Спосіб порізки пластин на елементи
Номер патенту: 78015
Опубліковано: 11.03.2013
Автори: Сосницька Ольга Олександрівна, Галкін Сергій Миколайович, Галич Юрій Михайлович, Лалаянц Олександр Іванович, Воронкін Євгеній Федорович


Формула / Реферат
Спосіб порізки пластин на елементи, що включає використання матеріалу-стабілізатора та подачу змащувально-охолоджувальної рідини в зону різання, який відрізняється тим, що як матеріал-стабілізатор використовують скло, пластини якого на клеючому складі поміщують між пластинами розрізуваного матеріалу та на крайні пластини, які утворюють пакет заготівки, а порізку здійснюють дисками з внутрішньою ріжучою кромкою.
Текст
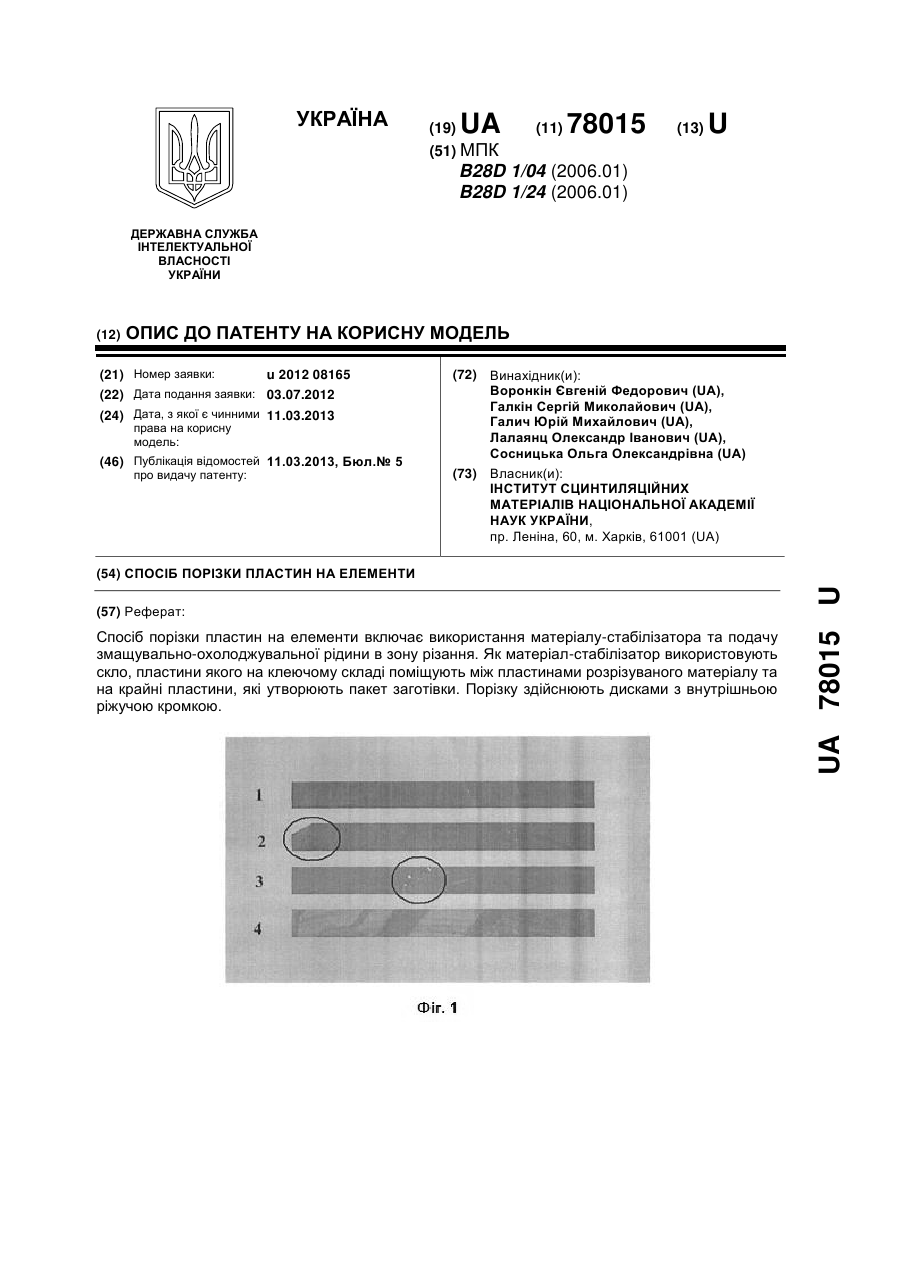
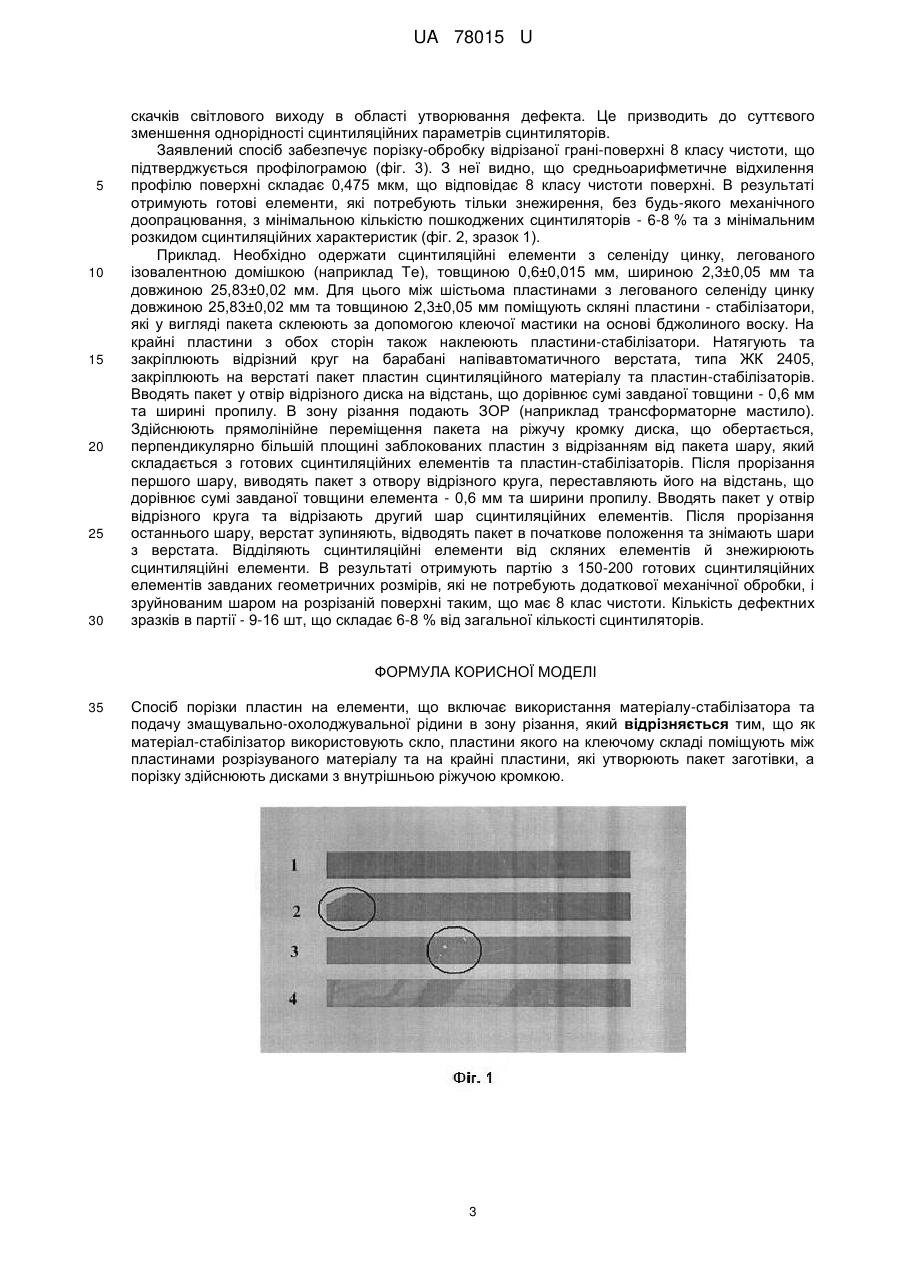
Реферат: Спосіб порізки пластин на елементи включає використання матеріалу-стабілізатора та подачу змащувально-охолоджувальної рідини в зону різання. Як матеріал-стабілізатор використовують скло, пластини якого на клеючому складі поміщують між пластинами розрізуваного матеріалу та на крайні пластини, які утворюють пакет заготівки. Порізку здійснюють дисками з внутрішньою ріжучою кромкою. UA 78015 U (54) СПОСІБ ПОРІЗКИ ПЛАСТИН НА ЕЛЕМЕНТИ UA 78015 U UA 78015 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі абразивної обробки та може бути використана для розрізання пластин з напівпровідникових та сцинтиляційних матеріалів на окремі елементи для електронної та сцинтиляційної техніки. В даний час легований селенід цинку успішно застосовується при виготовленні детекторів для медичної та оглядової рентгенівської апаратури, кількість сцинтиляційних елементів в котрих складає по 50-100 штук, при товщині кожного елемента 0,4-1,0 мм. При цьому однорідність сцинтиляційних характеристик усіх елементів повинна бути на більше 6 %. Сцинтилятори в одній партії повинні мати по всій площині однакові сцинтиляційні характеристики та поверхня сцинтиляційних елементів повинна мати клас чистоти не нижче ніж 8 клас. Тому необхідно для отримання однієї партії розрізати на сцинтилятори пластини з одного кристала. Кристали селеніду цинку, легованого ізовалентною домішкою, крихкі та мають мілкоблочну структуру, що викликає певні труднощі при отриманні з них сцинтиляційних елементів. Відомий спосіб порізки злитків (заготівок) з діелектричних матеріалів на елементи дисками з зовнішньою ріжучою кромкою (АОК) [Гаспарян, Р.С. Повышение эффективности операций разрезания заготовок из неметаллических материалов путем применения контактной пассивной стабилизации алмазных отрезных кругов / Р.С. Гаспарян // Ардашев, Д.В. Основы паспортизации шлифовальных кругов / Д.В. Ардашев // Труды 3-ей Всеросс. конф. молодых учѐных и специалистов. "Будущее машиностроения России 2010" - Москва 23-25 сентября 2010 г. - М.: МГТУ им. Н.