Спосіб автоматичного керування процесом збивання помадної маси у помадозбивній машині
Номер патенту: 88487
Опубліковано: 25.03.2014
Автори: Осадчий Олександр Ігорович, Жигайло Олексій Михайлович
Формула / Реферат
Спосіб автоматичного керування процесом збивання помадної маси у помадозбивній машині, що включає вимірювання і регулювання температури помадної маси в кожній секції збивання помадозбивної машини шляхом зміни витрат холодної води через теплообмінники цих секції, який відрізняється тим, що змінюють завдання регулятору температури помадної маси другої секції за допомогою коректуючого зв'язку з регулятора першої секції, змінюють завдання регулятору температури помадної маси третьої секції за допомогою коректуючого зв'язку з регулятора другої секції.
Текст
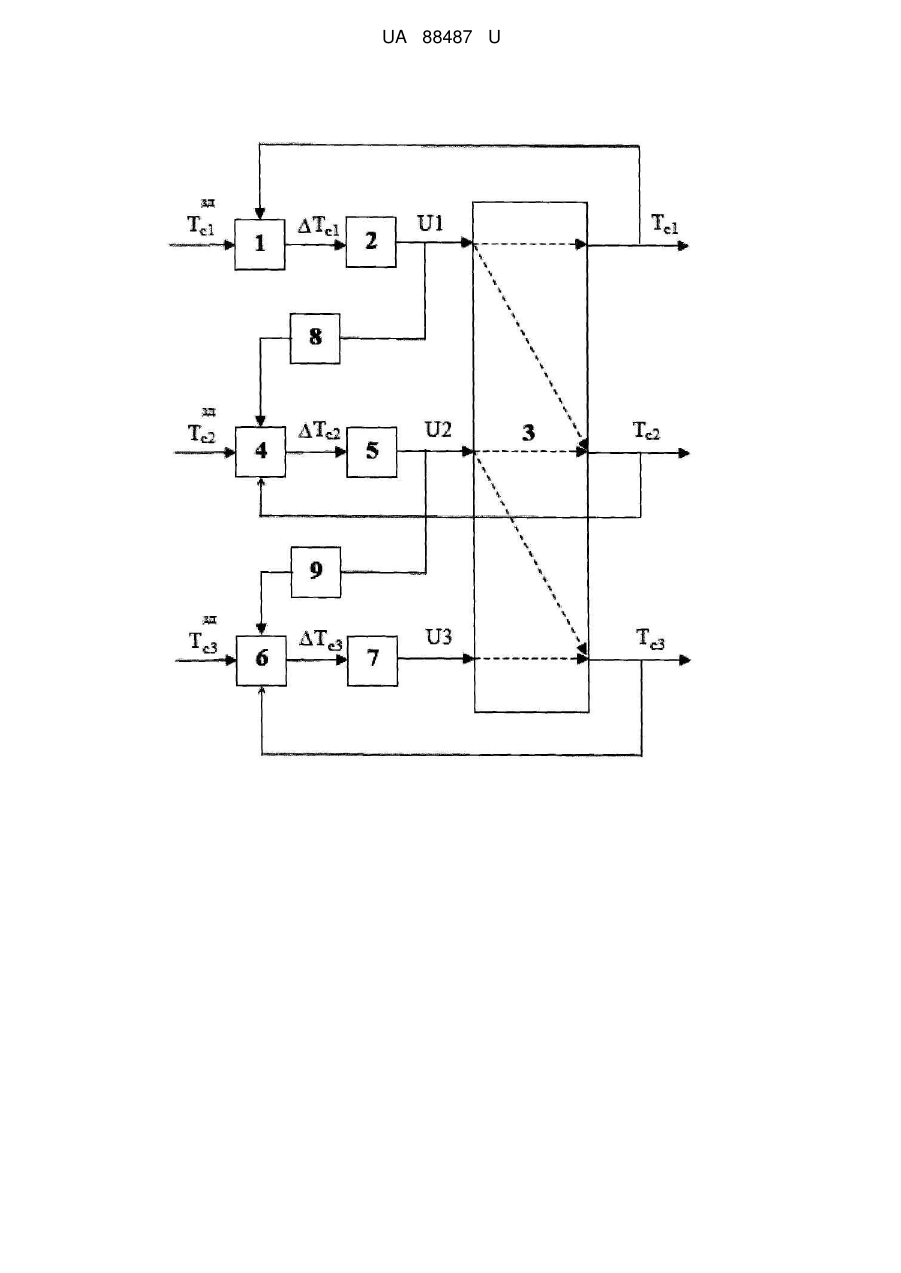
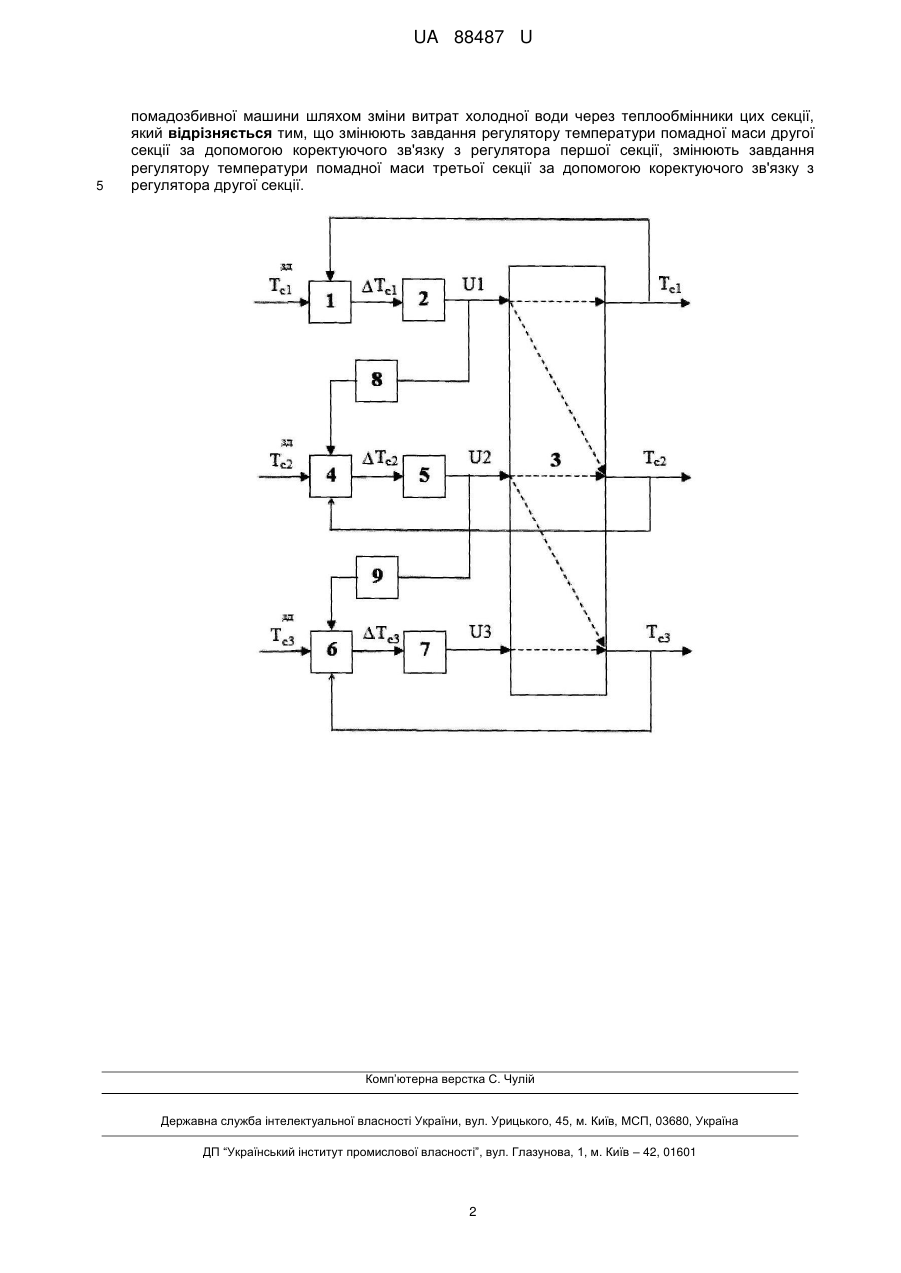
Реферат: UA 88487 U UA 88487 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до техніки збивання помадної маси при виготовленні помадних цукерок та цукерок з помадною начинкою. Запропонований спосіб знайде використання у кондитерській промисловості при виготовленні збивних кондитерських виробів. Відомі різноманітні способи автоматичного керування процесом виробництва помадної маси, які відрізняються кількістю регульованих параметрів та методами управління. Відомий спосіб автоматичного керування процесом збивання помадної маси у помадозбивних машинах безперервної дії, що включає вимірювання і регулювання температури помадної маси шляхом зміни витрат холодної води крізь теплообмінник помадозбивної машини [Лурье И.С. Технология кондитерського производства. - Μ.: Агропромиздат, 1992. - c. 220]. Такий спосіб керування виконується персоналом вручну, що не може забезпечити постійне підтримання регульованих параметрів на заданих значеннях, а також незалежність регульованих параметрів від впливу внутрішніх збурень, постійно діючих на систему автоматичного керування в умовах реального виробництва. Це приводить до значних відхилень регульованих параметрів від заданих, що