Спосіб вирощування групи сапфірових монокристалічних виробів із внутрішнім порожнистим об’ємом
Номер патенту: 53106
Опубліковано: 17.04.2006
Автори: Ткаченко Сергей Анатолійович, Литвинов Леонід Аркадійович, Андрєєв Євгеній Петрович
Формула / Реферат
Корисна модель відноситься до техногенних продуктів, що можуть бути використані для виготовлення будівельних сумішей та композиційних матеріалів, які застосовують, наприклад, при виробництві різноманітних будівельних матеріалів та виробів.
Відомі компоненти композиційних матеріалів, які застосовують, наприклад, при виробництві різноманітних будівельних матеріалів та виробів, у вигляді порошків на основі гірських матеріалів вулканічного походження [див. Удачкин И.Б, Опекунов В.В., Юськович В.И. Кремнеземсодержащие материалы вулканического происхождения в производстве ячеистого бетона // Строительные материалы, изделия и санитарная техника: Сб. научн. тр. - К.: НИИСМИ. - 1986. - вып.9. - С.13-14.], Недоліком цих компонентів є те, що вони потребують перед використанням витрат енергії у вигляді механохімічної активації шляхом помелу до 20-100мкм.
Відомий компонент будівельних сумішей та композиційних матеріалів у вигляді пиловидної фракції перлітової породи, які застосовують, наприклад, при виробництві різноманітних будівельних матеріалів та виробів [див. Патент 68745А Украина, С04В7/00. Компонент сумішей для виготовлення композиційних матеріалів / В.В.Опекунов, В.В.Пукиш, А.А.Романенко (Украина). - №2003109373, заявлено 17.10.03; олубл 16.08.04, Бюл. №8. - 2с.]. Недоліком цього компоненту є те, що він містить необпалену, неспучену щільну гірську перлітову породу.
В основі корисної моделі покладена задача щодо утилізації техногенного продукту.
Технічний результат, забезпечуваний корисною моделлю, досягається тим, що пиловидну фракцію обпаленої перлітової породи використовують як компонент будівельних сумішей.
Зміст корисної моделі у наступному. Пиловидна фракція обпаленої перлітової породи (ПФОПП) – порошкообразний техногенний алюмосилікатний продукт, який створюється при очистці повітря у виробництві спученого перлітового піску після обпалення перлітової сировини. Частинки ПФОПП, як правило, є пористими. Будівельні суміші для виготовлення композиційних матеріалів, наприклад, будівельного призначення можуть бути на основі неорганічних (мінеральних) або органічних (полімерних) в'яжучих матеріалів. В'яжучі матеріали можуть бути автоклавного (гідротермального), гідравлічного або повітряного твердіння. При використанні пористої ПФОПП у складі в'яжучих матеріалів автоклавного або гідротермального твердіння (вихідна в’яжуча система CaO+SiO2+H2O) ПФОПП виконує функцію автивної мінеральної та полегшуючої добавки, яка утворює додатково систему СаО+SіО2+Аl2О3+Н2О, що сприяє синтезу, поряд з гідросилікатами кальцію (ГCK), мінералів групи гідрогранатів. Гідрогранати разом з ГСК утворюють міцну мікроструктуру пористого (ніздрюватий бетон) або щільного (у разі помелу ПФОПП) штучного каменя автоклавного твердіння. За рахунок використання пористої ПФОПП зменшується загальна енергомісткість виробництва ніздрюватого бетону.
На основі ПФОПП та портландцементного клінкеру або портландцементу (системи гідравлічного твердіння) можна отримати різноманітні за міцністю та функціональним призначенням в’яжучі композиції (будівельні суміші, розчини) для виготовлення різноманітних композиційних матеріалів.
При використанні ПФОПП у складі в'яжучих матеріалів повітряного твердіння, наприклад на основі полуводного сульфату кальцію, ПФОПП також виконує функцію полегшуючої мінеральної добавки. На основі ПФОПП та полуводного сульфату кальцію можна отримати різноманітні за міцністю та функціональним призначенням будівельні суміші.
При використанні у складі полімерних в'яжучих матеріалів, наприклад на основі епоксидних або поліефірних смол, ПФОПП виконує функцію мінеральної добавки (наповнювача), яка зменшує, наприклад, усадку штучного каменя.
ПФОПП як техногенний продукт може бути у вигляді сухого порошку або у складі пасти чи суспензії. В цілому ефективно застосування ПФОПП, наприклад, у виробництві сухих будівельних сумішей, вологих сумішей пористих бетонів та інших композиційних матеріалів, які можна використовувати в різноманітних галузях техніки.
