Спосіб автоматичного керування процесом розстійки тіста при виробництві хліба
Номер патенту: 71747
Опубліковано: 25.07.2012
Автори: Янковенко Вікторія Валеріївна, Сичук Леонід Михайлович
Формула / Реферат
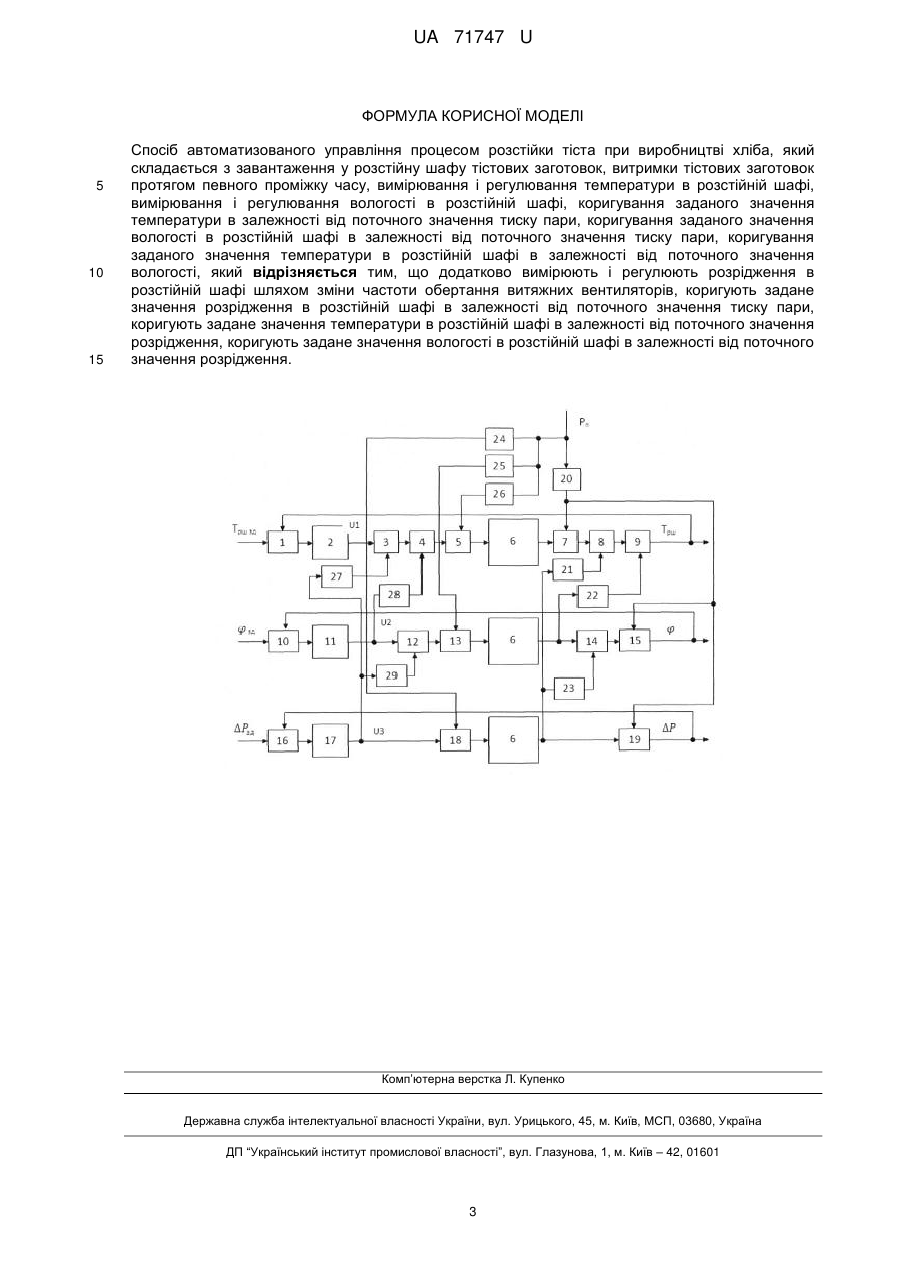
Спосіб автоматизованого управління процесом розстійки тіста при виробництві хліба, який складається з завантаження у розстійну шафу тістових заготовок, витримки тістових заготовок протягом певного проміжку часу, вимірювання і регулювання температури в розстійній шафі, вимірювання і регулювання вологості в розстійній шафі, коригування заданого значення температури в залежності від поточного значення тиску пари, коригування заданого значення вологості в розстійній шафі в залежності від поточного значення тиску пари, коригування заданого значення температури в розстійній шафі в залежності від поточного значення вологості, який відрізняється тим, що додатково вимірюють і регулюють розрідження в розстійній шафі шляхом зміни частоти обертання витяжних вентиляторів, коригують задане значення розрідження в розстійній шафі в залежності від поточного значення тиску пари, коригують задане значення температури в розстійній шафі в залежності від поточного значення розрідження, коригують задане значення вологості в розстійній шафі в залежності від поточного значення розрідження.
