Спосіб нанесення зовнішнього керамічного шару з використанням пересувного термоблока
Номер патенту: 29954
Опубліковано: 15.11.2000
Автори: Тімашов Віктор Олександрович, Яковчук Константин Ювенальевич

Формула / Реферат
1. Спосіб нанесення зовнішнього керамічного шару з використанням пересувного термоблока методом електронно-променевого випаровування керамічного матеріалу у вакуумній камері та наступною конденсацією на деталі, яка знаходиться під термоблоком, який відрізняється тим, що пересувний термоблок у пасивному положенні знаходиться осторонь від деталі, не зашкоджуюючи її попередньому електронно-променевому нагріву, а після завершення попереднього нагріву та перед початком процесу випаровування керамічного матеріалу пересувний термоблок переводиться в активне положення над деталлю, що призводить до нагріву деталі радіаційним шляхом від тепла випаровуваної кераміки.
2. Спосіб по п.1, який відрізняється тим, що у вакуумну камеру подається реактивний газ, сприяючий відновленню стехіометрії осаджуваної кераміки.
3. Спосіб по п.1, який відрізняється тим, що для додаткового керування температурою деталі зовнішній бік пересувного термоблока в активному положенні підігрівається електронним променем.
Текст
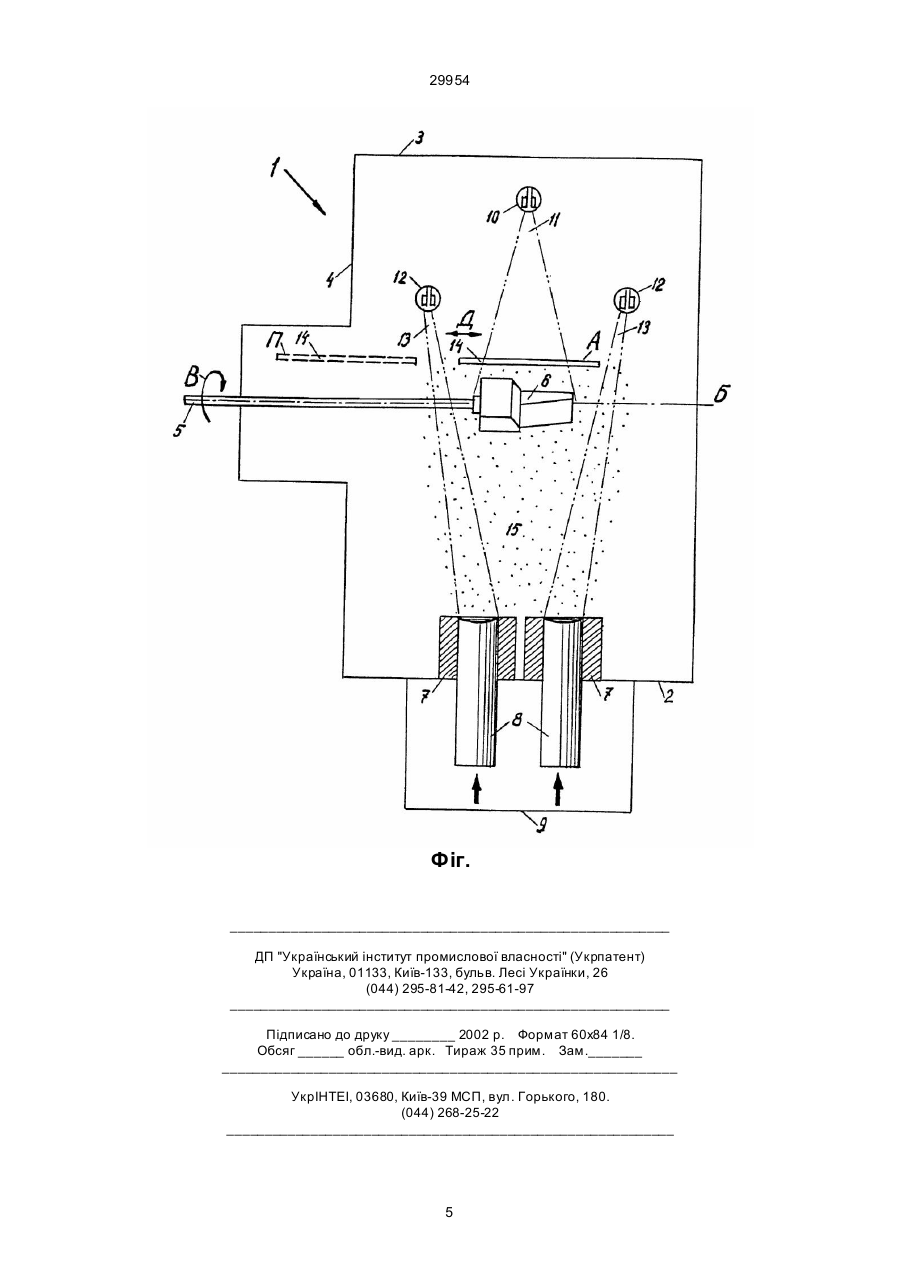
1. Спосіб нанесення зовнішнього керамічного шару з використанням пересувного термоблока методом електронно-променевого випаровування керамічного матеріалу у вакуумній камері та наступною конденсацією на деталі, яка знаходиться під термоблоком, який відрізняється тим, що пересувний термоблок у пасивному положенні зна 29954 ля чого електронний промінь високої потужності сфокусовується на керамічному зливку, розплавлюючи його. Керамічна пара конденсується на обертаючійся у паровій хмарі випаровуваної кераміки деталі, формуючи покриття. Такі покриття мають характерну стр уктур у, що складається з орієнтованих перпендикулярно поверхні підкладки не з'єднаних між собою стовбчатих мікрокристалітів. Така структура найкраща для зняття термічних напруг та забезпечується при необхідному співвідношенні температури та часу попереднього нагріву деталі і температури деталі у процесі осадження зовнішнього керамічного шару. Температура попереднього нагріву звичайно знаходиться у інтервалі від 800°С до 1100°С, бажано від 900°С до 1050°С, і температура деталі в процесі осадження покриття звичайно знаходиться у інтервалі від 900°С до 1150°С, бажано від 950°С до 1090°С. Як джерело нагріву звичайно використовується електронно-променеві гармати або радіаційний нагрів. Процеси осадження та формування покриттів описані у патентах США № 4321311, 4321310 та 5514482. Для підвищення довговічності зовнішнього керамічного шару, що осаджується, відомі способи уведення реактивного газу ( як правило, кисню) у вакуумну камеру з метою формування на поверхні жаростійкого металевого підшарку MCrAlY тонкого мікрошару термічно зрощеного оксиду алюмінію, патент США № 5262245 "Advaced thermal barrier coated superalloy components" від 11.02.1992, авторів N.E. Ulion, N.P. Anderson. Крім цього, наявність атомів реактивного газу у паровому потоці випаровуваної кераміки дозволяє запобігти нестехіометрії хімічного складу осаджуваного діоксиду цирконію (який може з'являтися внаслідок його дисоціації у вакуумі під впливом електронного проміню), та забезпечує формування мікростовбчатих кристалітів діоксиду цирконію. Найбільш близьким по технічній суті є винахід, описаний у патенті США № 5087477 "EB-PVD method for applying ceramic coatings" від 16.11.1993, автори C.S. Giggins, N.P. Anderson, R.S. Mullin, L.A. Riendeau, N.E. Ulion. З метою забезпечення формування мікрошару термічно вирощуваного оксиду алюмінію на поверхні підшарку у процесі попереднього нагріву деталі, а також для осадження стехіометричного