Пристрій для вирощування монокристалів групи аiiвvi
Номер патенту: 95417
Опубліковано: 25.07.2011
Автори: Соболєв Олександр Вікторович, Тавровський Ігор Ігорович, Суздаль Віктор Семенович, Єпіфанов Юрій Михайлович, Стрельніков Микола Іванович
Формула / Реферат
Пристрій для вирощування монокристалів групи АІІВVI, що містить вузли переміщення тигля й тепловий вузол, пристрій відображення інформації й логічний блок, при цьому вузол переміщення, зв'язаний через водоохолоджуваний шток і черв'ячну передачу із двигуном вертикального переміщення тигля, з'єднаний із блоком управління двигуном і відліковим пристроєм - енкодером величини переміщення штока, тепловий вузол містить регулятор потужності верхнього й нижнього нагрівачів, виходи логічного блока з'єднані, відповідно, із входами регулятора потужності, блоком керування двигуном і пристроєм відображення інформації, вхід логічного блока підключений до виходу енкодера, з'єднаного з валом двигуна, причому логічний блок містить двійковий лічильник імпульсів, підключений через осередок вводу/виводу до виходу енкодера, вихід лічильника з'єднаний через матрицю перемикань зі схемою виявлення збігу кодів, виконану на однотипних елементах НІ-АБО і НІ-І, вихід схеми через ту ж матрицю й осередки вводу/виводу підключений до відповідних виходів логічного блока, який відрізняється тим, що логічний блок додатково містить лічильник імпульсів енкодера й пристрій порівняння, вихід зазначеного лічильника з'єднаний через матрицю перемикань із входом Z пристрою порівняння, сигнал задання, підключений до входу Y пристрою порівняння, з'єднаний з керуючим процесором регулятора через осередок вводу/виводу й матрицю перемикань, а виходи z1, z2 пристрою порівняння - діагностичний вихід ±ε, з'єднані через осередки вводу/виводу із другим і третім входами блока керування двигуном, відповідно.
Текст
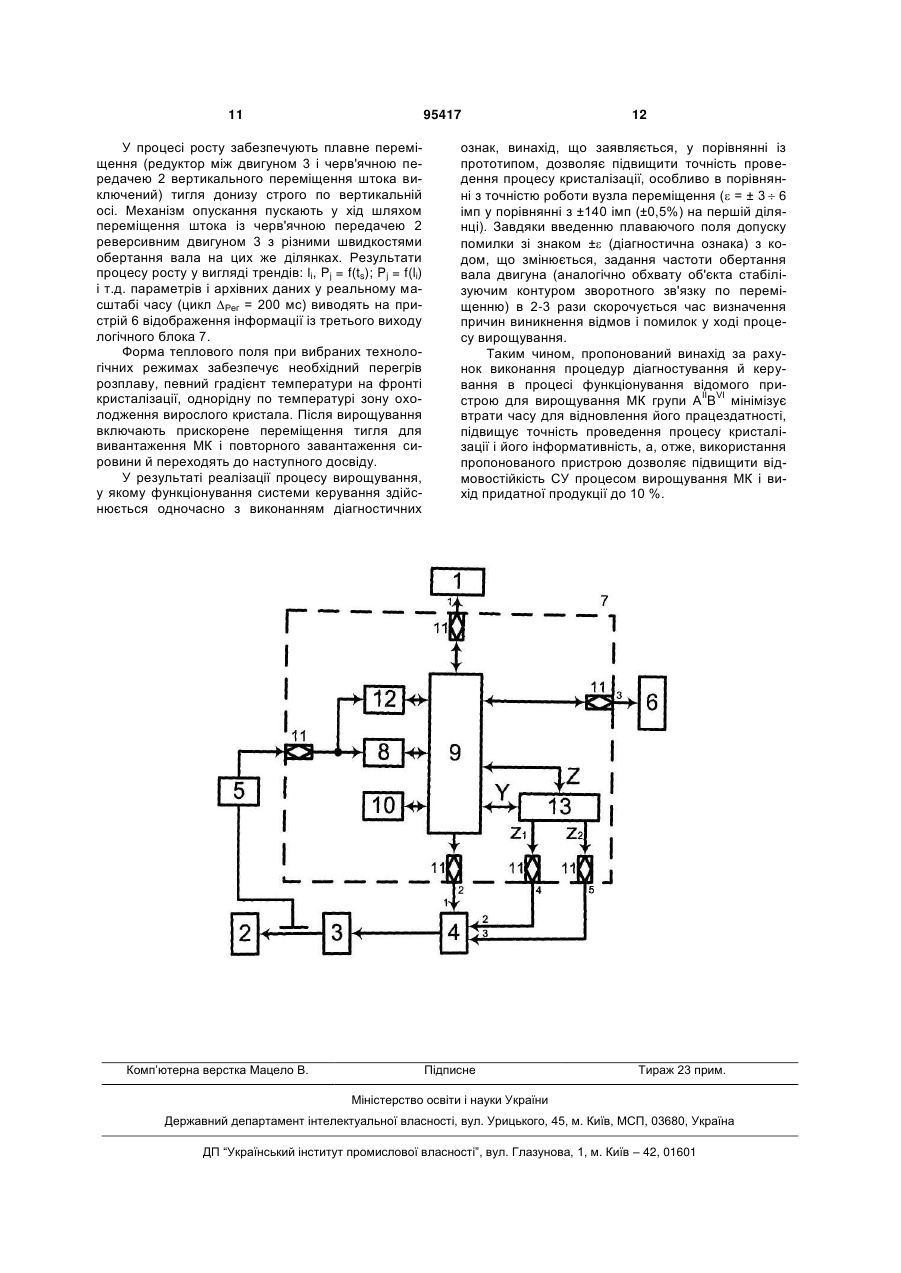
Пристрій для вирощування монокристалів ІІ VI групи А В , що містить вузли переміщення тигля й тепловий вузол, пристрій відображення інформації й логічний блок, при цьому вузол переміщення, зв'язаний через водоохолоджуваний шток і черв'ячну передачу із двигуном вертикального переміщення тигля, з'єднаний із блоком управління двигуном і відліковим пристроєм - енкодером величини переміщення штока, тепловий вузол C2 2 (19) 1 3 програмно-логічного керування, при цьому четвертий і третій виходи блока програмно-логічного керування підключені, відповідно, до пристрою відображення інформації й блока керування двигуном, зв'язаний у свою чергу з останнім, енкодер з'єднаний з першим входом блока програмно-логічного керування, другий і третій входи й перший і другий виходи якого підключені до других виходів і других входів регуляторів зворотного зв'язку верхнього й нижнього нагрівачів, відповідно. Відомий пристрій для вирощування монокрисII VІ талів групи А В (Пат. № 87944 Україна, С30В15/20), що містить вузли переміщення тигля й тепловий вузол, пристрій відображення інформації й логічний блок, при цьому вузол переміщення зв'язаний через водоохолоджуваний шток і черв'ячну передачу із двигуном вертикального переміщення тигля, з'єднаний із блоком керування двигуном і відліковим пристроєм (енкодер) величини переміщення штока, тепловий вузол містить регулятор потужності верхнього й нижнього нагрівачів, виходи логічного блока з'єднані, відповідно, із входами регулятора потужності нагрівачів, пристроєм відображення інформації й блоком керування двигуном вертикального переміщення штока, а вхід логічного блока підключений до виходу енкодера, з'єднаного з валом двигуна. Логічні блоки в першому й другому аналогах побудовані на основі ПЛІС MAX 3000A (ЕРМ3 128А), структура якої містить 4 блоки логічних елементів, поєднувані в LAB-Модулі (LAB - Logic Array Block) по 16 макроосередків у кожному [Каталог фірми Altera Corp., -Р.5, Fig.l]. Структура ПЛІС також містить загальну глобальну шину (РІА), що поєднує сукупність блоків вводу/виводу й LAB-Модулів, з'єднаних з нею безліччю вхідних (36), вихідних (output enables - 6) і проміжних (product terms - 5) шин. Кожний макроосередок LAB-Модуля [там же, Р.6, Fig.2] виконано у вигляді трьох функціональних