Спосіб виробництва морозива
Номер патенту: 24927
Опубліковано: 06.10.1998
Автори: Шамрай Олександр Михайлович, Токмаков Валерій Миколайович, Круглов Борис Олексійович, Максименко Вадим Михайлович
Формула / Реферат
1. Спосіб виробництва морозива, який містить подачу маси у бункер дозатору, її дозування у вічки загартовуючої форми, ввід паличок у заморожуючу масу, відтаювання прверхнього слою морозива його витягання з вічок, глазуювання, передачу морозива на поворотний лоток і подаючий конвеєр, ввід у обгортаючу машину і станок для групування і відводу продукції, який відрізняється тим, що положення паличок у заморожуючій масі коректують шляхом погружения їх на фіксовану глибину, при цьому поверхню паличок орієнтують у площинах симетрії вічок загартовуючої форми, а готові вироби, у процесі їх транспортування на пакунок, почергово зміщують з місць їх розміщення на подаючому конвеєрі.
2. Спосіб за п.1, який відрізняється тим, що у зону контакту дозуючого ротору з корпусом дозатору подають теплоносій.
Текст
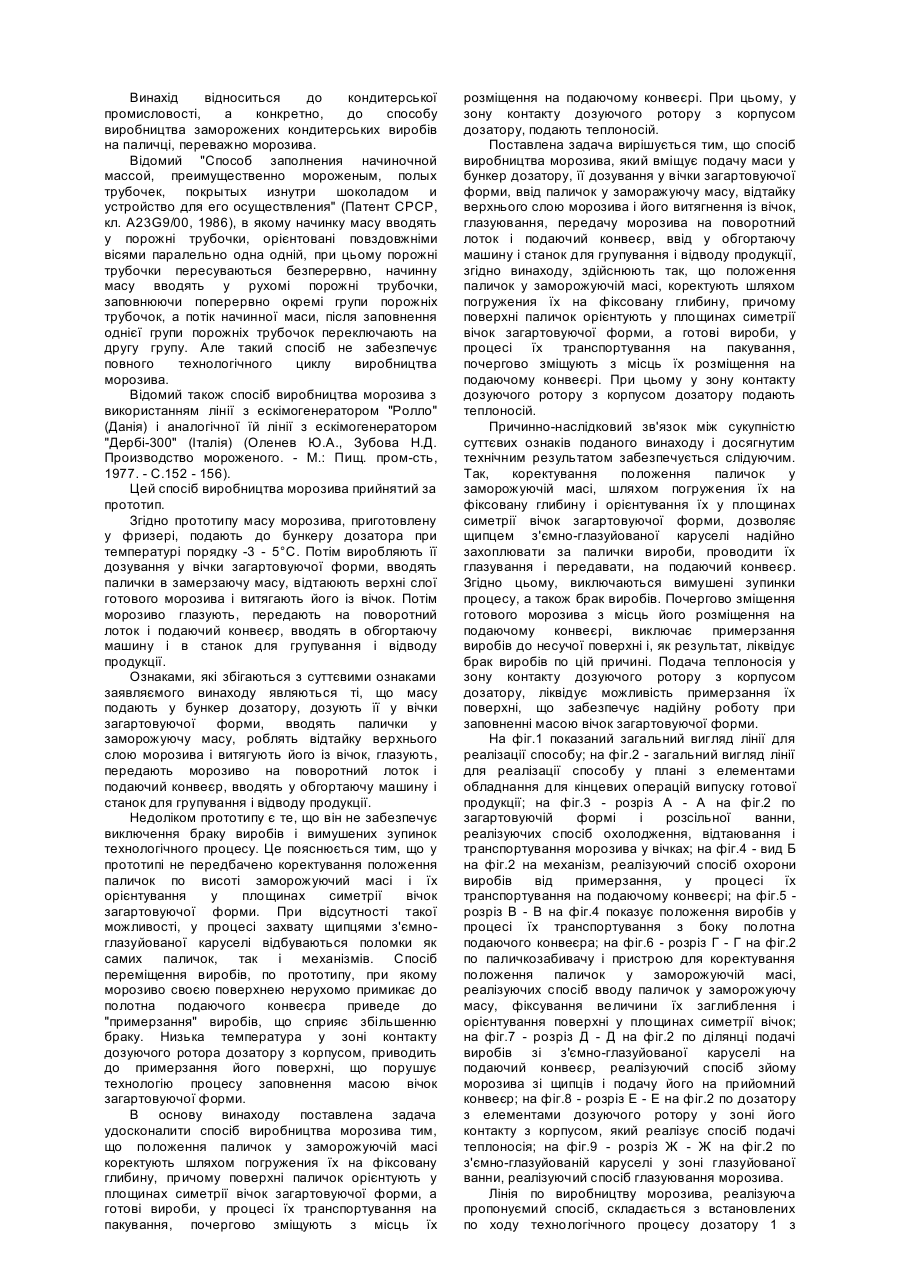
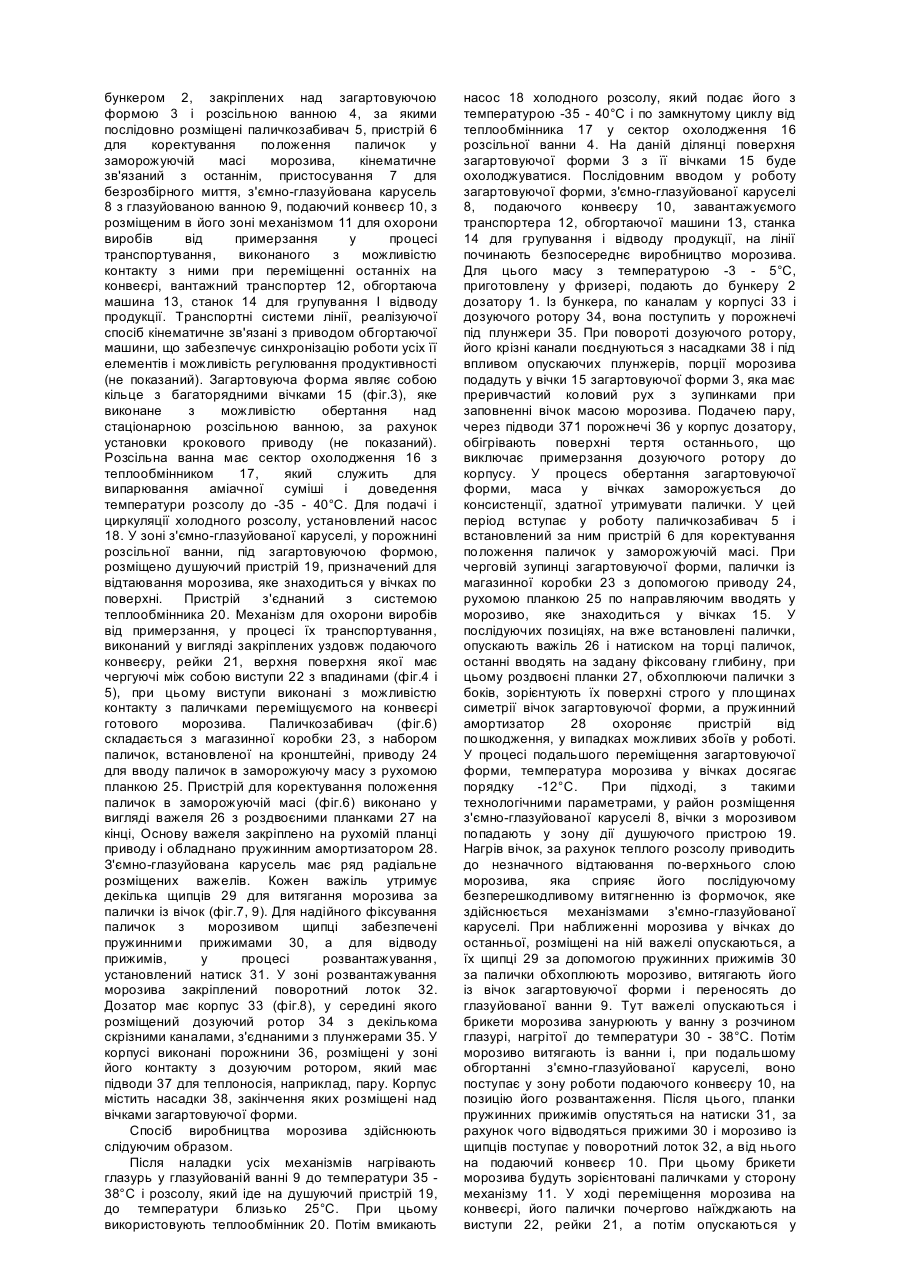
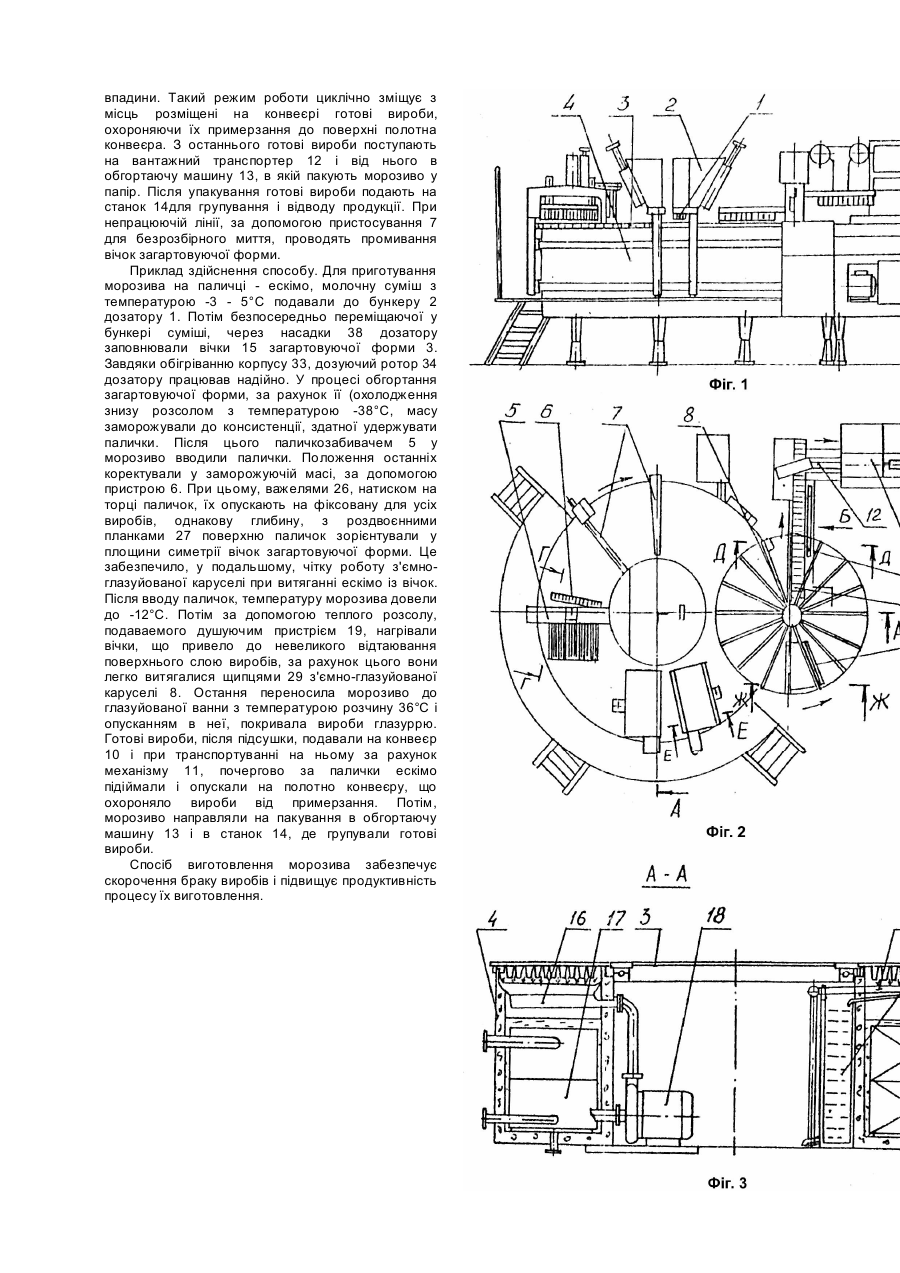
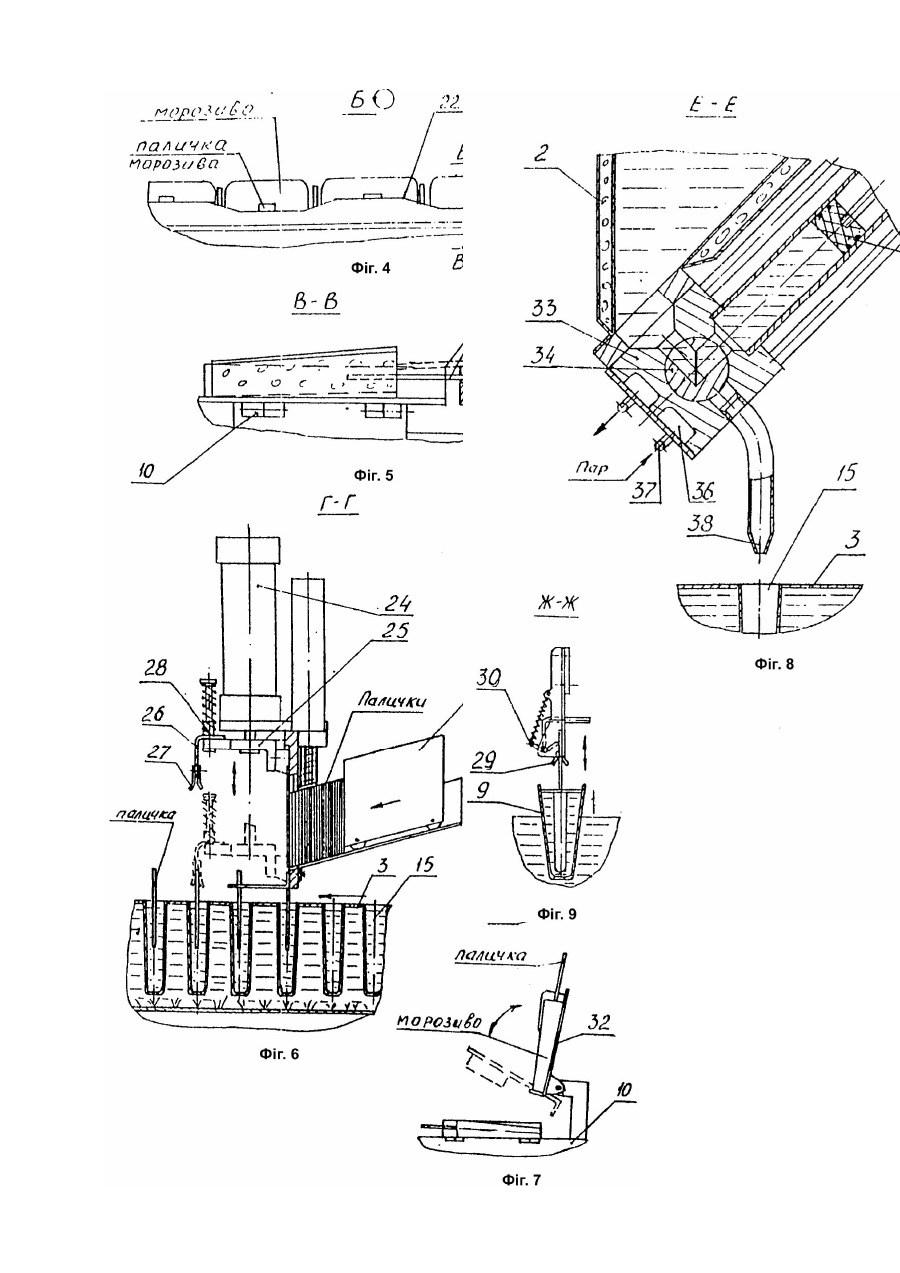
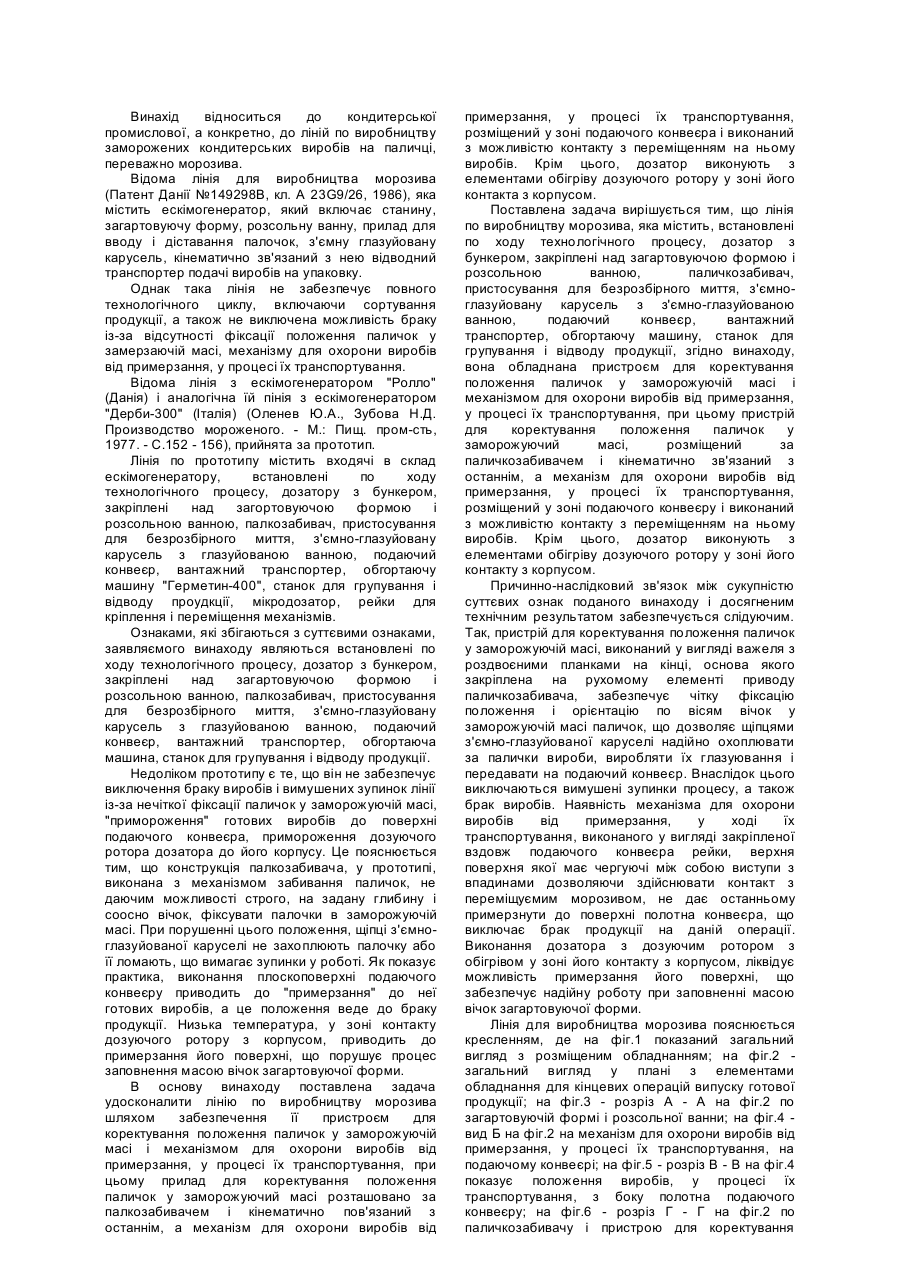
Винахід відноситься до кондитерської промисловості, а конкретно, до способу виробництва заморожених кондитерських виробів на паличці, переважно морозива. Відомий "Способ заполнения начиночной массой, преимущественно мороженым, полых трубочек, покрытых изнутри шоколадом и устройство для его осуществления" (Патент СРСР, кл. A23G9/00, 1986), в якому начинку масу вводять у порожні трубочки, орієнтовані повздовжніми вісями паралельно одна одній, при цьому порожні трубочки пересуваються безперервно, начинну масу вводять у рухомі порожні трубочки, заповнюючи поперервно окремі групи порожніх трубочок, а потік начинної маси, після заповнення однієї групи порожніх трубочок переключають на другу групу. Але такий спосіб не забезпечує повного технологічного циклу виробництва морозива. Відомий також спосіб виробництва морозива з використанням лінії з ескімогенератором "Ролло" (Данія) і аналогічної їй лінії з ескімогенератором "Дербі-300" (Італія) (Оленев Ю.А., Зубова Н.Д. Производство мороженого. - М.: Пищ. пром-сть, 1977. - С.152 - 156). Цей спосіб виробництва морозива прийнятий за прототип. Згідно прототипу масу морозива, приготовлену у фризері, подають до бункеру дозатора при температурі порядку -3 - 5°C. Потім виробляють її дозування у вічки загартовуючої форми, вводять палички в замерзаючу масу, відтаюють верхні слої готового морозива і витягають його із вічок. Потім морозиво глазують, передають на поворотний лоток і подаючий конвеєр, вводять в обгортаючу машину і в станок для групування