Спосіб виготовлення анода-підкладки для паливної комірки
Номер патенту: 109256
Опубліковано: 25.08.2016
Автори: Василів Богдан Дмитрович, Подгурська Вікторія Ярославівна, Осташ Орест Петрович
Формула / Реферат
1. Спосіб виготовлення анода-підкладки для паливної комірки пресуванням суміші порошків оксидів, який відрізняється тим, що пресування здійснюється формотвірним пристроєм з увігнутими поверхнями і анод-підкладка набуває форми двовипуклого диска.
2. Спосіб за п. 1, який відрізняється тим, що відношення радіусів випуклої R та циліндричної Rц поверхонь анода становить R/Rц=12.
Текст
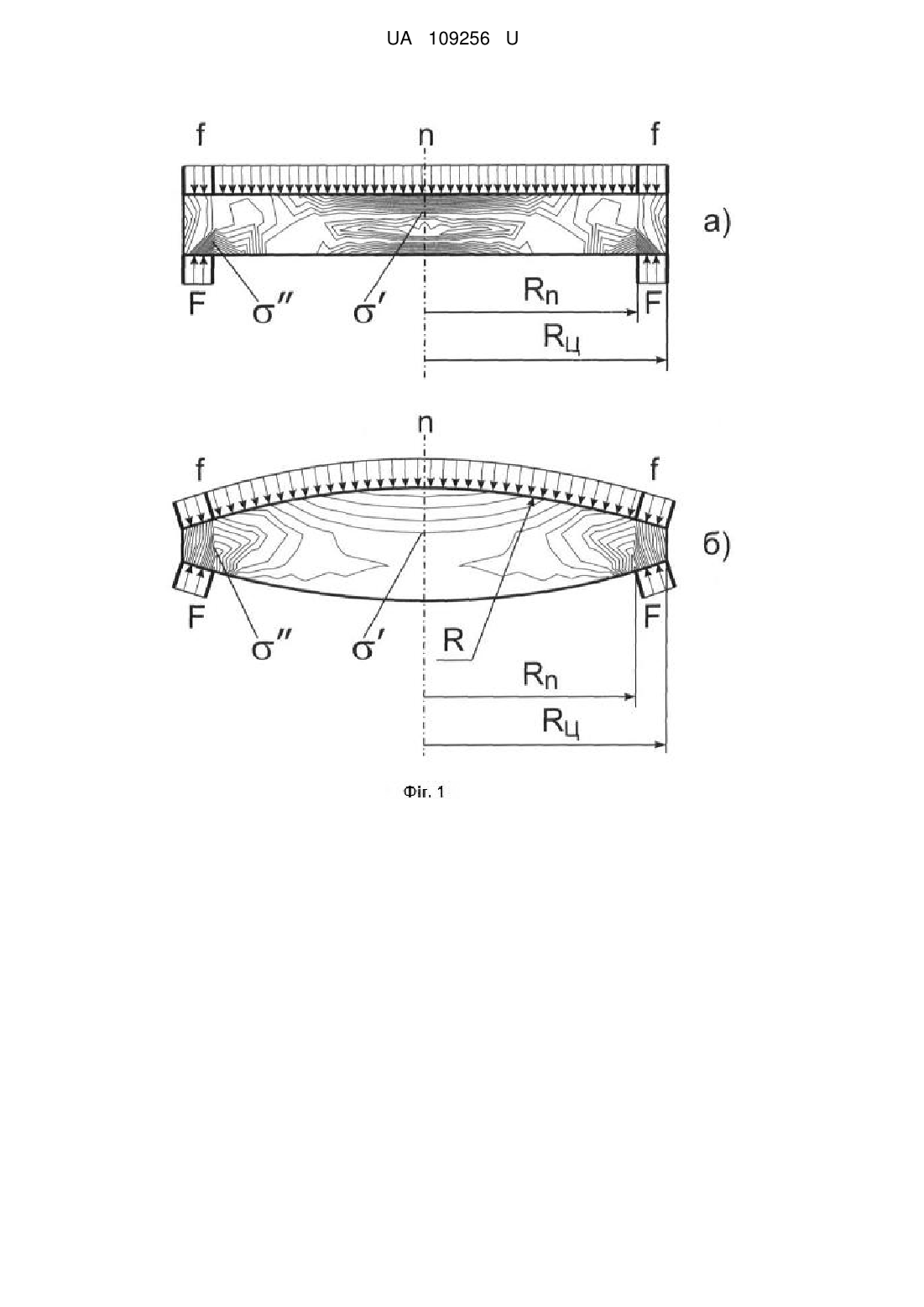
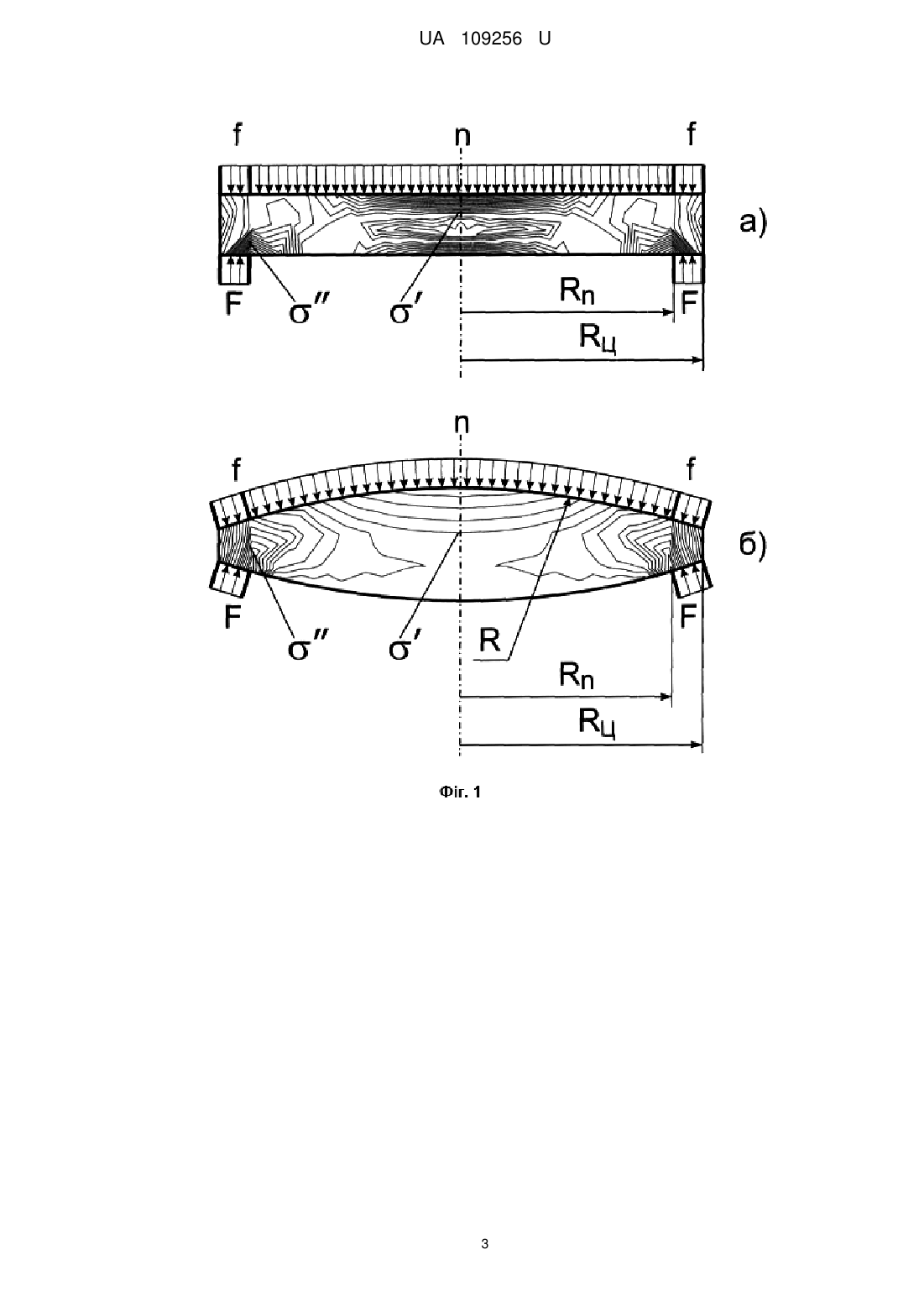
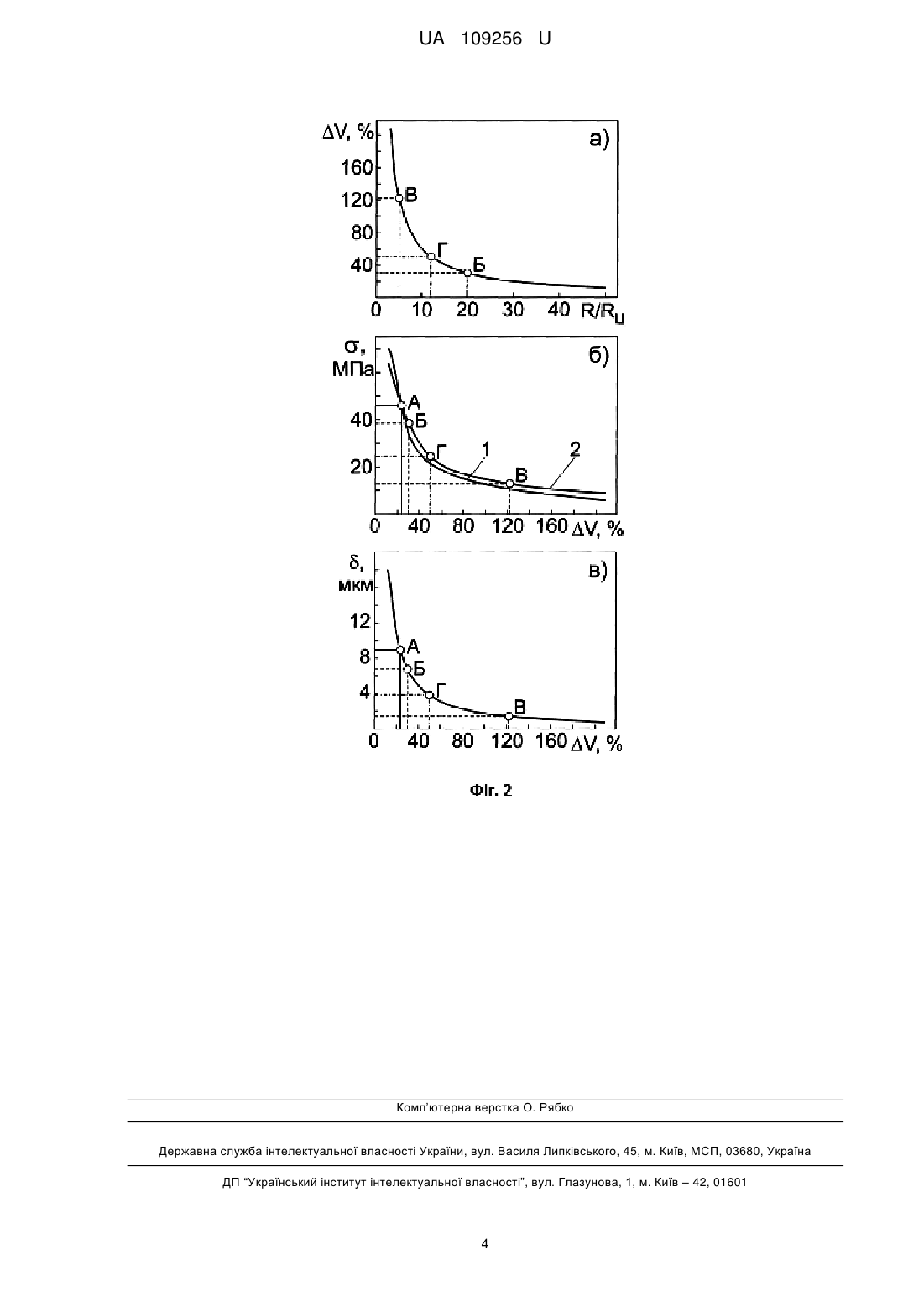
Реферат: Спосіб виготовлення анода-підкладки для паливної комірки пресуванням суміші порошків оксидів. Пресування здійснюється формотвірним пристроєм з увігнутими поверхнями і анодпідкладка набуває форми двовипуклого диска. UA 109256 U (54) СПОСІБ ВИГОТОВЛЕННЯ АНОДА-ПІДКЛАДКИ ДЛЯ ПАЛИВНОЇ КОМІРКИ UA 109256 U UA 109256 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів виготовлення анодів паливних елементів з твердими електролітами (твердооксидних паливних комірок), зокрема може бути використана для отримання анодів-підкладок з підвищеним опором деформуванню і руйнуванню, які виготовляють з порошків оксидів ZrO2, Y2O3 і NiО. Відомий спосіб виготовлення анода паливного елемента трубчастої форми [1] шляхом екструзії. Такий анод має максимально можливу з геометричної та конструкційної точок зору площу робочої поверхні. Однак довжина трубчастого паливного елемента обмежена напруженнями, які виникають під час закріплення з метою герметизації системи подачі робочих середовищ, а також спричиненими тиском цих середовищ. Відомий також спосіб виготовлення