Э. Баумана, 2005. - Т. 3], який включає контактну стабілізацію ріжучої кромки по всій довжині різу з використанням матеріалу-стабілізатора, що має форму відповідно увігнутої та опуклої поверхні з радіусом, що дорівнює радіусу АОК, і подачу змащувальноохолоджувальної рідини в зону різання. Як матеріал-стабілізатор використовують дрібнозернистий пінопласт, який наклеюють на попередньо знежирену поверхню заготовки з діелектричного матеріалу, яка розрізається. Завдяки особливій формі матеріалу-стабілізатора вдається досягти постійну довжину дуги контакта, що позитивно позначається на стабільності круга АОК в процесі різання. Цим способом можлива порізка злитків. Порізка окремих пластин даним способом недоцільна з-за низької продуктивності та великої витрати матеріалу, що розрізається. Відомий спосіб порізки пластин на елементи [Бочкін О.І., Брук В.А. та ін. Механічна обробка напівпровідникових матеріалів. М.: Вища школа, 1986.-112 с. - С.80-81], який включає надання обертання відрізному диску і подачу пластини на диск основою в тангенціальному напрямку до диска. Недоліком даного способу є також низька продуктивність процесу порізки окремих пластин, а також великий розмір сколів по краях паза, який прорізають, що характеризує якість виробу. Відомий спосіб порізки пластин на елементи відрізним кругом [пат. РФ № 2292266, B28D 1/24], при якому відрізному кругу надають обертання, а пластину, що розрізають, подають основою у тангенціальному напрямі до відрізного диска. При цьому пластині надають коливання в перпендикулярному напрямі до площини основи пластини, а частоту коливання визначають за формулою: n D / L 60 , де - частота коливань, Гц; n - частота обертання круга, об/хв; D - діаметр ріжучої кромки диска, м; L - оптимальна довжина ріжучого елемента периферії відрізного диска, м, а амплітуда не перевищує 1/3 верхнього номіналу фракції зернистості діамантових зерен, які застосовані у відрізному диску. Використання цього винаходу підвищує продуктивність процесу розрізання пластини в 2-3 рази у порівнянні з попереднім аналогом і знижує величину сколів по краях різу. Однак даний спосіб потребує складної попередньої підготовки, він не може бути використаний для порізки пластин з блочних кристалів, так як будь-яка вібрація призводить до розтріскування пластини по межах блоків та, крім того, при необхідності порізки великої кількості окремих пластин, даний спосіб також характеризується низькою продуктивністю. Відомий спосіб порізки пластин на елементи диском з зовнішньою ріжучою кромкою [Малишева І. А. Технологія виробництва інтегральних мікросхем. - М.: Радіо й зв'язок, 1991. - С. 268-269], що включає закріплення на шпинделі верстата диска та його обертання, кріплення пластини на столі верстата та її розрізання диском у поздовжньому напрямку на глибину не менш 2/3 від товщини пластини, переміщення диска у поперечному напрямку після кожного поздовжнього розрізання пластини на крок, що дорівнює ширині кристала. Недоліком способу являється важке потрапляння в зону різа змащувально-охолоджуючої рідини (ЗОР) через повітряні потоки, які виникають при високій окружній швидкості диска. Нестача ЗОР приводить до зростання сил тертя і контактної температури, а отже, й до збільшення ширини пропила та величини сколів по краях різу. 1 UA 78015 U 5 10 15 20 25 30 35 40 45 50 55 Відомий спосіб порізки пластин на елементи