Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Формула / Реферат
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), які містять наливний харчовий продукт, з труби (14), зробленої з листового пакувального матеріалу, що ущільнюється теплом, яку подають вздовж вертикальної траєкторії (А) подачі, причому труба (14) наповнена вказаним харчовим продуктом, який містить:
- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та визначає першу замкнену траєкторію (Р), вздовж якої подаються стискувальні пристрої (12),
-другий ланцюговий конвеєр (11), що має деяку кількість протилежно розташованих стискувальних пристроїв (13) та визначає другу замкнену траєкторію (Q), вздовж якої подаються вказані стискувальні пристрої (13),
- вказані перша та друга траєкторії (Р, Q) включають відповідні робочі ділянки (Р1, Р2; Q1, Q2), що знаходяться поруч з траєкторією (А) подачі труби (14) із пакувального матеріалу та розміщені симетрично на протилежних боках вказаної траєкторії (А) подачі, завдяки чому стискувальні пристрої (12) першого конвеєра (10) взаємодіють з відповідними протилежними стискувальними пристроями (13) другого конвеєра (11) вздовж принаймні частини відповідних робочих ділянок (Р1, Р2; Q1. Q2), з тим щоб зажати трубу (14) у відповідних послідовних поперечних перерізах (88), які знаходяться на однаковій відстані,
- принаймні вказані стискувальні пристрої (12) містять засоби (29) для нагрівання з метою теплового ущільнення труби (14),
-ланцюгові конвеєри (10, 11) також містять відповідні пристрої (37) для регулювання об'єму одержаних упаковок, кожен із яких містить декілька напівоболонок (38), що взаємодіють з відповідними напівоболонками (38) на іншому ланцюговому конвеєрі (11, 10) для визначення об'єму одержаних упаковок, який відрізняється тим, що напівоболонки (38) пристосовані індивідуально до відповідних стискувальних пристроїв (12) і протилежних стискувальних пристроїв (13) та з'єднані з пристроями (12) та (13) з можливістю відносного переміщення в напрямку траєкторії (А) подачі труби (14) із пакувального матеріалу та від неї, пристрої (37) для регулювання об'єму упаковок також містять, для кожного ланцюгового конвеєра (10, 11), спрямовуючі засоби (44) для спрямовування напівоболонок (38), які проходять вздовж робочих ділянок (Р1, Р2, Q1, Q2) відповідних траєкторій (Р, Q) та забезпечують регулювання відносного переміщення напівоболонок (38).
2. Вузол згідно з п. 1, який відрізняється тим, що напівоболонки (38) прикріплені шарнірне до відповідних стискувальних пристроїв (12) та протилежних стискувальних пристроїв (13) навколо відповідних осей (39), перпендикулярних до траєкторії (А) труби (14) із пакувального матеріалу, причому вказане відносне переміщення напівоболонок (38) включає обертання навколо відповідних осей (39).
3. Вузол згідно з п. 1 або 2. який відрізняється тим, що спрямовуючі засоби для спрямовування напівоболонок (38) містять відповідний кулачок (44) для кожного ланцюгового конвеєра (10, 11). причому напівоболонки (38) містять відповідні ролики (42) кулачкового повторювача, які взаємодіють з відповідним кулачком (44).
4. Вузол згідно з п. З, який відрізняється тим, що кожний кулачок (44) містить першу похилу ділянку (78), яка конвергується відносно траєкторії (А) подачі труби із пакувального матеріалу, щоб забезпечити поступове переміщення кожної напівоболонки (38) на одному із ланцюгових конвеєрів (10, 11) назустріч відповідній напівоболонці (38) на другому ланцюговому конвеєрі (11, 10), проміжну ділянку (79), паралельну траєкторії (А) подачі для зберігання закритого положення напівоболонки (38) навколо труби (14) із пакувального матеріалу, та третю похилу ділянку (80), яка розбігається відносно траєкторії (А) подачі, щоб забезпечити поступове відокремлення напівоболонки (38) від пакувального матеріалу.
5. Вузол згідно з будь-яким із попередніх пунктів, який відрізняється тим, що кожна з напівоболонок містить пару бокових стінок (91, 92), що мають передні краї певної форми (91 а, 92а); причому форма кра : (91 а) однієї бокової стінки (91) доповнює форму краю (92а) другої бокової стінки (92).
6.Вузол згідно з п. 5, який відрізняється тим, що бокові стінки (91, 92) мають відповідні скоси (91b, 92b) на відповідних ділянках, що першими вступають в контакт з трубою (14) із пакувального матеріалу.
7. Вузол згідно з будь-яким із попередніх пунктів, який відрізняється тим, що містить засоби (81) для регулювання об'єму вказаних упаковок (2).
8. Вузол згідно з п. 7, який, коли він залежить від п. 4, відрізняється тим, що засоби (81) для регулювання об'єму упаковок (2) містять засоби (82) для регулювання відносного положення кулачків (44).
9. Вузол згідно з п. 8, який відрізняється тим, що кулачки (44) прикріплені шарнірне біля відповідних кінців (80) до відповідних нерухомих стінок (6, 7) вузла (1), причому засоби для регулювання відносного положення кулачків (44) містять регульовані з'єднувальні засоби (82), введені між відповідними протилежними кінцями (83) кулачків (44) та відповідними стінками (6. 7).
10. Вузол згідно з п. 9, який відрізняється тим, що регульовані з'єднувальні засоби (82) мають відповідні ексцентричні ділянки (85), які взаємодіють з опорними засобами (86) на відповідних кулачках (44), управляючий електродвигун (96). та передавач (87). введений між електродвигуном (96) та ексцентричними ділянками (85), для обертання ексцентричних ділянок (85) в протилежних напрямках у відповідь на обертання вказаного електродвигуна (96).
Текст
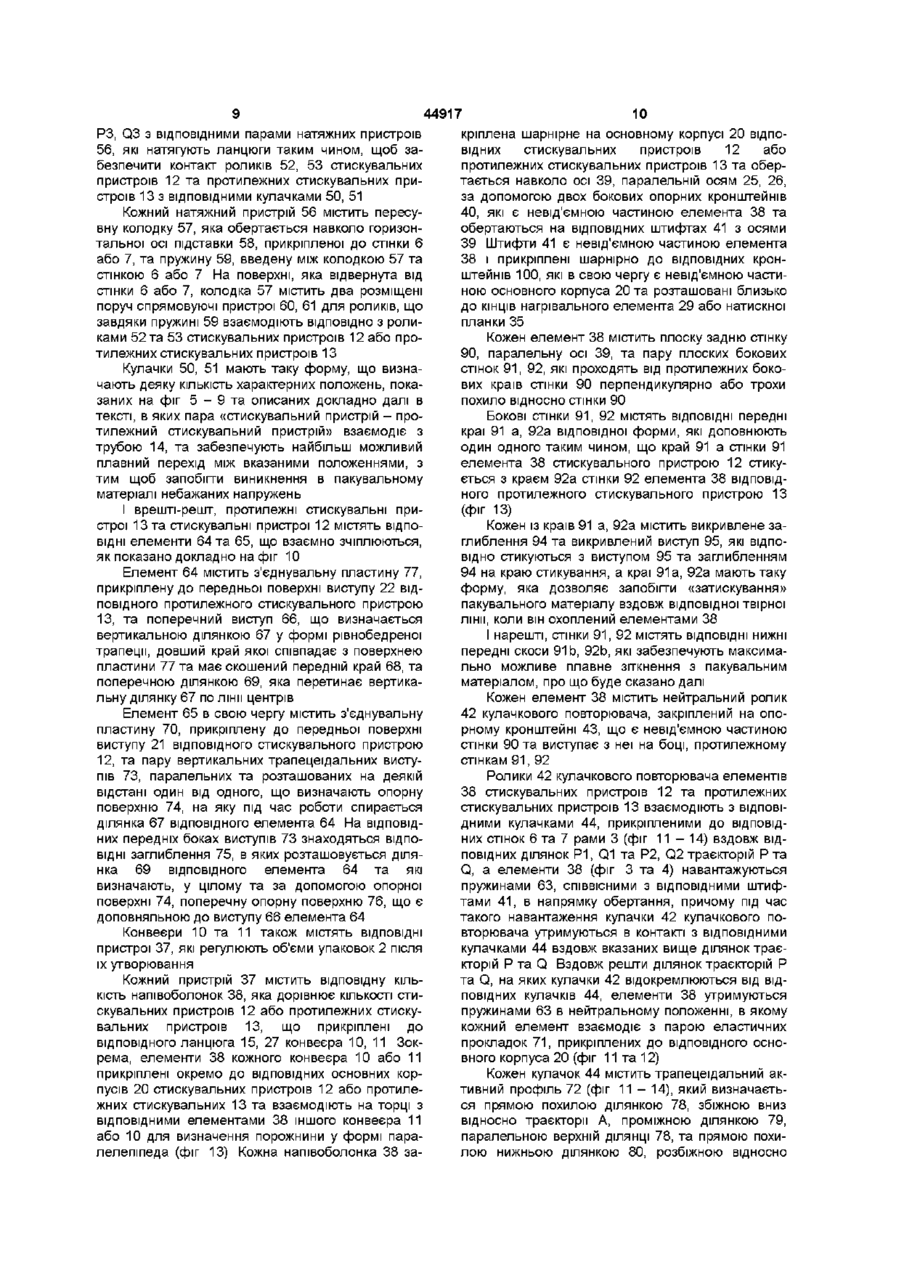
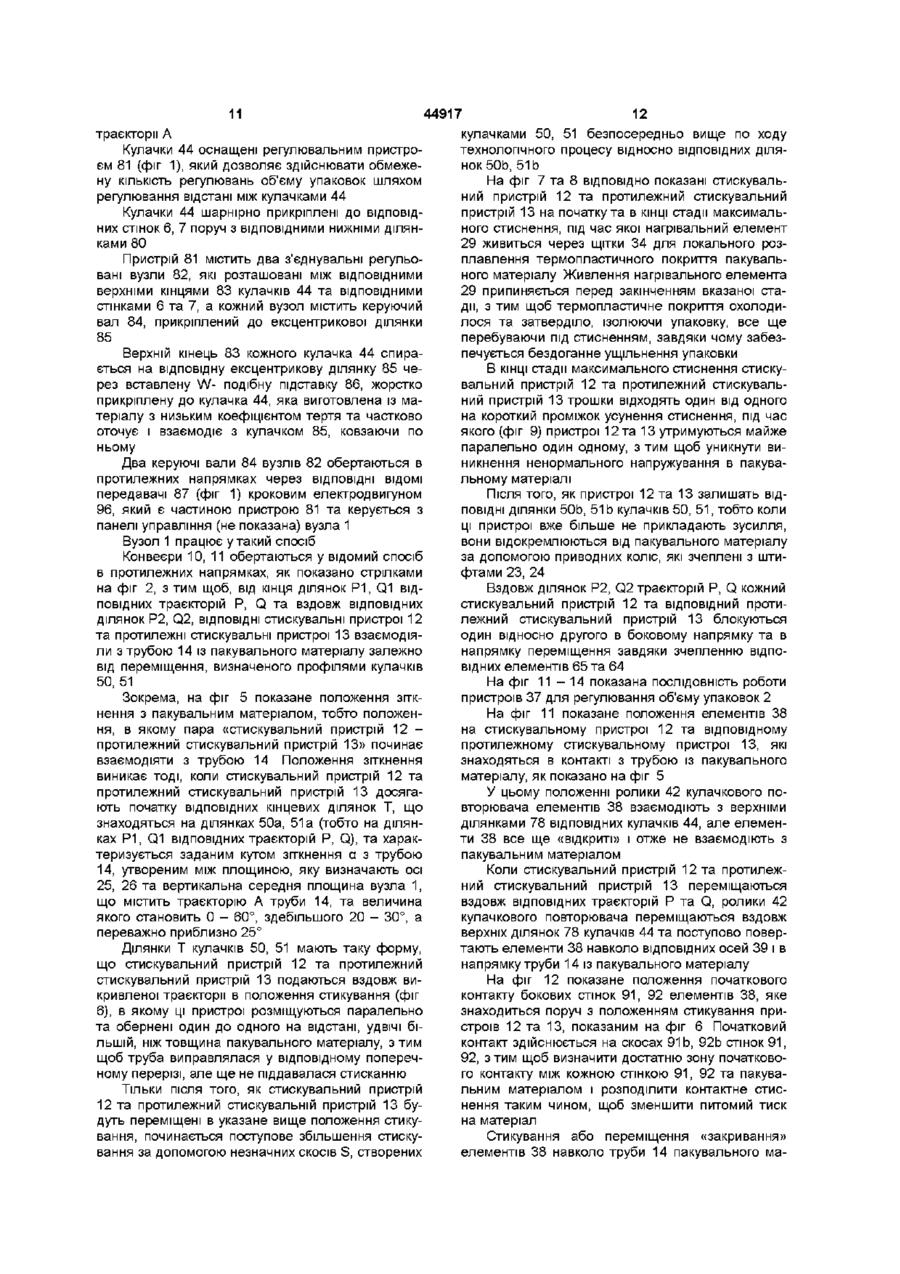
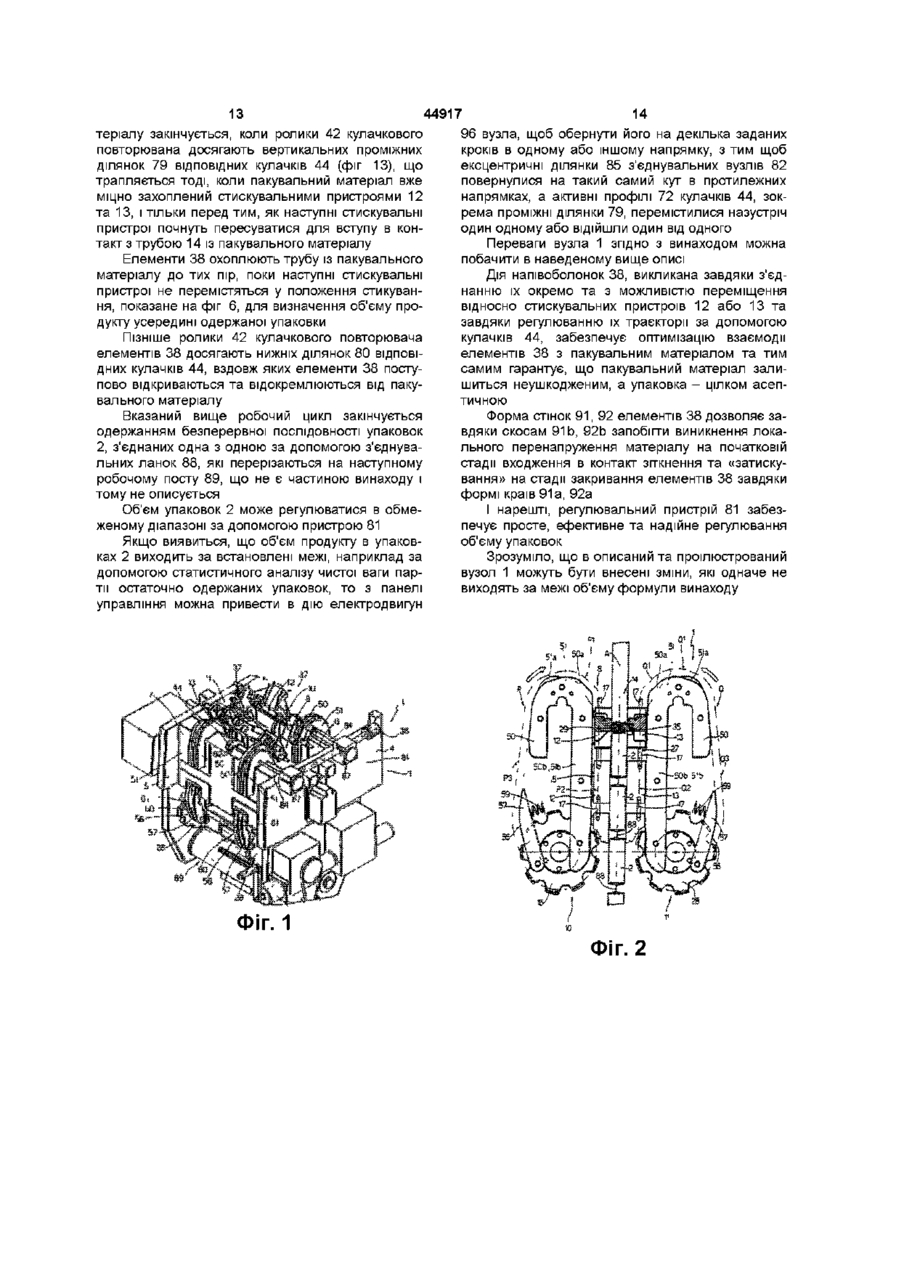
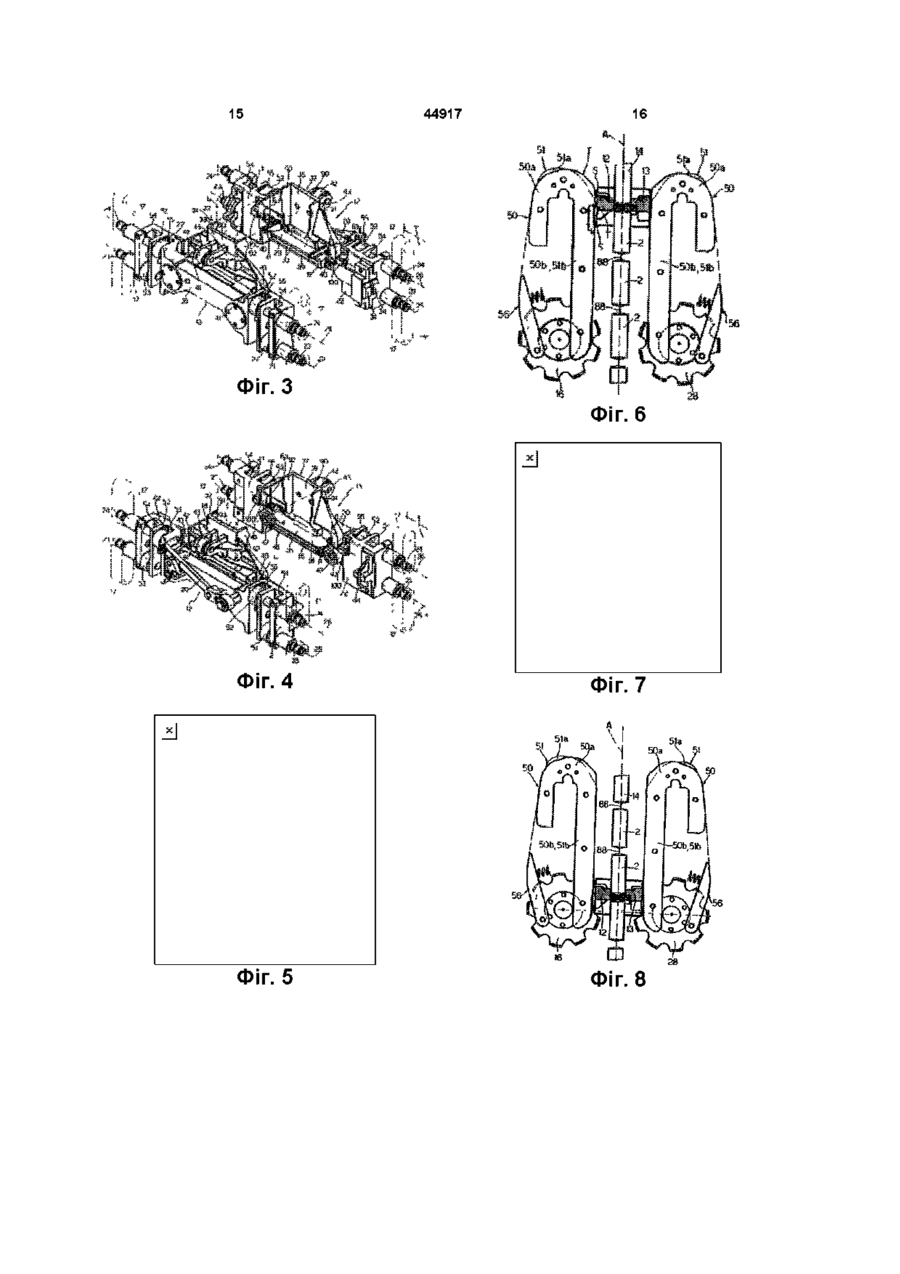
