патент: Спосіб вимірювання величини подвійного променезаломлення
Наступний патент: Дека подрібнювача кормів
Випадковий патент: Спосіб нагрівання виливків із рідкою серцевиною