Текст
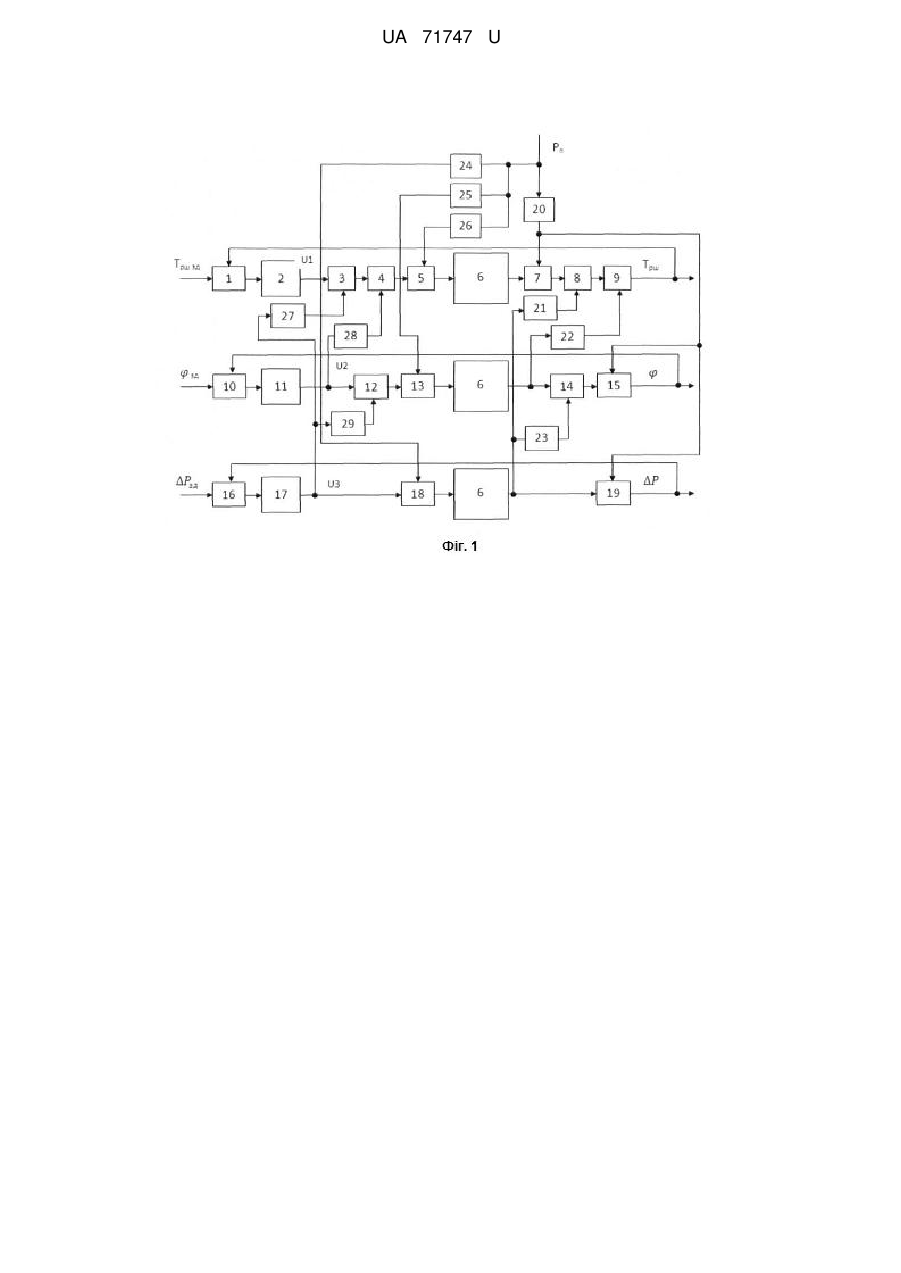
Реферат: UA 71747 U UA 71747 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до хлібопекарської промисловості. Запропонований спосіб управління може бути використаний у процесі розстійки тістових заготовок, переважно при виготовленні хлібопекарських виробів на підприємствах, що використовують комплексні автоматизовані потокові лінії. Відомі різноманітні способи автоматизованого управління процесом розстійки, які відрізняються технологічними схемами, кількістю регульованих параметрів та методами управління. Відомий спосіб розстійки тістових заготовок, реалізований при експлуатації відомого пристрою, здійснюваний шляхом завантаження розстійної шафи тістовими заготовками, витримки їх протягом заданого проміжку часу, підтримки температури й відносної вологості та розвантаження розстояних тістових заготовок [Патент №2108040 РФ, Способ расстойки тестовых заготовок и устройство для его осуществления / Лапин В.Г., Орлов И.В., публ. 10.04.1998]. Недоліком цього способу є низька якість розстійки тістових заготовок, яка обумовлена складністю технологічного процесу розстійки. Цей процес складається з декількох етапів. Використовується простий двопозиційний режим регулювання роботи елементів обігріву й парозволожуючих елементів, що не дозволяє забезпечити підтримку з високою точністю температури й вологості середовища в розстійній шафі, оскільки сигнали, що надходять із датчиків температури й вологості, обробляються у відповідних блоках керування в зазначеному режимі, а він має часову характеристику, ідентичну сигналу неузгодженості. У зв'язку з викладеним, регулювання інерційних процесів у розстійній шафі при використанні двопозиційного режиму відбувається із запізнюванням, яке супроводжується перерегулюванням, що приводить до зниження якості розстійки та відповідного зниження якості хлібобулочних виробів, що виготовляються. Відомий також спосіб автоматичного керування процесом розстійки тістових заготовок у розстійній шафі, що включає вимірювання температури повітря в розстійній шафі, порівняння цієї температури з заданим значенням, регулювання температури повітря по пропорційноінтегрально-диференціальному закону, за допомогою зміни положення регулюючого органу відводу гарячого повітря, вимірювання вологості повітря в розстійній шафі, порівняння цієї вологості з заданим значенням, регулювання вологості повітря по пропорційно-інтегральнодиференціальному закону, за допомогою зміни положення регулюючого органу подачі пари, в якому одночасно з тим сигнал, пропорційний положенню регулюючого органу відводу гарячого повітря, через першу динамічну ланку додають до сигналу вологості в розстійній шафі, а сигнал, пропорційний положенню регулюючого органу подачі пари, через другу динамічну ланку додають до сигналу температури в розстійній шафі [Патент №53026 Україна, МПК А21С 13/00, Спосіб автоматичного керування процесом остаточної розстійки тістових заготовк у розстійній шафі / Плєвє О.Г., Удодов В.О., заявл. 23.02.2010; опубл. 