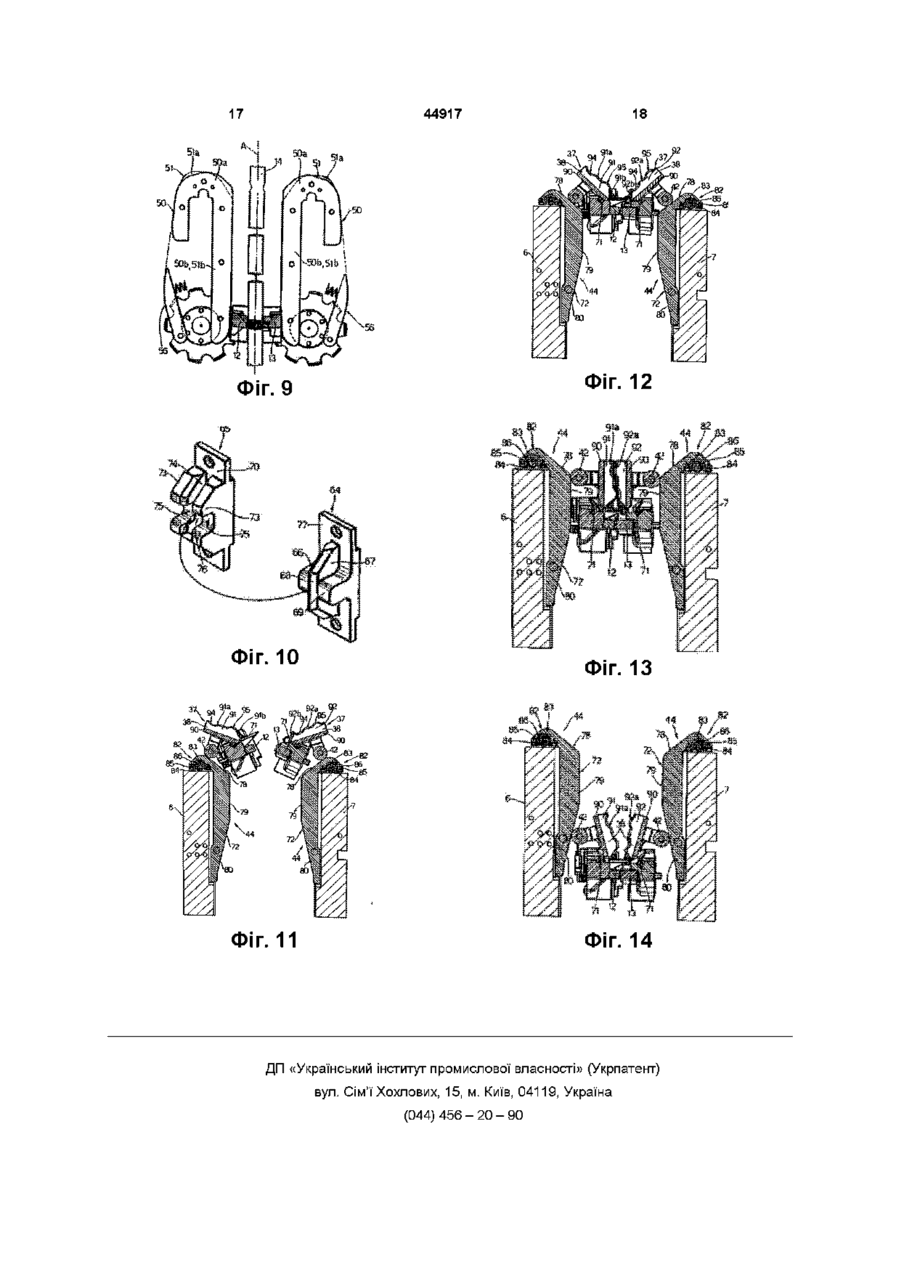
1 Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), які містять наливний харчовий продукт, з труби (14), зробленої з листового пакувального матеріалу, що ущільнюється теплом, яку подають вздовж вертикальної траєкторії (А) подачі, причому труба (14) наповнена вказаним харчовим продуктом, який містить - перший ланцюговий конвеєр (10), що має деяку КІЛЬКІСТЬ стискувальних пристроїв (12) та визначає першу замкнену траєкторію (Р), вздовж якої подаються стискувальні пристрої (12), -другий ланцюговий конвеєр (11), що має деяку КІЛЬКІСТЬ протилежно розташованих стискувальних пристроїв (13) та визначає другу замкнену траєкторію (Q), вздовж якої подаються вказані стискувальні пристрої (13), - вказані перша та друга траєкторії (Р, Q) включають ВІДПОВІДНІ робочі ділянки (Р1, Р2, Q1, Q2), що знаходяться поруч з траєкторією (А) подачі труби (14) із пакувального матеріалу та розміщені симетрично на протилежних боках вказаної траєкторії (А) подачі, завдяки чому стискувальні пристрої (12) першого конвеєра (10) взаємодіють з ВІДПОВІДНИМИ протилежними стискувальними пристроями (13) другого конвеєра (11) вздовж принаймні частини ВІДПОВІДНИХ робочих ділянок (Р1, Р2, Q1 Q2), з тим щоб зажати трубу (14) у ВІДПОВІДНИХ ПОСЛІДОВ НИХ поперечних перерізах (88), які знаходяться на однаковій відстані, - принаймні вказані стискувальні пристрої (12) містять засоби (29) для нагрівання з метою теплового ущільнення труби (14), -ланцюгові конвеєри (10, 11) також містять ВІДПОВІДНІ пристрої (37) для регулювання об'єму одер жаних упаковок, кожен із яких містить декілька напівоболонок (38), що взаємодіють з ВІДПОВІДНИМИ напівоболонками (38) на іншому ланцюговому конвеєрі (11, 10) для визначення об'єму одержаних упаковок, який відрізняється тим, що напівоболонки (38) пристосовані індивідуально до ВІДПОВІДНИХ стискувальних пристроїв (12) і протилежних стискувальних пристроїв (13) та з'єднані з пристроями (12) та (13) з можливістю відносного переміщення в напрямку траєкторії (А) подачі труби (14) із пакувального матеріалу та від неї, пристрої (37) для регулювання об'єму упаковок також містять, для кожного ланцюгового конвеєра (10, 11), спрямовуючі засоби (44) для спрямовування напівоболонок (38), які проходять вздовж робочих ділянок (Р1, Р2, Q1, Q2) ВІДПОВІДНИХ траєкторій (Р, Q) та забезпечують регулювання відносного переміщення напівоболонок (38) 2 Вузол згідно з п 1, який відрізняється тим, що напівоболонки (38) прикріплені шарнірне до ВІДПОВІДНИХ стискувальних пристроїв (12) та протилежних стискувальних пристроїв (13) навколо ВІДПОВІДНИХ осей (39), перпендикулярних до траєкторії (А) труби (14) із пакувального матеріалу, причому вказане відносне переміщення напівоболонок (38) включає обертання навколо ВІДПОВІДНИХ осей (39) 3 Вузол згідно з п 1 або 2 який відрізняється тим, що спрямовуючі засоби для спрямовування напівоболонок (38) містять ВІДПОВІДНИЙ кулачок (44) для кожного ланцюгового конвеєра (10, 11) причому напівоболонки (38) містять ВІДПОВІДНІ ролики (42) кулачкового повторювача, які взаємодіють з ВІДПОВІДНИМ кулачком (44) 4 Вузол згідно з п 3, який відрізняється тим, що кожний кулачок (44) містить першу похилу ділянку (78), яка конвергується відносно траєкторії (А) подачі труби із пакувального матеріалу, щоб забезпечити поступове переміщення кожної напівоболонки (38) на одному із ланцюгових конвеєрів (10, 11) назустріч ВІДПОВІДНІЙ напівоболонці (38) на другому ланцюговому конвеєрі (11, 10), проміжну ділянку (79), паралельну траєкторії (А) подачі для зберігання закритого положення напівоболонки (38) навколо труби (14) із пакувального матеріалу, та третю похилу ділянку (80), яка розбігається відносно траєкторії (А) подачі, щоб забезпечити по О 1^ 44917 ступове відокремлення напівоболонки (38) від парегулювання відносного положення кулачків (44) кувального матеріалу 9 Вузол згідно з п 8, який відрізняється тим, що кулачки (44) прикріплені шарнірне біля ВІДПОВІДНИХ 5 Вузол згідно з будь-яким із попередніх пунктів, КІНЦІВ (80) до ВІДПОВІДНИХ нерухомих стінок (6, 7) який відрізняється тим, що кожна з напівоболовузла (1), причому засоби для регулювання віднонок містить пару бокових стінок (91, 92), що мають сного положення кулачків (44) містять регульовані передні краї певної форми (91 а, 92а), причому з'єднувальні засоби (82), введені між ВІДПОВІДНИМИ форма кра (91 а) однієї бокової стінки (91) доповпротилежними кінцями (83) кулачків (44) та ВІДПОнює форму краю (92а) другої бокової стінки (92) ВІДНИМИ стінками (6 7) 6 Вузол згідно з п 5, який відрізняється тим, що бокові стінки (91, 92) мають ВІДПОВІДНІ СКОСИ (91Ь, 10 Вузол згідно з п 9, який відрізняється тим, що 92Ь) на ВІДПОВІДНИХ ділянках, що першими вступарегульовані з'єднувальні засоби (82) мають ВІДПОють в контакт з трубою (14) із пакувального матеВІДНІ ексцентричні ділянки (85), які взаємодіють з ріалу опорними засобами (86) на ВІДПОВІДНИХ кулачках (44), управляючий електродвигун (96) та переда7 Вузол згідно з будь-яким із попередніх пунктів, вач (87) введений між електродвигуном (96) та який відрізняється тим, що містить засоби (81) ексцентричними ділянками (85), для обертання для регулювання об'єму вказаних упаковок (2) ексцентричних ділянок (85) в протилежних напря8 Вузол згідно з п 7, який, коли він залежить від п мках у ВІДПОВІДЬ на обертання вказаного електро4, відрізняється тим, що засоби (81) для регулюдвигуна (96) вання об'єму упаковок (2) містять засоби (82) для Винахід стосується пакувального вузла безперервного виготовлення асептичних ущільнених упаковок, які містять наливні харчові продукти, з трубчатого пакувального