анода у формі зрізаного конуса [2] поступовим нарощуванням тонких шарів та їх висушуванням, аж до досягнення необхідної товщини. Такий анод має велику площу робочої поверхні, що характеризується високим значенням співвідношення площі робочої поверхні до об’єму анода, яке однак нижче на 20-25 %, ніж для анода трубчастої форми. Його форма передбачає спосіб з’єднання паливних елементів у блок шляхом накладення кожного наступного елемента ширшою частиною конуса на вужчу частину попереднього. Проте для забезпечення великої площі робочої поверхні кут при вершині зрізаного конуса повинен бути малий (2-10 градусів), і за такої форми у місці з’єднання елементів у кожному зовнішньому виникають суттєві розтягувальні напруження, які в процесі експлуатації ініціюють ріст мережі мікротріщин від краю елемента, що знижує його довговічність. Відомий також спосіб виготовлення анода із плоскопаралельними робочими поверхнями призматичної форми [3], де застосовують дешеву технологію литва тонкого шару анода з розчину порошків. Відповідно його виготовлення дешевше, ніж відзначених вище аналогів. Таким же способом наносять шари електроліту і катода. Однак площа робочих поверхонь такого паливного елемента обмежена через допустиму товщину анода й напруження, які виникають унаслідок закріплення елемента у блоці. Розподіл цих напружень переважно нерівномірний [4]. Найбільш близьким до запропонованого за технічною суттю є спосіб виготовлення анода у формі плоскопаралельного диска [5] пресуванням суміші порошків між плоскими поверхнями формотвірного пристрою. Завдяки осесиметричному виконанню плоского паливного елемента напруження внаслідок його закріплення у блоці розподіляються осесиметрично. Однак діаметр елемента і, як наслідок, площа його робочих поверхонь обмежені