Спосіб з’єднання аксіальних виводів з корпусом радіоелемента
Номер патенту: 10497
Опубліковано: 25.12.1996
Формула / Реферат
Способ соединения аксиальных выводов с корпусом радиоэлемента, предусматривающий погружение корпуса радиоэлемента, сопряженного с аксиальными выводами, в расплав припоя и его извлечение, отличающийся тем, что на месте сопряжения предварительно наносят флюс, погружение осуществляютпо оси радиоэлемента под углом 70—80° к зеркалу припоя с температурой 370—400°С со скоростью (2—3) - 10-2м/с, а извлечение осуществляют под углом 70—90° к зеркалу припоя со скоростью, равной скорости погружения.
Текст
Изобретение относится к области производства радиоэлементов, а именно, к соединению аксиальных выводов с корпусом радиоэлемента путем пайки и предназначено, главным образом, для производства резисторов. Наиболее близким по совокупности существенных признаков к заявляемому является способ соединения аксиальных выводов с корпусом радиоэлемента, предусматривающий погружение корпуса радиоэлемента, сопряженного с аксиальными выводами, в расплав припоя, ось которого расположена в горизонтальной плоскости относительно зеркала припоя, и его извлечение без изменения положения оси радиоэлемента относительно зеркала припоя. При этом выводы, кроме мест сопряжения, выводятся за пределы зоны пайки и не смачиваются припоем. При погружении корпуса радиоэлемента, сопряженного с аксиальными выводами, ось которого расположена горизонтально к зеркалу припоя, силы поверхностного натяжения расплава припоя недостаточны для вытеснения газовых (воздушных) пробок из глухих отверстий на торцах корпуса (в дальнейшем "глухих" мест), куда впрессовываются кончики проволочных выводов. Кроме того, при контакте с расплавом припоя сопряженные поверхности радиоэлемента и аксиальных выводов покрываются окисной пленкой, присутствующей на его поверхности. Указанные причины препятствуют получению паяного шва по всей поверхности сопряжения, что снижает его механическую прочность. С другой стороны, в процессе извлечения радиоэлемента из расплава припоя в известном способе происходит резкое падение температуры припоя в местах сопряжения корпуса и аксиальных выводов, в результате чего быстро возрастает поверхностное натяжение расплава припоя, что и приводит к увеличению габаритных размеров паяного шва за счет образования наплывов и его несимметричности относительно вывода. Этот способ, в силу указанных причин, непригоден для получения на малогабаритном изделии паянного соединения сопряженных элементов, например, один диаметром 0,4 мм, другой 1,2 мм при длине корпуса менее 3 мм, т. к. суммарный размер паяных швов по оси вывода соизмерим с длиной корпуса. Задача, на решение которой направлено изобретение, состоит в создании такого способа соединения аксиальных выводов с корпусом радиоэлемента, при котором распределение расплава припоя по всей поверхности сопряжения элементов и стабилизация поверхностного натяжения расплава припоя при извлечении из него радиоэлемента позволяет устранить влияние размеров радиоэлемента на качество паяного шва, что уменьшает габариты и повышает механическую прочность. Поставленная задача решается в способе соединения аксиальных выводов с корпусом радиоэлемента, предусматривающем погружение корпуса радиоэлемента, сопряженного с аксиальными выводами в расплав припоя и его извлечение, тем, что, согласно изобретению на места сопряжения предварительно наносят флюс, погружение осуществляют по оси радиоэлемента под углом 70-80° к зеркалу припоя с температурой 370-400°С со скоростью (2-3)×10-2 м/с, а извлечение осуществляют под углом 70°-90° к зеркалу припоя со скоростью, равной скорости погружения. Указанная совокупность существенных признаков позволяет ориентировать изделие к зеркалу припоя при погружении и извлечении из расплава припоя, что обеспечивает габаритность размеров шва по оси вывода, симметричность формы вокруг вывода, стойкость к воздействию растягивающей силы вдоль оси вывода. Это обусловлено следующим механизмом формирования паяного шва по предложенному способу. Нанесение флюса на места сопряжения происходит при полном погружении в него собранной конструкции, при этом обеспечивается полное вытеснение им из "глухих" мест воздушных пробок. На следующей стадии процесса, при погружении собранной конструкции в припой, флюс образует на зеркальной поверхности припоя пятно вокруг центра погружения, через которое вводят и извлекают из ванны радиоэлемент. Размеры пятна и срок жизни обеспечиваются как углом наклона оси радиоэлемента при погружении, так и скоростью ввода и вывода из ванны. При указанных режимах пайки под действием капиллярных сил припой проникает в глухие