і відводу продукції. Ознаками, які збігаються з суттєвими ознаками заявляємого винаходу являються ті, що масу подають у бункер дозатору, дозують її у вічки загартовуючої форми, вводять палички у заморожуючу масу, роблять відтайку верхнього слою морозива і витягують його із вічок, глазують, передають морозиво на поворотний лоток і подаючий конвеєр, вводять у обгортаючу машину і станок для групування і відводу продукції. Недоліком прототипу є те, що він не забезпечує виключення браку виробів і вимушених зупинок технологічного процесу. Це пояснюється тим, що у прототипі не передбачено коректування положення паличок по висоті заморожуючий масі і їх орієнтування у площинах симетрії вічок загартовуючої форми. При відсутності такої можливості, у процесі захвату щипцями з'ємноглазуйованої каруселі відбуваються поломки як самих паличок, так і механізмів. Спосіб переміщення виробів, по прототипу, при якому морозиво своєю поверхнею нерухомо примикає до полотна подаючого конвеєра приведе до "примерзання" виробів, що сприяє збільшенню браку. Низька температура у зоні контакту дозуючого ротора дозатору з корпусом, приводить до примерзання його поверхні, що порушує технологію процесу заповнення масою вічок загартовуючої форми. В основу винаходу поставлена задача удосконалити спосіб виробництва морозива тим, що положення паличок у заморожуючій масі коректують шляхом погружения їх на фіксовану глибину, причому поверхні паличок орієнтують у площинах симетрії вічок загартовуючої форми, а готові вироби, у процесі їх транспортування на пакування, почергово зміщують з місць їх розміщення на подаючому конвеєрі. При цьому, у зону контакту дозуючого ротору з корпусом дозатору, подають теплоносій. Поставлена задача вирішується тим, що спосіб виробництва морозива, який вміщує подачу маси у бункер дозатору, її дозування у вічки загартовуючої форми, ввід паличок у заморажуючу масу, відтайку верхнього слою морозива і його витягнення із вічок, глазуювання, передачу морозива на поворотний лоток і подаючий конвеєр, ввід у обгортаючу машину і станок для групування і відводу продукції, згідно винаходу, здійснюють так, що положення паличок у заморожуючій масі, коректують шляхом погружения їх на фіксовану глибину, причому поверхні паличок орієнтують у площинах симетрії вічок загартовуючої форми, а готові вироби, у процесі їх транспортування на пакування, почергово зміщують з місць їх розміщення на подаючому конвеєрі. При цьому у зону контакту дозуючого ротору з корпусом дозатору подають теплоносій. Причинно-наслідковий зв'язок між сукупністю суттєвих ознаків поданого винаходу і досягнутим технічним результатом забезпечується слідуючим. Так, коректування положення паличок у заморожуючій масі, шляхом погружения