через допустиму товщину анода й максимальні напруження вздовж осі елемента, зумовлені такою схемою закріплення. Таким чином, відомий анод не забезпечує необхідного опору деформуванню та, як наслідок, необхідної довговічності твердооксидної паливної комірки. В основу корисної моделі поставлено задачу вдосконалення геометричної форми анода, що оптимізує його напружено-деформований стан і функціональні властивості. Поставлена задача вирішується тим, що анод пресують із суміші порошків оксидів, але пресування здійснюється формотвірним пристроєм з увігнутими поверхнями і анод набуває форми двовипуклого диска, завдяки чому підвищується його опір деформуванню порівняно з анодом у формі плоскопаралельного диска. Відношення радіусів випуклої та циліндричної поверхонь анода становить 12. Виконання пропонованого анода із зазначеними відмітними ознаками забезпечує підвищений опір деформуванню, а отже підвищує довговічність твердооксидної паливної комірки. На Фіг. 1 зображено схеми прикладення розподіленої сили затиску f уздовж контуру кріплення, зовнішнього тиску робочого середовища на робочу поверхню n і реакцій сил уздовж контуру кріплення F, а також розподіл розрахованих напружень σ' уздовж осі і напружень σ" на контурі кріплення у плоскопаралельному дисковому аноді радіуса Rц (а) і двовипуклому дисковому з радіусами випуклої R та циліндричної Rц поверхонь (б). На Фіг. 2 подано залежність між співвідношенням радіусів випуклої та циліндричної поверхонь R/Rц і приростом об’єму анода пропонованої форми ΔV (а); залежності між приростом ΔV і розрахованими напруженнями σ у двовипуклому дисковому аноді (б) уздовж осі (крива 1) та на контурі кріплення (крива 2); залежність між приростом ΔV і деформацією δ в осьовому напрямку (в). Розглянемо приклад розрахунку силових