спричиняє зменшення продуктивності виробництва та погіршення якості готового продукту. Найбільш близьким до запропонованого є спосіб автоматичного керування процесом збивання помадної маси, що включає вимірювання і регулювання температури помадної маси в кожній секції збивання помадозбивної машини шляхом зміни витрат холодної води через теплообмінники цих секцій [Лурье И.С. Технология кондитерського производства. - Μ.: Агропромиздат, 1992 - с. 220]. Недоліками даного способу є наявність взаємних зв'язків між контурами керування, а також великий вплив природних збурень, що безперервно діють на об'єкт керування в реальних умовах експлуатації. Результатом цього є низька динамічна точність системи керування, що призводить до зниження якості і збільшення собівартості готового продукту. В основу корисної моделі поставлено задачу підвищення динамічної точності автоматичного керування процесом збивання помадної маси у помадозбивній машині. Поставлена задача вирішена в способі автоматичного керування процесом збивання помадної маси в помадозбивній машині, що включає вимірювання і регулювання температури помадної маси в кожній секції збивання помадозбивної машини шляхом зміни витрат холодної води крізь теплообмінники цих секції, згідно з корисною моделлю, що змінюють завдання регулятору температури помадної маси другої секції за допомогою коректуючого зв'язку з регулятора першої секції, змінюють завдання регулятору температури помадної маси третьої секції за допомогою коректуючого зв'язку з регулятора другої секції. На кресленні наведена структурна схема запропонованого способу автоматичного керування. Спосіб керування реалізується наступним чином. Поточне значення температури води в першій секції Тс1 подається на суматор 1, де зд віднімається від заданого її значення Т с1 . Сигнал неузгодженості Тс1 надходить на регулятор 2, керуючий вплив U1 з виходу якого подається на об'єкт управління (ОУ) 3. Сигнал з виходу регулятора 2 також подається на вхід корегуючого зв'язку 8, а з його виходу на вхід суматора 