їх на фіксовану глибину і орієнтування їх у площинах симетрії вічок загартовуючої форми, дозволяє щипцем з'ємно-глазуйованої каруселі надійно захоплювати за палички вироби, проводити їх глазування і передавати, на подаючий конвеєр. Згідно цьому, виключаються вимушені зупинки процесу, а також брак виробів. Почергово зміщення готового морозива з місць його розміщення на подаючому конвеєрі, виключає примерзання виробів до несучої поверхні і, як результат, ліквідує брак виробів по цій причині. Подача теплоносія у зону контакту дозуючого ротору з корпусом дозатору, ліквідує можливість примерзання їх поверхні, що забезпечує надійну роботу при заповненні масою вічок загартовуючої форми. На фіг.1 показаний загальний вигляд лінії для реалізації способу; на фіг.2 - загальний вигляд лінії для реалізації способу у плані з елементами обладнання для кінцевих операцій випуску готової продукції; на фіг.3 - розріз А - А на фіг.2 по загартовуючій формі і розсільної ванни, реалізуючих спосіб охолодження, відтаювання і транспортування морозива у вічках; на фіг.4 - вид Б на фіг.2 на механізм, реалізуючий спосіб охорони виробів від примерзання, у процесі їх транспортування на подаючому конвеєрі; на фіг.5 розріз В - В на фіг.4 показує положення виробів у процесі їх транспортування з боку полотна подаючого конвеєра; на фіг.6 - розріз Г - Г на фіг.2 по паличкозабивачу і пристрою для коректування положення паличок у заморожуючій масі, реалізуючих спосіб вводу паличок у заморожуючу масу, фіксування величини їх заглиблення і орієнтування поверхні у площинах симетрії вічок; на фіг.7 - розріз Д - Д на фіг.2 по ділянці подачі виробів зі з'ємно-глазуйованої каруселі на подаючий конвеєр, реалізуючий спосіб зйому морозива зі щипців і подачу його на прийомний конвеєр; на фіг.8 - розріз Е - Е на фіг.2 по дозатору з елементами дозуючого ротору у зоні його контакту з корпусом, який реалізує спосіб подачі теплоносія; на фіг.9 - розріз Ж - Ж на фіг.2 по з'ємно-глазуйованій каруселі у зоні глазуйованої ванни, реалізуючий спосіб глазуювання морозива. Лінія по виробництву морозива, реалізуюча пропонуємий спосіб, складається з встановлених по ходу технологічного процесу дозатору 1 з бункером 2, закріплених над загартовуючою формою 3 і розсільною ванною 4, за якими послідовно розміщені паличкозабивач 5, пристрій 6 для коректування положення паличок у заморожуючій масі морозива, кінематичне зв'язаний з останнім, пристосування 7 для безрозбірного миття, з'ємно-глазуйована карусель 8 з глазуйованою ванною 9, подаючий конвеєр 10, з розміщеним в його зоні механізмом 11 для охорони виробів від примерзання у процесі транспортування, виконаного з можливістю контакту з ними при переміщенні останніх на конвеєрі, вантажний транспортер 