Приклад 1. ПФОПП вводять до складу будівельної суміші для виготовлення виробів з пористого цементного бетону При середньої густині 650-800кг/м3 бетон має зменшену на 25-30% усадку при висиханні, підвищену на 28-30% міцність.
Приклад 2. ПФОПП вводять до складу будівельної суміші на основі гіпсового в'яжучого марки Г4 та отримують гіпсовий камень з середньою густиною 550-700кг/м3.
Таким чином застосування ПФОПП шляхом її утилізації у складі різноманітних будівельних сумішей та композиційних матеріалів сприяє вирішенню екологічних завдань.
Текст
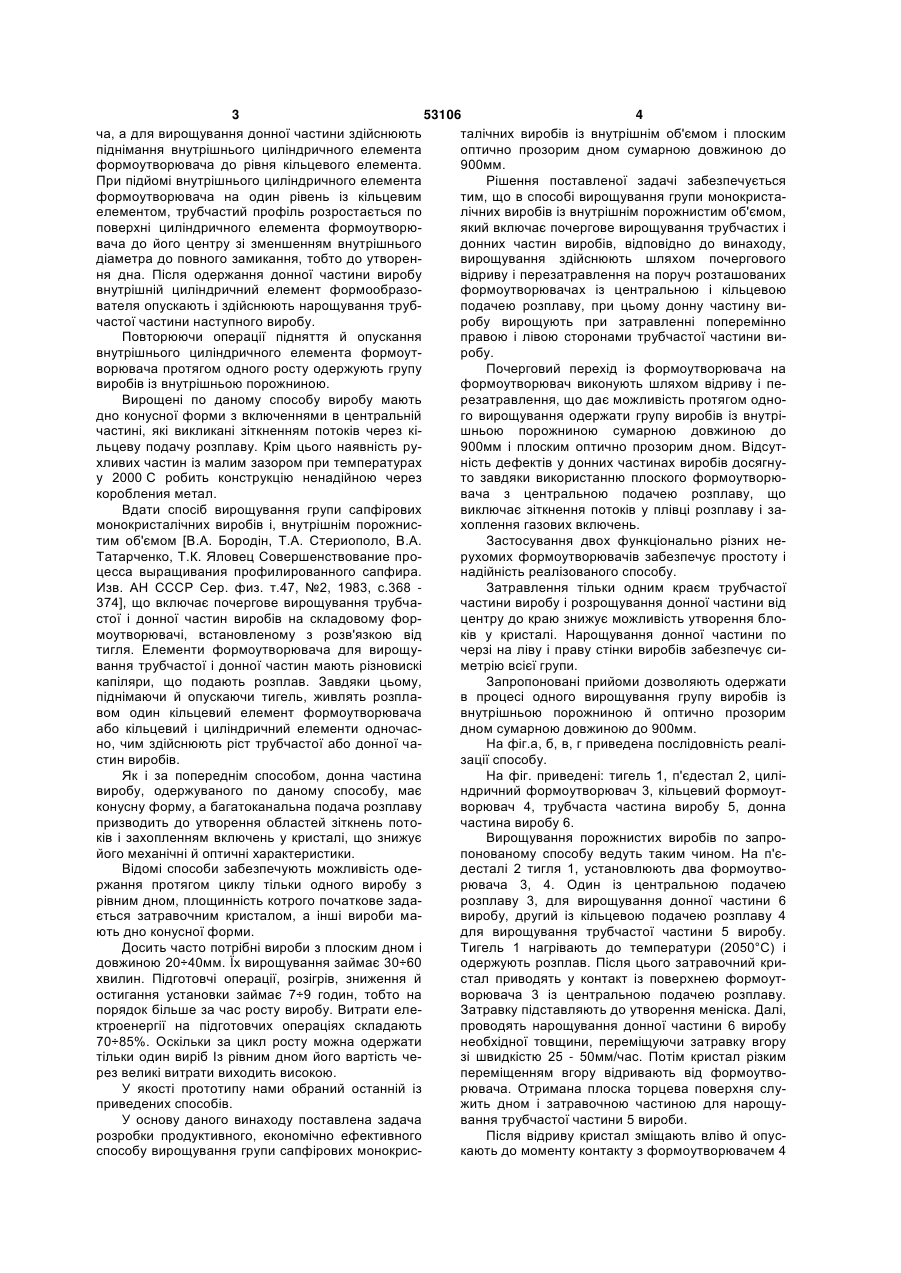
Спосіб вирощування групи сапфірових монокристалічних виробів із внутрішнім порожнистим об'ємом, який включає почергове вирощування трубчастої і донної частин виробу, який відрізняється тим, що вирощування здійснюють шляхом почергового відривання і перезатравлення на поруч розташованих формоутворювачах із кільцевою і центральною подачею розплаву, при цьому донну частину виробу вирощують при затравленні поперемінно правою і лівою сторонами трубчастої частини виробу. (19) (21) 2002031972 (22) 12.03.2002 (24) 17.04.2006 (46) 17.04.2006, Бюл. № 4, 2006 р. (72) Андрєєв Євгеній Петрович, Литвинов Леонід Аркадійович, Ткаченко Сергей Анатолійович (73) ІНСТИТУТ МОНОКРИСТАЛІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 1691433 A1, 15.11.1991 RU 2031984 C1, 27.03.1995 RU 2077616 C1, 20.04.1997 US 4711695 A, 08.12.1987 3 53106 4 ча, а для вирощування донної частини здійснюють талічних виробів із внутрішнім об'ємом і плоским піднімання внутрішнього циліндричного елемента оптично прозорим дном сумарною довжиною до формоутворювача до рівня кільцевого елемента. 900мм. При підйомі внутрішнього циліндричного елемента Рішення поставленої задачі забезпечується формоутворювача на один рівень із кільцевим тим, що в способі вирощування групи монокристаелементом, трубчастий профіль розростається по лічних виробів із внутрішнім порожнистим об'ємом, поверхні циліндричного елемента формоутворюякий включає почергове вирощування трубчастих і вача до його центру зі зменшенням внутрішнього донних частин виробів, відповідно до винаходу, діаметра до повного замикання, тобто до утворенвирощування здійснюють шляхом почергового ня дна. Після одержання донної частини виробу відриву і перезатравлення на поруч розташованих внутрішній циліндричний елемент формообразоформоутворювачах із центральною і кільцевою вателя опускають і здійснюють нарощування трубподачею розплаву, при цьому донну частину вичастої частини наступного виробу. робу вирощують при затравленні поперемінно Повторюючи операції підняття й опускання правою і лівою сторонами трубчастої частини вивнутрішнього циліндричного елемента формоутробу. ворювача протягом одного росту одержують групу Почерговий перехід із формоутворювача на виробів із внутрішньою порожниною. формоутворювач виконують шляхом відриву і пеВирощені по даному способу виробу мають резатравлення, що дає можливість протягом однодно конусної форми з включеннями в центральній го вирощування одержати групу виробів із внутрічастині, які викликані зіткненням потоків через кішньою порожниною сумарною довжиною до льцеву подачу розплаву. Крім цього наявність ру900мм і плоским оптично прозорим дном. Відсутхливих частин із малим зазором при температурах ність дефектів у донних частинах виробів досягнуу 2000 С робить конструкцію ненадійною через то завдяки використанню плоского формоутворюкоробления метал. вача з центральною подачею розплаву, що Вдати спосіб вирощування групи сапфірових виключає зіткнення потоків у плівці розплаву і замонокристалічних виробів і, внутрішнім порожнисхоплення газових включень. тим об'ємом [В.