блоків: логічна матриця (logic array), матриця вибору проміжної шини (product term select matrix або програмувальна матриця (Switch Matrix - SM)), регістрова частина. Комбінаційна частина макроосередку представлена у вигляді сукупності двох матриць взаємоортогональних провідників (шин): матриці І (AND) і матриці АБО (OR). Регістрова частина містить диз'юнктор (частина матриці АБО), з'єднаний з виходом SM-матриці, вентиль "Що Виключає АБО", тригер, вихідний буфер (інвертор із трьома станами для організації двоспрямованих виводів) і програмно керовані мультиплексори з відповідними ланцюгами, що визначають конфігурацію макроосередку. На регістровій частині макроосередків LABМодуля шляхом послідовного з'єднання рахункових тригерів через SM-матриці зібраний двійковий лічильник логічних блоків. Макроосередок містить ряд термів (шин) керування, які призначені для: установки одиничного значення регістра (preset), скидання (global clear), синхронізації роботи регістра й керування вихідним буфером (clock / enable select), завантаження 95417 4 даних у внутрішній регістр (register bypass, схований тригер макроосередку на Fig. 2 не показаний). Вхідні сигнали (36 сигналів) з'єднані з парафазними входами матриці І, що на ортогональних шинах дозволяє реалізувати будь-які кон'юнкції (операція логічного множення) вхідних змінних. Виходи матриці І з'єднані із входами матриці АБО (16 сигналів), що на виходах реалізує диз'юнкції (операція логічного додавання) сигналів, що надходять. Сукупність вихідних шин матриці І утворює проміжні шини (5 термів), які з'єднані з SM - матрицею. На основі матриць взаємоортогональних провідників (шин): матриці І (AND) і матриці АБО (OR), тобто комбінаційної частини ПЛІС логічних блоків побудована схема виявлення збігу кодів (ВЗК) [B.C. Гутников. Интегральная электроника в измерительных системах. - «Энергия» Ленинградское отделение, 1974. - С.34-39], у якій визначається відповідність вимірюваної величини переміщення ампули або тигля в процесі росту МК, заданому рівню, тобто реалізується функція логічної рівнозначності для багаторозрядних кодів а1а2а3..., аn і b1b2b3..., bn... У процесі вирощування МК імпульси з виходу енкодера подаються через двонаправлений вивід на вхід ПЛІС паралельно на входи послідовного з'єднання рахункових тригерів, на яких зібраний двійковий лічильник. Виходи тригерів через SMматрицю з'єднані зі схемою ВЗК, причому двійкові розряди в схемі розташовуються в порядку зростання їхньої ваги. Схема ВЗК, побудована шляхом послідовного з'єднання однотипних елементів матриць АБО й І, забезпечує вихідний сигнал, який дорівнює одиниці у випадку виконання рівності порівнюваних кодів, один із яких відповідає завданню. Вихід схеми ВЗК через SM-матрицю перемикань підключений до осередків вводу/виводу, виходи яких з'єднані в першому аналозі із процесорною частиною (пристрій задання параметрів), регуляторами температури верхнього й нижнього нагрівачів, блоком керування двигуном і пристроєм відображення інформації. У результаті великої кількості функціональних зв'язків ускладнюється програмування логічного блока першого аналога. У другому аналозі вихід схеми ВЗК через SMматрицю перемикань підключений до осередків вводу/виводу, виходи яких з'єднані з регулятором потужності нагрівачів, блоком керування двигуном, а через порт зв'язку RS-485 із пристроєм відображення інформації. Порівняння багаторозрядних двійкових чисел на лічильниках вимагає переносу значень реалізованих функцій між сусідніми макроосередками LAB-Модуля (один макроосередок відповідає одному розряду пристрою), тому реалізація вузла збігу кодів у логічних блоках здійснюється через SM-матрицю перемикань. Структура ПЛІС цих блоків забезпечує безпосередній перенос сигналів між будь-якими макроосередками як у межах одного LAB-Модуля (16 осередків), так і між сусідніми модулями, а також можливість прямого керування кожним осередком вводу/виводу (вихідний буфер). 