Спосіб виробництва цементно-волокнистих виробів шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження
Формула / Реферат
1. Спосіб виробництва цементно-волокнистих виробів шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження, що включає змішування цементу, наповнювача, води і армуючих волокон, який відрізняється тим, що спочатку дозують компоненти за допомогою дозаторів, а потім за допомогою молоткового або валкового млина змішуються цемент і заздалегідь розпушене армуюче волокно, далі отриману суміш в сухому вигляді інтенсивно перемішують до розпушування і запилення волокон цементом за допомогою дезінтегратора-змішувача і подають в бункер-накопичувач, потім за допомогою дозатора готової суміші суху суміш висипають в прес-форму, рівномірно розподіляючи за допомогою віброукладача, після чого пресують пресом в матриці на конвеєрі, а далі через низ прес-форми подають воду, зволожуючи заготівку за допомогою капілярного зволожувача, і потім знімають виріб за допомогою вакуумного укладача, укладають в пачки, перемежаючи розділовою прокладкою.
2. Спосіб за п. 1, який відрізняється тим, що як армуюче волокно використовують азбест.
3. Спосіб за пп. 1, 2, який відрізняється тим, що зусилля пресування на пресі складає 50-100 кг/см2, а виріб знімають через 10-15 с.
Текст
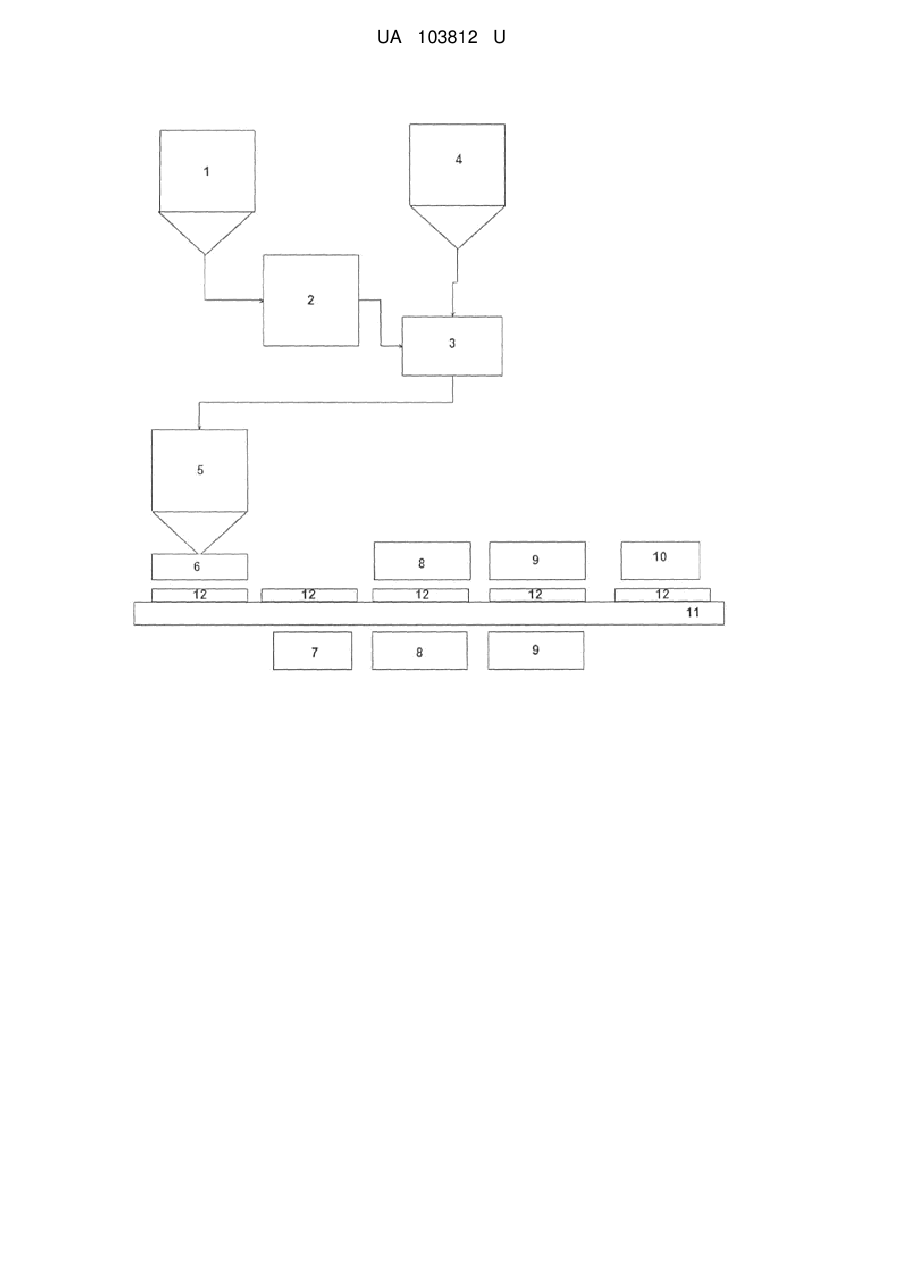
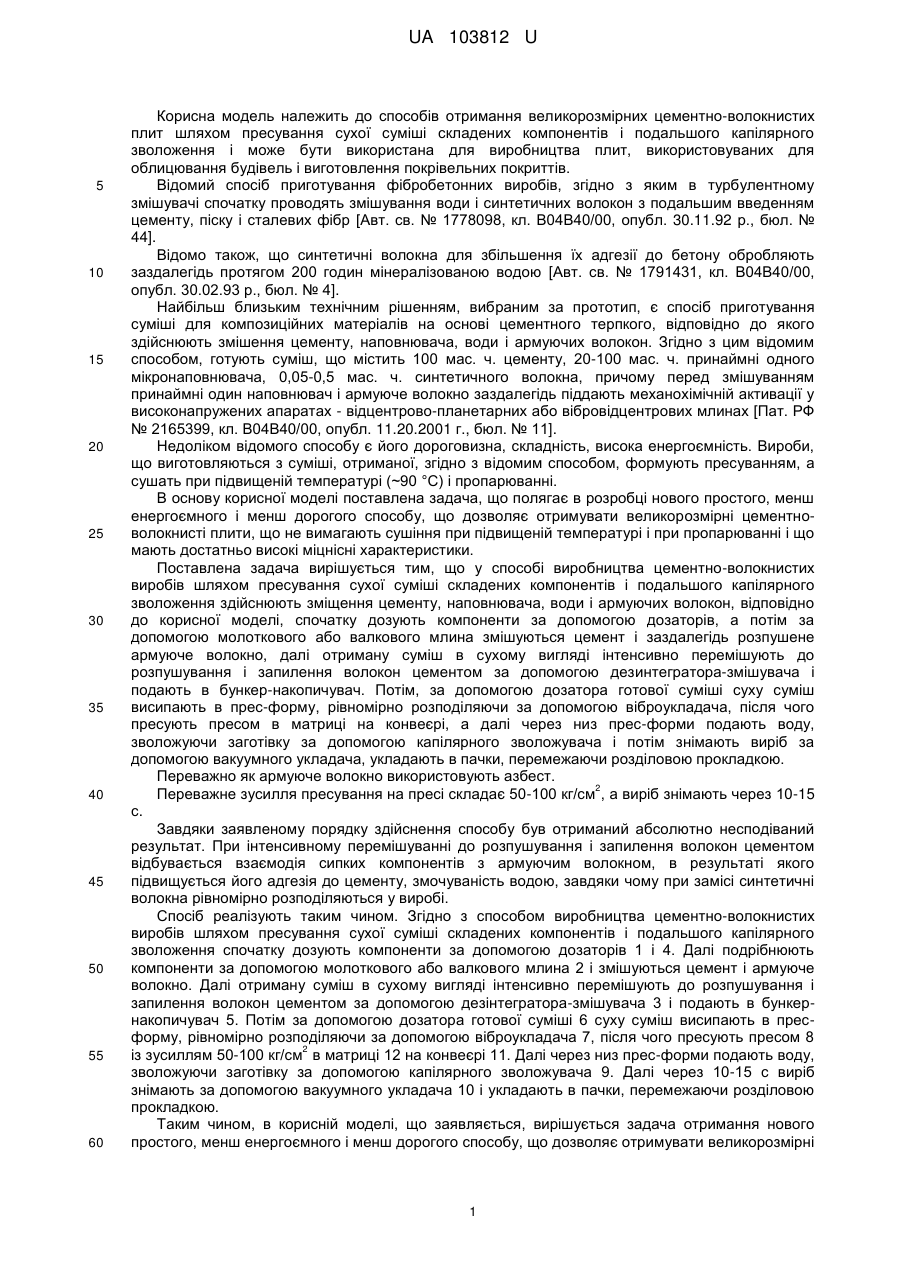
Реферат: Спосіб виробництва цементно-волокнистих виробів шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження. Спочатку дозують компоненти за допомогою дозаторів, а потім за допомогою молоткового або валкового млина змішуються цемент і заздалегідь розпушене армуюче волокно. Отриману суміш в сухому вигляді інтенсивно перемішують до розпушування і запилення волокон цементом за допомогою дезінтеграторазмішувача і подають в бункер-накопичувач. Потім за допомогою дозатора готової суміші суху суміш висипають в прес-форму, рівномірно розподіляючи за допомогою віброукладача, після чого пресують пресом в матриці на конвеєрі. Далі через низ прес-форми подають воду, зволожуючи заготівку за допомогою капілярного зволожувача, знімають виріб за допомогою вакуумного укладача, укладають в пачки, перемежаючи розділовою прокладкою. UA 103812 U (54) СПОСІБ ВИРОБНИЦТВА ЦЕМЕНТНО-ВОЛОКНИСТИХ ВИРОБІВ ШЛЯХОМ ПРЕСУВАННЯ СУХОЇ СУМІШІ СКЛАДЕНИХ КОМПОНЕНТІВ І ПОДАЛЬШОГО КАПІЛЯРНОГО ЗВОЛОЖЕННЯ UA 103812 U UA 103812 