4, куди також подається сигнал поточного значення температури води в другої зд секції Тг, який віднімається від заданого її значення Т с2 . Сигнал неузгодженості Тс2 надходить на регулятор 5, керуючий вплив U2 з виходу якого подається на ОУ 3. Сигнал з виходу регулятора 5 також подається на вхід корегуючого зв'язку 9, а з його виходу на вхід суматора 6, куди також подається сигнал поточного значення температури води в третій зд секції Тс3, який віднімається від заданого її значення Тс3 . Сигнал неузгодженості Тс3 надходить на регулятор 7, керуючий вплив U3 з виходу якого подається на ОУ 3. Блоки 8 та 9 застосовуються для компенсації негативного впливу контуру регулювання Т с1 на контур регулювання Тс2 та контуру регулювання Тс2 на контур регулювання Т с3, в результаті ми отримуємо автономну систему регулювання. Результати комп'ютерного моделювання підтвердили те, що запропонований спосіб автоматичного керування в умовах реально діючих внутрішніх збурень забезпечує високу динамічну точність стабілізації параметрів технологічного процесу порівняно з прототипом, чим забезпечує високу якість готового продукту при мінімальній собівартості. Прямі та інтегральні показники якості перехідних процесів в системі автоматичного керування зменшились в порівнянні з аналогічними показниками прототипу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб автоматичного керування процесом збивання помадної маси у помадозбивній машині, що включає вимірювання і регулювання температури помадної маси в кожній секції збивання 1 UA 88487 U 5 помадозбивної машини шляхом зміни витрат холодної води через теплообмінники цих секції, який відрізняється тим, що змінюють завдання регулятору температури помадної маси другої секції за допомогою коректуючого зв'язку з регулятора першої секції, змінюють завдання регулятору температури помадної маси третьої секції за допомогою коректуючого зв'язку з регулятора другої секції. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: A23G 3/14
Мітки: автоматичного, помадної, процесом, помадозбивній, маси, спосіб, машини, збивання, керування