диском із зовнішньою ріжучою кромкою [пат. РФ № 2211142, B28D 1/04], який включає закріплення на шпинделі верстата диска та його обертання, кріплення пластини на столі верстата і її розрізання диском у поздовжньому напрямку, переміщення диска в поперечному напрямку після кожного поздовжнього розрізання пластини на крок, що дорівнює ширині кристала. При цьому перед розрізанням на поверхню пластини, яка оброблюється, попередньо наносять шар твердого змащувального матеріалу (ТЗМ) товщиною не більш (Lкp 2 / 3 Lп ) , де L кp - величина вильоту диска з оправлення; L п товщина пластини, що розрізується. В процесі розрізання пластини даним способом відбувається намащування твердої змазки по всій ширині ріжучої кромки відрізного диска, навіть при мінімальній товщині шару змазки. Крім гарантованої доставки ТЗМ в зону різання, ТЗМ виступає як'пасивний стабілізатор", тобто відрізний круг, прорізуючи легко руйнований матеріал-змазку, виявляється затиснутий в ній та вступає в контакт з пластиною з меншою амплітудою коливань ріжучої кромки, що також сприяє зменшенню ширини пропила та розмірів сколів. Використання даного способу дозволило зменшити ширину прорізу на 19 %, середній розмір сколів на 25 %, ширину дефектної зони на 12 % в порівнянні з попереднім аналогом. При необхідності порізки великої кількості пластин даний спосіб також характеризується низькою продуктивністю. Враховуючи структуру кристала селеніду цинку, навіть при порізці однієї пластини відомим способом, не виключається вірогідність появлення сколів, відшаровування кристала на межах блоків та інших дефектів на площині різу пластини. Як прототип вибраний останній з аналогів за кількістю загальних ознак. В основу корисної моделі поставлена задача розробки більш простого способу порізки пластин на елементи з крихких блочних матеріалів, зокрема, сцинтиляційних, товщиною 0,4-1,0 мм великими партіями з мінімальним відбраковуванням, з чистотою відрізаної поверхні не нижче 8 класу. Поставлена задача вирішується тим, що в способі порізки пластин на елементи, що включає використання матеріалу-стабілізатора і подання змащувально-охолоджувальної рідини (ЗОР) в зону різання, згідно з корисною моделлю, як матеріал-стабілізатор використовують скло, пластини якого на клеючому складі розміщують між пластинами розрізуваного матеріалу і на крайні пластини, які утворюють пакет заготівки, а порізку здійснюють дисками з внутрішньою ріжучою кромкою. Використовані пластини матеріалу-стабілізатора служать ребрами жорсткості в процесі порізки пакета, зібраного з декількох пластин розрізуваного матеріалу, які перешкоджають розтріскуванню пластин кристалу в процесі порізки й утворюванню сколів, гасять вібрації диска в розрізуваному матеріалі в момент входу і виходу відрізного диска в процесі порізки, тим самим підвищуючи якість різу, зводячи до мінімуму сколи та інші дефекти на площині різу. За рахунок використання пластин матеріалу-стабілізатора в процесі порізки вказаного пакета, як показали експерименти, відбувається одночасно й підшліфовка відрізуваних площин. Підшліфовка