27.09.2010]. Недоліком цього способу є низька динамічна точність регулювання найбільш важливих параметрів технологічного процесу, що пов'язана з відсутністю врахування дії контрольованих збурень на канали об'єкта управління, що може призвести до зниження якості готового продукту. Найбільш близьким до запропонованого є спосіб управління розстойкою тістових заготовок, який вибрано як прототип, що включає вимірювання температури повітря в розстійній шафі, її регулювання та вимірювання вологості повітря в розстійній шафі, її регулювання, в якому також вимірюють та компенсують контрольовані збурення - тиск пари, яка надходить у розстійну шафу [Патент №62972 Україна, МПК А21С 13/00, Спосіб автоматичного управління розстойкою тістових заготовок / Левінський В.М., Берегова О.М., Береговий М.О., заявл. 14.02.2011; опубл. 26.09.2011]. Недоліком даного способу є низька динамічна точність регулювання, що пов'язана з застосуванням простих алгоритмів регулювання, які не передбачають регулювання одного з найбільш важливих технологічних параметрів даного процесу - розрідження. В основу корисної моделі поставлено задачу підвищити якість готового продукту за рахунок підвищення динамічної точності процесів автоматичного регулювання. Поставлена задача вирішується в способі автоматизованого управління процесом розстійки тіста при виробництві хліба за рахунок: завантаження у розстійну шафу тістових заготовок; витримку тістових заготовок протягом певного проміжку часу; вимірювання і регулювання температури в розстійній шафі шляхом зміни положення клапану на подачі пари на обігрів пропорційно сумі значень відхилення поточної температури від заданої, її інтеграла і диференціала; 1 UA 71747 U 5 10 15 20 25 30 35 40 45 50 55 вимірювання і регулювання вологості в розстійній шафі шляхом зміни положення клапану подачі пари на зволоження пропорційно сумі значень відхилення поточної вологості від заданої, її інтеграла і диференціала; вимірювання і регулювання розрідження в розстійній шафі шляхом зміни частоти обертання витяжних вентиляторів; корекції заданого значення температури в розстійній шафі пропорційно сумі значень відхилення поточного тиску пари від заданого, його інтеграла та диференціала; корекції заданого значення вологості в розстійній шафі пропорційно сумі значень відхилення поточного тиску пари від заданого, його інтеграла та диференціала; корекції заданого значення розрідження в розстійній шафі пропорційно сумі значень відхилення поточного тиску пари від заданого, його інтеграла та диференціала; корекції заданого значення температури в розстійній шафі пропорційно сумі значень відхилення поточної вологості від заданого, її інтеграла та диференціала; корекції заданого значення температури в розстійній шафі пропорційно сумі значень відхилення поточного розрідження від заданого, його інтеграла та диференціала; корекції заданого значення вологості в розстійній шафі пропорційно сумі значень відхилення поточного розрідження від заданого, його інтеграла та диференціала; На кресленні приведено структурну схему запропонованого способу автоматизованого управління, який реалізується наступним чином. Сигнал поточного значення температури в ростійній шафі Т рш надходить на суматор 1, на який також надходить задане значення Т рш. Сигнал розбалансу з суматора 1 надходить на регулятор 2, який формує керуючу дію U1 [% х.