А. Бородін, Т.А. Стериополо, В.А. Застосування двох функціонально різних неТатарченко, Т.К. Яловец Совершенствование прорухомих формоутворювачів забезпечує простоту і цесса выращивания профилированного сапфира. надійність реалізованого способу. Изв. АН СССР Сер. физ. т.47, №2, 1983, с.368 Затравлення тільки одним краєм трубчастої 374], що включає почергове вирощування трубчачастини виробу і розрощування донної частини від стої і донної частин виробів на складовому форцентру до краю знижує можливість утворення бломоутворювачі, встановленому з розв'язкою від ків у кристалі. Нарощування донної частини по тигля. Елементи формоутворювача для вирощучерзі на ліву і праву стінки виробів забезпечує сивання трубчастої і донної частин мають різновискі метрію всієї групи. капіляри, що подають розплав. Завдяки цьому, Запропоновані прийоми дозволяють одержати піднімаючи й опускаючи тигель, живлять розплав процесі одного вирощування групу виробів із вом один кільцевий елемент формоутворювача внутрішньою порожниною й оптично прозорим або кільцевий і циліндричний елементи одночасдном сумарною довжиною до 900мм. но, чим здійснюють ріст трубчастої або донної чаНа фіг.а, б, в, г приведена послідовність реалістин виробів. зації способу. Як і за попереднім способом, донна частина На фіг. приведені: тигель 1, п'єдестал 2, цилівиробу, одержуваного по даному способу, має ндричний формоутворювач 3, кільцевий формоутконусну форму, а багатоканальна подачарозплаву ворювач 4, трубчаста частина виробу 5, донна призводить до утворення областей зіткнень поточастина виробу 6. ків і захопленням включень у кристалі, що знижує Вирощування порожнистих виробів по запройого механічні й оптичні характеристики. понованому способу ведуть таким чином. На п'єВідомі способи забезпечують можливість одедесталі 2 тигля 1, установлюють два формоутворжання протягом циклу тільки одного виробу з рювача 3, 4. Один із центральною подачею рівним дном, площинність котрого початкове задарозплаву 3, для вирощування донної частини 6 ється затравочним кристалом, а інші вироби мавиробу, другий із кільцевою подачею розплаву 4 ють дно конусної форми. для вирощування трубчастої частини 5 виробу. Досить часто потрібні вироби з плоским дном і Тигель 1 нагрівають до температури (2050°С) і довжиною 20÷40мм. Їх вирощування займає 30÷60 одержують розплав. Після цього затравочний крихвилин. Підготовчі операції, розігрів, зниження й стал приводять у контакт із поверхнею формоутостигання установки займає 7÷9 годин, тобто на ворювача 3 із центральною подачею розплаву. порядок більше за час росту виробу. Витрати елеЗатравку підставляють до утворення меніска. Далі, ктроенергії на підготовчих операціях складають проводять нарощування донної частини 6 виробу 70÷85%. Оскільки за цикл росту можна одержати необхідної товщини, переміщуючи затравку вгору тільки один виріб Із рівним дном його вартість чезі швидкістю 25 - 50мм/час. Потім кристал різким рез великі витрати виходить високою. переміщенням вгору відривають від формоутвоУ якості прототипу нами обраний останній із рювача. Отримана плоска торцева поверхня слуприведених