і деформаційних характеристик анода пропонованої форми в порівнянні з такими ж характеристиками анода у формі плоскопаралельного диска (фіг. 1). Вихідні умови: матеріал системи ZrO2-Y2O3-NiO; середнє 5 значення руйнівного напруження σр=110 МПа [4]; модуль Юнга Е=1,5·10 МПа і коефіцієнт Пуассона ν=0,3 [4]; радіус циліндричної частини анодів Rц=12 мм; радіус контуру кріплення Rn=10,5 мм; сила затиску f=1 МПа; зовнішній тиск робочого середовища n=1 МПа. 1 UA 109256 U Випуклість робочих поверхонь анода пропонованої форми оцінювали за приростом його об’єму порівняно з плоскопаралельним дисковим анодом: V V 100 Vц , 5 10 15 20 25 30 35 40 45 50 55 де V - об’єм випуклої частини анода; Vц - об’єм циліндричної частини анода. Обчислено, що за незначної випуклості робочих поверхонь, а саме при R/Rц > 20 приріст об’єму анода ΔV не більший за 30 %, а при R/Rц=5 він зростає до 122 % (Фіг. 2а). При R/Rц 23,5 %. У плоскопаралельному дисковому аноді з радіусом Rц=12 мм і товщиною 1 мм напруження вздовж осі, спричинені зовнішнім тиском газу 1 МПа на робочу поверхню анода, становлять понад 70 МПа, а максимальна деформація - до 18 мкм. Такі рівні експлуатаційних напружень і деформацій небезпечні для вибраного матеріалу анода, міцність якого 110 МПа. Порівняно з цими величинами у двовипуклому дисковому аноді за умови зрівноваження напружень вздовж осі та на контурі його кріплення (при ΔV=23,5 % на Фіг. 2б і 2в) напруження і деформація значно нижчі (46 МПа проти 70 МПа і 9 мкм проти 18 мкм, відповідно). Однак для забезпечення високої довговічності в умовах впливу термомеханічних чинників рекомендується знизити експлуатаційні напруження до 35 % від рівня руйнівних [4], тобто до 38,5 МПа, що відповідає величині ΔV=30 % (точка Б на Фіг. 2б), коли деформація становить 