здійснюється абразивною крихтою, яка утворюється в процесі порізки пластин матеріалу-стабілізатора, розрізуваного матеріалу та ЗОР, яка служить з'вязуючим матеріалом одержаного абразиву. Це забезпечує одержання відрізуваної поверхні 8 класу чистоти. Використання дисків з внутрішньою ріжучою кромкою забезпечує можливість порізки пакета з декількох пластин на елементи з максимальним виходом елементів без механічних дефектів, що неможливо при використанні диска з зовнішньою ріжучою кромкою. Спосіб є достатньо простим, таким, що забезпечує одержання великих партій сцинтиляційних елементів товщиною 0,4-1,0 мм, з мінімальною кількістю відбракованих елементів, не більше 6-8 % від загальної кількості. На фігурі 1 показані сцинтиляційні елементи, відрізані різними способами: 1 зразок відрізаний заявленим способом бездефектний сцинтиляційний елемент; 2, 3 зразки були вирізані за способом прототипу, мають механічні дефекти - скол кута (зразок 2) і відшаровування кристала на межі блоків (зразок 3), 4 зразок був відрізаний без пластин матеріалу-стабілізатора, має неоднорідну поверхню (дуги - запили відрізного круга); на фігурі 2 представлені криві розкиду відносного світловиходу бездефектного - 1 і дефектних зразків - 2, 3, 4, які показані на фіг. 1; на фігурі 3 представлена профілограма вирізаного заявленим способом 1 зразка, показаного на фіг. 1. Криві, представлені на фіг. 2, показують, що будь-який механічний дефект, в тому числі і неоднорідність зруйнованого в результаті порізки поверхневого шару (зразок 4), призводить до 2 UA 78015 U 5 10 15 20 25 30 скачків світлового виходу в області утворювання дефекта. Це призводить до суттєвого зменшення однорідності сцинтиляційних параметрів сцинтиляторів. Заявлений спосіб забезпечує порізку-обробку відрізаної грані-поверхні 8 класу чистоти, що підтверджується профілограмою (фіг. 3). З неї видно, що средньоарифметичне відхилення профілю поверхні складає 0,475 мкм, що відповідає 8 класу чистоти поверхні. В результаті отримують готові елементи, які потребують тільки знежирення, без будь-якого механічного доопрацювання, з мінімальною кількістю пошкоджених сцинтиляторів - 6-8 % та з мінімальним розкидом сцинтиляційних характеристик (фіг. 2, зразок 1). Приклад. Необхідно одержати сцинтиляційні елементи з селеніду цинку, легованого ізовалентною домішкою (наприклад Те), товщиною 0,6±0,015 мм, шириною 2,3±0,05 мм та довжиною 25,83±0,02 мм. Для цього між шістьома пластинами з легованого селеніду цинку довжиною 25,83±0,02 мм та товщиною 2,3±0,05 мм поміщують скляні пластини - стабілізатори, які у вигляді пакета склеюють за допомогою клеючої мастики на основі бджолиного воску. На крайні пластини з обох сторін також наклеюють пластини-стабілізатори. Натягують та закріплюють відрізний круг на барабані напівавтоматичного верстата, типа ЖК 2405, закріплюють на верстаті пакет пластин сцинтиляційного матеріалу та пластин-стабілізаторів. Вводять пакет у отвір відрізного диска на відстань, що дорівнює сумі завданої товщини - 0,6 мм та ширині пропилу. В зону різання подають ЗОР (наприклад