5 У результаті, для спрощення викладу логічні блоки систем керування першого й другого аналогів можна представити як такі, що містять двійковий лічильник імпульсів енкодера, схему виявлення збігу кодів на однотипних елементах НІ-АБО і НІ-І», матрицю перемикань і осередки вводу/виводу. Логічні блоки виконані шляхом програмування з'єднань елементів, розташованих усередині цієї ПЛІС. Відмінності логічних блоків першого й другого аналогів полягають у наступному. У першому аналозі, на основі інформації про фактичні значення параметрів, заданих у процесорній частині (на основі ПЛІС ATMEGA 128 L) програмно-логічного блока, обмірюваних датчиками (термопарами й енкодером), система керування дозволяє: установлювати величину переміщення ампули в процесі кристалізації зі швидкістю -1 n=0,15 мм х год або змінювати її за допомогою блока керування двигуном; визначати величину зміни температури верхнього або нижнього нагрівачів; керувати прецизійними регуляторами температури з точністю ±0,4°С. При цьому забезпечується точність і відтворюваність реалізації технологічних режимів, виключення суб'єктивного фактора й підвищення якості готової продукції (наприклад, відзначене підвищення світлового виходу заготовок МК п-терфенілу й стильбену на 10-12 %, зменшення розкиду світлового виходу на 10 % і збільшення виходу придатних сцинтиляторів на 60%). Однак, у результаті того, що переміщення ампули перебуває додатково під візуальним контролем, а сама ампула є, частково відкритою (витки нагрівачів укріплені на скляній (кварцевій) трубі) принаймні на початку ростового процесу, у логічному блоці не передбачені спеціальні міри для визначення правильності функціонування механізму переміщення, що знижує відмовостійкість пристрою. Ця ж обставина є причиною зниження універсальності програмно-логічного блока системи керування першого аналога, що обмежує його використання для інших методів керування ростом і, II VІ зокрема для МК групи А В з повністю закритим ростовим механізмом. Наявність контурів зворотних регулюючих зв'язків по температурі, кожний з яких містить послідовно з'єднані термопару, регулятор температури й відповідний нагрівач, необхідність точного настроювання й регулювання ростових параметрів, ускладнюють організацію програмного забезпечення системи керування. Логічний блок другого аналога, за рахунок елементів усередині блока й з'єднань між ними, дозволяє оптимізувати характеристики теплового поля (осьовий розподіл температури в зоні кристалізації розплаву або потужність, виділювана на нагрівачі) у кожний момент переміщення тигля за допомогою штока (через герметичне ущільнення в днищі камери) з урахуванням виконуваної стадії ростового процесу (синтез або розплавлювання шихти, кристалізація розплаву, відпал або охолодження вирощеного кристала) у печі високого (100 атм) тиску. Рівномірний рух тигля забезпечується протягом тривалого періоду часу (швидкість переміщення встановлюють рівною (0,5 4,0) мм х 95417 6 -1 год ), причому вимірювана величина переміщення пов'язана зі зміною потужності теплового вузла, що складається зі складеного нагрівача [Комарь ІІ VІ В.К., Пузиков В.М. Монокристаллы группы A B , Харьков: Институт монокристаллов, 2002, Рис.3.5 б, С.53]. У результаті, пристрій для вирощування забезпечує установку потужності з точністю 0,01 %, часу відпрацьовування ділянок з точністю ~1 с, -4 швидкості переміщення тигля - 6,710 мм/год. ( 1,0 % на швидкості T = 0,8 мм/год.), а, отже, забезпечує відтворюваність реалізації оптимальних технологічних режимів, виключення суб'єктивного фактора й підвищення якості готової продукції (а саме: у сцинтиляційних заготовках МК ZnSe, II VI ZnSe(Te), ZnSe(Al) групи A B , внаслідок поліпшення структурної досконалості вихід придатних сцинтиляторів збільшився на 15 %). Однак, для керування ростовими параметрами по незамкнутому контуру використовують тільки інформацію про впливи, що задають (вплив збурювань не враховують). Зміна параметрів процесу (узагальнених координат об'єкта) виробляється без використання поточної інформації про дійсні значення цих параметрів (термопару або інший перетворювач через складність монтажу й вибору місця установки практично не застосовують). У результаті відмовостійкість системи керування, що повинна у всьому діапазоні зміни параметрів або зовнішніх умов, можливо, більш точно вимірювати впливи, що задають, і відпрацьовувати вказівки, що втримуються в