Спосіб автоматичного управління процесом випічки хліба
Номер патенту: 75652
Опубліковано: 10.12.2012

Формула / Реферат
Спосіб автоматичного управління процесом випічки хліба, який включає первинну вологу обробку тістових заготовок за допомогою пари, попередній прогрів тістових заготовок, вимірювання і регулювання температури в окремих зонах печі, вимірювання і регулювання температури толочних газів, вимірювання і регулювання розрідження в топці, який відрізняється тим, що коригують задане значення температури толочних газів пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у першій зоні випічки пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у другій зоні випічки пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у першій зоні випічки пропорційно сумі відхилень поточного значення температури толочних газів від заданого, його інтегралу та диференціалу, коригують задане значення температури у другій зоні випічки пропорційно сумі відхилень поточного значення температури толочних газів від заданого, його інтегралу та диференціалу.
Текст
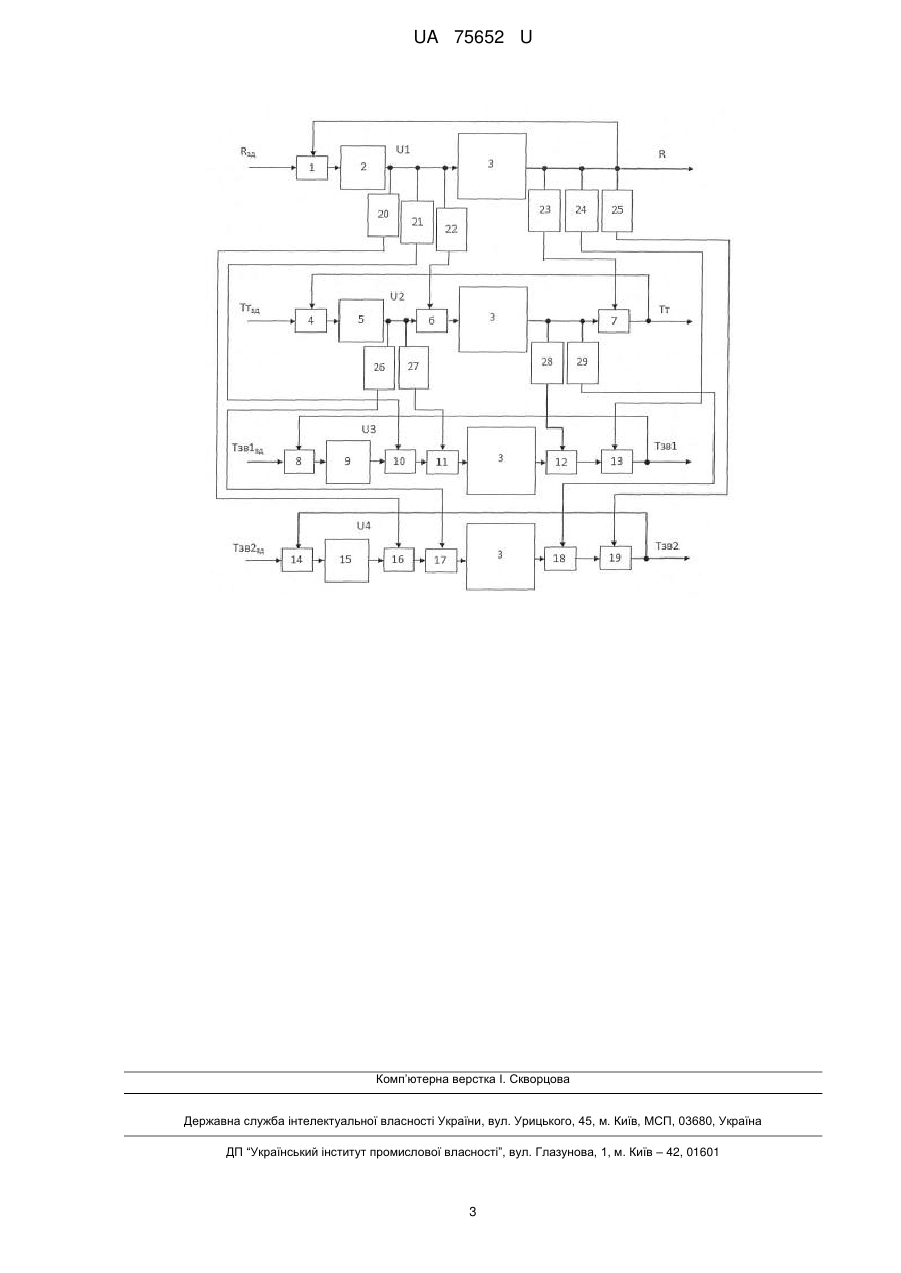
Реферат: UA 75652 U UA 75652 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до техніки виробництва хліба. Запропонований спосіб управління знайде використання в хлібопекарній промисловості для підвищення якості регулювання технологічних параметрів, і, відповідно, підвищення якості готового продукту. Відомі різноманітні способи автоматизованого управління процесом випічки хлібу, які відрізняються технологічними схемами, кількістю регульованих параметрів та методами управління. Відомий спосіб автоматичного управління піччю для виробництва хлібопекарських та кондитерських виробів, що передбачає регулювання температури в різних зонах пекарної камери та регулювання температури гріючих газів по зонах [Карпин Е.Б. Автоматизация технологических процессов пищевых производств. - М.: Пищевая промышленность, 1985. С.265-266, рис.11.2]. Недоліком цього способу є низька динамічна точність та складні процедури розрахунку настройок параметрів регуляторів. Відомий також спосіб автоматичного управління піччю для виробництва хлібопекарських та кондитерських виробів, який передбачає регулювання температури в печі, одночасно з тим забезпечуючи регулювання температури готового продукту, витрати пари та регулювання розрідження в топці, компенсування контрольованих збурень за рахунок введення каскадної системи автоматичного регулювання [Патент №62992 Україна, МПК А21В 1/00, Спосіб автоматичного управління піччю для виробництва хлібопекарних та кондитерських виробів / Миронова О.В., Світий І.М., заявл. 18.02.2011; опубл. 26.09.2011]. Недоліком цього способу є низька динамічна точність регулювання найбільш важливих параметрів технологічного процесу випічки хліба, що пов'язана з відсутністю врахування дії перехресних зв'язків поміж окремими каналами об'єкту управління, що може призвести до зниження якості готового продукту. Відомий також спосіб автоматичного керування випічкою хліба в хлібопекарній печі, що включає в себе регулювання температури в зоні зволоження печі та в зоні випічки, одночасно з тим, забезпечуючи інваріантність каналу керування відносно зміни тиску пари в магістралі, що підводиться до зони зволоження печі, а також забезпечує інваріантність каналу регулювання температури в зоні випічки відносно впливу дії каналу регулювання температури в зоні зволоження печі [Патент №34308 Україна, МПК А21В 1/00, Спосіб автоматичного керування процесом випічки хліба / Мітєва А.В., заявл. 18.02.2008; опубл. 