Спосіб керування процесом екструзії в режимі пуску
Номер патенту: 94946
Опубліковано: 10.12.2014
Автори: Ярощук Людмила Дем`янівна, Вілкова Анастасія Юріївна, Кулинич Наталія Станіславівна, Жученко Олексій Анатолійович
Формула / Реферат
Спосіб керування процесом екструзії в режимі пуску, що включає вимірювання температури сировини, температури циліндра, керування роботою електродвигуна приводу шнека, який відрізняється тим, що здійснюють безперервне вимірювання поточного значення крутного моменту на шнеку, кількості обертів шнека та витрати сировини, розраховують нормовані відносні значення заданих величин, порівнюють їх з критичними значеннями відповідних величин і за умови перебільшення розрахункових величин за їхні нормовані значення змінюють кількість обертів шнека та витрату сировини.
Текст
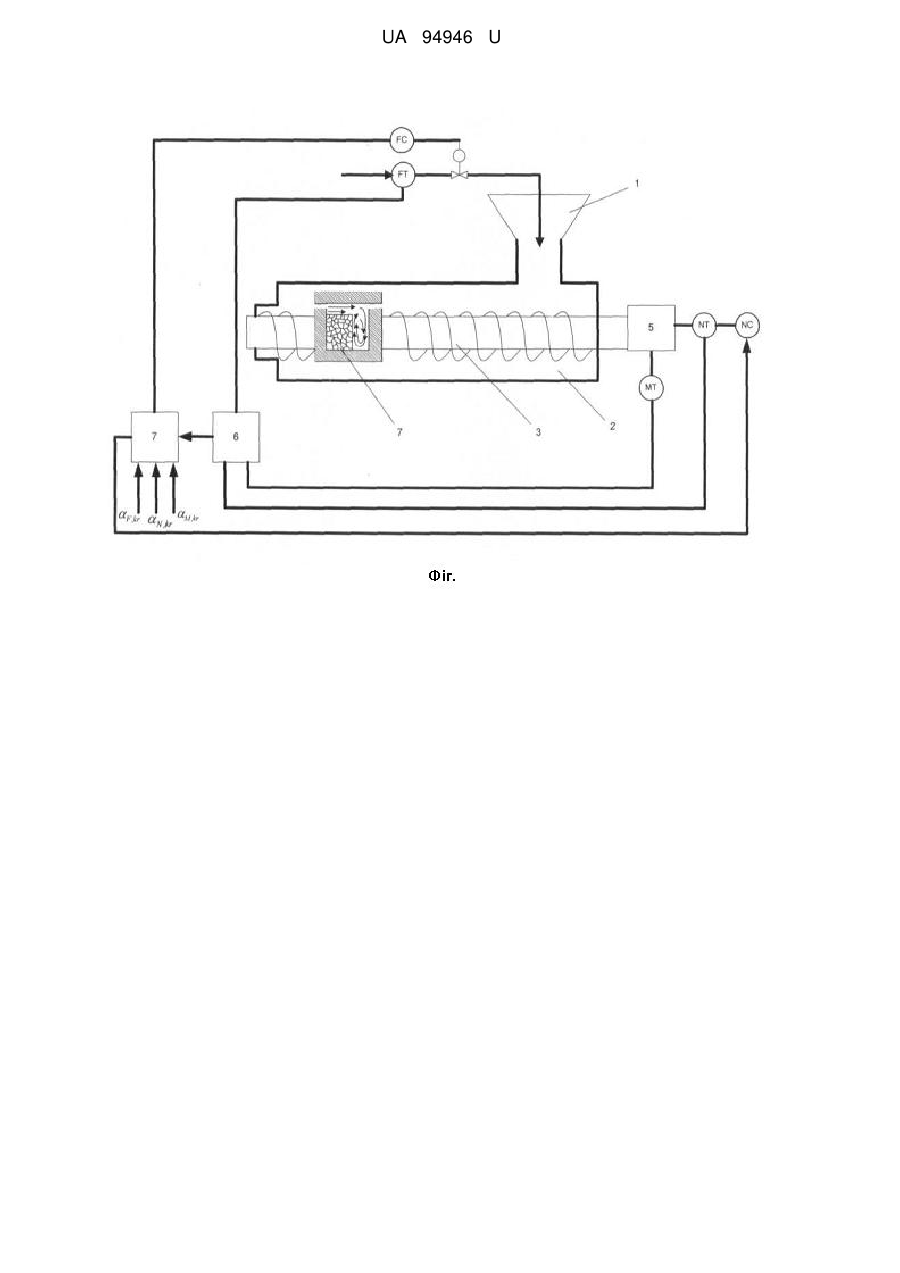
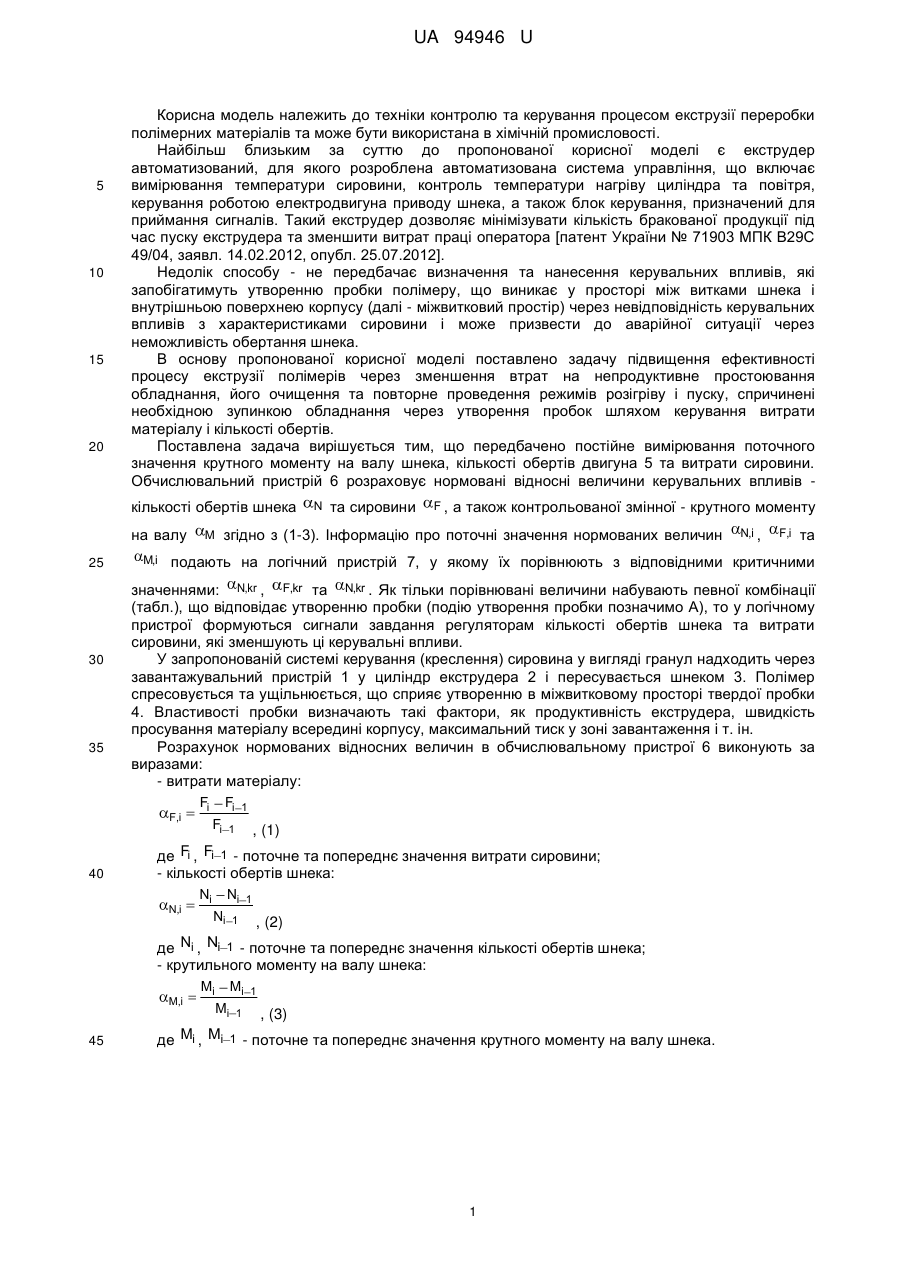
Реферат: Спосіб керування процесом екструзії в режимі пуску включає вимірювання температури сировини, температури циліндра, керування роботою електродвигуна приводу шнека, причому здійснюють безперервне вимірювання поточного значення крутного моменту на шнеку, кількості обертів шнека та витрати сировини, розраховують нормовані відносні значення заданих величин, порівнюють їх з критичними значеннями відповідних величин і за умови перебільшення розрахункових величин за їхні нормовані значення змінюють кількість обертів шнека та витрату сировини. UA 94946 U (12) UA 94946 U UA 94946 U 5 10 15 20 Корисна модель належить до техніки контролю та керування процесом екструзії переробки полімерних матеріалів та може бути використана в