матеріалу Зокрема, пакувальний вузол згідно з винаходом призначений для виготовлення асептичних ущільнених упаковок , які мають форму паралелепіпеда Багато наливних харчових продуктів, наприклад фруктовий сік, пастеризоване або піддане ультра високотемпературній обробці молоко, томатний соус і т п продають в упаковках, виготовлених із стерилізованого пакувального матеріалу Типовим прикладом такої упаковки є пакувальний контейнер, що має форму паралелепіпеда, для рідких або наливних харчових продуктів, відомий під назвою Tetra Bnk Aseptic (зареєстрований товарний знак), який набуває форми шляхом згинання та ущільнення каландрованого смугового пакувального матеріалу Вказаний пакувальній матеріал містить шари волокнистого матеріалу, наприклад паперу, покритого з обох боків термопластичним матеріалом, наприклад поліетиленом, а бік пакувального матеріалу, який врешті-решт буде знаходитися у контакті з харчовим продуктом в упаковці, також містить шар захисного матеріалу, наприклад алюмінієвий лист, на який у свою чергу нанесений шар термопластичного матеріалу Як відомо, упаковки вказаного вище типу виготовляють на повністю автоматичних пакувальних машинах, на яких із пакувального матеріалу, що подається у формі смуги, утворюють безперервну трубу Смугу пакувального матеріалу стерилізують на пакувальній машині, наприклад шляхом нанесення хімічної стерилізаційної речовини, наприклад розчину пероксиду водню, після стерилізації стерилізаційну речовину вилучають з поверхні пакувального матеріалу, наприклад шляхом нагрівання, а стерилізовану таким чином смугу пакувального матеріалу тримають у закритому стерильному середовищі, та піддають згинанню і ущільненню в поздовжньому напрямку для утворення труби Трубу наповнюють стерилізованим продуктом або продуктом, який піддали технологічній стерилізаційній обробці, та ущільнюють вздовж поперечного перерізу на однаковій відстані, де потім відрізають подушкоподібні пакети, які згодом механічно згинають в упаковки у формі паралелепіпеда ВІДОМІ пакувальні машини вказаного вище типу, які містять два ланцюгові конвеєри, що визначають ВІДПОВІДНІ замкнуті траєкторії, та ВІДПОВІДНО оснащені деякою КІЛЬКІСТЮ пар стискувальних пристроїв та протилежних стискувальних пристроїв Обидві траєкторії включають ВІДПОВІДНІ відгалуження, що обернені одне до одного та розташовані паралельно, між якими трубу із пакувального матеріалу подають таким чином, що стискувальні пристрої на одному конвеєрі взаємодіють, вздовж вказаних відгалужень ВІДПОВІДНИХ траєкторій, з ВІДПОВІДНИМИ протилежними стискувальними пристроями на іншому конвеєрі, з тим щоб зажати трубу у декількох послідовних поперечних перерізах та ущільнити упаковки Машини такого типу, які протягом деякого часу піддавали випробуванню, описані в багатьох відомих патентах, наприклад в патентах США 3 300 944, 3 388 525, 5 001 891 Машини з ланцюговими конвеєрами вказаного вище типу містять елементи регулювання, що регулюють об'єм упаковок після їх утворення, які включають напівоболонки, прикріплені до ВІДПОВІДНИХ ланцюгових конвеєрів, і взаємодіють попарно, оточуючи трубу із пакувального матеріалу, коли стискувальні пристрої та протилежні стискувальні пристрої ущільнюють трубу Оскільки елементи регулювання об'єму становлять частину конвеєрних ланцюгів та визначають їх ВІДПОВІДНІ ланки, то переміщення елементів зумовлюється траєкторіями, визначеними ланцюгами Наскільки поінформований заявник ВІДОМІ машини з ланцюговими конвеєрами не знайшли до 44917 цих пір задовільного праісгичного застосування, що пояснюється їх нездатністю забезпечити надійний виробничий процес з забезпеченням абсолютного неушкодження упаковок, і тим самим гарантувати асептичні характеристики вмісту упаковок Зокрема, одним із недоліків відомих машин є ймовірність "затиснення" пакувального матеріалу між парою елементів регулювання об'єму під час наближення вказаних елементів один до одного, внаслідок чого пакувальній матеріал рветься, а машина зупиняється Наслідки можуть бути навіть гіршими, оскільки ушкодження пакувального матеріалу може обмежуватися ушкодженням захисного матеріалу, і, отже, воно може бути непоміченим, в результаті чого під час продажу нестерильних упаковок для споживача може виникнути серйозний ризик Вказаний вище недолік пояснюється неможливістю точного регулювання взаємодії елементів регулювання об'єму упаковок з трубою із пакувального матеріалу Ціллю винаходу є створення пакувального вузла для безперервного виготовлення асептичних ущільнених упаковок, які містять наливні харчові продукти, що дозволяє усунути вказані вище недоліки, які звичайно властиві відомим машинам Згідно З винаходом пропонується пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, що містять наливний харчовий продукт, з труби, яка виготовлена із листового пакувального матеріалу, що ущільнюють за допомогою тепла, та яку подають вздовж вертикальної траєкторії, причому вказана труба наповнена харчовим продуктом, а вузол містить - перший ланцюговий конвеєр, що має деяку КІЛЬКІСТЬ стискувальних пристроїв та визначає першу замкнену траєкторію, вздовж якої подають стискувальні пристрої, - другий ланцюговий конвеєр, що має деяку КІЛЬКІСТЬ протилежно розташованих стискувальних пристроїв та визначає другу замкнену траєкторію, вздовж якої подають вказані стискувальні пристрої, - вказані перша та друга траєкторії включають ВІДПОВІДНІ робочі ділянки, що знаходяться поруч з траєкторією подачі трубі із пакувального матеріалу та розміщені симетрично на протилежних боках вказаної траєкторії подачі таким чином, що стискувальні пристрої першого конвеєра взаємодіють з ВІДПОВІДНИМИ протилежними стискувальними