Спосіб виготовлення великогабаритних полікристалічних пластин із оптичних та сцинтиляційних матеріалів
Номер патенту: 25044
Опубліковано: 25.12.1998
Автори: Семиноженко Володимир Петрович, Ілюха Олександр Іванович, Чернишов Олександр Антонович, Онопрієнко Петро Миколайович, Осадчий Федір Антонович, Гордієнко Людмила Сергійовна
Формула / Реферат
Способ изготовления крупногабаритных поликристаллических пластин из оптических и сцинтилляционных материалов, включающий нагрев кристаллической заготовки до температуры 0,5Tпл < T < Tпл, где Tпл - температура плавления исходного материала, термомеханическое деформирование одноосным сжатием и последующее охлаждение, до комнатной температуры, отличающийся тем, что термомеханическое деформирование одноосным сжатием осуществляют с помощью профилированной поверхности до двойной толщины получаемой пластины, после чего повторно деформируют заготовку с использованием плоскопараллельной поверхности до заданной толщины.
Текст
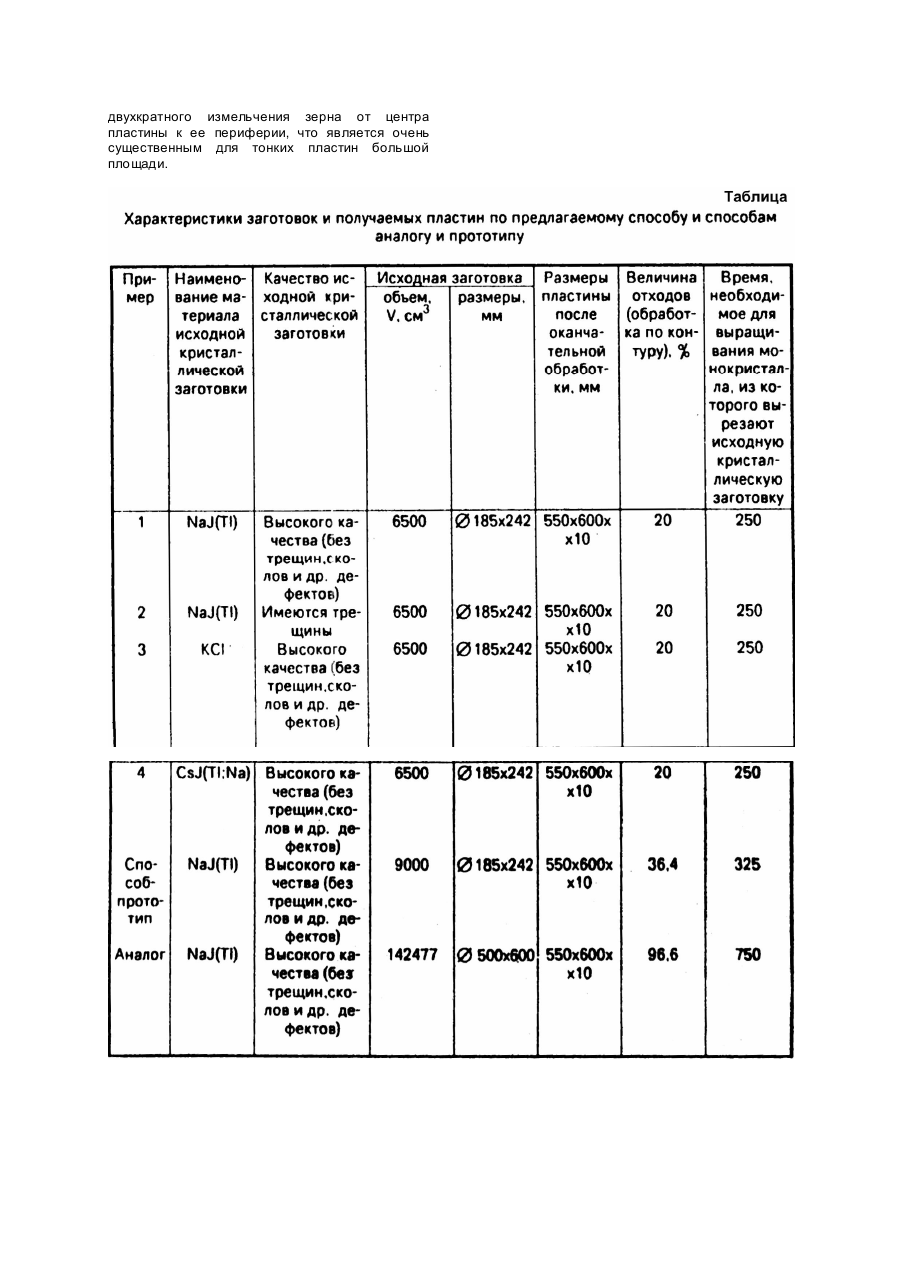
Изобретение относится к технологии изготовления неорганических, оптически прозрачных и сцинтилляционных поликристаллических пластин большой площади обработкой исходного материала давлением и может быть использовано при изготовлении крупногабаритных сцинтилляционных детекторов и оптических экранов. В настоящее время известен способ получения крупногабаритных поликристаллических пластин из оптических и сцинтилляционных материалов путем раскроя крупногабаритных высокого качества (без дефектов и трещин) монокристаллов либо перпендикулярно оси кристалла для изготовления дисков, либо параллельно или под углом к оси кристалла для изготовления прямоугольных пластин большой площади, с последующей механической обработкой (шлифовкой и полировкой) и доводкой поверхностей вырезанных монокристаллических заготовок до необходимых размеров и качества [1]. Известный способ имеет ряд недостатков: невозможность изготовления крупногабаритных изделий произвольной конфигурации; в монокристаллической форме сцинтилляционная пластина обладает пониженной (в 2 - 3 раза)стойкостью к механическим и тепловым воздействием, в результате при раскрое часто возникают трещины, что исключает возможность использования пластины; крупногабаритные монокристаллы характеризуются неравномерным вхождением активатора (в частности таллия) по объему, отсюда вытекает значительная неоднородность светового выхода по площади детектора, изготовленного на основе монокристаллических сцинтилляционных пластин. Известен