р.о.], яка, в свою чергу, надходить на вхід суматора 3, де підсумовується з сигналом коригуючого зв'язку 27. З виходу суматора 3 сигнал надходить на вхід суматора 4, де підсумовується з сигналом коригуючого зв'язку 28 і далі надходить до суматора 5, де підсумовується з сигналом коригуючого зв'язку 26, з виходу якого надходить до об'єкта управління 6. Регульована змінна з виходу об'єкта управління Трш підсумовується на суматорі 7 з контрольованим координатним збуренням, значення якого вимірюється датчиком 20. Шкідливий вплив контрольованого збурення компенсується за рахунок коригуючого зв'язку 26, який надходить на вхід суматора 5. Далі регульована змінна надходить на вхід суматора 8, де підсумовується з сигналом перехресного зв'язку 21 з об'єкта. Шкідливий вплив цього перехресного зв'язку компенсує коригуючий зв'язок 27, сигнал на який надходить від регулятора 17 і відходить від цього коригуючого зв'язку на суматор 3. З виходу суматора 8 регульована змінна надходить на вхід суматора 9, де підсумовується з сигналом перехресного зв'язку 22 з об'єкта. Шкідливий вплив цього перехресного зв'язку компенсує корегуючий зв'язок 28, сигнал на який надходить від регулятора 11 і відходить від цього коригуючого зв'язку на суматор 4. Сигнал поточного значення надходить на суматор 10, на який також надходить задане значення . Сигнал розбалансу з суматора 10 надходить на регулятор 11, який формує керуючу дію U2 [% х.р.о.], яка, в свою чергу, надходить до суматора 12, де підсумовується с сигналом від коригуючого зв'язку 29, а з його виходу надходить на вхід суматора 13, де підсумовується з сигналом від коригуючого зв'язку 25, з виходу якого надходить до об'єкта управління 6. Регульована змінна з виходу об'єкта управління підсумовується на суматорі 14 з сигналом перехресного зв'язку 23 з об'єкта. Шкідливий вплив цього перехресного зв'язку компенсує коригуючий зв'язок 29, сигнал на який надходить від регулятора 17 і відходить від цього коригуючого зв'язку на суматор 12. З виходу суматору 14 регульована змінна надходить на суматор 15, де підсумовується з контрольованим координатним збуренням, значення якого вимірюється датчиком 20. Шкідливий вплив контрольованого збурення компенсується за рахунок коригуючого зв'язку 25, сигнал від якого надходить на вхід суматора 13. Сигнал поточного значення розрідження Р надходить на суматор 16, на який також надходить задане значення Р. Сигнал розбалансу з суматора 16 надходить на регулятор 17, який формує керуючу дію U3 [% х.р.