пристроями другого конвеєра вздовж принаймні частини ВІДПОВІДНИХ робочих ділянок, з тим щоб зажати трубу у декількох послідовних поперечних перерізах, які знаходяться на однаковій відстані ОДИН ВІД ОДНОГО, - принаймні вказані стискувальні пристрої містять засоби нагрівання для теплового ущільнення труби, - ланцюгові конвеєри також містять ВІДПОВІДНІ пристрої для регулювання об'єму сформованих упаковок, кожен із яких містить декілька напівоболонок, що взаємодіють з ВІДПОВІДНИМИ напівоболонками на іншому ланцюговому конвеєрі для визначення об'єму сформованих упаковок, який відрізняється тим, що напівоболонки при кріплені окремо до ВІДПОВІДНИХ стискувальних пристроїв та протилежних стискувальних пристроїв і з'єднані з ними з можливістю відносного переміщення в напрямку траєкторії подачі труби із пакувального матеріалу та від цієї траєкторії, пристрої регулювання об'єму упаковок також містять, для кожного ланцюгового конвеєра, спрямовуючі засоби для спрямовування напівоболонок, які проходять вздовж робочих ділянок ВІДПОВІДНИХ траєкторій та забезпечують регулювання відносного переміщення напівоболонок Отже, згідно з винаходом переміщення напівоболонок регулюється незалежно від переміщення ВІДПОВІДНИХ стискувальних пристроїв та протилежних стискувальних пристроїв, з тим щоб забезпечити оптимальну взаємодію між напівоболонками та пакувальним матеріалом Переважний варіант винаходу, що не обмежує винахід, описується як приклад з посиланням на додані креслення, на яких Фіг 1 - перспективний вид пакувального вузла згідно з винаходом з деякими усунутими для ясності частинами, Фіг 2 - схематичний вид збоку вузла, показаного на фіг 1, з деякими усунутими для ясності частинами, Фіг 3 та 4 - види в перспективі з протилежних боків вказаного стискувального пристрою та ВІДПОВІДНОГО протилежного стискувального пристрою вузла, показаного на фіг 1, Фіг 5 - 9 - схематичні види збоку вузла, з деякими усунутими для ясності частинами, показаного на фіг 1, на яких стискувальний пристрій та ВІДПОВІДНИЙ протилежний стискувальний пристрій знаходяться у послідовних робочих положеннях, Фіг 10 - вид в перспективі доповняльних деталей стискувального пристрою та ВІДПОВІДНОГО протилежного стискувального пристрою, показаних на фіг 3 та 4, фіг 11, 12, 13 та 1 4 - пристрої для регулювання об'єму упаковки у різних послідовних робочих положеннях вузла, показаного на фіг 1 На фіг 1 та 2 позицією 1 позначено пакувальний вузол для безперервного виготовлення із труби 14, зробленої із пакувального матеріалу, асептичних ущільнених упаковок 2 (фіг 2), які містять наливний харчовий продукт, наприклад пастеризоване або піддане обробці при ультрависокій температурі молоко, фруктові соки, вино і т п Трубу 14 утворюють у відомий спосіб вище по ходу технологічного процесу відносно вузла 1 шляхом поздовжнього згинання та ущільнення смуги із матеріалу, що може бути ущільненим за допомогою тепла, та наповнюють вище по ходу технологічного процесу стерилізованим або підданим стерильній обробці харчовим продуктом, який необхідно упакувати Вузол 1 містить раму 3, яку визначають дві бокові стінки 4, 5 та дві паралельні поперечні стінки 6, 7, жорстко закріплені між боковими стінками 4, 5, що визначають разом з останніми отвір 8, та два ланцюгові конвеєри 10, 11, прикріплені до рами 3, які ВІДПОВІДНО містять стискувальні пристрої 12 (на фіг 1 показаний тільки один пристрій) та протилежні стискувальні пристрої 13 (на фіг 1 показаний тільки один пристрій), що взаємодіють один з одним та трубою 14 із пакувального матеріалу, яку подають вздовж вертикальної траєкторії А через отвір 8 Конвеєри 10 та 11 визначають ВІДПОВІДНІ замкнені траєкторії Р та Q, вздовж яких подають стискувальні пристрої 12 та протилежні стискувальні пристрої 13 (фіг 2) та які ВІДПОВІДНО проходять навколо стінок б та 7 рами З Конвеєр 10 містить зчленований ланцюг 15, який проходить вздовж траєкторії Р, та два приводних колеса 16, що зчеплені з ланцюгом на обох боках ланцюга 15 на нижньому КІНЦІ траєкторії Р Стискувальні пристрої 12 являють собою невід'ємну частину ланцюга 15 та визначають його чергові ланки і з'єднані один з одним шарнірне за допомогою пар ланок 17 Зокрема, кожен стискувальний пристрій 12 (фіг 3 та 4) містить подовжений основний корпус 20, що простягається в напрямку, перпендикулярному до траєкторії А та паралельно СТІНЦІ 6, і має ВІДПОВІДНІ кінцеві виступи 21 та 22, кожен із яких має перший та другий виступаючі штифти 23, 24, що знаходяться на деякій відстані один від одного та мають ВІДПОВІДНІ ОСІ 25, 26, паралельні основному виміру корпуса 20 Ланки 17 обертаються на штифтах 23, 24 стискувальних пристроїв 12, з тим щоб з'єднати штифти 23 одного стискувального пристрою 12 з штифтами 24 сусіднього стискувального пристрою Подібним чином, конвеєр 11 містить зчленований ланцюг 27, який проходить вздовж траєкторії Q, та два приводні колеса 28, зчеплені з ланцюгом 27 на нижньому КІНЦІ траєкторії Q Ланцюг 27 визначається деякою КІЛЬКІСТЮ протилежних стискувальних пристроїв 13, з'єднаних один з одним шарнірно, і описується докладно до сих пір тільки у тій частині, яка відрізняється від стискувальних пристроїв 12, з застосуванням однакових позицій для однакових деталей або ВІДПОВІДНИХ деталям, описаним у зв'язку з стискувальними пристроями 12 Коротше кажучи, кожний протилежний стискувальний пристрій 13 містить основний корпус 20, що має пари кінцевих штифтів 23, 24, навколо яких ланки 17 повертаються для з'єднання сусідніх пар протилежних стискувальних пристроїв 13 Кожний стискувальний пристрій 12 містить елемент 29 індукційного нагрівання, який прикріплений до основного корпуса 20 в напрямку, поперечному