Спосіб автоматичного керування процесом збивання помадної маси в помадозбивній машині
Номер патенту: 41552
Опубліковано: 25.05.2009
Автори: Полякова Євгенія Володимирівна, Муратов Віктор Георгійович
Формула / Реферат
Спосіб автоматичного керування процесом збивання помадної маси у помадозбивній машині, що включає вимірювання і регулювання температури помадної маси в кожній секції збивання помадозбивної машини шляхом зміни витрати холодної води крізь теплообмінники цих секцій, який відрізняється тим, що вимірюють і регулюють температуру теплоносія на виході теплообмінника ротора помадозбивної машини шляхом зміни витрати цього теплоносія крізь вказаний теплообмінник, змінюють завдання регулятора температури помадної маси другої секції пропорційно керуючій дії регулятора температури помадної маси першої секції, змінюють завдання регулятора температури помадної маси третьої секції пропорційно керуючій дії регулятора температури помадної маси другої секції, вимірюють відхилення від заданих значень температури гарячої води та ступеня відкриття клапана подачі цієї води крізь теплообмінник ротора і пропорційно лінійній комбінації здобутих цими вимірюваннями результатів змінюють завдання регуляторам температури помадної маси кожної секції.
Текст
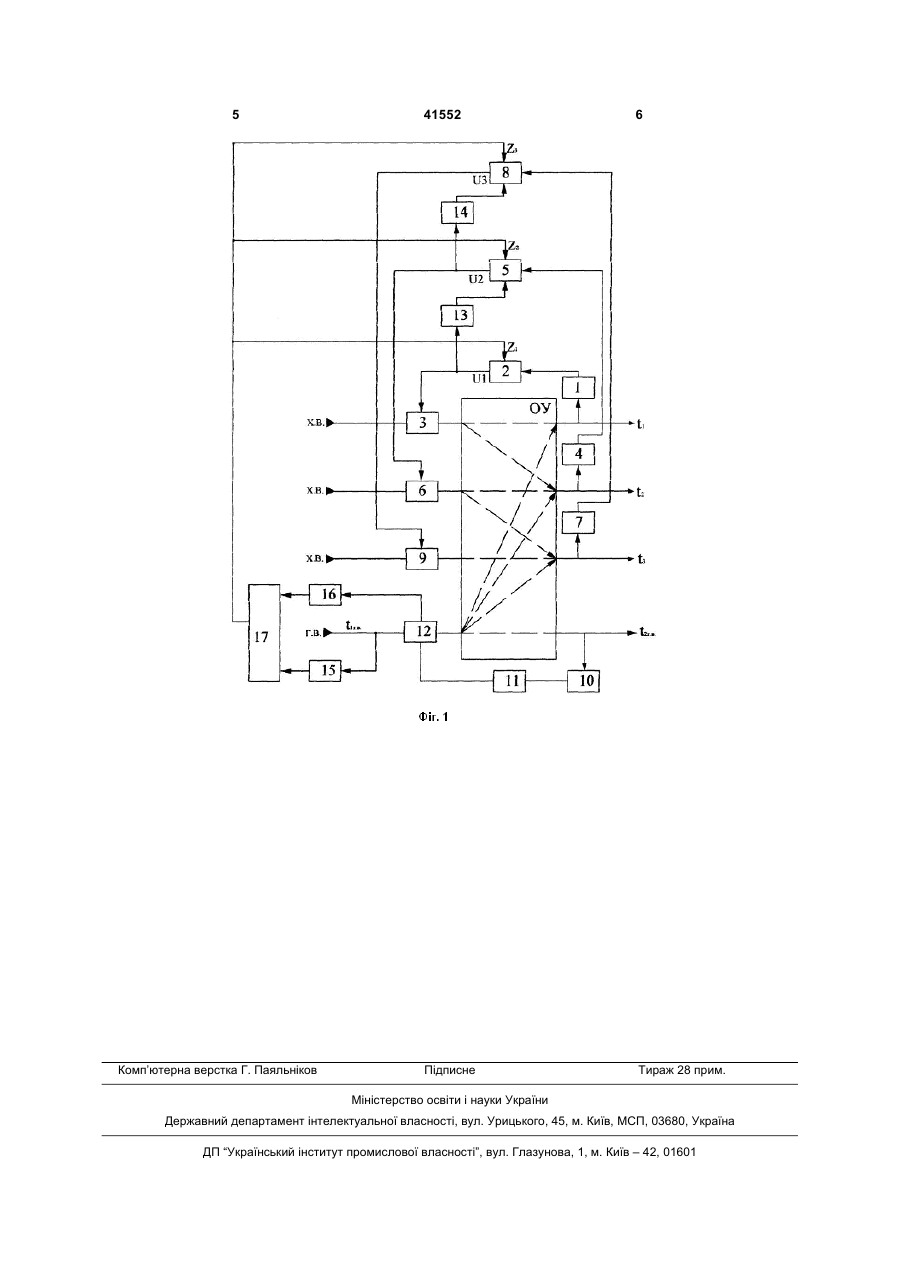
Спосіб автоматичного керування процесом збивання помадної маси у помадозбивній машині, що включає вимірювання і регулювання температури помадної маси в кожній секції збивання помадозбивної машини шляхом зміни витрати холодної води крізь теплообмінники цих секцій, який відрізняється тим, що вимірюють і регулюють температуру теплоносія на виході теплообмінника 3 41552 4 ператури від заданої. За допомогою регулятора 7 Поставлена задача вирішена в способі автовиробляють управляючий сигнал U3, який за доматичного керування процесом збивання помадної помогою виконавчого механізму з регулюючим маси в помадозбивній машині, що передбачає: органом 9 пропорційно сумі ε3, його інтегралу та - вимірювання і регулювання температури в кожній секції помадозбивної машини шляхом зміни диференціалу, змінює витрати холодної води крізь витрат холодної води крізь теплообмінники цих теплообмінник третьої секції помадозбивної масекції; шини. - вимірювання і регулювання температури теЗа допомогою датчика 10 вимірюють поточну плоносія на виході теплообмінника ротора поматемпературу теплоносія на виході (t2г..в.) теплообдозбивної машини шляхом зміни витрат цього темінника ротора помадозбивної машини. Вихідний сигнал цього датчика вводять в регулятор 11, де плоносія крізь вказаний теплообмінник; встановлюють відхилення є4 поточного значення - зміну завдання регулятора температури помадної маси другої секції пропорційно управляюцієї температури від заданої. За допомогою регучій дії регулятора температури помадної маси лятора 11 виробляють управляючий сигнал U4, першої секції; який за допомогою виконавчого механізму з регу- зміну завдання регулятора температури полюючим органом 12 пропорційно сумі ε4, його інтемадної маси третьої секції пропорційно управляюгралу та диференціалу, змінює витрати теплоносія чій дії регулятора температури помадної маси друкрізь вказаний теплообмінник помадозбивної магої секції; шини. - вимірювання відхилення від заданих значень Контур автоматичного регулювання температемператури гарячої води та ступеню відкриття тури в першій секції впливає на якість регулюванклапану подачі цієї води крізь теплообмінник ротоня температури помадної маси в другій секції. Для ра і пропорційно лінійній комбінації здобутих цими компенсації цього впливу, за допомогою блока вимірюваннями результатів змінюють завдання корекції 13, пропорційно значенню U1 змінюють регуляторам температури помадної маси кожної завдання регулятору 