складу діоксиду цирконію пропонована методика нанесення покриття з використанням стаціонарного термоблоку, розташованого над деталлю. Термоблок (у патенті використай термін "реакційна камера") становить з себе металевий або керамічній кожух, стаціонарно розташований над деталлю, таким чином, щоб максимально її ізолювати, не перешкоджуючи осадженню кераміки. При цьому реактивний газ (у патенті використай термін "аніонна складова") уводиться до середини термоблоку, де створюється його надмірній тиск в порівнянні із загальним об'ємом вакуумної камери, і, таким чином, поліпшуються умови формування мікрошару термічно вирощуваного оксиду алюмінію і осадження повністю стехіометричного діоксиду цирконію, завдяки чому підвищується термоциклічна довговічність зовнішнього керамічного шару. Крім цього, термоблок є ефективним термічним бар'єром й запобігає витратам тепла при радіацій ному нагріві деталі, завдяки чому знижуються витрати електроенергії, необхідної для нагріву деталі. До числа недоліків відомих методик нанесення зовнішнього керамічного шару з використанням термоблоку належить стаціонарне закріплення термоблоку у вакуумній камері і необхідність застосування для попереднього нагріву деталі та для її нагріву у процесі осадження лише радіаційного нагріву. Внаслідок цього при осадженні покриттів на великогабаритні лопатки газових турбін процес попереднього нагріву деталей займає дуже багато часу, що ускладнює формування мікрошару термічно вирощуваного оксиду алюмінію на поверхні підшарку та зменьшує продуктивність електронно-променевих установок. Крім цього, відсутня можливість використання так званого одностадійного процесу осадження покриття типу метал/кераміка, коли нанесення металевого підшарку MCrAlY, що потребує прямого електронно-променевого нагріву деталі та зовнішнього керамічного шару, для якого найкращим є радіаційний нагрів деталі, поєднане до єдиного безперервного циклу. Задача даного винаходу - розробка способа нанесення зовнішнього керамічного шару з використанням пересувного термоблоку, який забезпечує безпосередній електронно-променевий нагрів деталі під час попереднього її нагріву (пасивне положення термоблоку) та радіаційний нагрів деталі під час нанесення керамічного шару (активне положення термоблоку), що підвищує е фективність роботи електронно-променевих установок при нанесенні керамічного шару на великогабаритні деталі за рахунок зменьшення часу попереднього нагріву. Пропонований спосіб забезпечує також можливість використання безпосереднього електронно-променевого нагріву пересувного термоблоку, коли він знаходиться в активному положенні, дозволяючи тим самим керувати температурою деталі у процесі осадження зовнішнього керамічного шару. Вищезгадувана задача винаходу досягається шляхом застосування у діючи х промислових електронно-променевих установках пересувного термоблоку. Згідно з цим винаходом вакуумна камера електронно-променевої установки, у якій проходить попередній нагрів та процес осадження покриття, має: принаймні один водоохолоджуваний тигель на дні камери, в якій знаходиться випаровуваний матеріал покриття; принаймні один обертаючийся навколо своєї осі шток, що поздовжнє пересувається над тиглем, на якому закріплена деталь; декілька електронно-променевих гармат (для нагріву деталі та для випаровування матеріалу покриття); пересувний термоблок, що має два робочих положення - над деталлю та осторонь від неї. Пересувний термоблок має два положення пасивне та активне. У пасивному положенні пересувний термоблок розміщується не над деталлю, а осторонь від неї. При активному положенні пересувний термоблок розміщується безпосередньо над деталлю. Згідно з пропонованим винаходом спосіб нанесення зовнішнього керамічного шару включає наступні послідовні операції: нагрів