до траєкторії А труби 14, та в свою чергу містить пару прямолінійних паралельних активних поверхонь ЗО і на який електричний струм подається за допомогою пари контактних щіток 34, що під час роботи ковзають по шині живлення (не показана), яка прикріплена до рами 3 та проходить у зоні траєкторії Р усередині отвору 8 На відміну від нагрівального елемента 29 кожний протилежний стискувальний пристрій 13 містить натискну планку 35 (фіг 4), яка взаємодіє з нагрівальним елементом 29 ВІДПОВІДНОГО стискувального пристрою 12 для захоплювання труби 14 вздовж поперечного перерізу (фіг 2) На передній поверхні 46, яка під час роботи повернута до ВІДПОВІДНОГО стискувального пристрою 12, планка 35 містить дві смуги 36 із відносно гнучкого еластомерного матеріалу, що взаємодіє, на відміну від активних поверхонь ЗО нагрівального елемента 29, 44917 8 з пакувальним матеріалом Планка 35 з'єднана з основним корпусом 20 за допомогою двох несучих вузлів 47 (які не є частиною даного винаходу і тому не описуються докладно), що вигинаються під час роботи в напрямку натискування при захоплюванні труби протилежним стискувальним пристроєм 13та ВІДПОВІДНИМ стискувальним пристроєм 12 Переміщення стискувального пристрою 12 та протилежного стискувального пристрою 13 регулюється ВІДПОВІДНИМИ парами кулачків 50, 51, прикріплених до стінок 6, 7 рами 3 та взаємодіючих з ВІДПОВІДНИМИ парами роликів 52, 53, прикріплених до стискувальних пристроїв 12 та протилежних стискувальних пристроїв 13 Зокрема, як показано на фіг 3 та 4, кожен із стискувальних пристроїв 12 та 13 містить першу пару підтримуючих роликів 52, 53, закріплених усередині кінцевого виступу 21 основного корпуса 20, та другу пару підтримуючих роликів 52, 53, прикріплених усередині кінцевого виступу 22 основного корпуса 20, а кожен із виступів 21, 22 містить пару паралельних розміщених поруч опорних поверхонь 54, 55, які утворені на тильному боці (тобто на боці, який відвернутий від нагрівального елемента 29 або натискної планки 35) і простягаються у напрямку, перпендикулярному до осей 25, 26 штифтів 23, 24 та паралельному площині, що визначається осями 25, 26 Ролик 53 у кожній парі знаходиться усередині відповідної зовнішньої опорної поверхні 54 (тобто ближче до кінця корпуса 20) та прикріплений до ВІДПОВІДНОГО штифта 23, а ролик 52 у кожній парі знаходиться усередині відповідної внутрішньої опорної поверхні 55 та прикріплений до ВІДПОВІДНОГО штифта 24 Стінка 6 (фіг 1) обладнана двома парами кулачків 50, 51, з якими взаємодіють ВІДПОВІДНІ пари роликів 52, 53 стискувальних пристроїв 12, а стінка 7 подібним чином обладнана двома парами кулачків 50, 51, з якими взаємодіють ВІДПОВІДНІ пари роликів 52, 53 протилежних стискувальних пристроїв 13 Кулачки 50, 51 містять ВІДПОВІДНІ U- подібні ділянки 50а, 51а, які проходять вздовж верхнього краю ВІДПОВІДНИХ стінок 6, 7 та визначають для ВІДПОВІДНИХ ланцюгів 15, 27 конвеєрів 10, 11 передавач, розташованій напроти ВІДПОВІДНИХ приводних коліс 16 та 28, та ВІДПОВІДНІ ДІЛЯНКИ 50Ь, 51Ь, ЯКІ проходять вертикально вздовж ВІДПОВІДНИХ стінок 6, 7 усередині отвору 8 Ділянки 50а, 51а (фіг 2) визначають ділянки траєкторій Р1, Q1, вздовж яких стискувальні пристрої 12 та протилежні стискувальні пристрої 13 наближаються до труби 14 із пакувального матеріалу та вступають в контакт з нею, а ділянки 50Ь, 51 b визначають повернені одна до одної паралельні ділянки траєкторій Р2, Q2, вздовж яких стискувальні пристрої 12 та протилежні стискувальні пристрої 13 підтримуються у вказаному контакті під тиском з метою забезпечення ущільнення, що визначають упаковки 2 Кулачки 50, 51 вивільняють ВІДПОВІДНІ ланцюги 15, 27 на ВІДПОВІДНИХ ділянках РЗ, Q3 траєкторій Р та Q нижче по ходу технологічного потоку відносно ВІДПОВІДНИХ приводних коліс 16, 28 Ланцюги 15, 27 взаємодіють вздовж ділянок 44917 10 P3, Q3 з ВІДПОВІДНИМИ парами натяжних пристроїв кріплена шарнірне на основному корпусі 20 ВІДПО56, які натягують ланцюги таким чином, щоб заВІДНИХ стискувальних пристроїв 12 або безпечити контакт роликів 52, 53 стискувальних протилежних стискувальних пристроїв 13 та оберпристроїв 12 та протилежних стискувальних притається навколо осі 39, паралельній осям 25, 26, строїв 13 з ВІДПОВІДНИМИ кулачками 50, 51 за допомогою двох бокових опорних кронштейнів 40, які є невід'ємною частиною елемента 38 та Кожний натяжний пристрій 56 містить пересуобертаються на ВІДПОВІДНИХ штифтах 41 з осями вну колодку 57, яка обертається навколо горизон39 Штифти 41 є невід'ємною частиною елемента тальної осі підставки 58, прикріпленої до стінки 6 38 і прикріплені шарнірно до ВІДПОВІДНИХ кронабо 7, та пружину 59, введену між колодкою 57 та штейнів 100, які в свою чергу є невід'ємною частистінкою 6 або 7 На поверхні, яка відвернута від ною основного корпуса 20 та розташовані близько стінки 6 або 7, колодка 57 містить два розміщені до КІНЦІВ нагрівального елемента 29 або натискної поруч спрямовуючі пристрої 60, 61 для роликів, що планки 35 завдяки пружині 59 взаємодіють ВІДПОВІДНО З роликами 52 та 53 стискувальних пристроїв 12 або проКожен елемент 38 містить плоску задню стінку тилежних стискувальних пристроїв 13 90, паралельну осі 39, та пару плоских бокових стінок 91, 92, які проходять від протилежних бокоКулачки 50, 51 мають таку форму, що визнавих країв стінки 90 перпендикулярно або трохи чають деяку КІЛЬКІСТЬ характерних положень, покапохило відносно стінки 90 заних на фіг 5 - 9 та описаних докладно далі в тексті, в яких пара «стискувальний пристрій - проБокові СТІНКИ 91, 92 містять ВІДПОВІДНІ передні тилежний стискувальний пристрій» взаємодіє з краї 91 а, 92а відповідної форми, які доповнюють трубою 14, та