также способ изготовления крупногабаритных поликристаллических пластин из оптических и сцинтилляционных материалов путем многократной экструзии в ортогональных направлениях [2]. Процесс изготовления включает два этапа. На первом этапе экструзией исходной кристаллической заготовки в форме цилиндра получают первый поликристаллический экструдат в форме параллелепипеда. На втором этапе повторной экструзией в направлении, перпендикулярном продольной оси первичного экструдата, получают пластину, толщина которой определяется объемом материала первого экструдата. Согласно способу, исходную монокристаллическую или поликристаллическую заготовку из NaI(TI), диаметром 76мм и высотой 100мм при температуре ~600°C, помещают в контейнер экструзионного пресса и усилием в 20т продавливают через фильеру диаметром 76мм, при этом получают плотную поликристаллическую массу, свободную от пустот, диаметром 76мм и длиной 266,7мм. Часть этой первой поликристаллической массы, около 79,5 длины помещают в контейнер другого экструзионного пресса продольно фильере прямоугольного сечения (25,4 ´ 50,8)мм. Температуру поднимают до 600°C и усилием в 10т продавливают через фильеру, при этом получают второй плотный поликристаллический экструдат, свободный от пустот, имеющий размеры (25,4 ´ 50,8 ´ 279)мм. Для получения пластины на NaCl использовали монокристаллическую заготовку диаметром 127мм и высотой 177мм. Изготовление осуществляли аналогично приведенному примеру, в результате получили пластину размерами (270 ´ 12,7 ´ 685)мм. Описанный способ имеет следующие недостатки; - длительность процесса изготовления пластин (двухкратная экструзия занимает в 2 раза большее время, а следовательно увеличивает в 2 раза трудо- и энергозатраты); - после каждого этапа экструдирования в экструдере остается 5 - 10% исходного материала, оставшийся в экструдере материал вымывается и может быть использован для выращивания кристаллов только после стадии регенерации; таким образом, после окончания процесса изготовления пластины 10 - 20% исходного материала уходи г в отход; процесс регенерации этого количества материала требует дополнительных трудо- и энергозатрат; - необходимость использования двойного комплекта оснастки (матрицы, фильеры), что приводит к удорожанию процесса и дополнительным материало-, трудои энергозатратам. По способу [3] исходную цилиндрическую заготовку диаметром 50,8 и высотой 50,8мм вырезают из большого слитка, выращенного из расплава монокристалла NaI(TI), помещают между плитами с графитовым