деталі до наперед заданої температури з використанням принаймні одної нагрівальної електронно-променевої гармати при пасивному положенні пере 2 29954 сувного термоблоку. Після того, як деталь досягла потрібної температури попереднього нагріву, здійснюється переміщення пересувного термоблоку до активного положення та вимикання нагрівальної електронно-променевої гармати. Після цього проводиться розплавлення і починається випаровування зливка матеріалу покриття за допомогою принаймні однієї електронно-променевої гармати для випаровування. Коли пересувний термоблок знаходиться у пасивному положенні, безпосередній електроннопроменевий нагрів деталі до заданої температури попереднього нагріву здійснюється швидко та ефективно. При знаходженні пересувного термоблоку в активному положенні суттєво зменшуються теплові витрати та температура деталі у процесі осадження покриття підтримується на заданому рівні без безпосереднього нагріву деталі, лише за рахунок теплового поля випаровуваного матеріалу покриття, причому як безпосередньо, так і відбитого від пересувного термоблоку. Уведений до середини пересувного термоблоку реактивний газ створює підвищений тиск навколо деталі, що благодійно впливає на фізіко-хімічні властивості конденсованої кераміки. Пропонованій спосіб дозволяє застосовувати безпосередній електронно-променевий нагрів зовнішньої поверхні пересувного термоблоку, коли він знаходиться у активному положенні, тим самим дозволяючи більш точно керувати температурою деталі у процесі осадження зовнішнього керамічного шару. На фігурі наведена схема процесу нанесення зовнішнього керамічного шару з використанням пересувного термоблоку. Згідно з малюнком (фіг.), вакуумна камера для нанесення покриття 1 має дно 2 та дах 3, з'єднані з усі х боків стінками 4. Вісь Б є віссю повздовжного пересування штоку 5 з закріпленою на штоці деталлю (лопаткою) 6, яка може обертатись разом із штоком навколо власної вісі у напрямку В (або у протилежному напрямі). На дні камери 2 розташовані один або декілька тиглів 7, призначених для випаровування зливків 8 матеріалу покриття. З зовнішнього боку камери 1 розташовані механізми подачі 9, призначені для подачі зливків 8 по часу їх витрати до зони випаровування тиглів 7. Нагрівальна електронно-променева гармата 10 розташована в камері 1 або за її межами, таким чином, щоб електронний промінь 11 (вказан штри х-пунктирною лінією) від гармати 10 потрапляв на деталь 6 під час попереднього нагріву. Випаровувальні електронно-променеві гармати 12 розташовані у камері 1 або за її межами, таким чином, що електронні промені 13 від гармати 12 потрапляють на поверхню керамічних зливків 8 матеріалу покриття. Усе описане обладнання є стандартним, описаним у літературі та широко уживаним у промисловості. Пересувний термоблок 14 розміщений вище деталі 6. Пересувний термоблок має пасивне положення П (вказано штриховою лінією) та активне положення А. Пересувний термоблок 14 може пересуватись між цими положеннями, як показано стрілкою Д. У пасивному положенні П пересувний термоблок 14 не розміщується над деталлю 6 та не перешкоджає влучанню в неї електронного променю 11 від електронно-променевої гарма ти 10. У активному положенні А пересувний термоблок 14 розміщується безпосередньо над деталлю 6 та екранує її від влучання електронного променю 11. Нижче приведена послідовність операцій згідно з пропоновим винаходом. Спочатку деталь 6, що закріплена на штоці 5 та обертається разом з ним з необхідною частотою (механізм обертання на схемі не накреслений), розташована над тиглями 7 у камері 1. Пересувний термоблок 14 знаходиться у пасивному положенні П, при цьому вмикається електронно-променева нагрівальна гармата 10 і починається нагрів деталі 6 за рахунок бомбардування електронним променем 11 та деталь 