12, обгортаюча машина 13, станок 14 для групування І відводу продукції. Транспортні системи лінії, реалізуючої спосіб кінематичне зв'язані з приводом обгортаючої машини, що забезпечує синхронізацію роботи усіх її елементів і можливість регулювання продуктивності (не показаний). Загартовуюча форма являє собою кільце з багаторядними вічками 15 (фіг.3), яке виконане з можливістю обертання над стаціонарною розсільною ванною, за рахунок установки крокового приводу (не показаний). Розсільна ванна має сектор охолодження 16 з теплообмінником 17, який служить для випарювання аміачної суміші і доведення температури розсолу до -35 - 40°C. Для подачі і циркуляції холодного розсолу, установлений насос 18. У зоні з'ємно-глазуйованої каруселі, у порожнині розсільної ванни, під загартовуючою формою, розміщено душуючий пристрій 19, призначений для відтаювання морозива, яке знаходиться у вічках по поверхні. Пристрій з'єднаний з системою теплообмінника 20. Механізм для охорони виробів від примерзання, у процесі їх транспортування, виконаний у вигляді закріплених уздовж подаючого конвеєру, рейки 21, верхня поверхня якої має чергуючі між собою виступи 22 з впадинами (фіг.4 і 5), при цьому виступи виконані з можливістю контакту з паличками переміщуємого на конвеєрі готового морозива. Паличкозабивач (фіг.6) складається з магазинної коробки 23, з набором паличок, встановленої на кронштейні, приводу 24 для вводу паличок в заморожуючу масу з рухомою планкою 25. Пристрій для коректування положення паличок в заморожуючій масі (фіг.6) виконано у вигляді важеля 26 з роздвоєними планками 27 на кінці, Основу важеля закріплено на рухомій планці приводу і обладнано пружинним амортизатором 28. З'ємно-глазуйована карусель має ряд радіальне розміщених важелів. Кожен важіль утримує декілька щипців 29 для витягання морозива за палички із вічок (фіг.7, 9). Для надійного фіксування паличок з морозивом щипці забезпечені пружинними прижимами 30, а для відводу прижимів, у процесі розвантажування, установлений натиск 31. У зоні розвантажування морозива закріплений поворотний лоток 32. Дозатор має корпус 33 (фіг.8), у середині якого розміщений дозуючий ротор 34 з декількома скрізними каналами, з'єднаними з плунжерами 35. У корпусі виконані порожнини 36, розміщені у зоні його контакту з дозуючим ротором, який має підводи 37 для теплоносія, наприклад, пару. Корпус містить насадки 38, закінчення яких розміщені над вічками загартовуючої форми. Спосіб виробництва морозива здійснюють слідуючим образом. Після наладки усіх механізмів нагрівають глазурь у глазуйованій ванні 9 до температури 35 38°C і розсолу, який іде на душуючий пристрій 19, до температури близько 25°C. При цьому використовують теплообмінник 20. Потім вмикають