6,8 мкм (точка Б на Фіг. 2в). Якщо для визначення цієї межі оптимального діапазону випуклостей анода керувалися вищенаведеними рекомендаціями, то другу його межу встановлювали з міркувань функціональної ефективності анода. Як зауважено вище, при R/Rц < 5 характерний стрімкий приріст об’єму анода (Фіг. 2а), що перешкоджає задовільному проходженню реакцій у паливній комірці [5]. Тому цю точку, яка відповідає ΔV=122 %, рекомендуємо як другу межу оптимального діапазону випуклостей анода. Їй відповідають значення напружень 13 МПа (точка В на Фіг. 2б) і деформації 1,4 мкм (точка В на Фіг. 2в). Отже, у двовипуклому диску, виконаному в межах рекомендованого діапазону R/Rц від 5 до 20 (точки В і Б на Фіг. 2а), напруження і деформація нижчі, ніж у плоскопаралельному диску, відповідно у 1,8-5,4 і 2,6-12,9 рази. Для оптимального поєднання міцності анода і його функціональних властивостей вибрано усереднене значення R/Rц=12 (точка Г на Фіг. 2а, 2б, 2в). Пропонований спосіб виготовлення анода-підкладки забезпечує зменшення в ньому напружень і деформацій за тиску робочого середовища і, таким чином, підвищення довговічності твердооксидної паливної комірки. Джерела інформації: 1. US Patent. Anode-supported flat-tubular solid oxide fuel cell stack and fabrication method of the same / R.-H. Song, D.-R. Shin, J.-H. Kim. - № 7285347 B2, Oct. 23, 2007. 2. Dip coating technique in fabrication of cone-shaped anode-supported solid oxide fuel cells / Y. Bai, J. Liu, H. Gao, С. Jin // J. Alloys and Compounds. - 2009. - 480. - P. 554-557. 3. Redox cycling of Ni-YSZ anode investigated by TRP technique / Y. Zhang, B. Liu, B. Tu et al. // Solid State Ionics. - 2005. - 176. - P. 2193-2199. 4. Sun В., Rudkin R.A. and Atkinson A. Effect of thermal cycling on residual stress and curvature of anode-supported SOFCs // Fuel Cells. - 2009. - № 6. - P. 805-813. 