11.08.2008]. Недоліком даного способу є простий алгоритм автоматичного регулювання, який не враховує можливості розділення хлібопекарної печі на декілька зон випічки з різними режимами теплової обробки хліба, що може призвести до погіршення якості готового продукту. Найбільш близьким до запропонованого є спосіб автоматичного керування випічкою хліба в хлібопекарній печі, який вибрано як найближчий аналог, що передбачає регулювання температури в трьох зонах випічки хліба в печі, регулювання температури в кожній зоні печі передбачає інваріантність кожного каналу регулювання температури один від одного, одночасно з тим, забезпечуючи інваріантність каналу регулювання температури в першій і в другій пекарній камері печі [Патент №50471 Україна, МПК А21В 1/00, Спосіб автоматичного керування процесом випічки хліба / Ківалов Ю.Г., Світий І.М., заявл. 14.12.2009; опубл. 10.06.2010]. Недоліком даного способу є низька динамічна точність, пов'язана з відсутністю врахування впливу контрольованих збурень на кожний з каналів регулювання. В основу корисної моделі поставлено задачу підвищити якість готового продукту за рахунок підвищення динамічної точності процесів автоматичного регулювання. Поставлена задача вирішується в способі автоматичного управління процесом випічки хліба, який включає первинну вологу обробку тістових заготовок за допомогою пари, попередній прогрів тістових заготовок, вимірювання і регулювання температури в окремих зонах печі, вимірювання і регулювання температури топкових газів, вимірювання і регулювання розрідження в топці, коригують задане значення температури топкових газів пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у першій зоні випічки пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у другій зоні випічки пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у першій зоні випічки пропорційно сумі відхилень поточного значення температури топкових газів від заданого, його інтегралу та диференціалу, коригують задане значення температури у другій зоні випічки пропорційно сумі 1 UA 75652 U 5 10 15 20 25 30 35 відхилень поточного значення температури топкових газів від заданого, його інтегралу та диференціалу. На кресленні приведено структурну схему запропонованого способу автоматичного управління, який реалізується наступним чином. Сигнал поточного значення розрідження в топці R надходить на суматор 1, на який також надходить задане значення R. Сигнал розбалансу з суматора 1 надходить на регулятор 2, який формує керуючу дію U1 [%х.р.о.], яка, в свою чергу, надходить на вхід об'єкту управління 3. Сигнал поточного значення температури Т т надходить на суматор 4, на який також надходить задане значення Т т. Сигнал розбалансу з суматора 4 надходить на регулятор 5, який формує керуючу дію U2 [%х.р.о.], яка, в свою чергу, надходить до суматора 6, де підсумовується з сигналом від корегуючого зв'язку 22, а з його виходу надходить на вхід об'єкту управління 3. Регульована змінна з виходу об'єкту управління Т т підсумовується на суматорі 7 з сигналом перехресного зв'язку 23 з об'єкта. Шкідливий вплив цього перехресного зв'язку компенсує корегуючий зв'язок 22, сигнал на який надходить від регулятора 2 і відходить від цього корегуючого зв'язку на суматор 6. Сигнал поточного значення температури Тзв1 надходить на суматор 8, на який також надходить задане значення Т зв1. Сигнал розбалансу з суматора 8 надходить на регулятор 9, який формує керуючу дію U3 [%х.р.