отверстия, заполняя полностью зазоры между вставленными кончиками выводов и внутренней поверхностью отверстий, вытесняя при этом пары флюса. В момент погружения и извлечения изделия из припоя обеспечивается отсутствие окисной пленки на поверхности припоя в радиусе пятна из. флюса, при этом указанные режимы и ориентация изделия к зеркалу припоя не приводят к резкому повышению поверхностного натяжения припоя при извлечении радиоэлемента из расплава, благодаря чему формируется необходимых размеров и формы паяный шов, симметричный относительно вывода конус застывшего припоя с высотой по оси вывода 0,3 - 0,5мм при длине корпуса резистора не более 3 мм, способный выдержать воздействие растягивающей силы вдоль оси не менее 2 кгс. Отклонения в режимах выполнения способа в большую или меньшую стороны от заявленных интервалов приводят к образованию несимметричных относительно вывода паяных швов, увеличению их габаритов по оси вывода (более 0,5 мм) при одновременном снижении стойкости к растягивающей силе вдоль оси (не выдерживают силы более 1 кгс). Предложенный способ иллюстрируется фотографиями внешнего вида изделий, полученных в соответствии с заявляемой совокупностью признаков (фиг. 1) и при осуществлении способа с выходом за граничные значения заявленных интервалов режимов его осуществления (фиг. 2). Предложенный способ осуществляется следующим образом. Корпус радиоэлемента (резистора), L=2,6 мм; D=1,2мм вместе с сопряженными с ним аксиальными выводами, I-30 мм; d=0,4 мм, погружают во флюс, например, флюс ФО-ТУ 4-87 КСО.029-000ТУ. Затем его погружают в расплав припоя по оси радиоэлемента под углом 70-80° к зеркалу припоя с температурой 370°С 400° С со скоростью (2-3)х10-2 м/с. Извлечение осуществляют со скоростью (2-3)х10-2 м/с под углом 70-90° к зеркалу припоя. При этом одновременно с пайкой происходит и лужение выводов. Полученное по предложенному способу соединение аксиальных выводов с корпусом радиоэлемента представляет собой симметричный относительно вывода паяный шов конической формы, высота шва по оси вывода не более 0,5 мм (фиг. 1), стойкость которого к воздействию растягивающей силы вдоль оси не менее 2 кгс. Пример 1. Осуществляют соединение корпуса радиоэлемента (резистора) с габаритами L=2,6 мм; D=1.2 мм; с аксиальными выводами габарита I=30 мм; d=0,4 мм. После их сопряжения радиоэлемент полностью опускают в емкость с флюсом, например флюс ФОТУ 4-87 КСО.029-000ТУ. Далее сопряженные элементы погружают по оси радиоэлемента под углом 70° к зеркалу припоя в ванну с припоем, температура которого 370°С. Скорость погружения 2х10-2 м/с. Извлекают изделие с той же скоростью 2х10-2 м/с под углом 70е к зеркалу припоя. Полученное предложенным способом соединение, внешний вид которого приведен на фиг. 1, имеет паяный шов симметричной конической формы вокруг вывода, с высотой по оси вывода 0,3 мм, выдерживающий воздействие растягивающей вдоль оси силы более 2 кгс. Пример 2. Соединение корпуса радиоэлемента (резистора) с аксиальными выводами путем пайки осуществляют аналогично примеру 1 за исключением режимов осуществления способа. Погружение в расплав припоя с температурой 400°С осуществляют по оси резистора под углом 80° к зеркалу припоя. Скорость погружения 3х10-2 м/с. Извлекают со скоростью 3х10-2 м/с под углом 90° к зеркалу припоя. Полученное соединение, внешний вид которого приведен на фиг. 1, имеет паяный шов симметричной конической формы вокруг вывода, с высотой по оси вывода 0,3 мм. выдерживающий воздействие растягивающей вдоль оси силы более 2 кгс. Пример 3. Соединение корпуса радиоэлемента (резистора) с аксиальными выводами путем пайки осуществляют аналогично примеру 1 за исключением режимов осуществления способа. Погружение осуществляют со скоростью 1,5x10-2 м/с в расплав припоя с температурой 360°С по оси радиоэлемента под углом 65° к зеркалу припоя. Извлечение осуществляют со скоростью 1,5х10-2 м/с. Полученное указанным способом соединение, внешний вид которого приведен на фиг. 2, имеет паяный шов несимметричной формы вокруг вывода, с высотой по оси вывода более 0,5 мм, не выдерживающий воздействие растягивающей вдоль оси силы более 1 кгс. Пример 4. Соединение корпуса радиоэлемента (резистора) с аксиальными выводами путем пайки осуществляют аналогично примеру 1 за исключением режимов осуществления способа. Погружение осуществляют со скоростью 4х10-2 м/с, температура припоя 405°C, угол наклона оси радиоэлемента к зеркалу припоя составляет 90°. Скорость извлечения 4х10-2 м/с. Полученное указанным способом соединение не обеспечивает требуемой механической прочности конструкции резистора, способной выдержать воздействие растягивающей вдоль оси силы величиной не менее 0,5 кгс.