покрытием 750тонного гидравлического пресса. Заготовку окружают электрической печью и нагревают до температуры 0,5Tпл < T < Tпл, где Tпл температура плавления исходного материала. Затем осуществляют термомеханическое деформирование одноосным сжатием с последующим охлаждением. При достижении температуры ~500°C верхнюю плиту пресса опускают со скоростью ~9мм/мин и деформируют заготовку одноосным сжатием без радиального ограничения. Указанная скорость используется при сжатии исходных заготовок малого размера. (Размеры заготовок и скорость вычислены нами на основании данных, приведенных в таблице описания). При достижении расстояния между плитами пресса ~31,75мм (по показаниям индикатора на прессе) верхнюю плиту пресса поднимают и плоский поликристаллический диск диаметром 127мм и высотой 28,57мм извлекают из пресса. Для получения диска больших размеров необходимо использовать исходные заготовки большего исходного диаметра и высоты. Известный способ: не позволяет изготавливать поликристаллические оптические и сцинтилляционные пластины заданной геометрической формы, например, прямоугольной, т.к. этим способом полученные заготовки имеют форму дисков. Это происходит потому, что при деформировании обычным одноосным сжатием без радиального ограничения кристалл стремится приобрести форму с минимальной площадью поверхности, а это всегда будет круг; - для получения этим способом пластин необходимой геометрической формы, например, прямоугольной, значительное количество материала (~36,4%) идет в отход, что значительно уменьшает коэффициент использования исходного материала; - для получения прозрачного сцинтилляционного диска необходимо снимать с поверхности слой, загрязненный графитом, т.к. кристалл при сжатии при температуре осуществления способа контактирует с формующими поверхностями плит пресса, покрытыми графитом для предохранения от взаимодействия сжимаемого материала с материалом оснастки. Это тоже приводит к увеличению расхода материала на механическую обработку, а также требует дополнительных затрат времени и энергоресурсов; - этим способом можно получить пластины, используя при этом только высококачественные (без дефектов и трещин) заготовки. Поскольку 36,4% объема изготовленной заготовки в форме диска уходит в отход при вырезании для получения пластины прямоугольной формы указанный способ на нашел широкого использования. При воспроизведении нами данного способа в указанных режимах для получения пластин размерами 550 ´ 600 ´ 10мм потребовался объем исходного