способів. жить дном і затравочною частиною для нарощуУ основу даного винаходу поставлена задача вання трубчастої частини 5 вироби. розробки продуктивного, економічно ефективного Після відриву кристал зміщають вліво й опусспособу вирощування групи сапфірових монокрискають до моменту контакту з формоутворювачем 4 5 53106 6 із кільцевою подачею розплаву. Далі, переміщуюреміщають уліво на формоутворювач 4, на котрочи кристал нагору, нарощують трубчасту частину 5 му повторно нарощують трубчасту частину 5. виробу. (Щоб усередині порожнини в процесі росту Виростивши трубчасту частину 5 виробу, крисне виникало розрідження, у тілі формоутворювача тал знову відривають і переміщають на формоут4 виконаний канал, який з'єднує порожнину з атворювач 3, таким чином, щоб над каналом, через мосферою камери.) Після одержання необхідної який подається розплав, тепер розташовувалася довжини виробу, кристал відривають від формоутліва стінка виробу. Почерговим нарощуванням ворювача 4 різким переміщенням нагору. Вирощедонної частини 6 виробу на ліву і праву стінки заний профіль зміщають управо таким чином, щоб безпечують симетрію всієї групи виробів. Повтоправа стінка виробу розташовувалась над канарюючи розглянуті операції вирощування, одержулом формоутворювача 3, через який подається ють групу виробів. розплав. Потім кристал опускають до моменту Запропонований спосіб забезпечує збільшенторкання поверхні формоутворювача й утворення ня продуктивності, економію електроенергії, знименіска. Після чого повторно вирощують донну ження собівартості одного виробу, а також зничастину 6 виробу. Для винятку одночасного торження витрат матеріалів за рахунок вирощування кання кристалом двох формоутворювачів перший протягом одного циклу групи виробів із внутрішвиконаний на 0,5 - 1мм вище другого. Виростивши ньою порожниною і рівним дном сумарною довжинаступну донну частину 6 необхідною товщиною, ною до 900мм. кристал відривають від формоутворювача 3 і пе Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for growing the group of sapphire monocrystal articles with internal hollow volume
Автори англійськоюAndrieiev Yevhenii Petrovych, Lytvynov Leonid Arkadiovych
Назва патенту російськоюСпособ выращивания группы сапфировых монокристаллических изделий с внутренним полым обьемом
Автори російськоюАндреев Евгений Петрович, Литвинов Леонид Аркадьевич
МПК / Мітки
МПК: C30B 15/34
Мітки: сапфірових, вирощування, групи, виробів, об'ємом, внутрішнім, монокристалічних, спосіб, порожнистим
Код посилання
<a href="https://ua.patents.su/3-53106-sposib-viroshhuvannya-grupi-sapfirovikh-monokristalichnikh-virobiv-iz-vnutrishnim-porozhnistim-obehmom.html" target="_blank" rel="follow" title="База патентів України">Спосіб вирощування групи сапфірових монокристалічних виробів із внутрішнім порожнистим об’ємом</a>
Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною (варіанти)
Номер патенту: 28715
Опубліковано: 16.10.2000
Автори: Коваль Юрій Миколайович, Литвинов Леонід Аркадійович, Жилін Олександр Михайлович
МПК: C30B 15/34
Мітки: сапфірових, виробів, варіанти, порожниною, вирощування, профільованих, спосіб, внутрішньою
Формула / Реферат:
1. Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною, який включає плавлення сировини, затравлення і витягування з означеною швидкістю, який відрізняється тим, що після формування завданого діаметра виробу збільшують швидкість витягування на величину де
