Спосіб автоматичного керування процесом варки ковбас в універсальній пароварильній камері
Номер патенту: 71647
Опубліковано: 25.07.2012
Автори: Воінова Світлана Олександрівна, Нітаєва Марина Георгіївна

Формула / Реферат
Спосіб автоматичного керування процесом варки ковбас в універсальній пароварильній камері, що передбачає вимірювання і регулювання температури пароповітряної суміші в робочій зоні камери шляхом зміни витрат пароповітряної суміші для підігріву і шляхом зміни потужності електричного нагрівача; вимірювання і регулювання відносної вологості в робочій зоні камери шляхом зміни витрат пари для зволоження і шляхом зміни потужності електричного нагрівача, який відрізняється тим, що додатково регулюється вологість пароповітряної суміші в робочій зоні камери за допомогою нейронного регулятора, що покращує динамічну точність управління; додатково компенсують вплив контуру регулювання відносної вологості в робочій зоні термокамери, на канал регулювання пароповітряної суміші в робочій зоні термокамери за допомогою міжрегуляторного перехресного зв'язку, алгоритм роботи якого здійснюється згідно з формулою ![]() ,
,
де ![]() - передатна функція міжрегуляторного корегуючого зв'язку, з урахуванням можливості її фізичної реалізації;
- передатна функція міжрегуляторного корегуючого зв'язку, з урахуванням можливості її фізичної реалізації;
![]() -оператор диференціювання;
-оператор диференціювання;
![]() - коефіцієнт передачі міжрегуляторного корегуючого зв'язку;
- коефіцієнт передачі міжрегуляторного корегуючого зв'язку;
![]() - постійна часу міжрегуляторного корегуючого зв'язку, с;
- постійна часу міжрегуляторного корегуючого зв'язку, с;
![]() - час запізнення міжрегуляторного корегуючого зв'язку, с,
- час запізнення міжрегуляторного корегуючого зв'язку, с,
і який призводить до покращення якості управління.
Текст
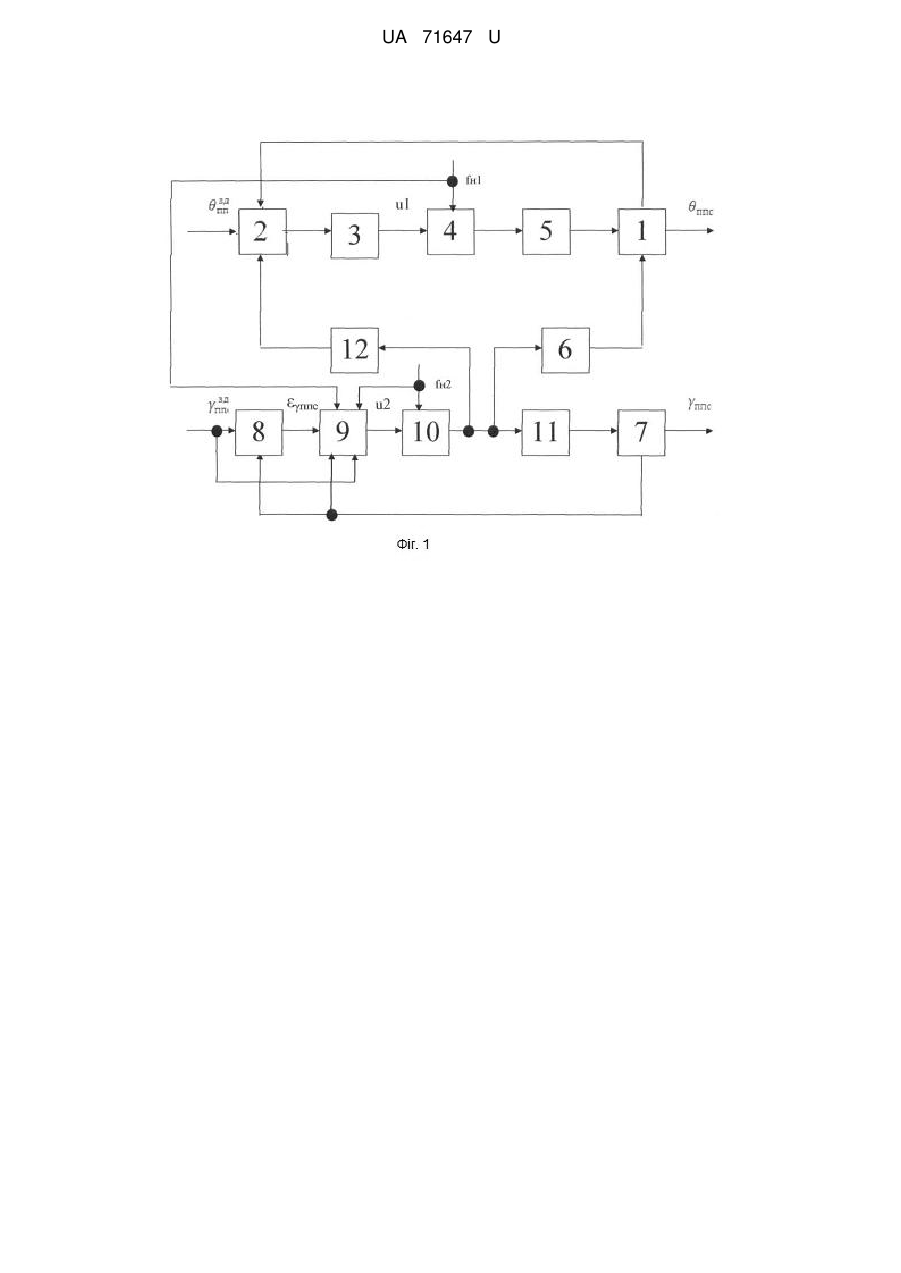
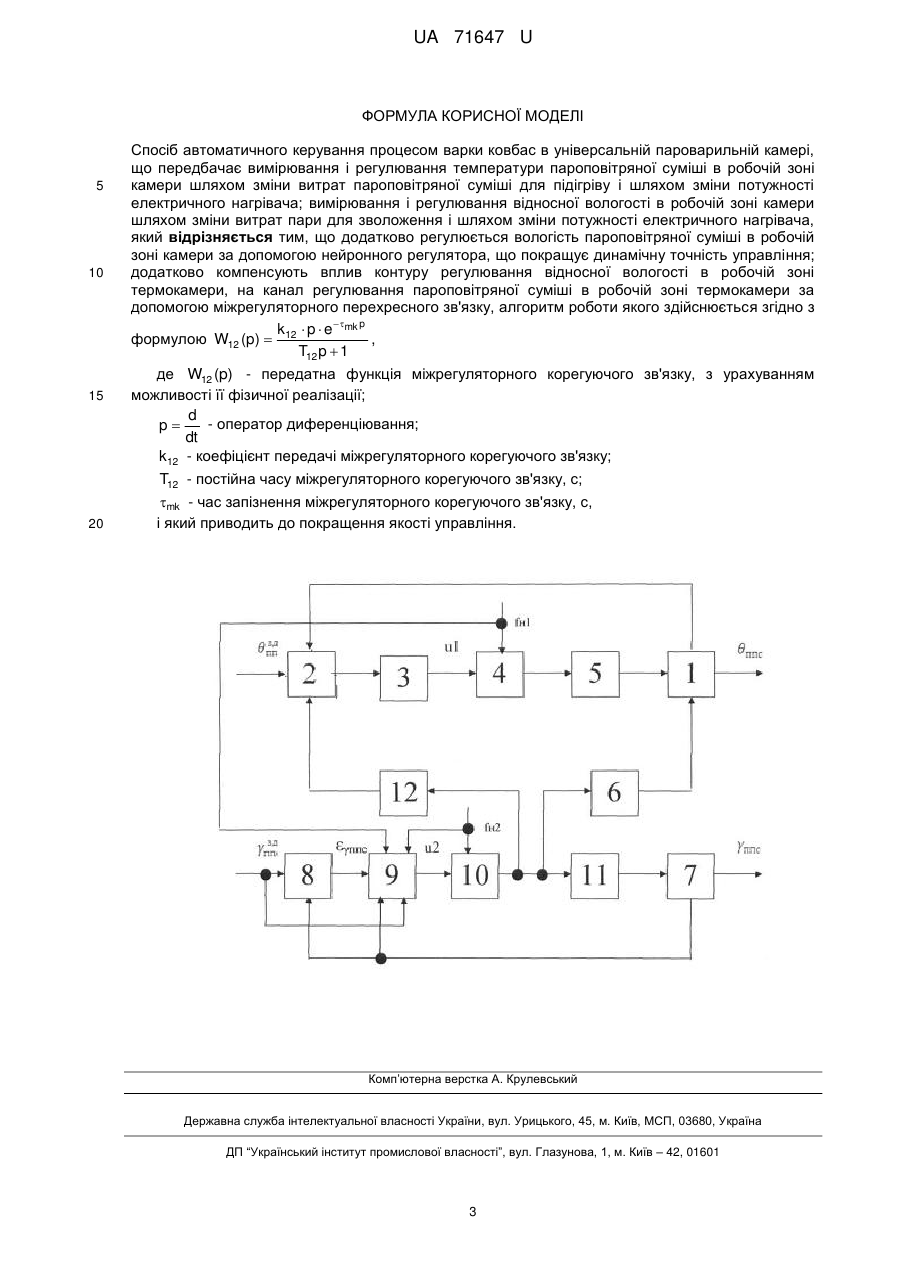
Реферат: UA 71647 U UA 71647 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до техніки регулювання температурно-вологого режиму в процесі термічної обробки варених ковбасних виробів. Запропонований спосіб знайде використання в м'ясному виробництві при виготовленні варених ковбас. Відомі різноманітні способи регулювання температурно-вологого режиму в процесі термічної обробки ковбасних виробів, які відрізняються кількістю регульованих параметрів та способами управління. Відомий спосіб автоматичного регулювання температурного режиму в процесі варки ковбасних виробів в пароварильній камері, який передбачає регулювання температури в камері, за допомогою ізодромного ПІ-регулятора, який управляє роботою виконавчого механізму, який