них, знижується. Зниження відмовостійкості обумовлене, насамперед, високими вимогами, які повинні пред'являтися до стабільності параметрів і режимів системи і її окремих блоків, старанності їхнього настроювання й регулювання. Тому що результат зміни параметрів системи не контролюється, то значення їх через вплив невраховуваних факторів виробляються із принципово непереборною похибкою. До числа невраховуваних факторів варто віднести: - неточність у відпрацьовуванні вихідних параметрів потужності, частоти обертання вала двигуна, а, отже, швидкості переміщення тигля на кожній ділянці, тобто неточність у відпрацьовуванні впливів, що задають; - некомпенсовані протягом тривалих проміжків часу зміни характеристик і параметрів пристрою для вирощування МК. Задання величини переміщення тигля на кожній ділянці в логічному блоці забезпечується схемою ВЗК, виконаною на двійкових лічильниках 16 максимальною розрядністю 2 і на елементах НІАБО і НІ-І, об'єднаних через SM-матрицю макроосередків LAB-модуля. У результаті такого задання параметрів для вузла переміщення, з некомпенсованими протягом тривалих проміжків часу змінами величин переміщення ростового механізму, неточність у відпрацьовуванні впливів, що задають, різко зростає. Наприклад, хоча у відомому винаході зазначена точність відпрацьовування швидкості переміщення тигля - 6,710 мм/год. (1,0% для T = 0,8 мм/год.), 7 однак така точність досягається тільки для задання швидкості обертання вала прецизійного серводвигуна, а для всього вузла переміщення така точність практично недосяжна. Зниження точності стає особливо помітним при помилках задання швидкості обертання вала двигуна, визначенні кількості імпульсів eнкодера (похибка досягає ±140 імп, або ±0,5% на одній ділянці), а в загальному випадку при несправності цього вузла. У підсумку, можна відзначити наступні недоліки відомих пристроїв: - значні втрати часу на тестування окремих вузлів для виявлення несправностей (додаткові профілактичні перевірки відмовостійкості) системи керування ростом; - значні матеріальні втрати процесу вирощування МК у результаті низької надійності системи керування й ефективності практичної реалізації логічного блока; - складність і значна тривалість внесення корективів у програму функціонування логічного блока й роботи з налагодження й усунення несправностей окремих блоків системи керування в цілому. Перераховані недоліки приводять до зниження ефективності роботи СУ і її відмовостійкості, а, отже, до зниження якості продукції. Як прототип вибраний останній з аналогів. В основу винаходу поставлено задачу ствоІІ VІ рення пристрою для вирощування МК групи A B , що забезпечило б поліпшення їхньої якості за рахунок підвищення відмовостійкості системи керування шляхом спільної роботи процедур діагностування й нормального функціонування в процесі керування. Рішення задачі забезпечується тим, що в приІІ VІ строї для вирощування монокристалів групи A B , що містить вузли переміщення тигля й тепловий вузол, пристрій відображення інформації й логічний блок, при цьому вузол переміщення зв'язаний через водоохолоджуваний шток і черв'ячну передачу із двигуном вертикального переміщення тигля, з'єднаний із блоком керування двигуном і відліковим пристроєм (енкодер) величини переміщення штока, тепловий вузол містить регулятор потужності верхнього й нижнього нагрівачів, виходи логічного блока з'єднані, відповідно, із входами регулятора потужності, блоком керування двигуном і пристроєм відображення інформації, вхід логічного блока підключений до виходу енкодера, з'єднаного з валом двигуна, причому логічний блок містить двійковий лічильник імпульсів, підключений через осередок вводу/виводу до виходу енкодера, вихід лічильника з'єднаний через матрицю перемикань зі схемою виявлення збігу кодів, виконану на однотипних елементах НІ-АБО і НІ, вихід схеми через ту ж матрицю й осередки вводу/виводу підключений до відповідних виходів логічного блока, відповідно до винаходу, логічний блок додатково містить лічильник імпульсів енкодера й пристрій порівняння, вихід зазначеного лічильника з'єднаний через матрицю перемикань із входом Z пристрою порівняння, сигнал задання, підключений до входу Y