трансформаторне мастило). Здійснюють прямолінійне переміщення пакета на ріжучу кромку диска, що обертається, перпендикулярно більшій площині заблокованих пластин з відрізанням від пакета шару, який складається з готових сцинтиляційних елементів та пластин-стабілізаторів. Після прорізання першого шару, виводять пакет з отвору відрізного круга, переставляють його на відстань, що дорівнює сумі завданої товщини елемента - 0,6 мм та ширини пропилу. Вводять пакет у отвір відрізного круга та відрізають другий шар сцинтиляційних елементів. Після прорізання останнього шару, верстат зупиняють, відводять пакет в початкове положення та знімають шари з верстата. Відділяють сцинтиляційні елементи від скляних елементів й знежирюють сцинтиляційні елементи. В результаті отримують партію з 150-200 готових сцинтиляційних елементів завданих геометричних розмірів, які не потребують додаткової механічної обробки, і зруйнованим шаром на розрізаній поверхні таким, що має 8 клас чистоти. Кількість дефектних зразків в партії - 9-16 шт, що складає 6-8 % від загальної кількості сцинтиляторів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб порізки пластин на елементи, що включає використання матеріалу-стабілізатора та подачу змащувально-охолоджувальної рідини в зону різання, який відрізняється тим, що як матеріал-стабілізатор використовують скло, пластини якого на клеючому складі поміщують між пластинами розрізуваного матеріалу та на крайні пластини, які утворюють пакет заготівки, а порізку здійснюють дисками з внутрішньою ріжучою кромкою. 3 UA 78015 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting plates into elements
Автори англійськоюVoronkin Yevhenii Fedorovych, Halkin Serhii Mykolaiovych, Halych Yurii Mykhailovych, Lalaiants Oleksandr Ivanovych, Sosnytska Olha Oleksandrivna
Назва патенту російськоюСпособ резки пластин на элементы
Автори російськоюВоронкин Евгений Федорович, Галкин Сергей Николаевич, Галич Юрий Михайлович, Лалаянц Александр Иванович, Сосницкая Ольга Александровна
МПК / Мітки
Мітки: пластин, елементи, порізки, спосіб
Код посилання
<a href="https://ua.patents.su/6-78015-sposib-porizki-plastin-na-elementi.html" target="_blank" rel="follow" title="База патентів України">Спосіб порізки пластин на елементи</a>
Спосіб одержання пластин для сонячних елементів з мультикристалічного кремнію
Номер патенту: 70408
Опубліковано: 15.10.2004
Автори: Скобаро Андрій Олексійович, Берінгов Сергій Борисович, Сухоставець Володимир Маркович
МПК: H01L 21/304, C30B 29/00, H01L 31/18, C30B 29/06
Мітки: сонячних, мультикристалічного, кремнію, елементів, одержання, пластин, спосіб
Формула / Реферат:
1. Спосіб одержання пластин для сонячних елементів з мультикристалічного кремнію, що включає різання на брикети злитка, отриманого з розплаву кремнію методом спрямованої уздовж вертикальної осі кристалізації, і різання брикетів на пластини, який відрізняється тим, що різання злитка на брикети проводять у площинах, паралельних і перпендикулярних вертикальній осі злитка, а різання брикету на пластини здійснюють у площині, паралельній...