Спосіб вирощування монокристалічних плівок ферит-гранатів методом рідинно-фазної епітаксії
Номер патенту: 40028
Опубліковано: 16.07.2001
Автори: Ющук Степан Іванович, Юрчишин Петро Іванович, Варшава Славомир Степанович, Юр'єв Сергій Олексійович
МПК: C30B 19/00, C30B 29/28
Мітки: рідинно-фазної, методом, спосіб, монокристалічних, плівок, ферит-гранатів, епітаксії, вирощування
Формула / Реферат:
Спосіб вирощування монокристалічних плівок ферит-гранатів методом рідинно-фазної епітаксії, що включає занурення підкладки з галій-гадолінієвого гранату в перенасичений розплав суміші феритоутворювальних окисидів та розчинника, і осадження плівок при заданих температурних режимах, який відрізняється тим, що як розчинник беруть суміш оксидів молібдену, вісмуту і свинцю в таких співвідношеннях (мол. %): МоО3 - 5.0-10.0; Bі2О3 -...
Спосіб вирощування монокристалічних пластин складних тугоплавких оксидів горизонтальною направленою кристалізацією (варіанти)
Номер патенту: 21982
Опубліковано: 30.04.1998
Автори: Будніков Олександр Тимофійович, Каніщєв Василь Миколайович, Данько Олександр Якович, Катрич Микола Петрович, Сідельнікова Наталія Степанівна, Адонкін Георгій Тимофійович
МПК: C30B 29/20, C30B 11/00
Мітки: вирощування, пластин, оксидів, кристалізацією, направленою, складних, горизонтальною, варіанти, монокристалічних, тугоплавких, спосіб
Формула / Реферат:
1. Способ вуращивания монокристаллических пластин сложных тугоплавких оксидов гори-зонтальной направленной кристаллизацией, включающий плавление исходной шихту, затравление й последующее вуращивание прямоугольной части монокристаллической пластину перемещением тигля через градиентное тспловое поле со скоростью 1-2 мм/час, отличающийся тем, что переднюю треугольную часть монокристаллической пластину вуращивают перемещением тигля через...
Спосіб нарізування зубчастих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 27500
Опубліковано: 15.09.2000
Автори: Плахтін Володимир Дмитрович, Коновалов Олексій Дмитрович, Бобух Іван Олексійович
МПК: B23F 5/00
Мітки: неевольвентним, внутрішнім, зубчастих, виробів, нарізування, спосіб, зовнішнім, зачепленням
Текст:
...уровень, т.к. предложенный способ нарезания зубьев зубчртых изделий явным образом не следует из уровня техники. Заявляемое изобретение промышленно применимо, т.к. его составные части не представляют технологических трудностей и могут бьпъ реализованы на базе машиностроительного завода. Изобретение поясняется чертежами, на которых изображены: фиг. 1 - схема нарезания зубьев на втулке роликового шарнира, фиг. 2 - схема нарезания...
Спосіб отримання сапфірових вікон
Номер патенту: 69602
Опубліковано: 15.09.2004
Автори: Литвинов Леонід Аркадійович, Кривоносов Євгеній Володимирович, Вишневський Сергій Дмитрович
МПК: C30B 33/00, C30B 29/20
Мітки: спосіб, вікон, сапфірових, отримання
Формула / Реферат:
Спосіб диференційної діагностики доброякісної гіперплазії простати та раку передміхурової залози шляхом дослідження гістологічної структури препарату, який відрізняється тим, що дослідження гістологічної структури препарату проводять за допомогою лазерної поляриметрії.
Попередній патент: Спосіб виробництва сиров’яленої ковбаси “кіровоградська”
Наступний патент: Гетероциклічні ароматичні аміди, фунгіцидна композиція та спосіб контролю або запобігання грибковій інвазії
Випадковий патент: Кристалізатор з покриттям