пристрою порівняння з'єднаний з керуючим процесором регулятора через осередок вво 95417 8 ду/виводу й матрицю перемикань, а виходи z1, z2 пристрою порівняння (діагностичний вихід ±) з'єднані через осередки вводу/виводу із другим і третім входами блока керування двигуном, відповідно. Надалі наведені наступні позначення: у - цикл керування пристрою; Рег - цикл роботи регулятора потужності; е р, е з, е о — розрахункова, задана, обмірювана величина переміщення, відповідно; n заг - загальна кількість імпульсів енкодера на ділянці; n Упр - кількість керувань на ділянці; T - швидкість переміщення тигля; ± - допуск на величину різниці пристрою порівняння. Введення в логічний блок системи керування додаткового лічильника імпульсів дозволяє забезпечити процес функціонального діагностування в циклі керування пристрою. Дійсно, у прикладі функціонування пристрою на першій ділянці, за один цикл керування у = 10 хв. розрахункова кількість імпульсів енкодера склала е р = n заг/n упр = 29291 імп. / 80 = 366,1375 імп., де nупр - кількість керувань на цій же ділянці, що майже на два порядки менше, ніж у відомому. Тому для визначення (е и - обмірювана величина переміщення, в імп. eнкодера) у процесі переміщення тигля такої кількості імпульсів потрібно виконати двійковий 9 16 лічильник меншою розрядністю (2 < 2 ), що спрощує реалізацію логічного блоку. Крім того, розрахункова величина е р дозволяє задати величину е з = е р, по якій буде оцінюватися безвідмовність функціонування вузла переміщення в кожному циклі керування (майже на два порядки частіше, у порівнянні з відомим). У результаті того, що рахунок імпульсів додатковим лічильником по вихідному сигналу eнкодера за цикл керування у відбувається одночасно з функціонуванням іншої частини пристрою, не виникають порушення в роботі системи керування, що підвищує відмовостійкість пристрою в цілому. Введення пристрою порівняння (входи Z і Y) дозволяє порівнювати двійковий код задання е з, отриманий у регуляторі потужності (залежно від установки циклу керування у), з обмірюваним кодом умісту додаткового лічильника, у режимі переміщення тигля зі швидкістю T. При відсутності дефектів вузла переміщення або помилок по установці швидкості обертання двигуна, різниця заданої й обмірюваної величин переміщення (А е з - е и 0) повинна бути близька до нуля або рівнятися допуску ± на величину різниці (діагностична умова). Шириною задання інтервалу ± визначається зона нечутливості пристрою порівняння, вихід за межі якої усувається елементами логічного блока й блоком керування двигуном. До таких елементів і ставиться пристрій порівняння пропонованого винаходу, що реалізує функції компаратора "більше" і "менше" (граничний пристрій), причому система порівняння має два виходи. Відповідно до логічної умови, що перевіряється, що одночасно є й діагностичною умовою, на виходах системи порівняння з'являється або командний сигнал z1, якщо Z - Y , або z2, якщо Z-Y . 9 Отже, введення пристрою порівняння дозволяє сполучити процедуру діагностування вузла переміщення із програмною зміною потужності нагрівачів у процесі нормального функціонування пристрою, при цьому виключити додаткові профілактичні тестові перевірки працездатності системи керування, а, отже, підвищити її відмовостійкість і поліпшити якість готової продукції. На кресленні наведена схема пристрою для ІІ VІ вирощування МК групи A B за заявлюваною пропозицією. ІІ VІ Пристрій для вирощування МК групи A B (креслення) включає регулятор 1 потужності нагрівачів, шток із черв'ячною передачею 2, двигун 3 переміщення штока із блоком 4 керування, енкодер 5, пристрій 6 відображення інформації, логічний блок 7, що містить двійковий лічильник 8 імпульсів енкодера 5, матрицю 9 перемикань, схему 10 виявлення збігу кодів на однотипних елементах НІАБО і НІ-І, осередки 11 вводу/виводу, додатковий лічильник 12 імпульсів енкодера, пристрій 13 порівняння. Вхід осередку 11 вводу/виводу логічного блока 7 підключений до виходу енкодера 5. Двонаправлений вихід осередку 11 блока 7 з'єднаний із входами двійкового лічильника 8 і додаткового лічильника 12. Вихід двійкового лічильника 8 через матрицю 9 перемикань (SM-матрицю) з'єднаний