насос 18 холодного розсолу, який подає його з температурою -35 - 40°C і по замкнутому циклу від теплообмінника 17 у сектор охолодження 16 розсільної ванни 4. На даній ділянці поверхня загартовуючої форми 3 з її вічками 15 буде охолоджуватися. Послідовним вводом у роботу загартовуючої форми, з'ємно-глазуйованої каруселі 8, подаючого конвеєру 10, завантажуємого транспортера 12, обгортаючої машини 13, станка 14 для групування і відводу продукції, на лінії починають безпосереднє виробництво морозива. Для цього масу з температурою -3 - 5°C, приготовлену у фризері, подають до бункеру 2 дозатору 1. Із бункера, по каналам у корпусі 33 і дозуючого ротору 34, вона поступить у порожнечі під плунжери 35. При повороті дозуючого ротору, його крізні канали поєднуються з насадками 38 і під впливом опускаючих плунжерів, порції морозива подадуть у вічки 15 загартовуючої форми 3, яка має преривчастий коловий рух з зупинками при заповненні вічок масою морозива. Подачею пару, через підводи 371 порожнечі 36 у корпус дозатору, обігрівають поверхні тертя останнього, що виключає примерзання дозуючого ротору до корпусу. У процесs обертання загартовуючої форми, маса у вічках заморожується до консистенції, здатної утримувати палички. У цей період вступає у роботу паличкозабивач 5 і встановлений за ним пристрій 6 для коректування положення паличок у заморожуючій масі. При черговій зупинці загартовуючої форми, палички із магазинної коробки 23 з допомогою приводу 24, рухомою планкою 25 по направляючим вводять у морозиво, яке знаходиться у вічках 15. У послідуючих позиціях, на вже встановлені палички, опускають важіль 26 і натиском на торці паличок, останні вводять на задану фіксовану глибину, при цьому роздвоєні планки 27, обхоплюючи палички з боків, зорієнтують їх поверхні строго у площинах симетрії вічок загартовуючої форми, а пружинний амортизатор 28 охороняє пристрій від пошкодження, у випадках можливих збоїв у роботі. У процесі подальшого переміщення загартовуючої форми, температура морозива у вічках досягає порядку -12°C. При підході, з такими технологічними параметрами, у район розміщення з'ємно-глазуйованої каруселі 8, вічки з морозивом попадають у зону дії душуючого пристрою 19. Нагрів вічок, за рахунок теплого розсолу приводить до незначного відтаювання по-верхнього слою морозива, яка сприяє його послідуючому безперешкодливому витягненню із формочок, яке здійснюється механізмами з'ємно-глазуйованої каруселі. При наближенні морозива у вічках до останньої, розміщені на ній важелі опускаються, а їх щипці 29 за допомогою пружинних прижимів 30 за палички обхоплюють морозиво, витягають його із вічок загартовуючої форми і переносять до глазуйованої ванни 9. Тут важелі опускаються і брикети морозива