установлений на лінії подачі пари в камеру [Пелеев А. И., Бражников A. M., Гаврилова В. А., Тепловое оборудование колбасного производства. - М.: Пищевая промышленность, 1970. - С. 371, рис. 201]. Для стабілізації збурень передбачено установку регулятора тиску на лінії подачі пари в камеру. Схемою передбачений контроль кількості пари. Недоліком цього способу є те, що він не передбачає регулювання вологості в камері, що не дає змогу забезпечити постійне її підтримання на заданих значеннях, що призводить до втрати маси продукту. Також даний спосіб не передбачає контроль тривалості процесу термічної обробки ковбасних виробів і контроль готовності ковбаси, що ускладнює процес управління пароварильною камерою і може призвести до погіршення якості продукції, витрат великої кількості пари, збільшення собівартості виробництва. Також відомий спосіб регулювання температурного режиму в процесі термічної обробки ковбасних виробів у пароварильній камері, що передбачає контроль тривалості процесу варки та регулювання температури в камері [Пелеев А. И., Бражников A. M., Гаврилова В. А., Тепловое оборудование колбасного производства. - М.: Пищевая промышленность, 1970. - С. 372, рис.202]. Недоліком даного способу є відсутність можливості регулювання вологості в камері і відповідно температури в геометричному центрі ковбасних виробів. При використанні даного способу велика ймовірність того, що ковбасні вироби можуть бути переварені або недоварені, оскільки температура в центрі батону не досягне заданих значень або його перевищить. Також відомий спосіб регулювання температурного режиму в процесі термічної обробки ковбасних виробів у пароварильній камері, що передбачає сигналізацію про закінчення процесу по температурі в геометричному центрі ковбасних виробів. Готовність ковбаси контролюється регулятором температури, датчик якої знаходиться в центрі одного з батонів. Температура в геометричному центрі ковбаси повинна досягати заданого значення. При виконанні даної умови вмикається звукова сигналізація і виконавчий механізм перекриває парову лінію і процес варки завершається [Пелеев А.И., Бражников A.M., Гаврилова В.А., Тепловое оборудование колбасного производства. - М.: Пищевая промышленность, 1970. - С. 372, рис.203]. Недоліками цього способу є відсутність регулювання вологості в камері, що призводить до втрати маси продукції. Також контролюється лише температура всередині батона, та лише одного виробу. Це не гарантує досягнення заданої температури всередині інших батонів ковбаси, що не забезпечує відповідної якості готової продукції. Найбільш близьким до запропонованого є спосіб регулювання температурно-вологого режиму в процесі термічної обробки