хімічній промисловості. Найбільш близьким за суттю до пропонованої корисної моделі є екструдер автоматизований, для якого розроблена автоматизована система управління, що включає вимірювання температури сировини, контроль температури нагріву циліндра та повітря, керування роботою електродвигуна приводу шнека, а також блок керування, призначений для приймання сигналів. Такий екструдер дозволяє мінімізувати кількість бракованої продукції під час пуску екструдера та зменшити витрат праці оператора [патент України № 71903 МПК В29С 49/04, заявл. 14.02.2012, опубл. 25.07.2012]. Недолік способу - не передбачає визначення та нанесення керувальних впливів, які запобігатимуть утворенню пробки полімеру, що виникає у просторі між витками шнека і внутрішньою поверхнею корпусу (далі - міжвитковий простір) через невідповідність керувальних впливів з характеристиками сировини і може призвести до аварійної ситуації через неможливість обертання шнека. В основу пропонованої корисної моделі поставлено задачу підвищення ефективності процесу екструзії полімерів через зменшення втрат на непродуктивне простоювання обладнання, його очищення та повторне проведення режимів розігріву і пуску, спричинені необхідною зупинкою обладнання через утворення пробок шляхом керування витрати матеріалу і кількості обертів. Поставлена задача вирішується тим, що передбачено постійне вимірювання поточного значення крутного моменту на валу шнека, кількості обертів двигуна 5 та витрати сировини. Обчислювальний пристрій 6 розраховує нормовані відносні величини керувальних впливів кількості обертів шнека на валу 25 30 35 40 M,i M N та сировини F, а