монокристаллического материала ~900см3 (см. таблицу). В основу изобретения поставлена задача разработать способ изготовления крупногабаритных поликристаллических пластин из оптических и сцинтилляционных материалов, который позволил бы получать пластины заданной геометрической формы необходимых размеров и при этом значительно снизить величину отходов исходного материала, обеспечить возможность изготовления пластин из заготовок кристаллов, имеющих различные дефекты (трещины, сколы), а также повысить эффективность работы оборудования и снизить энергоресурсы и трудозатраты. Решение поставленной задачи достигается тем, что в способе изготовления крупногабаритных поликристаллических пластин из оптических и сцинтилляционных материалов, включающем нагрев кристаллической заготовки до температуры 0,5Tпл < T < Tпл, где Tпл температура плавления исходного материала, термомеханическое деформирование одноосным сжатием и последующее охлаждение, согласно изобретению, термомеханическое деформирование одноосным сжатием осуществляют с помощью профилированной поверхности до двойной толщины изготавливаемой пластины, после чего повторно деформируют заготовку с использованием плоскопараллельной поверхности до заданной толщины. Термомеханическое деформирование одноосным сжатием без радиального ограничения при помощи профилированной поверхности нарушает осесимметрию процесса течения материала и позволяет управлять течением кристалла. При осуществлении заявляемого способа рабочую поверхность формующей пластины плиты пресса изготавливают профилированной таким образом, что она обеспечивает течение материала заготовки по заданному профилю в нужных направлениях. При ее сближении с нижней плитой пресса в направлениях максимального отклонения формы заготовки от круговой (например, диагоналей заготовки прямоугольной формы) образуются "каналы" переменной ширины и высоты, по которым течение кристаллического материала осуществляется значительно более эффективно, чем в остальных направлениях. На первом этапе деформирования одноосным сжатием (с помощью профилированной поверхности плиты) получается пластина формы близкой к требуемой в горизонтальной плоскости, но с переменной толщиной. В результате верхняя поверхность пластины получается неплоской. На втором этапе одноосного сжатия (при помощи плоскопараллельной поверхности плиты) происходит выравнивание толщины изготавливаемой пластины с незначительным изменением формы заготовки кристалла в плане, полученном на первом этапе одноосного сжатия. Такая