ковбасних виробів у пароварильній камері, який має два контури регулювання: регулювання температури точки роси за камерою зрошення і регулювання температури в камері [Пелеев А. И., Бражников A. M., Гаврилова В. А., Тепловое оборудование колбасного производства. М.: Пищевая промышленность, 1970. - С. 374, рис. 205]. Недоліком даного способу є істотний вплив фізично існуючих взаємних збурень контурів автоматичного регулювання температури і вологості із впливом зовнішніх збурень: температура навколишнього середовища та стрибки тиску у паропроводі, що постійно діють на об'єкт управління в реальних умовах експлуатації. Результатом цього є низька динамічна точність управління, що призводить до зниження якості продукту і збільшення собівартості продукту. В основу корисної моделі поставлено задачу підвищення динамічної точності та удосконалення способу автоматичного регулювання температурно-вологого режиму в процесі термічної обробки ковбасних виробів, шляхом компенсації впливу контуру регулювання вологості на контур регулювання температури підтримання температури пароповітряної суміші і відносної вологості в робочій зоні камери на заданих значеннях. Поставлену задачу вирішено в запропонованому способі автоматичного регулювання температурно-вологого режиму в процесі термічної обробки ковбасних виробів, що передбачає вимірювання і регулювання температури пароповітряної суміші в робочій зоні камери шляхом зміни витрат пароповітряної суміші для підігріву і шляхом зміни потужності електричного 1 UA 71647 U 5 10 15 нагрівача; вимірювання і регулювання відносної вологості в робочій зоні камери шляхом зміни витрат пари для зволоження і шляхом зміни потужності електричного нагрівача. Також введено корегуючий зв'язок, який компенсує вплив контуру управління вологості на контур регулювання температури. На кресленні приведено структурну схему запропонованого способу автоматичного керування, який реалізується наступним чином. Сигнал з виходу суматора 1 - поточне значення регульованої змінної - температури пароповітряної суміші ппс в робочій зоні термокамери - надходить на суматор 2, де зд віднімається від заданого значення регульованої зміни - ппс . Сигнал похибки регулювання ппс надходить на вхід регулятора 3. На виході регулятора формується сигнал управляючої дії u1, який в суматорі 4 сумується з неконтрольованими збуреннями fн1, які діють на об'єкт 5. Далі сигнал з виходу суматора 4 надходить на об'єкт 5. Положенням регулюючого органу подачі пари і повітря, зміною потужності електричного нагрівача, що зумовлює підтримання температури пароповітряної суміші в робочій зоні камери на регламентному рівні управляє нейронний регулятор 3. Сигнал з виходу об'єкта 5 надходить на суматор 1, куди також надходить сигнал з виходу блока 6. Сигнал з виходу суматора 7 - поточне значення регульованої зміни - вологості пароповітряної суміші ппс в робочій зоні термокамери - надходить на суматор 8, де зд віднімається від заданого значення регульованої змінної - ппс . 