Код посилання
<a href="https://ua.patents.su/4-88487-sposib-avtomatichnogo-keruvannya-procesom-zbivannya-pomadno-masi-u-pomadozbivnijj-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом збивання помадної маси у помадозбивній машині</a>
Спосіб автоматичного керування процесом збивання помадної маси в помадозбивній машині
Номер патенту: 41552
Опубліковано: 25.05.2009
Автори: Муратов Віктор Георгійович, Полякова Євгенія Володимирівна
МПК: A23G 3/02
Мітки: помадозбивній, спосіб, маси, процесом, помадної, автоматичного, збивання, машини, керування
Формула / Реферат:
Спосіб автоматичного керування процесом збивання помадної маси у помадозбивній машині, що включає вимірювання і регулювання температури помадної маси в кожній секції збивання помадозбивної машини шляхом зміни витрати холодної води крізь теплообмінники цих секцій, який відрізняється тим, що вимірюють і регулюють температуру теплоносія на виході теплообмінника ротора помадозбивної машини шляхом зміни витрати цього теплоносія крізь вказаний...
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині
Номер патенту: 50518
Опубліковано: 10.06.2010
Автори: Бинкало Сергій Федорович, Павлов Артур Іванович
МПК: A23G 1/00
Мітки: темперуючий, процесом, спосіб, керування, машини, темперування, маси, автоматичного, шоколадної
Формула / Реферат:
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині, що включає вимірювання температури шоколадної маси в кожній зоні темперування та регулювання температури шоколадної маси у кожній зоні темперування, який відрізняється тим, що температуру шоколадної маси підтримують на заданих значеннях в кожній із зон за допомогою зміни положення регулюючих органів подачі гарячої та холодної води, підвищують динамічну...
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині
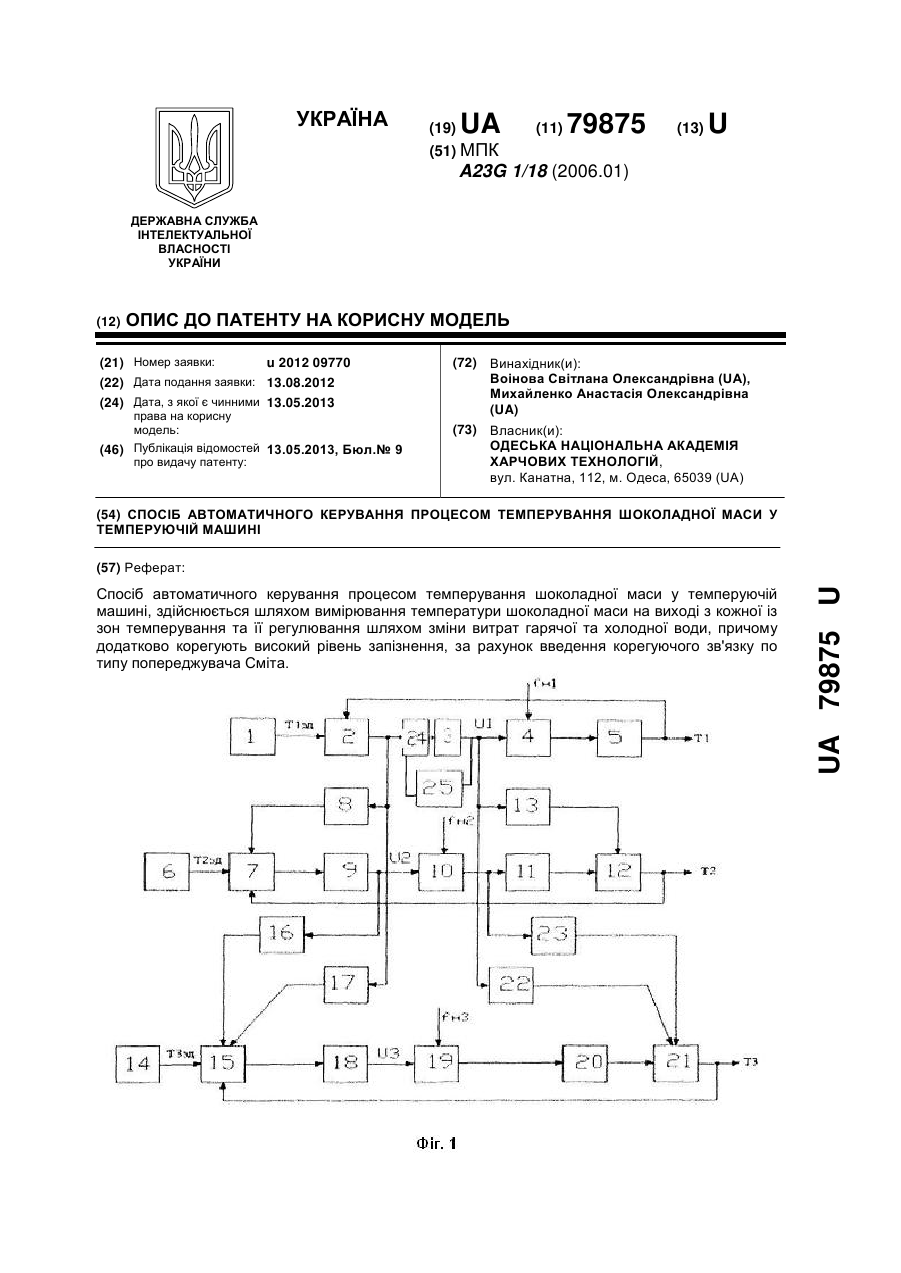
Номер патенту: 79875
Опубліковано: 13.05.2013
Автори: Воінова Світлана Олександрівна, Михайленко Анастасія Олександрівна
МПК: A23G 1/18