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів отримання великорозмірних цементно-волокнистих плит шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження і може бути використана для виробництва плит, використовуваних для облицювання будівель і виготовлення покрівельних покриттів. Відомий спосіб приготування фібробетонних виробів, згідно з яким в турбулентному змішувачі спочатку проводять змішування води і синтетичних волокон з подальшим введенням цементу, піску і сталевих фібр [Авт. св. № 1778098, кл. В04В40/00, опубл. 30.11.92 р., бюл. № 44]. Відомо також, що синтетичні волокна для збільшення їх адгезії до бетону обробляють заздалегідь протягом 200 годин мінералізованою водою [Авт. св. № 1791431, кл. В04В40/00, опубл. 30.02.93 р., бюл. № 4]. Найбільш близьким технічним рішенням, вибраним за прототип, є спосіб приготування суміші для композиційних матеріалів на основі цементного терпкого, відповідно до якого здійснюють змішення цементу, наповнювача, води і армуючих волокон. Згідно з цим відомим способом, готують суміш, що містить 100 мас. ч. цементу, 20-100 мас. ч. принаймні одного мікронаповнювача, 0,05-0,5 мас. ч. синтетичного волокна, причому перед змішуванням принаймні один наповнювач і армуюче волокно заздалегідь піддають механохімічній активації у високонапружених апаратах - відцентрово-планетарних або вібровідцентрових млинах [Пат. РФ № 2165399, кл. В04В40/00, опубл. 11.20.2001 г., бюл. № 11]. Недоліком відомого способу є його дороговизна, складність, висока енергоємність. Вироби, що виготовляються з суміші, отриманої, згідно з відомим способом, формують пресуванням, а сушать при підвищеній температурі (~90 °C) і пропарюванні. В основу корисної моделі поставлена задача, що полягає в розробці нового простого, менш енергоємного і менш дорогого способу, що дозволяє отримувати великорозмірні цементноволокнисті плити, що не вимагають сушіння при підвищеній температурі і при пропарюванні і що мають достатньо високі міцнісні характеристики. Поставлена задача вирішується тим, що у способі виробництва цементно-волокнистих виробів шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження здійснюють зміщення цементу, наповнювача, води і армуючих волокон, відповідно до корисної моделі, спочатку дозують компоненти за допомогою дозаторів, а потім за допомогою молоткового або валкового млина змішуються цемент і заздалегідь розпушене армуюче волокно, далі отриману суміш в сухому