ДивитисяДодаткова інформація
Назва патенту англійськоюConnection technique of axial leads with radioqactive element body
Автори англійськоюHonchar Viktor Petrovych, Androsova Zhana Ivanivna
Назва патенту російськоюСпособ соединения аксиальных выводов с корпусом радиоэлемента
Автори російськоюГончар Виктор Петрович, Андросова Жанна Ивановна
МПК / Мітки
МПК: H01C 17/28
Мітки: спосіб, з'єднання, аксіальних, корпусом, радіоелемента, виводів
Код посилання
<a href="https://ua.patents.su/3-10497-sposib-zehdnannya-aksialnikh-vivodiv-z-korpusom-radioelementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання аксіальних виводів з корпусом радіоелемента</a>
Пристрій для формовки і обрізки виводів радіоелементів
Номер патенту: 1826
Опубліковано: 20.12.1994
Автор: Гаркавий Віктор Васильович
МПК: H05K 13/00
Мітки: виводів, обрізки, пристрій, формовки, радіоелементів
Формула / Реферат:
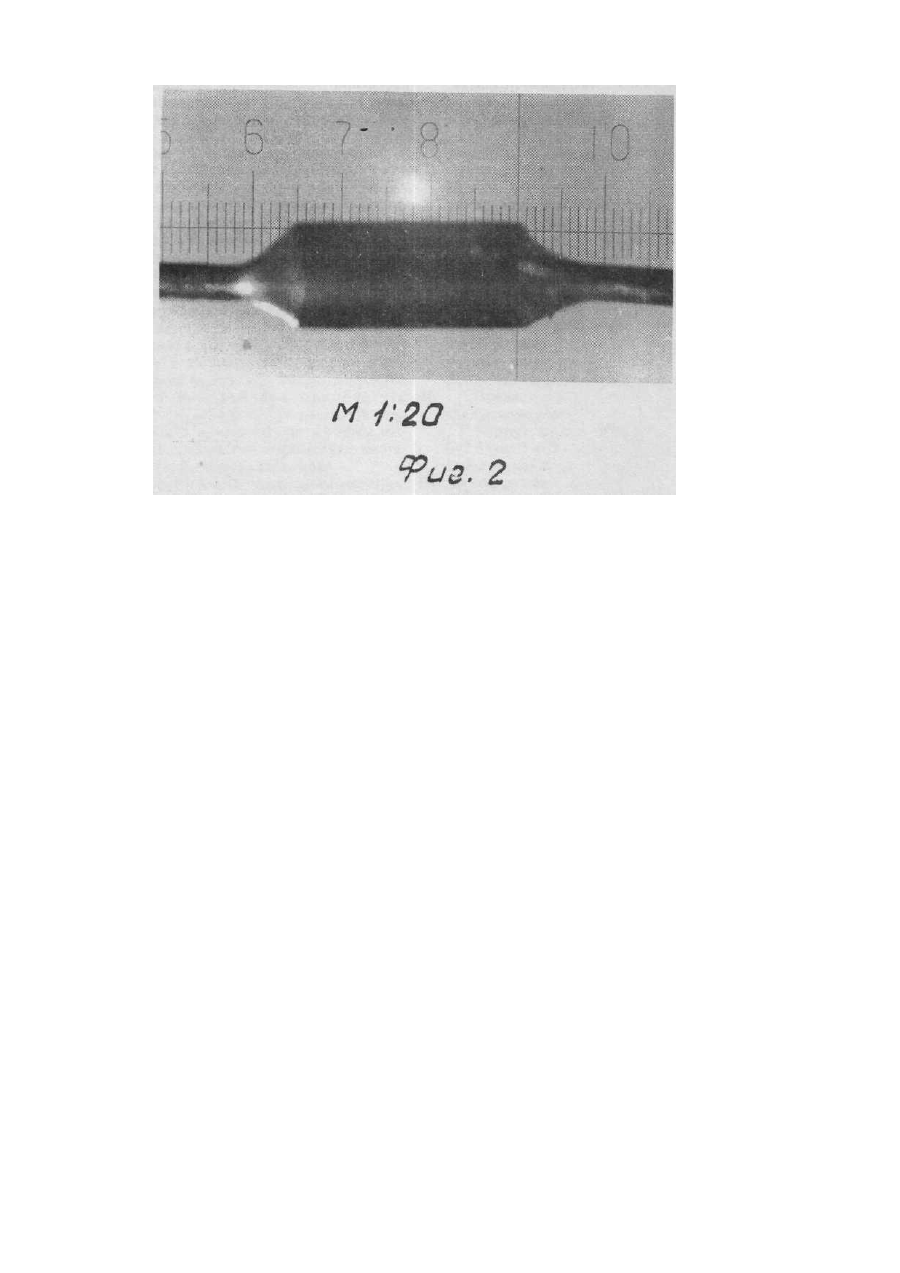
Устройство для формовки и обрезки выводов радиоэлементов, содержащее соединенные с кулачковым приводом ротор, механизм формовки и обрезки выводов радиоэлементов с пуансонами и матрицей, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, кулачки привода неподвижно установлены с каждой стороны ротора и соосно с валом ротора, при этом механизм формовки и обрезки выводов жестко закреплен на роторе с...