також контрольованої змінної - крутного моменту згідно з (1-3). Інформацію про поточні значення нормованих величин F,i та подають на логічний пристрій 7, у якому їх порівнюють з відповідними критичними значеннями: N,kr , F,kr та N,kr . Як тільки порівнювані величини набувають певної комбінації (табл.), що відповідає утворенню пробки (подію утворення пробки позначимо А), то у логічному пристрої формуються сигнали завдання регуляторам кількості обертів шнека та витрати сировини, які зменшують ці керувальні впливи. У запропонованій системі керування (креслення) сировина у вигляді гранул надходить через завантажувальний пристрій 1 у циліндр екструдера 2 і пересувається шнеком 3. Полімер спресовується та ущільнюється, що сприяє утворенню в міжвитковому просторі твердої пробки 4. Властивості пробки визначають такі фактори, як продуктивність екструдера, швидкість просування матеріалу всередині корпусу, максимальний тиск у зоні завантаження і т. ін. Розрахунок нормованих відносних величин в обчислювальному пристрої 6 виконують за виразами: - витрати матеріалу: Fi Fi 1 F,i Fi 1 , (1) де Fi , Fi 1 - поточне та попереднє значення витрати сировини; - кількості обертів шнека: Ni Ni 1 N,i Ni 1 , (2) де Ni , Ni 1 - поточне та попереднє значення кількості обертів шнека; - крутильного моменту на валу шнека: Mi Mi 1 M,i Mi 1 , (3) 45 N,i , де Mi , Mi 1 - поточне та попереднє значення крутного моменту на валу шнека. 