із входом схеми 10 виявлення збігу кодів. Вихід схеми 10 через SM-матрицю 9 і осередки 11, тобто виходи логічного блока 7 з'єднані: перший вихід з регулятором 1 потужності нагрівачів, другий - з першим входом блока 4 керування двигуном 3, третій - з пристроєм 6 відображення інформації. Вихід додаткового лічильника 12 через SMматрицю 9 з'єднаний із входом Z пристрою 13 порівняння. Вхід Y пристрою 13 порівняння через SM-матрицю 9 і осередок 11 з'єднаний з керуючим процесором і дисплеєм (не показані) регулятора 1 потужності. Виходи z1, z2 пристрою 13 порівняння через осередки 11 вводу/виводу (четвертий і п'ятий виходи логічного блока 7) з'єднані із входами " + ", "-" (другий і третій входи) блока 4 керування двигуном 3, відповідно. Логічний блок 7 виконаний на основі ПЛІС МАХ 3000А (ЕРМЗ 128А). Введені в блок двійковий лічильник 8, матриця 9 перемикань, схема 10 виявлення збігу кодів, побудована на однотипних елементах НІ-АБО і НІ-І, осередки 11 вводу/виводу, додатковий лічильник 12 імпульсів eнкодера, у тому числі й пристрій 13 порівняння, що реалізує функції компаратора "більше" і "менше", побудовані на основі матриць програмувальних внутрішніх з'єднань ПЛІС. Логічний блок 7, блок 4 керування двигуном, регулятор 1 потужності, пристрій 6 відображення інформації системи керування зв’язані двонаправленою напівдуплексною лінією передачі даних, обумовленою стандартом RS - 485 (ЕІА/ТІА). Роботу пристрою для вирощування МК групи ІІ VІ A B здійснюють у такий спосіб. Для вирощування МК, зокрема ZnSe з робочою (ростовою) температурою (~1550 °С) і потуж 95417 10 ністю нагрівачів Р~4 кВт, попередньо нагрівають камеру ростової печі (програмно або в ручному режимі) до початкової потужності Рн =2,94 кВт (~1080 °С), установлюють кнопками задання вихідні параметри з використанням логічного блока 7, регулятора 1 і блока 4 керування двигуном 3. Кінцевим вимикачем забезпечують фіксовану точку початку відліку параметрів, у тому числі й величини переміщення тигля. Ростові параметри на технологічному встаткуванні (регулятор 1 потужності, блок 4 керування двигуном 3, логічний блок 7) установлюють на основі аналізу характеристик раніше отриманих кристалів і зв'язку їхньої якості з дефектами, що утворяться. Параметри зміни потужності відображають на вісь ординат пристрою 6, а на вісь абсцис - інформацію про переміщення тигля в мм або в імп. Задання частоти обертання вала двигуна 3 у блоці 4 проводять із використанням панелі програмування сервоінвертора, при цьому враховують: коефіцієнт редукції черв'ячної передачі 2 (kред=0,05), крок ходового гвинта (Н=3,5мм/крок). Включають систему керування ростом тумблером "Автомат" і здійснюють відпрацьовування заданих технологічних режимів. У логічному блоці 7 двійковим лічильником 8 і додатковим лічильником 12 починають відлік отриманих eнкодером 5 даних (імпульси ni 1 і е и і для першої ділянки) на основі: n - кількість імпульсів енкодера в межах одного оберту вала двигуна 3 із загального числа N =256 імп/об., F - загальна кількість обертів вала двигуна 3. У блоці 7 попередньо встановлюють (для лічильника 8 - n 3 1 =29291 імп., на вході Y пристрою 13 порівняння встановлюють задання е 3 1 = 366 імп.) величини окремих відрізків І1з, ... ,1із шляхи (наприклад, 1 з = 20 мм) при переміщенні тигля в різних зонах нагрівання, на яких характеристики теплового поля зон оптимізовані з урахуванням виконуваної стадії ростового процесу. На підставі отриманих з енкодера 5 даних у двійковому лічильнику 8, а через матрицю 9 перемикань у схемі 10 виявлення збігу кодів блока 7 визначають пройдений відрізок шляху при переміщенні тигля, а після досягнення рівності пройденої й заданої відстані Іі = 1ІЗ, вихідними сигналами логічного блока 7 через осередки 11 вводу/виводу перемикають регулятор 1 потужності й по першому входу блок 4 керування двигуном 3 на наступну ділянку (для T і = 1,5 мм/год. попередньо встановлюють код Кі =0101 у блоці 4). Якщо при порівнянні кодів у пристрої 13 логічного блока 7 у процесі вирощування МК (цикл керування у 1 = 10 хв. на першій ділянці) результуюча величина попадає усередину попередньо встановленого допуску (±= 3 імп) помилки, то сигнали z1, z2 пристрою 13 порівняння не передаються через осередки 11 вводу/виводу на другий і третій входи блока 4 керування двигуном 3. Передаються сигнали z1, z2 на ці входи блока 4, які з'являються в пристрої 13 при виході помилки за межі встановленого допуску з відповідним знаком, що збільшують попередньо заданий код К1 =0101, 0110, 0111, ..., або ті, що зменшують його К 1 =0101, 0100,0011,...... . 