вигляді інтенсивно перемішують до розпушування і запилення волокон цементом за допомогою дезинтегратора-змішувача і подають в бункер-накопичувач. Потім, за допомогою дозатора готової суміші суху суміш висипають в прес-форму, рівномірно розподіляючи за допомогою віброукладача, після чого пресують пресом в матриці на конвеєрі, а далі через низ прес-форми подають воду, зволожуючи заготівку за допомогою капілярного зволожувача і потім знімають виріб за допомогою вакуумного укладача, укладають в пачки, перемежаючи розділовою прокладкою. Переважно як армуюче волокно використовують азбест. 2 Переважне зусилля пресування на пресі складає 50-100 кг/см , а виріб знімають через 10-15 с. Завдяки заявленому порядку здійснення способу був отриманий абсолютно несподіваний результат. При інтенсивному перемішуванні до розпушування і запилення волокон цементом відбувається взаємодія сипких компонентів з армуючим волокном, в результаті якого підвищується його адгезія до цементу, змочуваність водою, завдяки чому при замісі синтетичні волокна рівномірно розподіляються у виробі. Спосіб реалізують таким чином. Згідно з способом виробництва цементно-волокнистих виробів шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження спочатку дозують компоненти за допомогою дозаторів 1 і 4. Далі подрібнюють компоненти за допомогою молоткового або валкового млина 2 і змішуються цемент і армуюче волокно. Далі отриману суміш в сухому вигляді інтенсивно перемішують до розпушування і запилення волокон цементом за допомогою дезінтегратора-змішувача 3 і подають в бункернакопичувач 5. Потім за допомогою дозатора готової суміші 6 суху суміш висипають в пресформу, рівномірно розподіляючи за допомогою віброукладача 7, після чого пресують пресом 8 2 із зусиллям 50-100 кг/см в матриці 12 на конвеєрі 11. Далі через низ прес-форми подають воду, зволожуючи заготівку за допомогою капілярного зволожувача 9. Далі через 10-15 с виріб знімають за допомогою вакуумного укладача 10 і укладають в пачки, перемежаючи розділовою прокладкою. Таким чином, в корисній моделі, що заявляється, вирішується задача отримання нового простого, менш енергоємного і менш дорогого способу, що дозволяє отримувати великорозмірні 1 UA 103812 U цементно-волокнисті плити, що не вимагають сушіння при підвищеній температурі і при пропарюванні і що мають достатньо високі міцнісні характеристики. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Спосіб виробництва цементно-волокнистих виробів шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження, що включає змішування цементу, наповнювача, води і армуючих волокон, який відрізняється тим, що спочатку дозують компоненти за допомогою дозаторів, а потім за допомогою молоткового або валкового млина змішуються цемент і заздалегідь розпушене армуюче волокно, далі отриману суміш в сухому вигляді інтенсивно перемішують до розпушування і запилення волокон цементом за допомогою дезінтегратора-змішувача і подають в бункер-накопичувач, потім за допомогою дозатора готової суміші суху суміш висипають в прес-форму, рівномірно розподіляючи за допомогою віброукладача, після чого пресують пресом в матриці на конвеєрі, а далі через низ прес-форми подають воду, зволожуючи заготівку за допомогою капілярного зволожувача, і потім знімають виріб за допомогою вакуумного укладача, укладають в пачки, перемежаючи розділовою прокладкою. 2. Спосіб за п. 1, який відрізняється тим, що як армуюче волокно використовують азбест. 3. Спосіб за пп. 1, 2, який відрізняється тим, що зусилля пресування на пресі складає 50-100 2 кг/см , а виріб знімають через 10-15 с. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B28B 1/52, C04B 40/00
Мітки: спосіб, пресування, суміші, складених, виробництва, виробів, шляхом, зволоження, капілярного, компонентів, подальшого, сухої, цементно-волокнистих
Код посилання
<a href="https://ua.patents.su/4-103812-sposib-virobnictva-cementno-voloknistikh-virobiv-shlyakhom-presuvannya-sukho-sumishi-skladenikh-komponentiv-i-podalshogo-kapilyarnogo-zvolozhennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва цементно-волокнистих виробів шляхом пресування сухої суміші складених компонентів і подальшого капілярного зволоження</a>
Прес для гарячого пресування волокнистих матеріалів

Номер патенту: 59775
Опубліковано: 25.05.2011
Автор: Дзюба Микола Григорович
МПК: D21F 3/00
Мітки: пресування, прес, волокнистих, матеріалів, гарячого
Формула / Реферат:
1. Прес для гарячого пресування волокнистих матеріалів, що містить пресовий вал і гарячий верхній вал, пристрій для нагрівання, який відрізняється тим, що гарячий верхній вал містить всередині електричний або індукційний нагрівач.2. Прес за п. 1, який відрізняється тим, що верхній вал виготовлено пустотілим металевим.3. Прес за п. 1, який відрізняється тим, що нижній пресовий вал виготовлено гумованим жолобчатим.