20 25 30 35 Сигнал похибки регулювання ппс надходить на вхід нейронного регулятора 9, що представляє собою штучну нейрону мережу з п'яти нейронів, розподілених в чотири ряди. Також на вхід нейронного регулятора надходять сигнал від суматора 7, сигнали зд неконтрольованих збурень fн1 і fн2, сигнал заданого значення регульованої зміни - ппс . На виході регулятора формується сигнал управляючої дії u2, який в суматорі 10 сумується з неконтрольованими збуреннями fн2, які діють на об'єкт 11. Далі сигнал надходить на об'єкт 11. Зміною витрат пари для зволоження, зміною потужності електричного нагрівача, зумовлює підтримання вологості пароповітряної суміші в робочій зоні камери на заданих значеннях управляє регулятор 9. Сигнал з виходу об'єкта 11 надходить на суматор 7. Сигнал з виходу суматора 10 через перехресний зв'язок 12 також надходить на вхід суматора 1 і одночасно сигнал з виходу суматора 10 через міжрегуляторний зв'язок 12 надходить на суматор 2, цим самим впливаючи на температуру пароповітряної суміші в робочій зоні камери. Для високоякісної компенсації перехресного зв'язку між каналом регулювання температури і каналом регулювання вологості пароповітряної суміші в робочій зоні камери, передатні функції міжрегуляторного корегуючого зв'язку 12 - W12 (p) і перехресного зв'язку W6 (p) мають таку структуру: mk p , W12 (p) k 12 p e T12 p 1 (T6p 1)2 де W6 (p) - передатна функція перехресного зв'язку за каналом u2-ппс; W12 (p) - передатна функція міжрегуляторного корегуючого зв'язку, можливості її фізичної реалізації; d - оператор диференціювання; p dt k 6 - коефіцієнт передачі перехресного зв'язку; T6 - постійна часу перехресного зв'язку, с; W6 (p) 40 45 50 k 6 e пp з урахуванням n - час запізнення перехресного зв'язку, с; k12 - коефіцієнт передачі міжрегуляторного корегуючого зв'язку; T12 - постійна часу міжрегуляторного корегуючого зв'язку, с; mk - час запізнення міжрегуляторного корегуючого зв'язку, с. Моделювання на ЕОМ показало ефективність запропонованого способу управління, використання якого дозволяє скоротити витрати пари і електричної енергії і підвищити якість готової продукції. 