возможность управлять течением кристалла при помощи профилированных поверхностей формующих плит позволяет использовать кристаллические заготовки значительно меньшего исходного объема, что увеличивает коэффициент использования исходного материала, а также снизить рабочие давления при одноосном сжатии. Это, в свою очередь, увеличивает износостойкость оснастки, применяемой для осуществления указанного способа. Профилированное сжатие материала позволяет использовать монои поликристаллические заготовки с трещинами, В пластически деформируемом теле параллельно с процессом возникновения и увеличения микродефектов (трещин) идут процессы залечивания зачатков нарушения сплошности и торможения их развития. Сопротивление поверхностей трещины в условиях сжатия и их относительного перемешивания вследствие пластической деформации вызывает схватывание (сварку) трещин. Этот факт подтверждается нашими экспериментами. Использование же монокристаллических заготовок с трещинами и сколами так же увеличивает коэффициент использования исходного материала ~ в 2 раза по сравнению со способом-прототипом. При осуществлении предлагаемого способа происходит двухкратное перемешивание кристаллического материала, что делает структуру изготавливаемого материала более однородной, а это увеличивает механическую прочность пластины, в отличие от способапрототипа, при котором центральная часть изготовленного диска состоит из отдельных кристаллитов больших размеров, чем размеры кристаллитов на его периферии. Использование малых исходных объемов кристаллических заготовок в осуществлении предлагаемого способа позволяет сократить время для трудоемкого процесса выращивания монокристаллов, что уменьшает в свою очередь, энерго- и трудозатраты в общем процессе получения крупногабаритных поликристаллических пластин из оптических и сцинтилляциоиных материалов. Способ включает следующие операции: - нагрев кристаллической заготовки до 0,5Tпл < T < T пл исходного материала; термомеханическое деформирование одноосным сжатием с помощью профилированной поверхности; повторное деформирование кристаллической заготовки с использованием плоскопараллельной поверхности; - охлаждение заготовки. Пример 1. Исходную монокристаллическую высокого качества (без дефектов и трещин) заготовку цилиндрической формы, заданного объема - 6500см3, диаметром 185мм и высотой 242мм вырезают из выращенного произвольной ориентации монокристалла NaI(TI), высушивают в "сухом" боксе, обрабатывают этиловым спиртом и помещают между плитами