11 95417 У процесі росту забезпечують плавне переміщення (редуктор між двигуном 3 і черв'ячною передачею 2 вертикального переміщення штока виключений) тигля донизу строго по вертикальній осі. Механізм опускання пускають у хід шляхом переміщення штока із черв'ячною передачею 2 реверсивним двигуном 3 з різними швидкостями обертання вала на цих же ділянках. Результати процесу росту у вигляді трендів: lі, Pj = f(ts); Pj = f(lі) і т.д. параметрів і архівних даних у реальному масштабі часу (цикл Рег = 200 мс) виводять на пристрій 6 відображення інформації із третього виходу логічного блока 7. Форма теплового поля при вибраних технологічних режимах забезпечує необхідний перегрів розплаву, певний градієнт температури на фронті кристалізації, однорідну по температурі зону охолодження вирослого кристала. Після вирощування включають прискорене переміщення тигля для вивантаження МК і повторного завантаження сировини й переходять до наступного досвіду. У результаті реалізації процесу вирощування, у якому функціонування системи керування здійснюється одночасно з виконанням діагностичних Комп’ютерна верстка Мацело В. 12 ознак, винахід, що заявляється, у порівнянні із прототипом, дозволяє підвищити точність проведення процесу кристалізації, особливо в порівнянні з точністю роботи вузла переміщення ( = ± 3 6 імп у порівнянні з ±140 імп (±0,5%) на першій ділянці). Завдяки введенню плаваючого поля допуску помилки зі знаком ± (діагностична ознака) з кодом, що змінюється, задання частоти обертання вала двигуна (аналогічно обхвату об'єкта стабілізуючим контуром зворотного зв'язку по переміщенню) в 2-3 рази скорочується час визначення причин виникнення відмов і помилок у ході процесу вирощування. Таким чином, пропонований винахід за рахунок виконання процедур діагностування й керування в процесі функціонування відомого приІІ VІ строю для вирощування МК групи A B мінімізує втрати часу для відновлення його працездатності, підвищує точність проведення процесу кристалізації і його інформативність, а, отже, використання пропонованого пристрою дозволяє підвищити відмовостійкість СУ процесом вирощування МК і вихід придатної продукції до 10 %. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for growing single crystals of aiibvi group
Автори англійськоюSuzdal Viktor Semenovych, Yepifanov Yurii Mykhailovych, Strelnikov Mykola Ivanovych, Tavrovskyi Ihor Ihorovych, Sobolev Oleksandr Viktorovych
Назва патенту російськоюУстройство для выращивания монокристаллов группы aiibvi
Автори російськоюСуздаль Виктор Семенович, Епифанов Юрий Михайлович, Стрельников Николай Иванович, Тавровский Игорь Игоревич, Соболев Александр Викторович
МПК / Мітки
МПК: G05D 27/00, C30B 15/20
Мітки: вирощування, монокристалів, групи, пристрій, аiiвvi
Код посилання
<a href="https://ua.patents.su/6-95417-pristrijj-dlya-viroshhuvannya-monokristaliv-grupi-aiivvi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вирощування монокристалів групи аiiвvi</a>
Пристрій для вирощування монокристалів групи аiiвvi
Номер патенту: 87944
Опубліковано: 25.08.2009
Автори: Суздаль Віктор Семенович, Єпіфанов Юрій Михайлович, Воронкін Євгеній Федорович, Стрельніков Сергій Миколайович, Лалаянц Олександр Іванович, Галкін Сергій Миколайович
МПК: C30B 15/20
Мітки: пристрій, монокристалів, групи, вирощування, аiiвvi
Формула / Реферат:
Пристрій для вирощування монокристалів групи AІІBVI, що містить тигель із розплавом, верхній і нижній нагрівачі й систему теплоізоляції, поміщені в охолоджувану ростову піч, регулятор потужності нагрівачів, з'єднаний з їх струмовводами, а також вузол переміщення тигля, що включає з'єднаний з ним водоохолоджуваний шток, зв'язаний через черв'ячну передачу із двигуном його вертикального переміщення, блок управління зазначеним двигуном і...