1 UA 94946 U Таблиця Таблиця логічних умов настання події А F,i + + + + F,kr N,i N,kr M,i + + + + M,kr + + + + Пробка + (подія А) ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб керування процесом екструзії в режимі пуску, що включає вимірювання температури сировини, температури циліндра, керування роботою електродвигуна приводу шнека, який відрізняється тим, що здійснюють безперервне вимірювання поточного значення крутного моменту на шнеку, кількості обертів шнека та витрати сировини, розраховують нормовані відносні значення заданих величин, порівнюють їх з критичними значеннями відповідних величин і за умови перебільшення розрахункових величин за їхні нормовані значення змінюють кількість обертів шнека та витрату сировини. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 47/00
Мітки: екструзії, режимі, спосіб, процесом, керування, пуску
Код посилання
<a href="https://ua.patents.su/4-94946-sposib-keruvannya-procesom-ekstruzi-v-rezhimi-pusku.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом екструзії в режимі пуску</a>
Спосіб автоматичного керування процесом пресування мезги винограду
Номер патенту: 71680
Опубліковано: 25.07.2012
Автори: Муратов Віктор Георгійович, Шипоша Павло Володимирович
МПК: G05D 27/00
Мітки: винограду, пресування, процесом, автоматичного, керування, спосіб, мезги
Формула / Реферат:
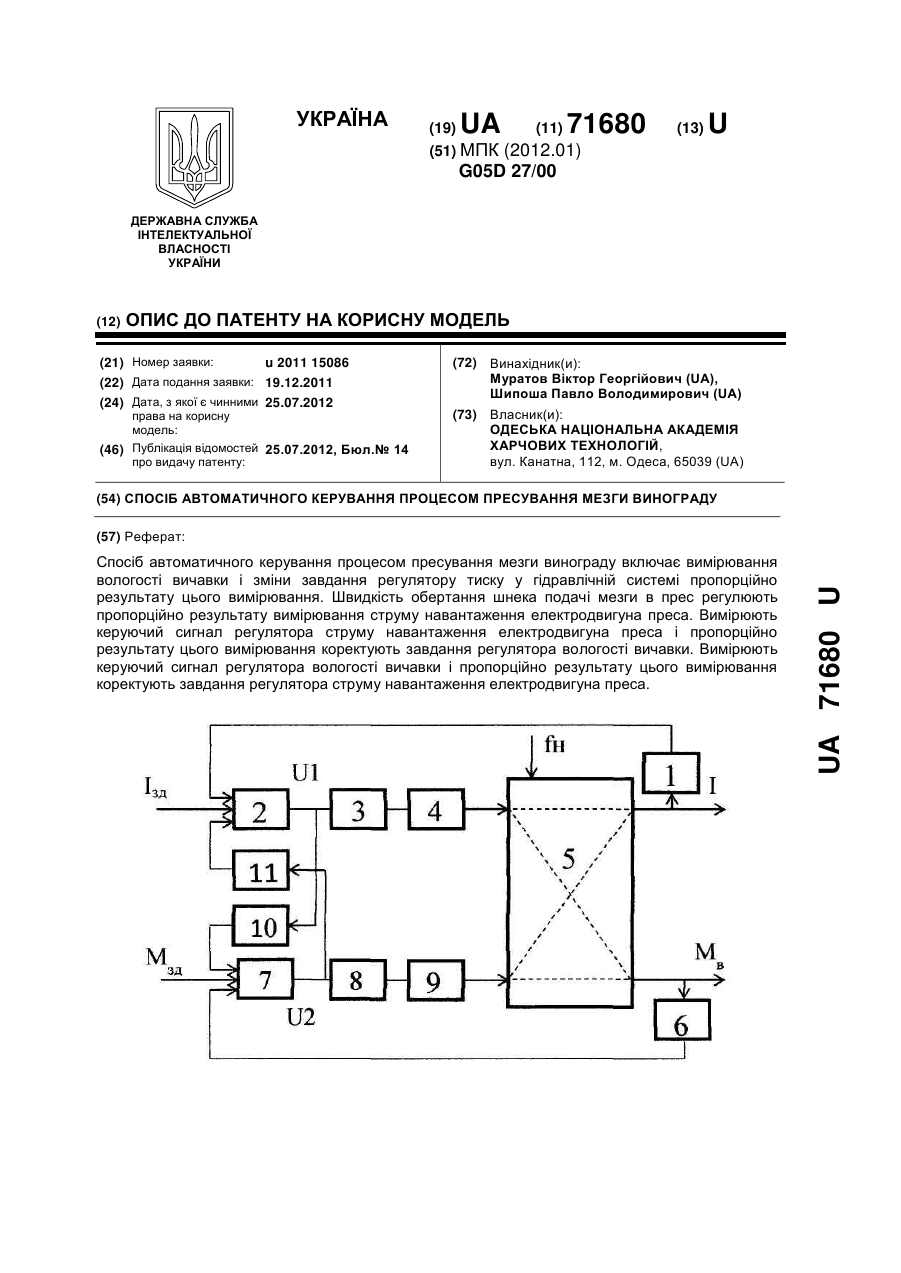
Спосіб автоматичного керування процесом пресування мезги винограду, що включає вимірювання вологості вичавки і зміни завдання регулятору тиску у гідравлічній системі пропорційно результату цього вимірювання, який відрізняється тим, що швидкість обертання шнека подачі мезги в прес регулюють пропорційно результату вимірювання струму навантаження електродвигуна преса, вимірюють керуючий сигнал регулятора струму навантаження електродвигуна преса...