5. US Patent. Flat-plate solid oxide fuel cell / T. Miyazawa. - № 20110091785 A1, Apr. 21, 2011. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виготовлення анода-підкладки для паливної комірки пресуванням суміші порошків оксидів, який відрізняється тим, що пресування здійснюється формотвірним пристроєм з увігнутими поверхнями і анод-підкладка набуває форми двовипуклого диска. 2. Спосіб за п. 1, який відрізняється тим, що відношення радіусів випуклої R та циліндричної Rц поверхонь анода становить R/Rц=12. 2 UA 109256 U 3 UA 109256 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H01M 8/00, H01M 4/88, H01M 8/12
Мітки: паливної, виготовлення, спосіб, анода-підкладки, комірки
Код посилання
<a href="https://ua.patents.su/6-109256-sposib-vigotovlennya-anoda-pidkladki-dlya-palivno-komirki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення анода-підкладки для паливної комірки</a>
Спосіб обробки nіо-вмісних анодів твердооксидної паливної комірки
Номер патенту: 78992
Опубліковано: 10.04.2013
Автори: Подгурська Вікторія Ярославівна, Василів Богдан Дмитрович, Васильєв Олександр Дмитрович, Осташ Орест Петрович
МПК: H01M 8/12, H01M 4/88, H01M 8/00
Мітки: анодів, спосіб, паливної, nіо-вмісних, твердооксидної, комірки, обробки
Формула / Реферат:
1. Спосіб обробки NiO-вмісних анодів твердооксидної паливної комірки на основі стабілізованого оксидами скандію й церію оксиду цирконію (ScCeSZ-NiO) та стабілізованого оксидом ітрію оксиду цирконію (YSZ-NiO), що містить послідовні етапи введення спеченої структури анода в контакт із відновлювальною газовою сумішшю при температурі від біля 600 °C до біля 1000 °C, формування відновленої структури анода, введення структури анода в...