забезпечують найбільш можливий один одного таким чином, що край 91 а стінки 91 плавний перехід між вказаними положеннями, з елемента 38 стискувального пристрою 12 стикутим щоб запобігти виникнення в пакувальному ється з краєм 92а стінки 92 елемента 38 ВІДПОВІДматеріалі небажаних напружень НОГО протилежного стискувального пристрою 13 (фіг 13) І врешті-решт, протилежні стискувальні пристрої 13 та стискувальні пристрої 12 містять ВІДПОКожен із країв 91 а, 92а містить викривлене заВІДНІ елементи 64 та 65, що взаємно зчіплюються, глиблення 94 та викривлений виступ 95, які ВІДПОяк показано докладно на фіг 10 ВІДНО стикуються з виступом 95 та заглибленням 94 на краю стикування, а краї 91а, 92а мають таку Елемент 64 містить з'єднувальну пластину 77, форму, яка дозволяє запобігти «затискування» прикріплену до передньої поверхні виступу 22 ВІДпакувального матеріалу вздовж відповідної твірної ПОВІДНОГО протилежного стискувального пристрою лінії, коли він охоплений елементами 38 13, та поперечний виступ 66, що визначається вертикальною ділянкою 67 у формі рівнобедреної І нарешті, стінки 91, 92 містять ВІДПОВІДНІ НИЖНІ трапеції, довший край якої співпадає з поверхнею передні скоси 91 b, 92b, які забезпечують максимапластини 77 та має скошений передній край 68, та льно можливе плавне зіткнення з пакувальним поперечною ділянкою 69, яка перетинає вертикаматеріалом, про що буде сказано далі льну ділянку 67 по лінії центрів Кожен елемент 38 містить нейтральний ролик 42 кулачкового повторювача, закріплений на опоЕлемент 65 в свою чергу містить з'єднувальну рному кронштейні 43, що є невід'ємною частиною пластину 70, прикріплену до передньої поверхні стінки 90 та виступає з неї на боці, протилежному виступу 21 ВІДПОВІДНОГО стискувального пристрою стінкам 91, 92 12, та пару вертикальних трапецеїдальних виступів 73, паралельних та розташованих на деякій Ролики 42 кулачкового повторювача елементів відстані один від одного, що визначають опорну 38 стискувальних пристроїв 12 та протилежних поверхню 74, на яку під час роботи спирається стискувальних пристроїв 13 взаємодіють з ВІДПОВІділянка 67 ВІДПОВІДНОГО елемента 64 На ВІДПОВІД НИХ передніх боках виступів 73 знаходяться ВІДПОВІДНІ заглиблення 75, в яких розташовується ділянка 69 ВІДПОВІДНОГО елемента 64 та які визначають, у цілому та за допомогою опорної поверхні 74, поперечну опорну поверхню 76, що є доповняльною до виступу 66 елемента 64 Конвеєри 10 та 11 також містять ВІДПОВІДНІ пристрої 37, які регулюють об'єми упаковок 2 після їх утворювання Кожний пристрій 37 містить відповідну КІЛЬКІСТЬ напівоболонок 38, яка дорівнює КІЛЬКОСТІ сти скувальних пристроїв 12 або протилежних стискувальних пристроїв 13, що прикріплені до ВІДПОВІДНОГО ланцюга 15, 27 конвеєра 10, 11 Зокрема, елементи 38 кожного конвеєра 10 або 11 прикріплені окремо до ВІДПОВІДНИХ основних корпусів 20 стискувальних пристроїв 12 або протилежних стискувальних 13 та взаємодіють на торці з ВІДПОВІДНИМИ елементами 38 іншого конвеєра 11 або 10 для визначення порожнини у формі паралелепіпеда (фіг 13) Кожна напівоболонка 38 за ДНИМИ кулачками 44, прикріпленими до ВІДПОВІД НИХ СТІНОК 6 та 7 рами 3 (фіг 11 - 14) вздовж ВІД ПОВІДНИХ ДІЛЯНОК Р1, Q1 та Р2, Q2 траєкторій Р та Q, а елементи 38 (фіг 3 та 4) навантажуються пружинами 63, СПІВВІСНИМИ з ВІДПОВІДНИМИ штиф тами 41, в напрямку обертання, причому під час такого навантаження кулачки 42 кулачкового повторювача утримуються в контакті з ВІДПОВІДНИМИ кулачками 44 вздовж вказаних вище ділянок траєкторій Р та Q Вздовж решти ділянок траєкторій Р та Q, на яких кулачки 42 відокремлюються від ВІДПОВІДНИХ кулачків 44, елементи 38 утримуються пружинами 63 в нейтральному положенні, в якому кожний елемент взаємодіє з парою еластичних прокладок 71, прикріплених до ВІДПОВІДНОГО ОСНОВНОГО корпуса 20 (фіг 11 та 12) Кожен кулачок 44 містить трапецеїдальний активний профіль 72 (фіг 11 - 14), який визначається прямою похилою ділянкою 78, збіжною вниз відносно траєкторії А, проміжною ділянкою 79, паралельною верхній ДІЛЯНЦІ 78, та прямою похилою нижньою ділянкою 80, розбіжною відносно 11 44917 12 траєісгорії А кулачками 50, 51 безпосередньо вище по ходу технологічного процесу відносно ВІДПОВІДНИХ діляКулачки 44 оснащені регулювальним пристронок 50Ь, 51 b єм 81 (фіг 1), який дозволяє здійснювати обмежену КІЛЬКІСТЬ регулювань об'єму упаковок шляхом На фіг 7 та 8 ВІДПОВІДНО показані стискувальрегулювання відстані між кулачками 44 ний пристрій 12 та протилежний стискувальний пристрій 13 на початку та в КІНЦІ стадії максимальКулачки 44 шарнірно прикріплені до ВІДПОВІДного стиснення, під час якої нагрівальний елемент НИХ СТІНОК 6, 7 поруч з ВІДПОВІДНИМИ нижніми ділян29 живиться через щітки 34 для локального розками 80 плавлення термопластичного покриття пакувальПристрій 81 містить два з'єднувальні регульоного матеріалу Живлення нагрівального елемента вані вузли 82, які розташовані між ВІДПОВІДНИМИ 29 припиняється перед закінченням вказаної ставерхніми кінцями 83 кулачків 44 та ВІДПОВІДНИМИ дії, з тим щоб термопластичне покриття охолодистінками 6 та 7, а кожний вузол містить керуючий лося та затверділо, ізолюючи упаковку, все ще вал 84, прикріплений до ексцентрикової ділянки перебуваючи під стисненням, завдяки чому забез85 печується бездоганне ущільнення упаковки Верхній кінець 83 кожного кулачка 44 спирається на відповідну ексцентрикову ділянку 85 чеВ КІНЦІ стадії максимального стиснення стискурез вставлену W- подібну підставку 86, жорстко вальний пристрій 12 та протилежний стискувальприкріплену до кулачка 44, яка виготовлена із маний пристрій 13 трошки відходять один від одного теріалу з низьким