Спосіб автоматичного керування процесом розстоювання тіста
Номер патенту: 31061
Опубліковано: 25.03.2008
Автори: Котлик Оксана Сергійвна, Хобін Віктор Андрійович
МПК: A21C 14/00
Мітки: процесом, керування, автоматичного, розстоювання, спосіб, тіста
Формула / Реферат:
Спосіб автоматичного керування процесом розстоювання тіста, що здійснюють в шафі остаточного розстоювання, який передбачає вимірювання та підтримку температури повітря на заданому значенні шляхом зміни витрати пари на обігрів, регулювання та підтримку відносної вологості повітря на заданому значенні шляхом зміни витрати пари на зволоження, який відрізняється тим, що додатково здійснюють вимірювання приросту об'ємів тістових заготівок в...
Спосіб автоматичного керування процесом сушіння ковбасних виробів у сушильній камері
Номер патенту: 53048
Опубліковано: 27.09.2010
Автори: Голуб Євген Сергійович, Муратов Віктор Георгійович
МПК: A23B 4/03
Мітки: сушіння, камери, керування, сушильний, ковбасних, спосіб, процесом, виробів, автоматичного
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння ковбасних виробів у сушильній камері, що включає вимірювання температури та вологості в камері, який відрізняється тим, що підтримують температуру та вологість в камері на заданих значеннях за допомогою зміни напруги ТЕНа та зміни кількості обертів компресора та одночасно підвищують динамічну точність системи управління за каналами регулювання за рахунок забезпечення компенсації запізнення у...
Спосіб автоматичного керування процесом приготування емульсії для цукрового печива
Номер патенту: 57959
Опубліковано: 25.03.2011
Автори: Муратов Віктор Георгійович, Борщ Артем Анатолійович, Камінський Анатолій Якович
МПК: A23L 1/00
Мітки: автоматичного, емульсії, цукрового, керування, спосіб, процесом, приготування, печива
Формула / Реферат:
Спосіб автоматичного керування процесом приготування емульсії для цукрового печива, що включає в себе подрібнення часток емульсії шляхом механічного змішування та переміщення крізь емульсатор та вимірювальний бачок у рециркуляційному режимі впродовж відповідного відрізку часу, вимірювання і стабілізацію температури емульсії у змішувачі і вимірювальному бачку шляхом зміни витрат гарячої води на підігрів, який відрізняється тим, що додатково...
Спосіб автоматичного керування процесом пастеризації томатного соку

Номер патенту: 63082
Опубліковано: 26.09.2011
Автори: Муратов Віктор Георгійович, Ярош Ярослав Вадимович
МПК: A23N 1/00
Мітки: соку, керування, процесом, томатного, спосіб, автоматичного, пастеризації
Формула / Реферат:
Спосіб автоматичного керування процесом пастеризації томатного соку, який включає вимірювання і регулювання температури пастеризації томатного соку зміною витрати гріючої пари в секції пастеризації, вимірювання і регулювання температури охолодження томатного соку зміною витрати крижаної води в секції охолодження, який відрізняється тим, що вплив зміни температури соку в секції пастеризації на його температуру в секції охолодження компенсують...
Попередній патент: Спосіб автоматизованого управління екструдером
Наступний патент: Ніжка меблевого виробу
Випадковий патент: Спосіб складання конструкцій літальних апаратів