гидравлического пресса усилием 250т. Заготовку монокристалла изолируют от формующих плит пресса прокладками, предохраняющими от взаимодействия с материалом плит. Заготовку окружают электрической печью для подъема температуры и поддержания ее на необходимом уровне ~500°C/0,5Tпл < T < Tпл (исходного материала). Температуру регистрируют самописцем, который согласуют с термопарами, соединенными с плитой пресса, на которой располагают заготовку. Поверхность верхней плиты пресса, которую непосредственно соприкасают при деформировании одноосным сжатием с исходной заготовкой, имеет профилированную поверхность для осуществления преимущественного течения кристалла в заданных ею направлениях. При достижении заданной температуры (~500°C) верхнюю плиту гидравлического пресса опускают на кристаллическую заготовку и сжимают на расчетную высоту (примерно двойную толщину получаемой пластины) со скоростью
ДивитисяДодаткова інформація
Автори англійськоюSemynozhenko Volodymyr Petrovych
Автори російськоюСеминоженко Владимир Петрович
МПК / Мітки
МПК: C30B 29/00, C30B 33/02
Мітки: полікристалічних, пластин, оптичних, великогабаритних, матеріалів, спосіб, сцинтиляційних, виготовлення
Код посилання
<a href="https://ua.patents.su/4-25044-sposib-vigotovlennya-velikogabaritnikh-polikristalichnikh-plastin-iz-optichnikh-ta-scintilyacijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення великогабаритних полікристалічних пластин із оптичних та сцинтиляційних матеріалів</a>
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Зігфрід Гоєдіке, Бернхард Альбек
Мітки: виготовлення, пластин, t-образних, u-образних, стержнями, якості, трансформатора, використовується, сердечника, вхідного, замикання, вставляємих, зворотного, спосіб, дросселя
Формула / Реферат:
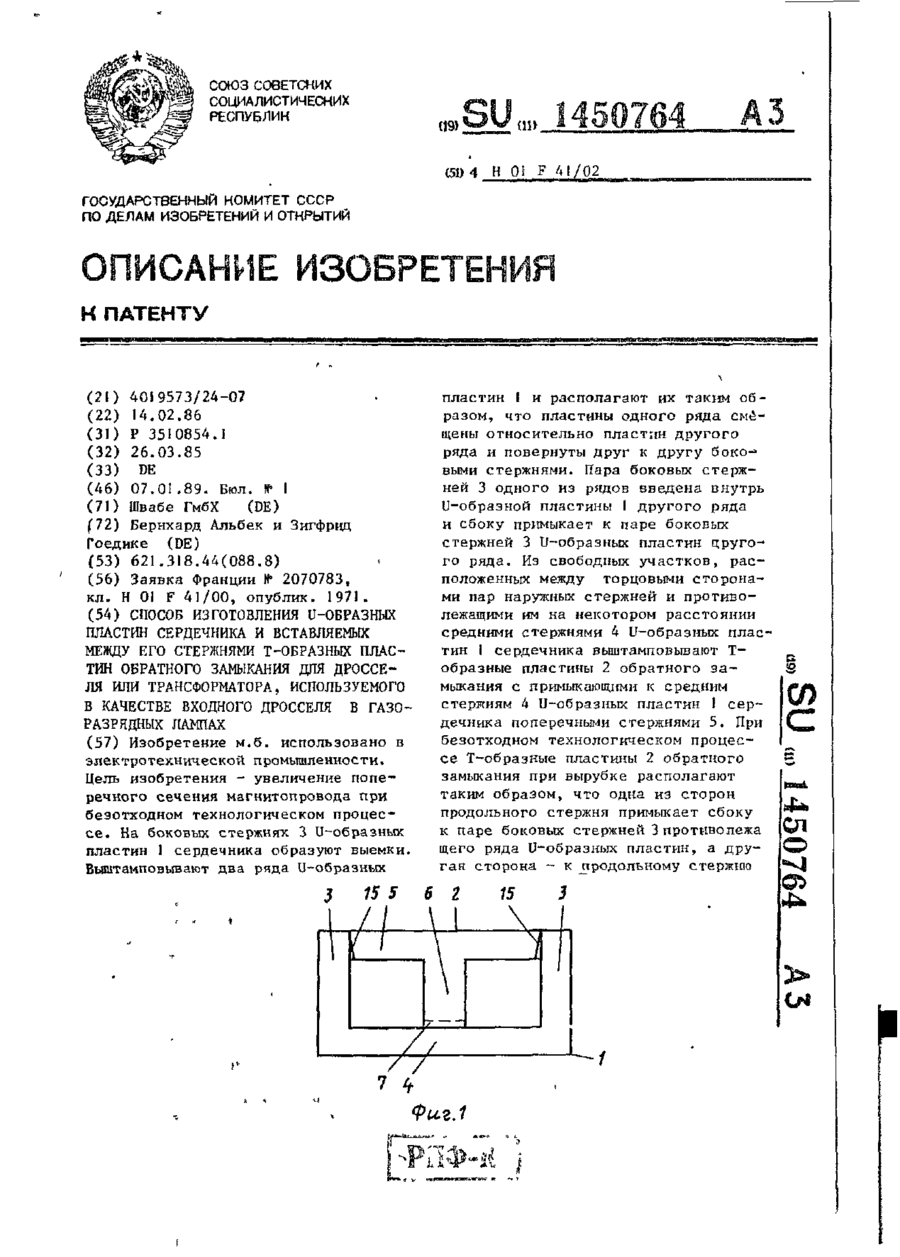
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб виготовлення кремнійових пластин
Номер патенту: 2218
Опубліковано: 26.12.1994
Автори: Федорів Вадим Михайлович, Шурдук Борис Констянтинович, Кутовой Ігор Васильович
МПК: H01L 21/306
Мітки: пластин, кремнійових, виготовлення, спосіб
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление, предварительную полировку и химико-механическую полировку рабочей стороны пластин, отличающийся тем, что с целью повышения качества пластин за счет уменьшения плотности точечных дефектов и площади с линиями скольжения на рабочей поверхности пластин, а также повышения воспроизводимости глубины травления, травление пластин производят в селективном...