6 досягає необхідної температури попереднього нагріву за відносно короткий час. При цьому електронно-променеві випаровуючі гармати 12, як правило, також ввімкнені (на 30...60% від номінальної потужності, необхідної для випаровування керамічних зливків) та використовуються лише для нагріву керамічних зливків 8 у тиглях 7, що сприяє додатковому радіаційному нагріву деталі 6. Після того, як деталь 6 досягла необхідної температури попереднього нагріву, здійснюється переміщення пересувного термоблоку 14 до активного положення А та вимикання електронно-променевої нагрівальної гармати 10. Після цього електроннопроменеві випаровуючі гармати 12 настроюються на номінальну потужність, необхідну для випаровування кераміки, та їх електронні промені 13 розплавляють керамічні зливки 8, які починають випаровуватися та формують парову хмару 15 матеріалу покриття, яке починає конденсуватися на поверхні деталі 6. Коли пересувний термоблок 14 знаходиться у активному положенні А, теплові потоки від деталі 6 та від високотемпературного керамічного матеріалу 8, а також від парової хмари 15 будуть відбиватися назад до деталі 6, підтримуючи, таким чином, її температуру в процесі осадження зовнішнього керамічного шару на необхідному рівні. Додатково керування температури деталі можно здійснити електронно-променевим нагрівом зовнішньої поверхні пересувного термоблоку в його активному положенні. Конструкція електронно-променевих гармат 10 та 12 ідентична, а їх потужність визначається максимальною температурою деталі 6 у процесі нагріву та осадження випаровуваної кераміки та складає 20...40 кВт для нагрівальних гармат та 60...80 кВт для випаровуючих гармат. Програмне сканування електронного проміню 11 нагрівальної електронно-променевої гармати 10 по поверхні деталі 6 здійснюється у двох координатах: у напрямку стрілки Д та у перпендикулярному напрямку у тій самій площині. Це дозволяє забезпечити більш швидкий та рівномірний нагрів масивних деталей складної геометричної форми, наприклад, великогабаритних лопаток промислових турбін. Пересувний термоблок 14 виготовляється з жароміцних матеріалів, які мають достатні відбиваючі властивості, наприклад, з аустенітних нержавіючих сталей, жароміцних сплавів, тугоплавких металів та сплавів, різних керамічних матеріалів і т.п. На фігурі схематично накреслений пересувний термоблок плоскої форми. Однак, більш бажаним 3 29954 вважається використання полусферичної (полуціліндричної) форми, розмір якої визначається розмірами деталі 6. Ме ханізм переміщення пересувного термоблоку 14 може бути забезпечений усіма відомими способами. Для перешкоджання обсипання конденсуючоїся на внутрішній (оберненої до деталі) поверхні пересувного термоблоку кераміки можливе встановлення металевої сітки, виготовленої з жароміцної або нержавіючої сталі. Сітка розташована між пересувним термоблоком та деталлю, по можливості ближче до пересувного термоблоку. Принциповою перевагою методу нанесення зовнішнього керамічного шару з використанням пересувного термоблоку згідно з даним винаходом є значне зниження часу попереднього нагріву за рахунок більш ефективного та швидкого програмного безпосереднього електронно-променевого нагріву, підтримка необхідної температури деталі у процесі осадження при розташуванні пересувного термоблоку над деталлю, а також можливість керування температурою деталі у процесі осадження за рахунок електронно-променевого нагріву пересувного термоблоку при його розташуванні над деталлю. Приклад 1 Зовнішній керамічний шар з частково стабілізованого діоксиду цирконію ZrО2-7,5% Y2О3 осаджувався на робочу лопатку енергетичної газової турбіни. Довжина пера лопатки складала 200 мм, вага лопатки складала 15 кг, матеріал лопатки жароміцний сплав типу IN738. На поверхні пера лопатки попередньо був