Мітки: темперуючий, процесом, керування, темперування, шоколадної, маси, автоматичного, спосіб, машини
Формула / Реферат:
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині, що здійснюється шляхом вимірювання температури шоколадної маси на виході з кожної із зон темперування та її регулювання шляхом зміни витрат гарячої та холодної води, який відрізняється тим, що додатково корегують високий рівень запізнення за рахунок введення корегуючого зв'язку по типу попереджувача Сміта.
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині
Номер патенту: 36686
Опубліковано: 10.11.2008
Автори: Лаврінєнко Андрій Сергійович, Муратов Віктор Георгійович
МПК: A23G 1/00
Мітки: темперуючий, керування, шоколадної, машини, автоматичного, маси, процесом, темперування, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині, що включає вимірювання температури шоколадної маси в кожній зоні темперування, регулювання температури шоколадної маси у кожній зоні темперування, який відрізняється тим, що додатково вимірюють положення регулюючих органів подачі гарячої води, вимірюють витрату гарячої води у першій зоні темперування і враховують цей сигнал в керуючій дії залежного...
Спосіб автоматичного керування процесом темперування шоколадної маси у темперуючій машині
Номер патенту: 45120
Опубліковано: 26.10.2009
Автор: Венгерчук Андрій Володимирович
МПК: A23G 1/04
Мітки: спосіб, темперування, автоматичного, темперуючий, керування, шоколадної, машини, процесом, маси
Формула / Реферат:
Спосіб автоматичного керування процесом темперування шоколадної маси, в якому вимірюють та регулюють температуру шоколадної маси в кожній зоні темперування, який відрізняється тим, що додатково підвищують динамічну точність системи керування за каналами регулювання за допомогою упровадження в систему автоматичного регулювання "упереджувача Сміта", що забезпечує максимальний запас стійкості.
Попередній патент: Варення із смородини
Наступний патент: Комбікорм для форелі
Випадковий патент: Спосіб картування потенціалів серця за допомогою 12-канального електрокардіографа