о.], яка, в свою чергу, надходить до суматора 18, де підсумовується з сигналом від коригуючого зв'язку 24, а з його виходу надходить на вхід об'єкта управління 6. Регульована змінна з виходу об'єкта управління Р підсумовується на суматорі 19 з контрольованим координатним збуренням, значення якого вимірюється датчиком 20. Шкідливий вплив контрольованого збурення компенсується за рахунок коригуючого зв'язку 24, сигнал від якого надходить на вхід суматора 18. Імітаційне моделювання на ЕОМ підтвердило ефективність запропонованого способу автоматичного управління, підвищенням продуктивності виробництва і якості готового продукту. 60 2 UA 71747 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб автоматизованого управління процесом розстійки тіста при виробництві хліба, який складається з завантаження у розстійну шафу тістових заготовок, витримки тістових заготовок протягом певного проміжку часу, вимірювання і регулювання температури в розстійній шафі, вимірювання і регулювання вологості в розстійній шафі, коригування заданого значення температури в залежності від поточного значення тиску пари, коригування заданого значення вологості в розстійній шафі в залежності від поточного значення тиску пари, коригування заданого значення температури в розстійній шафі в залежності від поточного значення вологості, який відрізняється тим, що додатково вимірюють і регулюють розрідження в розстійній шафі шляхом зміни частоти обертання витяжних вентиляторів, коригують задане значення розрідження в розстійній шафі в залежності від поточного значення тиску пари, коригують задане значення температури в розстійній шафі в залежності від поточного значення розрідження, коригують задане значення вологості в розстійній шафі в залежності від поточного значення розрідження. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of dough-proofing process while making bread
Автори англійськоюYankovenko Viktoria Valeriivna, Sychuk Leonid Mykhailovych
Назва патенту російськоюСпособ автоматического управления процессом расстойки теста при производстве хлеба
Автори російськоюЯнковенко Виктория Валерьевна, Сычук Леонид Михайлович
МПК / Мітки
МПК: A21C 13/00
Мітки: процесом, виробництві, спосіб, хліба, розстійки, керування, тіста, автоматичного
Код посилання
<a href="https://ua.patents.su/5-71747-sposib-avtomatichnogo-keruvannya-procesom-rozstijjki-tista-pri-virobnictvi-khliba.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом розстійки тіста при виробництві хліба</a>
Спосіб автоматичного керування процесом розстійки тіста при виробництві хліба
Номер патенту: 53004
Опубліковано: 27.09.2010
Автори: Левінський Валерій Михайлович, Таран Євген Григорович
МПК: A21C 13/00
Мітки: спосіб, розстійки, виробництві, керування, тіста, автоматичного, хліба, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом розстійки тіста при виробництві хліба, що включає завантаження розстійної шафи тістовими заготовками, витримку їх протягом заданого проміжку часу, підтримку температури й відносної вологості та розвантаження розстояних тістових заготовок, при цьому підтримку температури й відносної вологості середовища здійснюють за пропорційно-інтегрально-диференціальним алгоритмом в повному об'ємі розстійної шафи...