осаджений металевий жаростійкий підшарок Ni-18%Co-20%Cr-12%Al-0,1%Y товщиною 100...130 мкм. Випаровування проводилось з двох розташованих вздовж осі пера лопатки водоохолоджуваних тиглів, при цьому відстань між центрами тиглів становила 125 мм. Діаметр керамічних зливків стабілізованого діоксиду цирконія складав 68,5 мм. Відстань від поверхні зливків до продольної осі обертання лопатки становила 250 мм. Пересувний термоблок був зроблений у вигляді плоскої плити розміром 350х250х5 мм з жароміцного сплаву типу Хастелой Х та розміщений над лопаткою. Прискорююча напруга двох електронно-променевих гармат, що використовувались для випаровування, була 20 кВ кожної, ток випарування складав 2,7...2,9 А для кожної гармати. Прискорююча напруга нагрівальної електронно-променевої гармати була 20 кВ, ток нагріву деталі складав 1,4...1,5 А, ток нагріву зовнішньої поверхні пересувного термоблоку у процесі осадження складав 1,0 А. У вакуумну камеру через дві трубки з аустенітної нержавіючої сталі з внутрішнім діаметром 10 мм подавався реактивний газ-кисень. При використанні стаціонарного термоблоку над лопаткою (без використання пересувного термоблоку) нагрів лопатки до температури попереднього нагріву 850° С радіаційним методом, за рахунок теплового потоку від нагріваючихся зливків кераміки, досягається за період 26...30 хв. При застосуванні пересувного термоблоку з використанням безпосереднього електронно-променевого нагріву лопатки ця температура лопатки досягається за 12...14 хв. При використанні стаціонарного термоблоку над лопаткою температура лопатки у процесі осадження підтримується на рівні 940...980°С за рахунок теплового потоку від розплавлених керамічних ванн, при цьому для досягнення цієї температури (від 850°С до 940°С) знадобилось 15...20 хв. При використанні пересувного термоблоку температура лопатки у процесі осадження підтримувалась на рівні 980°С за рахунок теплового потоку від розплавлених керамічних ванн та за рахунок електронно-променевого нагріву зовнішньої поверхні пересувного термоблоку, при цьому для досягнення цієї температури (від 850°С до 980°С) знадобилось 9...12 хв. Хоча цей винахід надано на вищенаведених опису та прикладах, слід розуміти, що розвиток техніки може призвести до різних змін та доповнень, які однак, не змінюють обсяг та зміст пропонованого винаходу. 4 29954 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of external ceramic layer with use of mobile thermoblock
Автори англійськоюTimashov Viktor Oleksandrovych, Yakovchuk Konstantyn Yuvenalevych
Автори російськоюТимашов Виктор Александрович, Яковчук Константин Ювенальевич
МПК / Мітки
МПК: C23C 14/00
Мітки: нанесення, використанням, термоблока, керамічного, шару, зовнішнього, спосіб, пересувного
Код посилання
<a href="https://ua.patents.su/5-29954-sposib-nanesennya-zovnishnogo-keramichnogo-sharu-z-vikoristannyam-peresuvnogo-termobloka.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення зовнішнього керамічного шару з використанням пересувного термоблока</a>
Спосіб нанесення захисного шару на кварцеві лодочи
Номер патенту: 11381
Опубліковано: 25.12.1996
Автори: Шпакович Роман Степанович, Маскович Степан Михайлович, Новосядлий Степан Петрович, Насипайко Олександр Васильович
МПК: C30B 25/02, C30B 35/00
Мітки: спосіб, нанесення, лодочи, шару, захисного, кварцеві
Формула / Реферат:
Способ нанесения защитного слоя на кварцевые лодочки осаждением из газовой фазы, содержащей соединение кремния, отличающийся тем, что, с целью уменьшения дефектности структур, обрабатываемых в лодочках при формировании диэлектрических пленок, и повышения износостойкости лодочек, в качестве защитного слоя осаждают слой поликремния толщиной не менее 0,2 мкм из газовой смеси аргона с моносиланом или дихлорсиланом при 575-625°С и давлении...