Спосіб виготовлення алмазно-твердосплавних пластин
Номер патенту: 20172
Опубліковано: 25.12.1997
Автори: Манжар Василь Олексійович, Урюков Борис Олексійович, Новіков Микола Васильович, Гаргін Вячеслав Герасимович, Шульженко Олександр Олександрович, Полторацький Володимир Григорович, Нікітін Юрій Іванович, Уман Семен Мойсейович
МПК: C01B 31/06
Мітки: алмазно-твердосплавних, виготовлення, спосіб, пластин
Текст:
...м/с) 30 За критерий износостойкости испытуемых пластин принимали величину площадки. Износ у алмазно-твердоeg сплавных пластин, полученных по предлагаемому способу, составляет 0,3 мм при пути строгания 300 м, а изделий, полученных по способу—прототипу 0,5 мм. 55 Таким образом, износостойкость пластины по предлагаемому способу в 1,5 раза выше, чем изделий, получен ных по способу-прототипу. Согласно технологии, изложенной в примере, был...
Спосіб розламування пластин із твердих матеріалів
Номер патенту: 403
Опубліковано: 30.04.1993
Автор: Анісін Олександр Михайлович
МПК: B28D 1/02
Мітки: спосіб, твердих, розламування, матеріалів, пластин
Формула / Реферат:
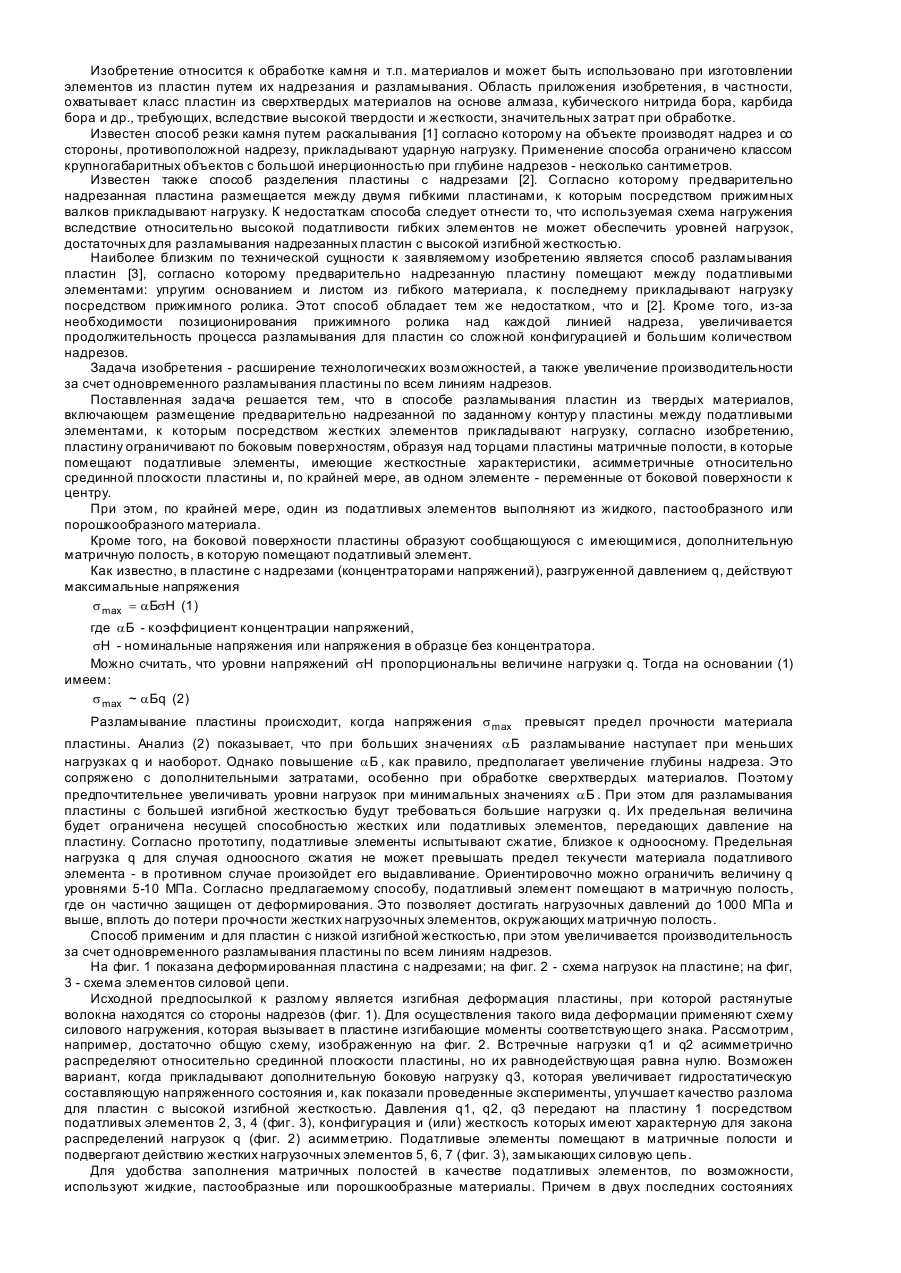
1. Способ разламывания пластин из твердых материалов, включающий размещение предварительно надрезанной по заданному контуру пластины между податливыми элементами, к которым посредством жестких элементов прикладывают нагрузку, отличающийся тем, что пластину ограничивают по боковым поверхностям с образованием над торцами пластины матричных полостей, в которых размещают податливые элементы, которые имеют жесткостные характеристики, асимметричные...
Спосіб виготовлення кремнійових пластин
Номер патенту: 3674
Опубліковано: 27.12.1994
Автори: Шурдук Борис Костянтинович, Живов Михайло Давидович, Кутовий Ігор Васильович, Богданов Євген Іванович
МПК: H01L 21/306
Мітки: пластин, спосіб, кремнійових, виготовлення
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление в селективном кислотном травителе на глубину 0,4-0,8 диаметра зерна абразивного порошка, применяемого при шлифовке, и полировку рабочей поверхности пластин, отличающийся тем, что после травления на обе стороны кремниевых пластин наносят пленку поликремния толщиной 0,4-3 мкм, производят термообработку в диапазоне температур 900-1000°С в инертной среде в...
Попередній патент: Спосіб динамічного контролю компонентного складу при металевому багатокомпонентному вакуумному покритті
Наступний патент: Пластичне мастило
Випадковий патент: Фармакологічна композиція для лікування і профілактики післяімплантаційних ускладнень