занурюють у ванну з розчином глазурі, нагрітої до температури 30 - 38°C. Потім морозиво витягають із ванни і, при подальшому обгортанні з'ємно-глазуйованої каруселі, воно поступає у зону роботи подаючого конвеєру 10, на позицію його розвантаження. Після цього, планки пружинних прижимів опустяться на натиски 31, за рахунок чого відводяться прижими 30 і морозиво із щипців поступає у поворотний лоток 32, а від нього на подаючий конвеєр 10. При цьому брикети морозива будуть зорієнтовані паличками у сторону механізму 11. У ході переміщення морозива на конвеєрі, його палички почергово наїжджають на виступи 22, рейки 21, а потім опускаються у впадини. Такий режим роботи циклічно зміщує з місць розміщені на конвеєрі готові вироби, охороняючи їх примерзання до поверхні полотна конвеєра. З останнього готові вироби поступають на вантажний транспортер 12 і від нього в обгортаючу машину 13, в якій пакують морозиво у папір. Після упакування готові вироби подають на станок 14для групування і відводу продукції. При непрацюючій лінії, за допомогою пристосування 7 для безрозбірного миття, проводять промивання вічок загартовуючої форми. Приклад здійснення способу. Для приготування морозива на паличці - ескімо, молочну суміш з температурою -3 - 5°C подавали до бункеру 2 дозатору 1. Потім безпосередньо переміщаючої у бункері суміші, через насадки 38 дозатору заповнювали вічки 15 загартовуючої форми 3. Завдяки обігріванню корпусу 33, дозуючий ротор 34 дозатору працював надійно. У процесі обгортання загартовуючої форми, за рахунок її (охолодження знизу розсолом з температурою -38°C, масу заморожували до консистенції, здатної удержувати палички. Після цього паличкозабивачем 5 у морозиво вводили палички. Положення останніх коректували у заморожуючій масі, за допомогою пристрою 6. При цьому, важелями 26, натиском на торці паличок, їх опускають на фіксовану для усіх виробів, однакову глибину, з роздвоєнними планками 27 поверхню паличок зорієнтували у площини симетрії вічок загартовуючої форми. Це забезпечило, у подальшому, чітку роботу з'ємноглазуйованої каруселі при витяганні ескімо із вічок. Після вводу паличок, температуру морозива довели до -12°C. Потім за допомогою теплого розсолу, подаваемого душуючим пристрієм 19, нагрівали вічки, що привело до невеликого відтаювання поверхнього слою виробів, за рахунок цього вони легко витягалися щипцями 29 з'ємно-глазуйованої каруселі 8. Остання переносила морозиво до глазуйованої ванни з температурою розчину 36°C і опусканням в неї, покривала вироби глазуррю. Готові вироби, після підсушки, подавали на конвеєр 10 і при транспортуванні на ньому за рахунок механізму 11, почергово за палички ескімо підіймали і опускали на полотно конвеєру, що охороняло вироби від примерзання. Потім, морозиво направляли на пакування в обгортаючу машину 13 і в станок 14, де групували готові вироби. Спосіб виготовлення морозива забезпечує скорочення браку виробів і підвищує продуктивність процесу їх виготовлення.