Пристрій для порізки брикетів

Номер патенту: 86887
Опубліковано: 25.05.2009
Автор: Стельмах Євген Степанович
МПК: B27B 33/00, B26D 1/00, B23D 49/00, B27B 5/00, B27B 21/00
Мітки: брикетів, порізки, пристрій
Формула / Реферат:
1. Пристрій для порізки брикетів, що містить корпус, ножі, втулку зі шківом для ремінної передачі, який відрізняється тим, що корпус виконаний у вигляді хрестовини або диска з радіальними пазами, розташованими взаємно перпендикулярно, для ножів з можливістю здійснення поступально-зворотного руху, які шарнірно з'єднані розтяжками, на протилежному кінці яких рухомо закріплені грузила, до центральної частини корпуса прикріплена втулка, з'єднана...
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Бернхард Альбек, Зігфрід Гоєдіке
Мітки: виготовлення, стержнями, замикання, використовується, спосіб, дросселя, пластин, u-образних, t-образних, сердечника, зворотного, вхідного, вставляємих, якості, трансформатора
Формула / Реферат:
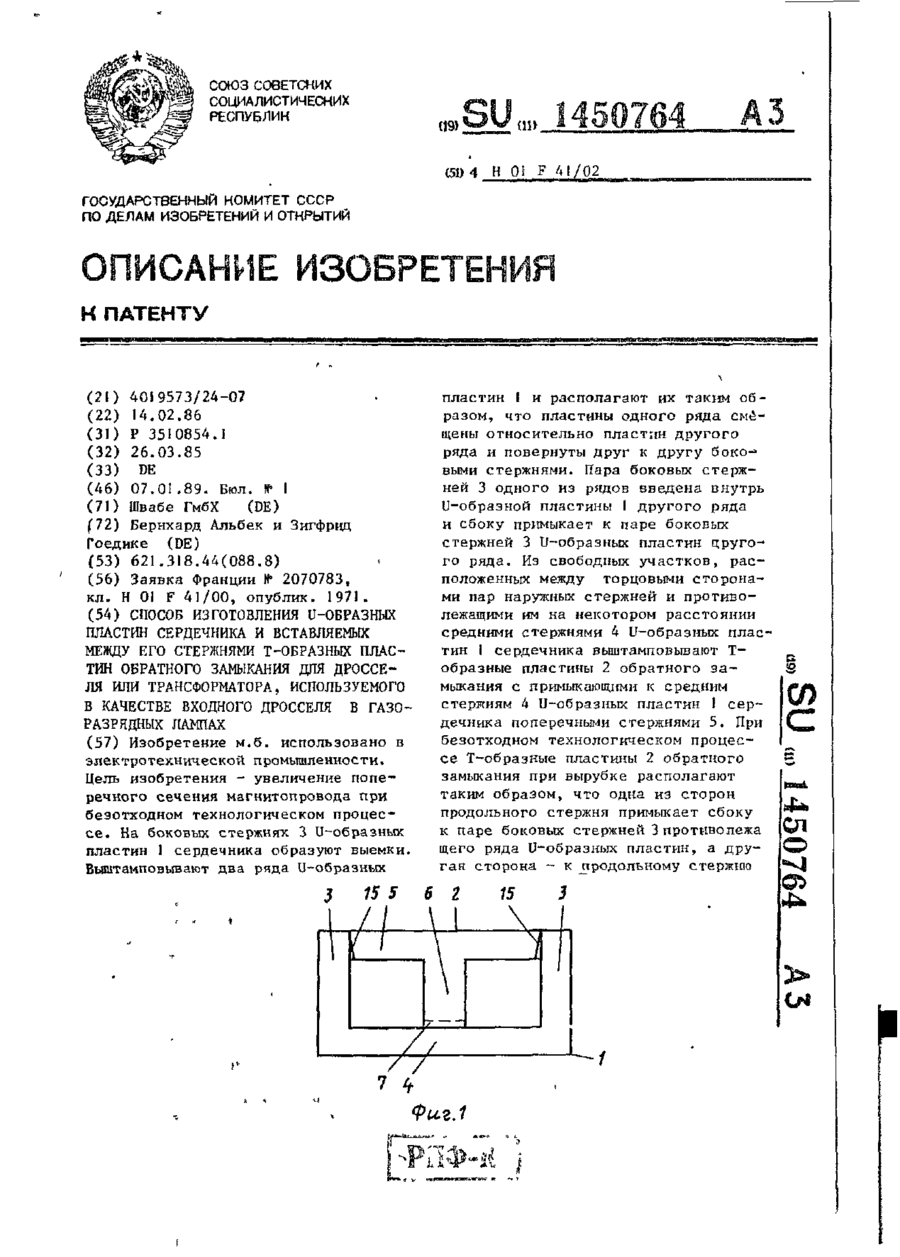
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб порізки вторинних автотракторних шин і інструмент для його реалізації
Номер патенту: 51298
Опубліковано: 15.11.2002
Автори: Гупка Богдан Васильович, Матвійчук Анатолій Васильович, Гевко Іван Богданович, Михайлишин Володимир Іванович
МПК: B23B 5/00
Мітки: інструмент, вторинних, порізки, автотракторних, шин, спосіб, реалізації
Формула / Реферат:
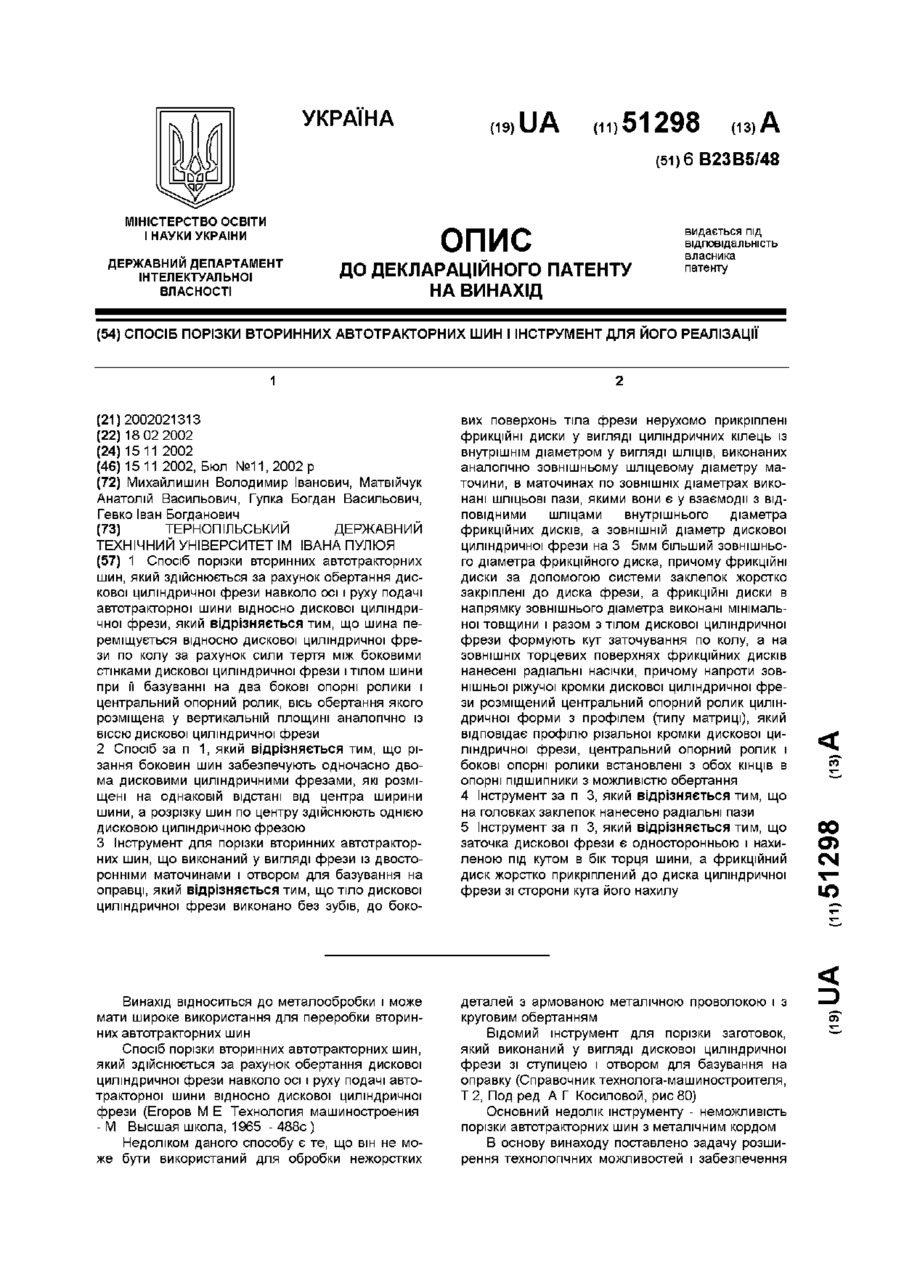
1. Спосіб порізки вторинних автотракторних шин, який здійснюється за рахунок обертання дискової циліндричної фрези навколо осі і руху подачі автотракторної шини відносно дискової циліндричної фрези, який відрізняється тим, що шина переміщується відносно дискової циліндричної фрези по колу за рахунок сили тертя між боковими стінками дискової циліндричної фрези і тілом шини при її базуванні на два бокові опорні ролики і центральний опорний...