5. секції. Контур автоматичного регулювання температури в другій секції впливає на якість регулювання На Фіг.1 приведена структурна схема запропотемператури помадної маси в третій секції. Для нованого способу автоматичного керування. Спокомпенсації цього впливу, за допомогою блока сіб керування реалізується наступним чином. корекції 14, пропорційно значенню U2 змінюють В об'єкті управління (ОУ), помадозбивній мазавдання регулятору 8. шині, за допомогою датчика 1 вимірюють поточну Контур регулювання температури теплоносія температуру помадної маси (t1) на виході з її перна виході теплообмінника ротора помадозбивної шої секції. Вихідний сигнал цього датчика вводять машини впливає на якість регулювання темперав регулятор 2, де встановлюють відхилення ε1 тур помадної маси в секціях помадозбивної машипоточного значення цієї температури від заданої. ни. Для компенсації цього впливу за допомогою За допомогою регулятора 2 виробляють управлядатчика 15 вимірюють температуру в магістралі ючий сигнал U1, який за допомогою виконавчого гарячої води (W). Крім того, за допомогою датчика механізму з регулюючим органом 3 пропорційно сумі ε1, його інтегралу та диференціалу, змінює 16 вимірюють ступень відкриття регулюючого орвитрати холодної води (х. в.) крізь теплообмінник гану 12. Ця інформація дозволяє встановити ймопершої секції помадозбивної машини. вірну величину впливу контуру регулювання темЗа допомогою датчика 4 вимірюють поточну ператури теплоносія на виході ротора температуру помадної маси на виході з другої секпомадозбивної машини. Сигнали від датчиків 15, ції (t2) помадозбивної машини. Вихідний сигнал 16 вводять в блок корекції 17,який виробляє корецього датчика вводять в регулятор 5, де встановктуючі сигнали Z1 Z2, Z3, які змінюють завдання люють відхилення ε2 поточного значення цієї темрегуляторам 2, 5, 8 відповідно. ператури від заданої. За допомогою регулятора 5 Результати комп'ютерного моделювання підвиробляють управляючий сигнал U2, який за дотвердили те, що запропонований спосіб автоматипомогою виконавчого механізму з регулюючим чного керування в умовах реально діючих внутріорганом 6 пропорційно сумі ε2, його інтегралу та шніх збурень забезпечує високу динамічну диференціалу, змінює витрати холодної води крізь точність стабілізації параметрів технологічного теплообмінник другої секції помадозбивної машипроцесу порівняно з прототипом, чим забезпечує ни. високу якість готового продукту при мінімальній За допомогою датчика 7 вимірюють поточну собівартості. Прямі та інтегральні показники якості температуру помадної маси на виході з третьої перехідних процесів в системі автоматичного кесекції (t3) помадозбивної машини. Вихідний сигнал рування зменшились в порівнянні з аналогічними цього датчика вводять в регулятор 8, де встановпоказниками прототипу. люють відхилення ε3 поточного значення цієї тем 5 Комп’ютерна верстка Г. Паяльніков 41552 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of process of whipping fondant mass in fondant plant
Автори англійськоюPoliakova Yevhenia Volodymyrivna, Muratov Viktor Heorhiiovych
Назва патенту російськоюСпособ автоматического управления процессом взбивания помадной массы в помадовзбивательной машине
Автори російськоюПолякова Евгения Владимировна, Муратов Виктор Георгиевич
МПК / Мітки
МПК: A23G 3/02
Мітки: автоматичного, процесом, спосіб, помадної, машини, помадозбивній, маси, збивання, керування
Код посилання
<a href="https://ua.patents.su/3-41552-sposib-avtomatichnogo-keruvannya-procesom-zbivannya-pomadno-masi-v-pomadozbivnijj-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом збивання помадної маси в помадозбивній машині</a>
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині
Номер патенту: 36686
Опубліковано: 10.11.2008