коефіцієнтом тертя та частково на короткий проміжок усунення стиснення, під час оточує і взаємодіє з кулачком 85, ковзаючи по якого (фіг 9) пристрої 12 та 13 утримуються майже ньому паралельно один одному, з тим щоб уникнути виникнення ненормального напружування в пакуваДва керуючі вали 84 вузлів 82 обертаються в льному матеріалі протилежних напрямках через ВІДПОВІДНІ ВІДОМІ передавачі 87 (фіг 1) кроковим електродвигуном Після ТОГО, ЯК пристрої 12 та 13 залишать ВІД96, який є частиною пристрою 81 та керується з ПОВІДНІ ДІЛЯНКИ 50Ь, 51 b кулачків 50, 51, тобто коли панелі управління (не показана) вузла 1 ці пристрої вже більше не прикладають зусилля, вони відокремлюються від пакувального матеріалу Вузол 1 працює у такий спосіб за допомогою приводних коліс, які зчеплені з штиКонвеєри 10, 11 обертаються у відомий спосіб фтами 23, 24 в протилежних напрямках, як показано стрілками на фіг 2, з тим щоб, від кінця ділянок Р1, Q1 ВІДВздовж ділянок Р2, Q2 траєкторій Р, Q кожний ПОВІДНИХ траєкторій Р, Q та вздовж ВІДПОВІДНИХ стискувальний пристрій 12 та ВІДПОВІДНИЙ протиДІЛЯНОК Р2, Q2, ВІДПОВІДНІ стискувальні пристрої 12 лежний стискувальний пристрій 13 блокуються та протилежні стискувальні пристрої 13 взаємодіяодин відносно другого в боковому напрямку та в ли з трубою 14 із пакувального матеріалу залежно напрямку переміщення завдяки зчепленню ВІДПОвід переміщення, визначеного профілями кулачків ВІДНИХ елементів 65 та 64 50, 51 На фіг 1 1 - 1 4 показана ПОСЛІДОВНІСТЬ роботи пристроїв 37 для регулювання об'єму упаковок 2 Зокрема, на фіг 5 показане положення зіткнення з пакувальним матеріалом, тобто положенНа фіг 11 показане положення елементів 38 ня, в якому пара «стискувальний пристрій 12 на стискувальному пристрої 12 та відповідному протилежний стискувальний пристрій 13» починає протилежному стискувальному пристрої 13, які взаємодіяти з трубою 14 Положення зіткнення знаходяться в контакті з трубою із пакувального виникає тоді, коли стискувальний пристрій 12 та матеріалу, як показано на фіг 5 протилежний стискувальний пристрій 13 досягаУ цьому положенні ролики 42 кулачкового поють початку ВІДПОВІДНИХ кінцевих ділянок Т, що вторювача елементів 38 взаємодіють з верхніми знаходяться на ділянках 50а, 51а (тобто на ділянділянками 78 ВІДПОВІДНИХ кулачків 44, але елеменках Р1, Q1 ВІДПОВІДНИХ траєкторій Р, Q), та характи 38 все ще «відкриті» і отже не взаємодіють з теризується заданим кутом зіткнення а з трубою пакувальним матеріалом 14, утвореним між площиною, яку визначають осі Коли стискувальний пристрій 12 та протилеж25, 26 та вертикальна середня площина вузла 1, ний стискувальний пристрій 13 переміщаються що містить траєкторію А труби 14, та величина вздовж ВІДПОВІДНИХ траєкторій Р та Q, ролики 42 якого становить 0 - 60°, здебільшого 20 - 30°, а кулачкового повторювача переміщаються вздовж переважно приблизно 25° верхніх ділянок 78 кулачків 44 та поступово повертають елементи 38 навколо ВІДПОВІДНИХ осей 39 і в Ділянки Т кулачків 50, 51 мають таку форму, напрямку труби 14 із пакувального матеріалу що стискувальний пристрій 12 та протилежний стискувальний пристрій 13 подаються вздовж виНа фіг 12 показане положення початкового кривленої траєкторії в положення стикування (фіг контакту бокових стінок 91, 92 елементів 38, яке 6), в якому ці пристрої розміщуються паралельно знаходиться поруч з положенням стикування прита обернені один до одного на відстані, удвічі бістроїв 12 та 13, показаним на фіг 6 Початковий льшій, ніж товщина пакувального матеріалу, з тим контакт здійснюється на скосах 91 b, 92b стінок 91, щоб труба виправлялася у відповідному попереч92, з тим щоб визначити достатню зону початковоному перерізі, але ще не піддавалася стисканню го контакту між кожною стінкою 91, 92 та пакувальним матеріалом і розподілити контактне стисТільки ПІСЛЯ ТОГО, ЯК стискувальний пристрій нення таким чином, щоб зменшити питомий тиск 12 та протилежний стискувальній пристрій 13 буна матеріал дуть переміщені в указане вище положення стикування, починається поступове збільшення стискуСтикування або переміщення «закривання» вання за допомогою незначних скосів S, створених елементів 38 навколо труби 14 пакувального ма 13 44917 14 теріалу закінчується, коли ролики 42 кулачкового 96 вузла, щоб обернути його на декілька заданих повторювана досягають вертикальних проміжних кроків в одному або іншому напрямку, з тим щоб ділянок 79 ВІДПОВІДНИХ кулачків 44 (фіг 13), що ексцентричні ділянки 85 з'єднувальних вузлів 82 трапляється тоді, коли пакувальний матеріал вже повернулися на такий самий кут в протилежних міцно захоплений стискувальними пристроями 12 напрямках, а активні профілі 72 кулачків 44, зокта 13, і тільки перед тим, як наступні стискувальні рема проміжні ділянки 79, перемістилися назустріч пристрої почнуть пересуватися для вступу в конодин одному або ВІДІЙШЛИ ОДИН ВІД ОДНОГО такт з трубою 14 із пакувального матеріалу Переваги вузла 1 згідно з винаходом можна побачити в наведеному вище описі Елементи 38 охоплюють трубу із пакувального матеріалу до тих пір, поки наступні стискувальні Дія напівоболонок 38, викликана завдяки з'єдпристрої не перемістяться у положення стикуваннанню їх окремо та з можливістю переміщення ня, показане на фіг 6, для визначення об'єму провідносно стискувальних пристроїв 12 або 13 та дукту усередині одержаної упаковки завдяки регулюванню їх траєкторії за допомогою кулачків 44, забезпечує оптимізацію взаємодії Пізніше ролики 42 кулачкового повторювача елементів 38 з пакувальним матеріалом та тим елементів 38 досягають нижніх ділянок 80 ВІДПОВІсамим гарантує, що пакувальний матеріал залиДНИХ кулачків 44, вздовж яких елементи 38 