о.], яка, в свою чергу, надходить до суматора 10, де підсумовується з сигналом від корегуючого зв'язку 21, а з його виходу надходить до суматора 11, де підсумовується з сигналом від корегуючого зв'язку 27, а з його виходу надходить на вхід об'єкту управління 3. Регульована змінна з виходу об'єкту управління Т т підсумовується на суматорі 12 з сигналом перехресного зв'язку 28 з об'єкта і надходить на вхід суматора 13, де підсумовується з сигналом перехресного зв'язку 24, що надходить з об'єкту. Шкідливий вплив цих перехресних зв'язків компенсують корегуючі зв'язки 27 і 21, сигнали на які надходять від регуляторів 2 і 5 і відходять від цих корегуючих зв'язків на суматори 11 і 10 відповідно. Сигнал поточного значення температури Т зв2 надходить на суматор 14, на який також надходить задане значення Т зв1. Сигнал розбалансу з суматора 14 надходить на регулятор 15, який формує керуючу дію U4 [%х.р.о.], яка, в свою чергу, надходить до суматора 16, де підсумовується з сигналом від корегуючого зв'язку 20, а з його виходу надходить до суматора 17, де підсумовується з сигналом від корегуючого зв'язку 26, а з його виходу надходить на вхід об'єкту управління 3. Регульована змінна з виходу об'єкту управління Т т підсумовується на суматорі 18 з сигналом перехресного зв'язку 29 з об'єкта і надходить на вхід суматора 19, де підсумовується з сигналом перехресного зв'язку 25, що надходить з об'єкту. Шкідливий вплив цих перехресних зв'язків компенсують корегуючі зв'язки 26 і 20, сигнали на які надходять від регуляторів 2 і 5 і відходять від цих корегуючих зв'язків на суматори 17 і 16 відповідно. Імітаційне моделювання на ЕОМ підтвердило ефективність запропонованого способу автоматичного управління підвищенням продуктивності виробництва і якості готового продукту. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 Спосіб автоматичного управління процесом випічки хліба, який включає первинну вологу обробку тістових заготовок за допомогою пари, попередній прогрів тістових заготовок, вимірювання і регулювання температури в окремих зонах печі, вимірювання і регулювання температури толочних газів, вимірювання і регулювання розрідження в топці, який відрізняється тим, що коригують задане значення температури толочних газів пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у першій зоні випічки пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у другій зоні випічки пропорційно сумі відхилень поточного значення розрідження в топці від заданого, його інтегралу та диференціалу, коригують задане значення температури у першій зоні випічки пропорційно сумі відхилень поточного значення температури толочних газів від заданого, його інтегралу та диференціалу, коригують задане значення температури у другій зоні випічки пропорційно сумі відхилень поточного значення температури толочних газів від заданого, його інтегралу та диференціалу. 2 UA 75652 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of bread-baking process
Автори англійськоюBabskyi Oleh Vitaliiovych, Pavlov Artur Ivanovych
Назва патенту російськоюСпособ автоматического управления процессом выпечки хлеба
Автори російськоюБабский Олег Витальевич, Павлов Артур Иванович
МПК / Мітки
МПК: A21B 1/00
Мітки: управління, випічки, хліба, процесом, спосіб, автоматичного
Код посилання
<a href="https://ua.patents.su/5-75652-sposib-avtomatichnogo-upravlinnya-procesom-vipichki-khliba.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного управління процесом випічки хліба</a>
Спосіб автоматичного управління процесом випічки борошняних виробів
Номер патенту: 52711
Опубліковано: 10.09.2010
Автори: Хобін Віктор Андрійович, Горпиняк Юрій Миколайович
МПК: A21D 8/00
Мітки: борошняних, процесом, автоматичного, управління, випічки, спосіб, виробів
Формула / Реферат:
Спосіб автоматичного управління випічкою борошняних виробів, що передбачає регулювання температури в усіх зонах печі, який відрізняється тим, що величину температури в останній зоні печі коректують безпосередньо під час випічки регулятором кольору поверхні виробу, який порівнює поточний колір поверхні з заданим кольором, і за рахунок коректування температури підтримує колір виробів заданим.