Спосіб виготовлення енергонезалежної напівпровідникової запам’ятовуючої комірки з окремим тунельним вікном
Номер патенту: 73508
Опубліковано: 15.08.2005
Автори: Хуккельс Кай, Штайн фон Камінскі Елард, Хайтцш Олаф, Шпрінгманн Олівер, Вавер Петер, Вольф Конрад, Куттер Хрістоф, Реннекамп Райнхольд, Рьоріх Майк, Лудвіг Хрістоф
МПК: H01L 21/336, H01L 29/788
Мітки: тунельним, спосіб, виготовлення, напівпровідникової, комірки, вікном, окремим, енергонезалежної, запам'ятовуючої
Формула / Реферат:
1. Спосіб виготовлення енергонезалежної напівпровідникової запам'ятовуючої комірки з окремим тунельним вікном, що включає технологічні операції виготовлення комірки тунельного вікна (TF) шляхом формування тунельної області (TG), тунельного шару (4), запам'ятовуючого шару (Т5) тунельного вікна, діелектричного шару (Т6) тунельного вікна і шару (Т7) керуючого електрода тунельного вікна, і транзисторної запам'ятовуючої комірки (TZ) шляхом...
Спосіб виготовлення анода для наноконденсатора
Номер патенту: 109038
Опубліковано: 10.07.2015
Автори: Товстюк Наталія Корніївна, Бахматюк Богдан Петрович, Фоменко Вячеслав Леонтійович, Середюк Богдан Олександрович, Григорчак Іван Іванович
Мітки: виготовлення, наноконденсатора, спосіб, анода
Формула / Реферат:
1. Спосіб виготовлення анода для наноконденсатора, за яким анод обробляють і оксидують, який відрізняється тим, що анод інтеркалюють в електроліті 25 % КОН при накладанні електричної поляризації напругою ~ 100±0,05 В, густиною струму ~ 0,5±0,005 А/дм2, тривалістю - 0,5-0,75 години, промивають у дистильованій воді від лугу і висушують, після чого формують діелектричну плівку на аноді, який інтеркалюють тетрабутоксититаном з наступним його...
Спосіб виготовлення чутливого елемента з анізотропного кристалічного матеріалу для електрооптичної або фотопружної комірки
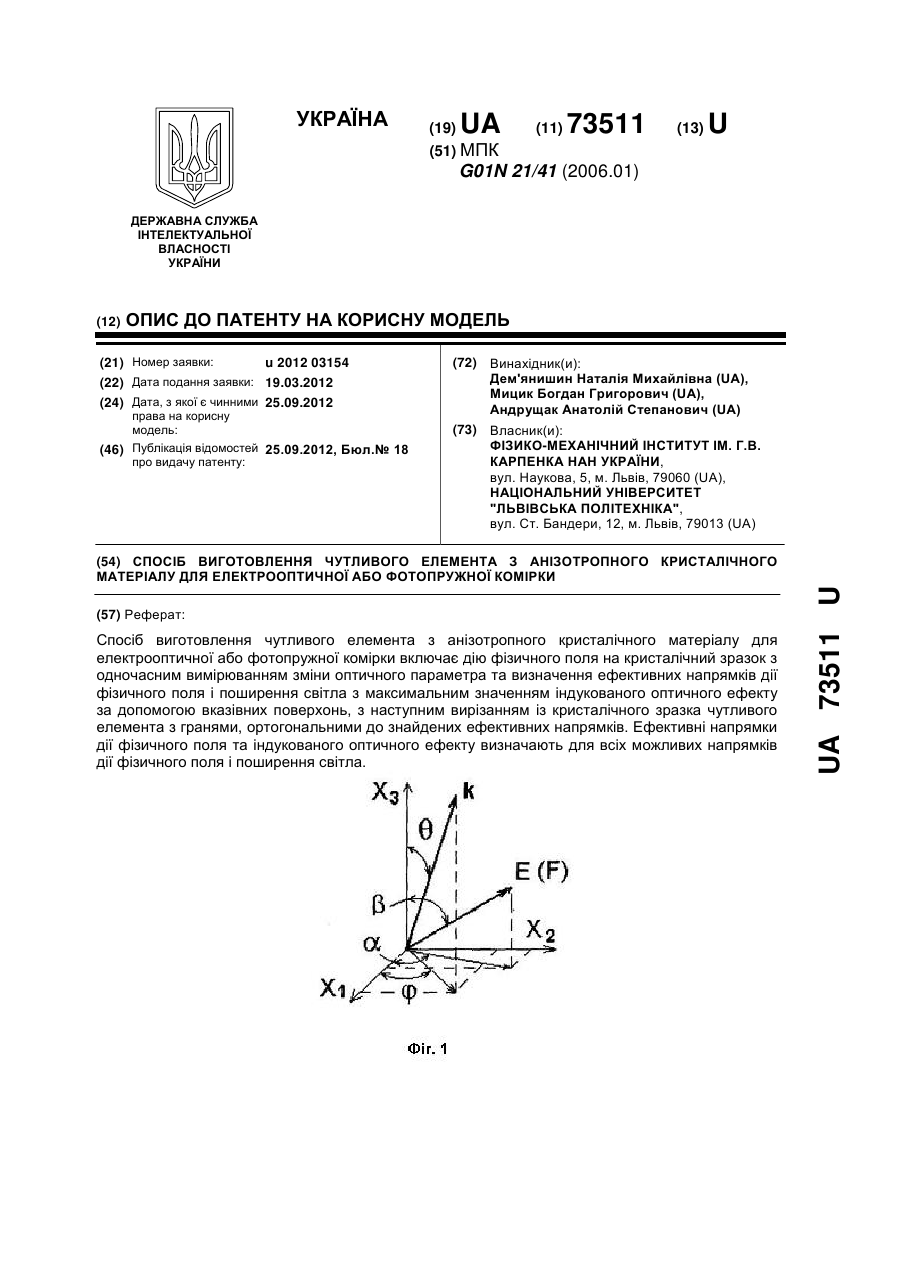