постушиться неушкодженим, а упаковка - цілком асеппово відкриваються та відокремлюються від пакутичною вального матеріалу Вказаний вище робочий цикл закінчується Форма стінок 91, 92 елементів 38 дозволяє заодержанням безперервної ПОСЛІДОВНОСТІ упаковок вдяки скосам 91 b, 92b запобігти виникнення лока2, з'єднаних одна з одною за допомогою з'єднувального перенапруження матеріалу на початковій льних ланок 88, які перерізаються на наступному стадії входження в контакт зіткнення та «затискуробочому посту 89, що не є частиною винаходу і вання» на стадії закривання елементів 38 завдяки тому не описується формі країв 91а, 92а Об'єм упаковок 2 може регулюватися в обмеІ нарешті, регулювальний пристрій 81 забезженому діапазоні за допомогою пристрою 81 печує просте, ефективне та надійне регулювання об'єму упаковок Якщо виявиться, що об'єм продукту в упаковках 2 виходить за встановлені межі, наприклад за Зрозуміло, що в описаний та проілюстрований допомогою статистичного аналізу чистої ваги парвузол 1 можуть бути внесені зміни, які одначе не ти остаточно одержаних упаковок, то з панелі виходять за межі об'єму формули винаходу управління можна привести в дію електродвигун ФІГ. 1 Фіг. 2 15 44917 16 Фіг. З Фіг. 6 Фіг. 4 Фіг. 7 51а Фіг. 5 Фіг. 8 44917 17 5ia 18 з?, Фіг. 12 Фіг. 9 W і ЯГ Tjrar r^>, .-4; ^ g 3 » ^ ^ ..ЗУ і Фіг. 10 Фіг. 13 Фіг. 11 Фіг. 14 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї Хохлових, 15, м. Київ, 04119, Україна (044) 456 - 20 - 90 1
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65B 3/10, B65B 3/00, B65B 9/06, B65B 9/00
Мітки: наливний, трубчатого, пакувальний, безперервного, продукт, містять, вузол, матеріалу, упаковок, асептичних, харчовий, ущільнених, виготовлення, пакувального
Код посилання
<a href="https://ua.patents.su/9-44917-pakuvalnijj-vuzol-dlya-bezperervnogo-vigotovlennya-aseptichnikh-ushhilnenikh-upakovok-yaki-mistyat-nalivnijj-kharchovijj-produkt-z-trubchatogo-pakuvalnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу</a>
Спосіб безперервного виготовлення стільникового матеріалу
Номер патенту: 3820
Опубліковано: 27.12.1994
Автори: Федоров Віктор Савелійович, Петров Олександр Олександрович, Борщов Генадій Васильович, Слівінський Володимир Іванович
МПК: B31D 3/00
Мітки: стільникового, спосіб, виготовлення, матеріалу, безперервного
Формула / Реферат:
Способ непрерывного изготовления сотового материала, включающий разрезку рулонного материала на ленты, ширина которых равна высоте сотового заполнителя, ориентирование лент перпендикулярно плоскости рулонного материала, соединение лент в шахматном порядке и формирование сотовой структуры, отличающийся тем, что, с целью повышения качества сотового материала, после ориентирования ленты разделяют на половину ширины ячейки, а соединение лент...
Харчовий продукт

Номер патенту: 25379
Опубліковано: 30.10.1998
Автори: Бондар Григорій Васильович, Єгоров Юрій Борисович, Бахмутченко Микола Іванович
МПК: A23C 9/18, A23D 9/00, A23L 1/172, A23G 1/00, A23L 1/09, A23L 1/22
Формула / Реферат:
Пищевой продукт, содержащий зародыши пшеницы и жировую добавку, отличающийся тем, что он дополнительно содержит измельченные зерна подсолнечника, сахарную пудру, какао-порошок, молоко сухое и ванилин при следующем соотношении компонентов, мас.%: Зародыши пшеницы 25 - 31 Измельченные зерна подсолнечника 12 - 16 Сахарная пудра 18 - 22 ...
Hизькокалорійhий харчовий продукт
Номер патенту: 26613
Опубліковано: 11.10.1999
Автори: Вайт Джон Ф., Поллард Майкл Р.
МПК: A23D 9/00
Мітки: hизькокалорійhий, продукт, харчовий
Формула / Реферат:
1. Низкокалорийный пищевой продукт, отличающийся тем, что он представляет собой наполненный эпоксидом сложный эфир полиола формулы: P(OH)a + c(EPO)n(RCOOH)b, где P(OH)a + c - полиол, a = 1 - 8 - число первичных гидроксилов, c = 0 - 7 - число вторичных плюс третичных гидроксилов, a + c = 3 - 8, (EPO)n - C3-C6 - эпоксигруппа, имеющая минимальный показатель эпоксидирования n и в среднем n = a, удовлетворяет условию, при котором более 95%...
Білковий харчовий продукт
Номер патенту: 1885
Опубліковано: 20.12.1994
Автори: Гуляєв-Зайцев Сергій Сергійович, Єресько Георгій Олексійович, Макосій Наталія Георгіївна, Коломоєць Михайло Юрійович
МПК: A23C 23/00, A23J 1/06
Мітки: продукт, харчовий, білковий
Формула / Реферат:
1. Белковый пищевой продукт, содержащий сухую кровь убойных животных, молочный компонент, яичный порошок и подслащивающий компонент, отличающийся тем. что он дополнительно содержит соевый белковый концентрат, метионин, мед. витамины В1, В2, B6, B9, PP, С и воду, при этом сухую кровь используют а осветленном виде, в качестве молочного компонента используют молочно-белковый концентрат, а в качестве подслащивающего компонента - сахарозу, при...
Харчовий продукт “фітодраже”
Номер патенту: 19090
Опубліковано: 25.12.1997
Автори: Ганич Оксана Миколаївна, Піда Антоніна Петрівна, Желтвай Віктор Вікторович, Федорович Тетяна Михайлівна
МПК: A23L 1/302, A23L 1/09, A23L 1/18
Мітки: фітодраже, продукт, харчовий
Формула / Реферат:
Пищевой продукт, содержащий взорванный рис, подсластитель и красящее вещество, отличающийся тем, что в качестве подсластителя используют сахар-песок и патоку крахмальную, дополнительно продукт содержит водно-спиртовую настойку травы первоцвета весеннего и водно-спиртовую настойку травы базилика огородного и аскорбиновую кислоту- при этом содержание их составляет, мас.%:
Попередній патент: Спосіб обробки часток відновлюваного тютюну, що мають схильність до злипання
Наступний патент: Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Випадковий патент: Спосіб виготовлення порожнистих виробів із порошкових матеріалів