ДивитисяДодаткова інформація
Автори англійськоюKruhlov Borys Oleksiiovych
Автори російськоюКруглов Борис Алексеевич
МПК / Мітки
МПК: A23G 9/00
Мітки: виробництва, морозива, спосіб
Код посилання
<a href="https://ua.patents.su/4-24927-sposib-virobnictva-moroziva.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва морозива</a>
Лінія для виробництва морозива
Номер патенту: 24928
Опубліковано: 06.10.1998
Автори: Шамрай Олександр Михайлович, Максименко Вадим Михайлович, Токмаков Валерій Миколайович, Круглов Борис Олексійович
МПК: A23G 9/04
Мітки: лінія, виробництва, морозива
Формула / Реферат:
1. Лінія для виробництва морозива, містить встановлені, по ходу технологічного процесу, дозатор з бункером, закріплені над загартовуючою формою і розсольною ванною, паличкозабивач, пристосування для безрозбірного миття, з'ємно-глазуйовану карусель з глазуйованою ванною, подаючий конвеєр, вантажний транспортер, обгортаючу машину, станок для групування і відводу продукції, яка відрізняється тим, що вона забезпечена пристроєм для коректування...
Спосіб виробництва дієтичного морозива
Номер патенту: 10534
Опубліковано: 25.12.1996
Автори: Яворська Таміла Казимірівна, Зубенко Володимир Федорович, Міцик Володимир Юхимович, Шульгіна Людмила Михайлівна
МПК: A23C 9/00
Мітки: спосіб, морозива, дієтичного, виробництва
Формула / Реферат:
1. Спосіб виробництва дієтичного морозива, що передбачає використання підсолоджувача, наповнювача, структуроутворювача, приготування суміші; її фільтрування, пастеризацію, гомогенізацію, охолодження, зберігання, фризерування, розфасування, за-калювання та дозакалювання морозива, який відрізняється тим, що застосовують продукти рослини Stevia rebaudiana Bertoni - сахарол чи водний екстракт із її листу як підсолоджувачі та сухі молочні...
Спосіб виробництва фруктового сорту молочного або вершкового морозива
Номер патенту: 23497
Опубліковано: 02.06.1998
Автор: Осецький Олександр Іванович
МПК: A23G 9/32
Мітки: сорту, морозива, фруктового, виробництва, вершкового, молочного, спосіб
Формула / Реферат:
Способ производства фруктового сорта молочного или сливочного мороженого на основе молочной смеси и плодово-ягодного сырья, включающий пастеризацию, фильтрование, охлаждение, взбивание, смешивание компонентов, фрезерование, закаливание и расфасовку, отличающийся тем, что плодово-ягодное сырье предварительно измельчают в криомельнице до получения фракций не более 40 мкм при температуре от минус 120 до 160°С и добавляют криоизмельченный порошок...