Номер патенту: 73511
Опубліковано: 25.09.2012
Автори: Андрущак Анатолій Степанович, Дем'янишин Наталія Михайлівна, Мицик Богдан Григорович
МПК: G01N 21/41
Мітки: анізотропного, виготовлення, комірки, кристалічного, електрооптичної, чутливого, матеріалу, фотопружної, елемента, спосіб
Формула / Реферат:
Спосіб виготовлення чутливого елемента з анізотропного кристалічного матеріалу для електрооптичної або фотопружної комірки, що включає дію фізичного поля на кристалічний зразок з одночасним вимірюванням зміни оптичного параметра та визначення ефективних напрямків дії фізичного поля і поширення світла з максимальним значенням індукованого оптичного ефекту за допомогою вказівних поверхонь, з наступним вирізанням із кристалічного зразка...
Спосіб виготовлення малозношуваного анода
Номер патенту: 108185
Опубліковано: 25.03.2015
Автори: Лук'янов Євген Федорович, Гіль Зінаїда Петрівна, Тарелін Анатолій Олексійович, Хіневич Олександр Євгенович, Князєва Ольга Іванівна, Михайленко Володимир Григорович
МПК: C25B 11/16
Мітки: малозношуваного, спосіб, анода, виготовлення
Формула / Реферат:
Спосіб виготовлення малозношуваного анода, що включає електроосадження товстих шарів анодноактивного діоксиду плюмбуму з лужних електролітів на підкладку, підживлення електроліту оксидом плюмбуму й металевим плюмбумом, який відрізняється тим, що підкладку з вентильного металу захищають від окиснювання шляхом покриття її тонким підшаром діоксиду марганцю, одержуваного термічним шляхом, а потім електроосадженням на цей підшар товстого шару...
Попередній патент: Система для безконтактного дистанційного контролю технічного стану гребенів колісних пар рухомого складу залізничного транспорту
Наступний патент: Спосіб лікування хронічного трихомоніазу сечостатевої системи, викликаного trichomonas tenax або pentarichomonas hominis
Випадковий патент: Роторно-поршневий двигун