2 UA 71647 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 Спосіб автоматичного керування процесом варки ковбас в універсальній пароварильній камері, що передбачає вимірювання і регулювання температури пароповітряної суміші в робочій зоні камери шляхом зміни витрат пароповітряної суміші для підігріву і шляхом зміни потужності електричного нагрівача; вимірювання і регулювання відносної вологості в робочій зоні камери шляхом зміни витрат пари для зволоження і шляхом зміни потужності електричного нагрівача, який відрізняється тим, що додатково регулюється вологість пароповітряної суміші в робочій зоні камери за допомогою нейронного регулятора, що покращує динамічну точність управління; додатково компенсують вплив контуру регулювання відносної вологості в робочій зоні термокамери, на канал регулювання пароповітряної суміші в робочій зоні термокамери за допомогою міжрегуляторного перехресного зв'язку, алгоритм роботи якого здійснюється згідно з k p e mk p формулою W12 (p) 12 , T12 p 1 де W12 (p) - передатна функція міжрегуляторного корегуючого зв'язку, з урахуванням можливості її фізичної реалізації; d - оператор диференціювання; p dt k12 - коефіцієнт передачі міжрегуляторного корегуючого зв'язку; T12 - постійна часу міжрегуляторного корегуючого зв'язку, с; mk - час запізнення міжрегуляторного корегуючого зв'язку, с, і який приводить до покращення якості управління. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of the process of cooking sausages in a multipurpose steam-cooking cabinet
Автори англійськоюNitaieva Maryna Heorhiivna, Voinova Svitlana Oleksandrivna
Назва патенту російськоюСпособ автоматического управления процессом варки колбас в универсальной пароварочной камере
Автори російськоюНитаева Марина Георгиевна, Воинова Светлана Александровна
МПК / Мітки
МПК: A22C 11/00
Мітки: спосіб, універсальний, пароварильній, керування, камери, процесом, ковбас, варки, автоматичного
Код посилання
<a href="https://ua.patents.su/5-71647-sposib-avtomatichnogo-keruvannya-procesom-varki-kovbas-v-universalnijj-parovarilnijj-kameri.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом варки ковбас в універсальній пароварильній камері</a>
Спосіб автоматичного керування процесом варки ковбас в термічній камері
Номер патенту: 61151
Опубліковано: 11.07.2011
Автори: Поян Олександр Сергійович, Павлов Артур Іванович
МПК: A22C 11/00
Мітки: ковбас, варки, процесом, керування, автоматичного, термічній, спосіб, камери
Формула / Реферат:
Спосіб автоматичного керування процесом варки ковбас в термічній камері, що передбачає вимірювання температури в термокамері та її регулювання й вимірювання відносної вологості в термокамері та її регулювання, який відрізняється тим, що додатково вимірюють температуру пароповітряної суміші в робочій зоні термокамери і регулюють її, шляхом зміни витрат пароповітряної суміші для підігріву і шляхом зміни потужності електричного нагрівача,...