Спосіб з’єднання термопластичної торцевої пластини з корпусом пакувального контейнера
Номер патенту: 5992
Опубліковано: 29.12.1994
Автор: Ульф Надстед
МПК: B65B 31/02
Мітки: пакувального, з'єднання, торцевої, корпусом, спосіб, пластини, контейнера, термопластичної
Формула / Реферат:
(57) 1. Способ соединения термопластичной торцевой пластины с корпусом упаковочного контейнера, включающий установку корпуса контейнера в связанную с вакуум-системой камеру в виде стакана, имеющего форму корпуса контейнера, и размещение его таким образом, чтобы открытый торец выступал над открытым торцем камеры, наложение на корпус контейнера торцевой пластины, нагревание до температуры сваривания, герметичную фиксацию торцевой пластины на...
Пристрій для з’єднання гвинтової пари з веденим корпусом шліфувальної бабки
Номер патенту: 4016
Опубліковано: 27.12.1994
Автори: Шмутер Борис Азрільович, Погребний Валерій Олександрович
МПК: B24B 41/00
Мітки: бабки, шліфувальної, корпусом, веденим, пристрій, пари, з'єднання, гвинтової
Формула / Реферат:
Устройство для соединения винтовой пары с ведомым корпусом шлифовальной бабки, содержащее закрепленный в опорах подкладной плиты ходовой винт с шариковой гайкой, привод вращения ходового винта с высокомоментным электродвигателем и узел связи шариковой гайки с корпусом шлифовальной бабки, имеющим отверстие и неподвижные упоры, отличающееся тем, что, с целью упрощения конструкции и обеспечения регулировки, узел связи шариковой гайки с...
Спосіб герметизації конденсаторною зваркою мідного кристалотримача напівпровідникового приладу з корпусом
Номер патенту: 1004
Опубліковано: 30.12.1993
Автори: Сидоров Олександр Миколайович, Віницький Марк Якович
МПК: B23K 31/02
Мітки: мідного, корпусом, напівпровідникового, зваркою, конденсаторною, приладу, герметизації, кристалотримача, спосіб
Формула / Реферат:
Способ герметизации конденсаторной сваркой медного кристаллодержателя полупроводникового прибора с корпусом, при котором по периметру кристаллодержателя формируют рельефный выступ, наносят промежуточный слой металлизации по крайней мере на одну из свариваемых поверхностей и сваривают, отличающийся тем, что, с целью повышения качества путем повышения прочностных характеристик сварного соединения и увеличения выхода годных изделий, в...
Спосіб відбраковки ненадійних кмон інтегральних схем
Номер патенту: 9783
Опубліковано: 30.09.1996
Автори: Ілюк Ігор Євгенович, Пенцак Іван Борисович, Молчанов Костянтин Вікторович, Чекмезов Олександр Миколайович, Остапчук Анатолій Іванович
МПК: G01R 31/28, G01R 31/01, G01R 31/26
Мітки: ненадійних, схем, інтегральних, відбраковки, кмон, спосіб
Формула / Реферат:
(57) 1. Способ отбраковки ненадежных КМОП интегральных схем, включающий пропускание стабильного тока между одним из питающих выводов, объединенным с входными выводами интегральной схемы, и другим питающим выводом интегральной схемы, измерение напряжения между питающими выводами интегральной схемы, отбраковку интегральной схемы по результатам измерений, отличающийся тем, что измеряют напряжение между питающими выводами интегральной схемы при...
Попередній патент: Пристрій для регулювання режиму вулканізації
Наступний патент: Транспортна канатна установка з замкнутим тяговим канатом
Випадковий патент: Спосіб виготовлення фанери