Пристрій для вирощування монокристалів кремнію, екрануючий пристрій для нього і спосіб вирощування монокристалів кремнію за методом чохральського
Номер патенту: 72795
Опубліковано: 15.04.2005
Автори: Шульга Юрій Григорович, Повстяний Володимир Григорович, Берінгов Сергій Борисович, Куликовський Едуард Володимирович
МПК: C30B 15/02, C30B 35/00
Мітки: методом, екрануючий, вирощування, спосіб, кремнію, нього, пристрій, монокристалів, чохральського
Формула / Реферат:
1. Пристрій для вирощування монокристалів кремнію за методом Чохральського, який включає камеру вирощування монокристала з розташованим у ній тиглем для одержання розплаву і витягування з розплаву монокристала кремнію і екрануючий пристрій, розташований співвісно вирощуваному монокристалу, який відрізняється тим, що екрануючий пристрій виконано у вигляді подвійного екрана - внутрішнього і зовнішнього, при цьому зовнішній екран має форму, що...
Пристрій для вирощування монокристалів
Номер патенту: 56549
Опубліковано: 10.01.2011
Автори: Нетак Борислав Борисович, Черненков Данило Віталійович, Макарова Ірина Олегівна, Канібор Юрій Олександрович, Макаров Олег Дмитрович, Біляков Віктор Миколайович
МПК: C30B 15/00
Мітки: пристрій, монокристалів, вирощування
Формула / Реферат:
1. Пристрій для вирощування монокристалів, що включає циліндричну камеру росту з коаксіально розташованими нагрівником і подвійним концентричним тиглем із зовнішньою і внутрішньою частинами, механізм обертання тигля, затравкоутримувач, встановлений над тиглем і закріплений на штоку з можливістю обертання та вертикального переміщення, систему підживлення розплаву у вигляді бункера з трубкою, який відрізняється тим, що камера росту оснащена...
Пристрій для вирощування профільованих монокристалів
Номер патенту: 89883
Опубліковано: 10.03.2010
Автори: Литвинов Леонід Аркадійович, Андрєєв Євгеній Петрович
МПК: C30B 15/00
Мітки: профільованих, вирощування, пристрій, монокристалів
Формула / Реферат:
1. Пристрій для вирощування профільованих кристалів, що містить тигель з кришкою, капілярну систему, яка виконана у вигляді пучка капілярних трубок і розташована симетрично щодо осі тигля, формоутворювач, отвір для завантаження тигля сировиною і механізм для витягування, який відрізняється тим, що кришкою є торцева пластина, у яку уведено не менше одного пучка капілярних трубок урівень з її поверхнею, на якій виконані радіальні капілярні...
Пристрій для вирощування монокристалів

Номер патенту: 71835
Опубліковано: 17.07.2006
Автори: Кісіль Андрій Іванович, Суздаль Віктор Семенович, Гриньов Борис Вікторович, Горілецький Валентин Іванович, Кузнецов Валентин Анатолійович, Сумін Валентин Іванович, Єпіфанов Юрій Михайлович, Тимошенко Микола Миколайович
МПК: C30B 15/00, C30B 15/20
Мітки: вирощування, пристрій, монокристалів
Формула / Реферат:
1. Спосіб попереднього біологічного очищення стічних вод, що включає біокоагуляцію і попередню аерацію стічних вод з використанням надлишкового активного мулу з вторинних відстійників станції біологічного очищення, який відрізняється тим, що як споруду для біокоагуляції використовують приймальні резервуари, в яких накопичують стічну воду перед її подачею на первинні відстійники станції аерації біологічної очистки і в які подають надлишковий...
Попередній патент: Розбірний електроконтактний вузол анодного спуску алюмінієвих електролізерів
Наступний патент: Паралельний активний фільтр з підвищеною швидкодією
Випадковий патент: Спосіб маркування бджолиних рамок