Спосіб автоматичного керування процесом остаточної розстійки тістових заготовок у розстійній шафі
Номер патенту: 53026
Опубліковано: 27.09.2010
Автори: Плєвє Олександр Георгійович, Удодов Валерій Олегович
МПК: A21C 13/00
Мітки: шафи, заготовок, процесом, спосіб, розстійки, тістових, розстійній, керування, автоматичного, остаточної
Формула / Реферат:
Спосіб автоматичного керування процесом остаточної розстійки тістових заготовок у розстійній шафі, що включає вимірювання температури повітря в розстійній шафі, порівняння цієї температури з заданим значенням, регулювання температури повітря по пропорційно-інтегрально-диференціальному закону, за допомогою зміни положення регулюючого органу відводу гарячого повітря, вимірювання вологості повітря в розстійній шафі, порівняння цієї вологості з...
Спосіб автоматичного керування процесом розстоювання тіста
Номер патенту: 31061
Опубліковано: 25.03.2008
Автори: Хобін Віктор Андрійович, Котлик Оксана Сергійвна
МПК: A21C 14/00
Мітки: процесом, автоматичного, розстоювання, керування, тіста, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом розстоювання тіста, що здійснюють в шафі остаточного розстоювання, який передбачає вимірювання та підтримку температури повітря на заданому значенні шляхом зміни витрати пари на обігрів, регулювання та підтримку відносної вологості повітря на заданому значенні шляхом зміни витрати пари на зволоження, який відрізняється тим, що додатково здійснюють вимірювання приросту об'ємів тістових заготівок в...
Спосіб автоматичного керування процесом розстоювання тіста
Номер патенту: 44182
Опубліковано: 25.09.2009
Автор: Кугут Микола Вікторович
МПК: A21C 14/00
Мітки: керування, процесом, тіста, розстоювання, спосіб, автоматичного
Формула / Реферат:
Спосіб автоматичного керування розстоюванням тіста, що здійснюється в шафі остаточного розстоювання, який передбачає регулювання та підтримування температури повітря на заданому значенні шляхом зміни витрати пари на обігрів, регулювання та підтримування відносної вологості повітря на заданому значенні шляхом зміни витрати пари на зволоження, який відрізняється тим, що додатково здійснюють регулювання та підтримування концентрації СО2 в...
Спосіб автоматичного керування процесом сушіння макаронів
Номер патенту: 50513
Опубліковано: 10.06.2010
Автори: Левінський Валерій Михайлович, Бабинін Ярослав Миколайович
МПК: A23L 1/16
Мітки: автоматичного, процесом, спосіб, керування, сушіння, макаронів
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння макаронів, що включає вимірювання температури та вологості сушильного агента, який відрізняється тим, що регулюють різницю температури сушильного агента на вході та виході з сушильної шафи з урахуванням дії корегуючого зв'язку та регулюють розрідження в шафі шляхом зміни частоти обертання двигуна вентилятора.
Попередній патент: Система для випробування робочого колеса поворотно-лопатевої гідротурбіни
Наступний патент: Формувач послідовності імпульсів типу меандр з перенастроюваною тривалістю
Випадковий патент: Генератор термоакустичних коливань