Спосіб автоматичного керування процесом випічки хліба
Номер патенту: 34308
Опубліковано: 11.08.2008
Автор: Мітєва Антоніна Василівна
МПК: A21B 1/00
Мітки: керування, випічки, хліба, спосіб, автоматичного, процесом
Формула / Реферат:
Спосіб автоматичного керування випічкою хліба в хлібопекарній печі, що включає регулювання температури в зоні зволоження печі та в зоні випічки, який відрізняється тим, що регулюють вологість в зоні зволоження печі з урахуванням дії коригуючого зв'язку, який забезпечує інваріантність каналу керування відносно зміни тиску пари в магістралі, що підводиться до зони зволоження печі, а також забезпечують інваріантність каналу регулювання...
Спосіб автоматичного керування процесом випічки хліба
Номер патенту: 50471
Опубліковано: 10.06.2010
Автори: Світий Іван Миколайович, Ківалов Юрій Григорович
МПК: A21B 1/00
Мітки: керування, випічки, хліба, спосіб, процесом, автоматичного
Формула / Реферат:
Спосіб автоматичного керування випічкою хліба в хлібопекарній печі, що передбачає регулювання температури в усіх трьох зонах випічки хліба в печі, регулювання температури в кожній зоні печі передбачає інваріантність кожного каналу регулювання температури один від одного, який відрізняється тим, що регулювання температури у другій пекарній камері здійснюють з урахуванням дії коригуючого зв'язку, який забезпечує інваріантність каналу...
Спосіб автоматичного керування процесом випічки хлібобулочних виробів
Номер патенту: 72564
Опубліковано: 27.08.2012
Автори: Рябоконь Максим Олександрович, Світий Іван Миколайович, Воінова Світлана Олександрівна
МПК: A21B 1/00
Мітки: керування, процесом, хлібобулочних, виробів, випічки, спосіб, автоматичного
Формула / Реферат:
Спосіб автоматичного керування процесом випічки хлібобулочних виробів, що включає регулювання температури випічки і вологості повітря в пекарній камері, який відрізняється тим, що вводять коректуючі зв'язки, які компенсують взаємний вплив контурів регулювання температури і вологості, чим підвищують динамічну точність системи управління за каналом регулювання та не дозволяють виходити рівню за задані значення.
Спосіб автоматичного керування процесом розстійки тіста при виробництві хліба
Номер патенту: 71747
Опубліковано: 25.07.2012
Автори: Сичук Леонід Михайлович, Янковенко Вікторія Валеріївна
МПК: A21C 13/00
Мітки: виробництві, керування, розстійки, процесом, тіста, хліба, спосіб, автоматичного
Формула / Реферат:
Спосіб автоматизованого управління процесом розстійки тіста при виробництві хліба, який складається з завантаження у розстійну шафу тістових заготовок, витримки тістових заготовок протягом певного проміжку часу, вимірювання і регулювання температури в розстійній шафі, вимірювання і регулювання вологості в розстійній шафі, коригування заданого значення температури в залежності від поточного значення тиску пари, коригування заданого значення...
Попередній патент: Спосіб визначення прогредієнтності протягом нейролептичного синдрому
Наступний патент: Спосіб автоматичного управління системами опалення та гарячого водопостачання
Випадковий патент: Спосіб диференційованої лазерної термодеструкції внутрішньомозкових пухлин півкуль великого мозку