Спосіб нанесення поверхневого шару на вироби з металів та пристрій для його здійснення
Номер патенту: 25737
Опубліковано: 30.10.1998
Автори: Солнцев Леонард Олександрович, Мартиненко Леонід Григорович, Комарова Анна Леонідівна, Тімофєєва Лариса Андріївна
МПК: C23C 8/10
Мітки: вироби, шару, поверхневого, здійснення, пристрій, спосіб, нанесення, металів
Формула / Реферат:
1. Способ нанесения поверхностного слоя на изделия из металлов, включающий воздействие на него насыщающей среды в виде перегретого пара водного раствора солей металлов при температуре 550 - 600°C в течение 30 - 40 минут, отличающийся тем, что процесс насыщения ведут в электрическом поле.2. Устройство для нанесения поверхностного слоя на изделия из металлов, содержащее футерованную камеру с крышкой и расположенные в ней реторту,...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Рудко Василь Петрович, Гладій Ігор Юрієвич, Концур Ярослав Федорович, Филипенко Віктор Михайлович, Ковалів Євстахій Осипович, Степанець Андрій Кирилович, Кернякевич Володимир Степанович
МПК: F16J 15/00, C04B 35/565
Мітки: пари, спосіб, керамічного, торцевого, тертя, ущільнення, карбідкремнієвого, елемента, виготовлення
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Спосіб виготовлення деревно-керамічного матеріалу
Номер патенту: 15490
Опубліковано: 30.06.1997
Автори: Переселенцева Людмила Миколаївна, Василенков Юрій Михайлович, Листовнича Світлана Петрівна, Пилиповський Юрій Лазаревич, Ковальчук Ніна Михайлівна
МПК: C04B 28/24, C04B 18/26
Мітки: спосіб, виготовлення, деревно-керамічного, матеріалу
Формула / Реферат:
Спосіб виготовлення деревно-керамічного матеріалу, що включає змішування компонентів, формування та термообробку, який відрізняється тим, що органічний заповнювач рослинного походження змішують з рідким натрієвим склом щільністю не менш як 1300 кг/м3, при відношенні компонентів 1,2-2,0 по масі, а потім з одним чи сумішшю компонентів, хоча в один з яких містить кальцій, при відношенні загальної маси СаО до маси органічного заповнювача 0,1-0,3,...
Спосіб формування наплавленого шару вогнетривкої маси на поверхні вогнетриву на основі сполучення кремнію і суміш часток, призначена для формування наплавленого шару вогнетривкої маси
Номер патенту: 27322
Опубліковано: 15.09.2000
Автори: Мейнккен Жан-П'єр, Мотте Леон-Філіп
МПК: F27D 1/16, C04B 35/65, C04B 35/16, C04B 35/657, C23C 4/10, C23C 4/00
Мітки: призначена, спосіб, кремнію, часток, вогнетриву, формування, основі, наплавленого, маси, сполучення, шару, суміш, вогнетривкої, поверхні
Текст:
...ремонтируется блок или огнеупорная стена, температура которой невысока, новая огнеупорная масса становится полностью отделенной от основной огнеупорной массы и отходит сама по cede а течение работы оборудования Подобные проблемы возникают сами по себе, если необходим ремонт огнеупорных конструкций, имеющих основу из двуокиси кремния высокой плотности (названные так, что^ы отличить их от традиционных огнеупоров ш двуокиси кремния, плотность...
Попередній патент: Роторно-поршневий компресор
Наступний патент: Вібромасажна бігова доріжка
Випадковий патент: Дифузійний апарат безперервної дії