Спосіб виготовлення кремнієвих пластин з мультикристалічного кремнію
Номер патенту: 44908
Опубліковано: 26.10.2009
Автори: Берінгов Сергій Борисович, Сухоставець Володимир Маркович
МПК: C30B 33/00, C30B 29/06
Мітки: кремнієвих, кремнію, виготовлення, пластин, спосіб, мультикристалічного
Формула / Реферат:
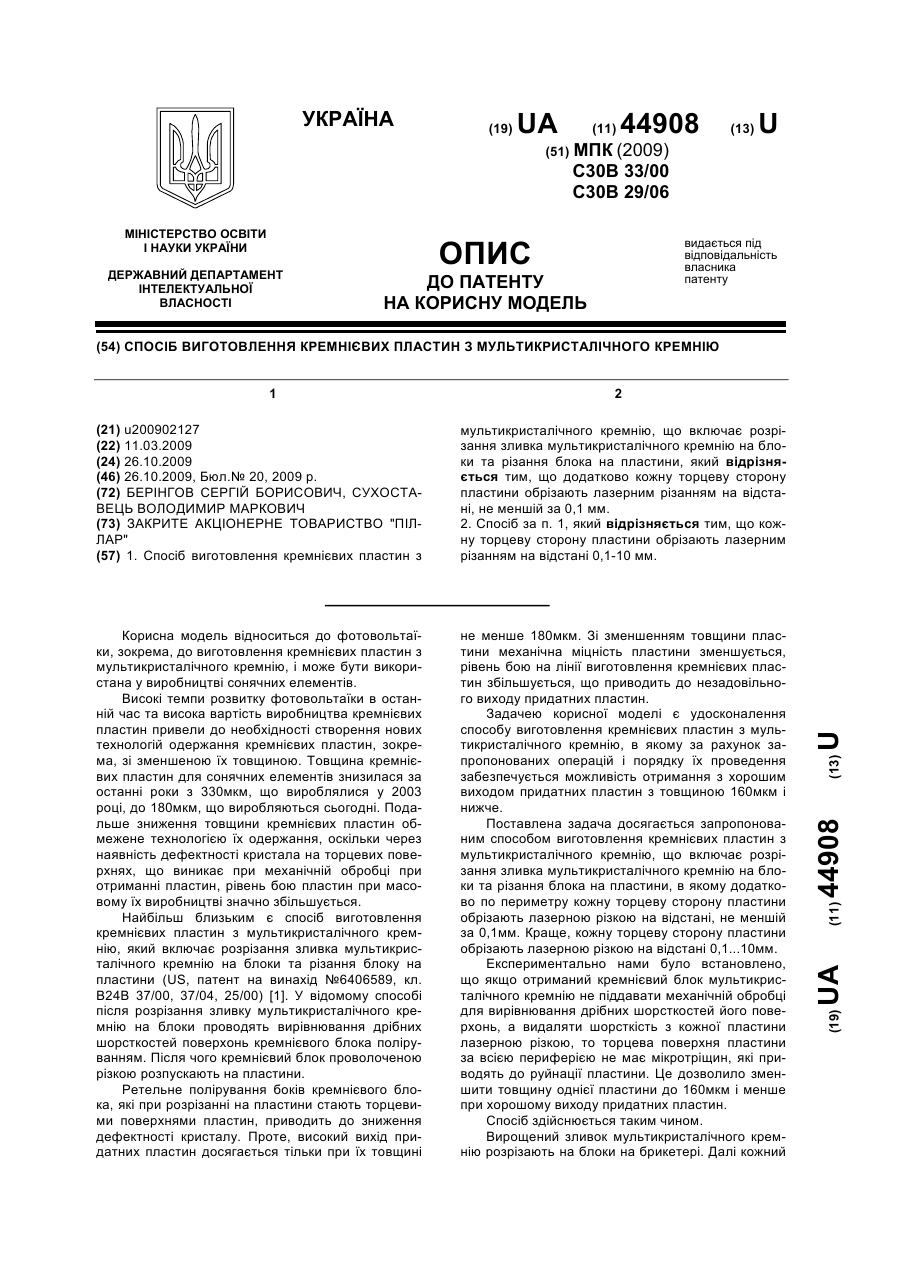
1. Спосіб виготовлення кремнієвих пластин з мультикристалічного кремнію, що включає розрізання зливка мультикристалічного кремнію на блоки та різання блока на пластини, який відрізняється тим, що додатково кожну торцеву сторону пластини обрізають лазерним різанням на відстані, не меншій за 0,1 мм.2. Спосіб за п. 1, який відрізняється тим, що кожну торцеву сторону пластини обрізають лазерним різанням на відстані 0,1-10 мм.
Попередній патент: Спосіб виробництва морозива яблучно-пшеничного
Наступний патент: Спосіб діагностики внутрішньоутробного стану плода при плацентарній дисфункції в ііі триместрі вагітності
Випадковий патент: Спосіб прогнозування рецидиву фібриляції передсердь