Автори: Муратов Віктор Георгійович, Лаврінєнко Андрій Сергійович
МПК: A23G 1/00
Мітки: темперування, машини, автоматичного, маси, темперуючий, шоколадної, спосіб, керування, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині, що включає вимірювання температури шоколадної маси в кожній зоні темперування, регулювання температури шоколадної маси у кожній зоні темперування, який відрізняється тим, що додатково вимірюють положення регулюючих органів подачі гарячої води, вимірюють витрату гарячої води у першій зоні темперування і враховують цей сигнал в керуючій дії залежного...
Спосіб автоматичного керування процесом підігрівання подрібненої томатної маси у вакуум-підігрівачі ктп-2
Номер патенту: 36682
Опубліковано: 10.11.2008
Автори: Рябошапко Олексій Валентинович, Левінський Валерій Михайлович
МПК: F28F 27/00
Мітки: спосіб, вакуум-підігрівачі, процесом, маси, керування, підігрівання, автоматичного, ктп-2, подрібненої, томатної
Формула / Реферат:
Спосіб автоматичного керування процесом підігрівання подрібненої томатної маси, що включає вимірювання температури подрібненої томатної маси на виході вакуум-підігрівача та її регулювання шляхом зміни витрати пари, яка подається у теплообмінник вакуум-підігрівача, вимірювання розрідження вторинної пари у вакуум-бачку вакуум-підігрівача та її регулювання шляхом зміни витрати охолоджуючої води, яка подається у вакуум-бачок вакуум-підігрівача,...
Спосіб автоматичного керування процесом охолодження грильяжної маси
Номер патенту: 37226
Опубліковано: 25.11.2008
Автори: Муратов Віктор Георгійович, Гарковенко Андрій Миколайович
МПК: A23G 3/12
Мітки: маси, спосіб, грильяжної, автоматичного, процесом, керування, охолодження
Формула / Реферат:
Спосіб автоматичного керування, при якому проводять вимірювання і регулювання температури охолодження грильяжної маси зміною витрат охолоджувача крізь поліформуючі вали, вимірювання і регулювання температури цієї маси, зміною швидкості повітря в охолоджувальному тунелі, який відрізняється тим, що додатково вимірюють положення регулюючого органу подачі охолоджувача формуючих валків, різницею тисків цього охолоджувача вказаним регулюючим...
Спосіб автоматичного керування процесом виробництва натурального оцту

Номер патенту: 26157
Опубліковано: 10.09.2007
Автори: Красіля Ігор Миколайович, Муратов Віктор Георгійович
МПК: C12J 1/00
Мітки: натурального, автоматичного, оцту, керування, виробництва, процесом, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом виробництва натурального оцту, що включає вимірювання та регулювання температур культуральної рідини в кожному із окислювачів бродильної батареї шляхом зміни витрати охолоджувальної води через теплообмінники окислювачів, вимірювання витрати сусла на вході першого окислювача батареї, вимірювання концентрації оцту в першому і в останньому окислювачі батареї, регулювання концентрації оцту шляхом зміни...
Спосіб автоматичного керування процесом замісу тіста у машині тістомісилці
Номер патенту: 36683
Опубліковано: 10.11.2008
Автори: Матічук Любов Петрівна, Сичук Леонід Михайлович
МПК: A21C 1/00
Мітки: тіста, процесом, тістомісилці, автоматичного, замісу, спосіб, керування, машини
Формула / Реферат:
Спосіб автоматичного керування процесом замісу тіста у тістомісилці, який передбачає регулювання вологості тіста шляхом зміни витрати води на зволоження, який відрізняється тим, що додатково вимірюють і регулюють температуру тіста шляхом зміни частоти обертання лопатей тістомісилки, забезпечують високу динамічну точність регулювання за рахунок автономності контурів регулювання температури та вологості, більш точну підтримку регульованих...
Попередній патент: Спосіб дренування ран
Наступний патент: Газопісочний сепаратор
Випадковий патент: Спосіб приготування клеровки жовтих цукрів