Спосіб отримання сухої суміші для збитих солодких страв та виробів
Номер патенту: 27201
Опубліковано: 25.10.2007
Автори: Гніцевич Вікторія Альбертівна, Никифоров Радіон Петрович, Коршунова Ганна Федорівна
МПК: A23C 23/00, A23C 9/152
Мітки: страв, солодких, спосіб, суміші, сухої, збитих, виробів, отримання
Формула / Реферат:
Спосіб отримання сухої суміші для збитих солодких страв та виробів, що включає пастеризацію знежиреного молока, його охолодження, підготовку пюре кизилу чи терену, або їх суміші, додавання цукру, коагуляцію білків та відділення згустку шляхом самопресування, який відрізняється тим, що пастеризоване при температурі 80±2 °С з витримкою 5 хв. та охолоджене до 10-12 °С знежирене молоко піддають коагуляції, додаючи як коагулянт...
Спосіб виробництва сухої будівельної суміші
Номер патенту: 98590
Опубліковано: 25.05.2012
Автори: Беседовський Геннадій Олексійович, Ткач Костянтин Іванович, Юн Костянтин Мойсейович
МПК: C04B 28/14, C04B 14/26, C04B 24/00, C04B 14/18
Мітки: будівельної, виробництва, спосіб, сухої, суміші
Формула / Реферат:
1. Спосіб виробництва сухої будівельної суміші, який включає змішування підготовлених гіпсу з компонентами комплексної добавки, який відрізняється тим, що гіпс попередньо змішують із карбонатним наповнювачем із фракцією 0<D£1,00 мм, отриманим шляхом здрібнювання карбонатної сировини в ударній дробарці, у кількості 55,00-70,00 мас. % відносно будівельної суміші.2. Спосіб за п. 1, який відрізняється тим, що використовують...
Спосіб виготовлення цементно-волокнистих виробів, особливо плит, та пристрій для його здійснення
Номер патенту: 27082
Опубліковано: 28.02.2000
Автор: ГУДМУНДССОН Едгар
МПК: B28B 1/52, B28B 1/00, B28B 3/00
Мітки: особливої, плит, здійснення, спосіб, пристрій, цементно-волокнистих, виробів, виготовлення
Формула / Реферат:
1. Способ изготовления цементно-волокнистых изделий, в особенности плит, имеющих, по меньшей мере, один, а преимущественно несколько последовательно расположенных пустотных каналов, размещенных между двумя наружными панельными элементами, включающий подачу смеси, состоящей, преимущественно, из волокнистого материала, вяжущего на основе цемента и активирующей жидкости, в пространство между наружными панельными прессующими элементами и...
Спосіб отримання багатофункціональної сухої суміші для виробництва страв пребіотичної дії з яєць
Номер патенту: 24986
Опубліковано: 25.07.2007
Автори: Никифоров Радіон Петрович, Левицький Анатолій Павлович, Ільдірова Світлана Климентівна, Коршунова Ганна Федорівна, Шубін Олександр Олександрович, Стіборовський Сергій Едуардович
МПК: A23J 1/08
Мітки: страв, дії, багатофункціональної, сухої, пребіотичної, спосіб, виробництва, суміші, яєць, отримання
Формула / Реферат:
Спосіб отримання багатофункціональної сухої суміші для виробництва страв пребіотичної дії з яєць, що включає змішування яєчного порошку з сіллю, прянощами, і термічну обробку, який відрізняється тим, що всі компоненти просіюють для видалення грудок та сторонніх домішок, змішують з додатковим введенням інуліну, пектину і сухого молока при наступному співвідношенні складників, мас. %: яєчний порошок 62-80...
Попередній патент: Спосіб вирощування зернових культур
Наступний патент: Спосіб одержання каталізатора для автономного генератора тепла на основі безполум’яного спалювання газоподібного вуглеводневого палива
Випадковий патент: Машина для наповнювання та закупорювання тари