Спосіб отримання сухих сумішей для молочних коктейлів та морозива
Номер патенту: 22593
Опубліковано: 17.03.1998
Автори: Заяць Олена Олексійовна, Кириченко Людміла Сергієвна, Бондаренко Володимир Макарович, Рудавська Ганна Богданівна
МПК: A23G 9/00
Мітки: коктейлів, морозива, сумішей, спосіб, отримання, сухих, молочних
Формула / Реферат:
1. Способ получения сухих смесей для молочных коктейлей и мороженого, включающий приготовление молочной основы из вторичных молочных продуктов, пастеризацию, охлаждение, сгущение и сушку, отличающийся тем, что молочную основу готовят путем смешивания обезжиренного молока и сыворотки или пахты в соотношении сухих веществ 11, а после сгущения молочной основы в нее вводят раствор метилцеллюлозы, который готовят путем смешивания последней с...
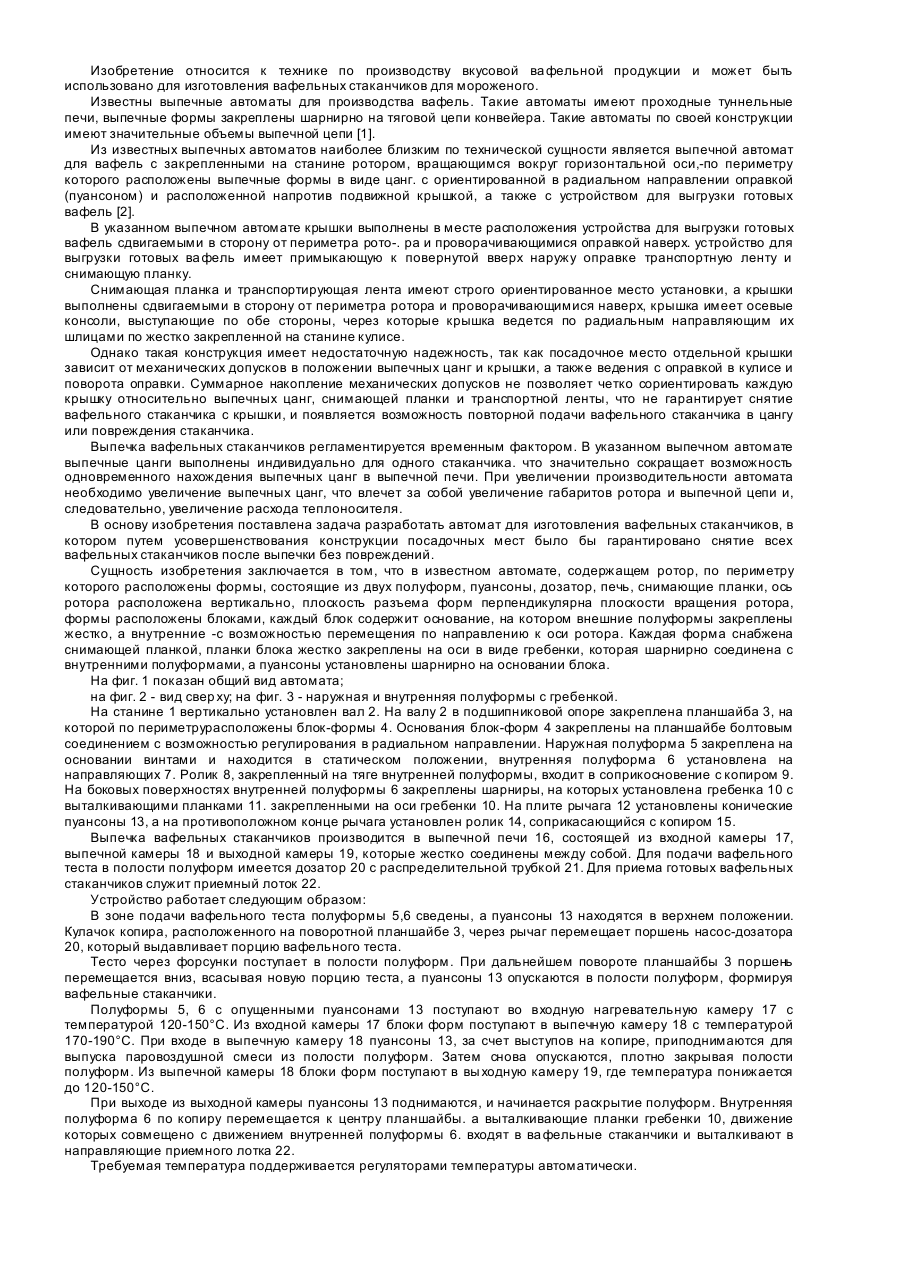
Автомат для виготовлення вафельних стаканчиків для морозива
Номер патенту: 1338
Опубліковано: 25.03.1994
Автори: Калинкін Вадим Іванович, Оттиско Федір Федорович
МПК: A21B 5/00
Мітки: морозива, вафельних, стаканчиків, автомат, виготовлення
Формула / Реферат:
Автомат для изготовления вафельных стаканчиков для мороженого, содержащий ротор, по периметру которого расположены формы, состоящие из двух полуформ, пуансоны, дозатор, печь и планки для съема стаканчиков, отличающийся тем, что ось вращения ротора расположена вертикально, плоскость разъема форм перпендикулярна плоскости вращения ротора, формы расположены блоками, каждый из которых содержит основание, на котором внешние полуформы закреплены...
Попередній патент: Відбивна антенна решітка подвійної поляризації
Наступний патент: Спосіб омолоджування шкіри обличчя
Випадковий патент: Спосіб виробництва шоколаду із зниженим вмістом жиру і з зниженою калорійністю