Спосіб автоматичного керування процесом сушіння ковбасних виробів у сушильній камері
Номер патенту: 53048
Опубліковано: 27.09.2010
Автори: Муратов Віктор Георгійович, Голуб Євген Сергійович
МПК: A23B 4/03
Мітки: ковбасних, автоматичного, виробів, керування, процесом, камери, спосіб, сушіння, сушильний
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння ковбасних виробів у сушильній камері, що включає вимірювання температури та вологості в камері, який відрізняється тим, що підтримують температуру та вологість в камері на заданих значеннях за допомогою зміни напруги ТЕНа та зміни кількості обертів компресора та одночасно підвищують динамічну точність системи управління за каналами регулювання за рахунок забезпечення компенсації запізнення у...
Спосіб автоматичного керування процесом варіння ковбас у термокамері
Номер патенту: 36680
Опубліковано: 10.11.2008
Автори: Хмельниченко Дар'я Олександрівна, Трішин Федір Анатолійович
МПК: A23B 4/06
Мітки: варіння, ковбас, автоматичного, процесом, термокамери, спосіб, керування
Формула / Реферат:
Спосіб автоматичного керування процесом варіння ковбас у термокамері, який передбачає вимірювання і підтримку температури повітря на заданому значенні шляхом зміни ступеня нагріву ТЕНів, вимірювання і підтримку відносної вологості повітря на заданому значенні шляхом зміни витрати води на зволоження, який відрізняється тим, що здійснюють автономність контурів регулювання температури і відносної вологості, підтримку регульованих змінних -...
Спосіб автоматичного керування процесом варіння ковбас у термокамері
Номер патенту: 44926
Опубліковано: 26.10.2009
Автори: Гурський Артем Петрович, Левінський Валерій Михайлович
МПК: A22C 11/00
Мітки: варіння, процесом, спосіб, ковбас, автоматичного, керування, термокамери
Формула / Реферат:
Спосіб автоматичного керування процесом варіння ковбас у термокамері, що включає вимірювання і підтримку температури на заданому значенні шляхом зміни витрат енергоносія, регулювання і підтримку відносної вологості на заданому значенні шляхом зміни витрат води на зволоження, який відрізняється тим, що як енергоносій використовують газ, корегування температури в камері здійснюють витратами газу, задане значення для якої визначається за рахунок...
Спосіб автоматичного керування процесом варки паштету у жароварочній шафі
Номер патенту: 32189
Опубліковано: 12.05.2008
Автори: Муратов Віктор Георгійович, Кліменко В'ячеслав Анатолійович
МПК: A23L 1/315
Мітки: паштету, процесом, шафи, жароварочній, керування, автоматичного, варки, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом варки паштету, що включає вимірювання та регулювання температури в жароварочній шафі шляхом зміни витрати гріючої пари через калорифер, вимірювання та регулювання відносної вологості в жароварочній шафі зміною витрати гріючої пари прямої подачі через форсунку, який відрізняється тим, що одночасно вимірюють тиск гріючої пари та ступінь відкриття клапана прямої подачі пари на форсунку і пропорційно...
Попередній патент: Спосіб лікування нестабільності заднього напівкільця тазу
Наступний патент: Конструкція каркаса ящика