Спосіб одержання штучної оболонки для заповнення харчовими матеріалами, штучна оболонка та спосіб одержання харчового продукту в штучній оболонці
Номер патенту: 111730
Опубліковано: 10.06.2016
Автори: Гарсія Мартінес Йон Іньякі, Лонго Аресо Карлос Марія

Формула / Реферат
1. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами, у якому:
на етапі а) готують здатний до екструзії гель, який містить волокнисту колагенову дисперсію, який відрізняється тим, що у ньому:
на етапі b) встановлюють екструзійну головку (3), яка має випускну щілину (1) для випускання екструдованого матеріалу, яка має замкнену і некруглу геометричну форму, і
на етапі с) екструдують здатний до екструзії гель, виготовлений на етапі а), крізь випускну щілину (1), встановлену на етапі b), одержуючи порожнисту трубку (2) з плівки з одночасним утримуванням тиску всередині трубки (2) з плівки вищим за тиск зовні неї шляхом введення газу з достатнім тиском в трубку з плівки з набуттям трубкою з плівки по суті циліндричної форми.
2. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 1, який відрізняється тим, що на етапі с) вводять стиснену текучу субстанцію з достатнім тиском в трубку (2) з плівки так, щоб трубка (2) з плівки набувала по суті циліндричної форми.
3. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за будь-яким із попередніх пунктів, який відрізняється тим, що випускна щілина (1) для випускання екструдованого матеріалу має замкнену багатокутну форму.
4. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за будь-яким із попередніх пунктів, який відрізняється тим, що після етапу с) на етапі d) коагулюють трубку (2) з плівки, одержану на етапі с).
5. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 4, який відрізняється тим, що після етапу d) на етапі е) здійснюють чистову обробку одержаної штучної оболонки, яка включає будь-який етап, вибраний з групи, до якої входять тверднення, сушіння, намотування і гофрування або їх комбінацію.
6. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 4 або п. 5, який відрізняється тим, що на етапі а) готують здатний до екструзій гель, який містить свинячий колаген.
7. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 4 або п. 5, який відрізняється тим, що на етапі а) готують здатний до екструзії гель, який містить колаген великої рогатої худоби.
8. Спосіб одержання харчового продукту в штучній оболонці, який відрізняється тим, що у ньому одержують штучну оболонку способом за будь-яким із пп. 1-7 і додатково заповнюють згадану штучну оболонку харчовим матеріалом.
9. Штучна оболонка для заповнення харчовими матеріалами, яка відрізняється тим, що вона одержана за допомогою способу за будь-яким із пп. 1-7.
10. Харчовий продукт в штучній оболонці, який відрізняється тим, що він одержаний за допомогою способу за п. 8.
Текст
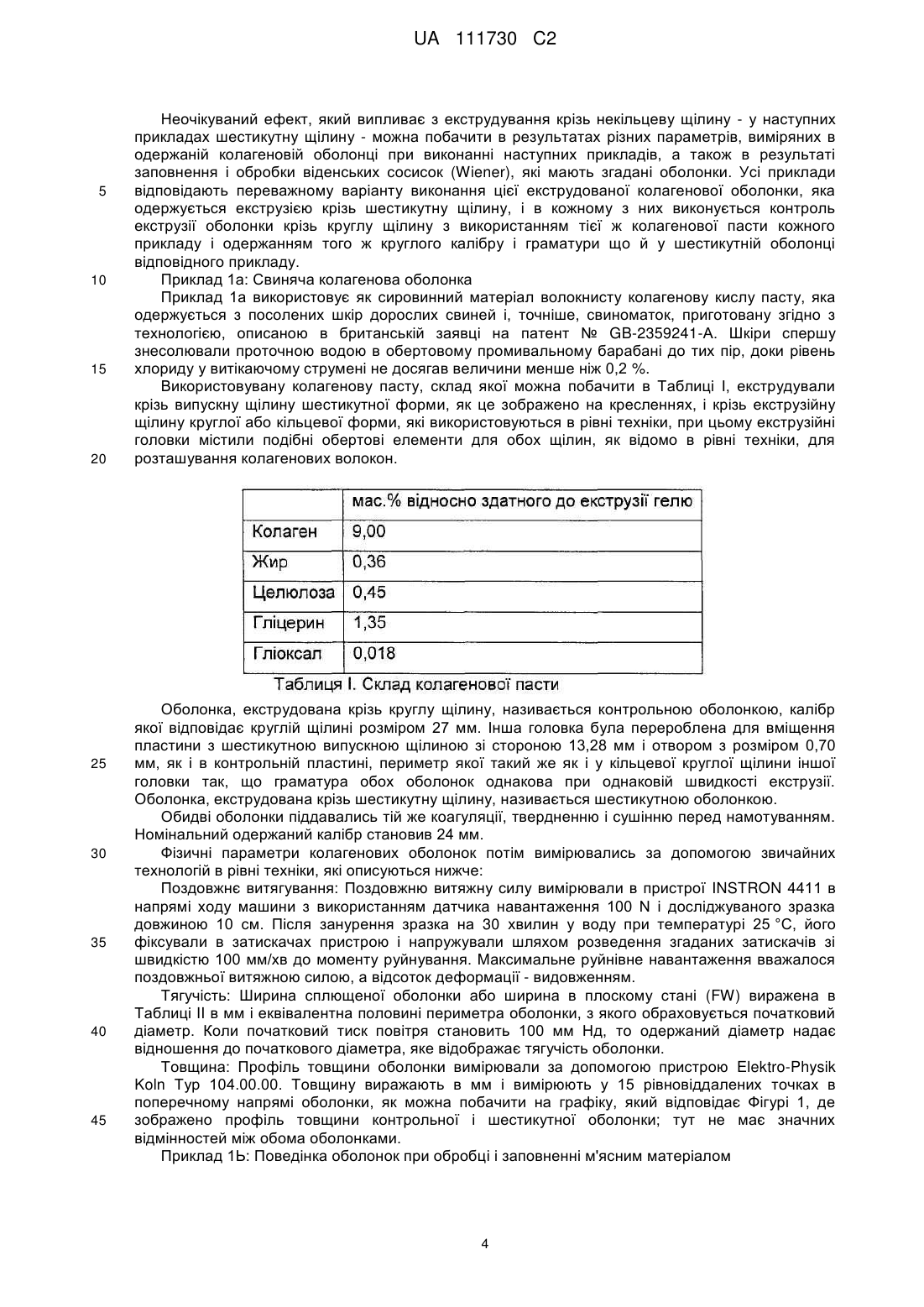
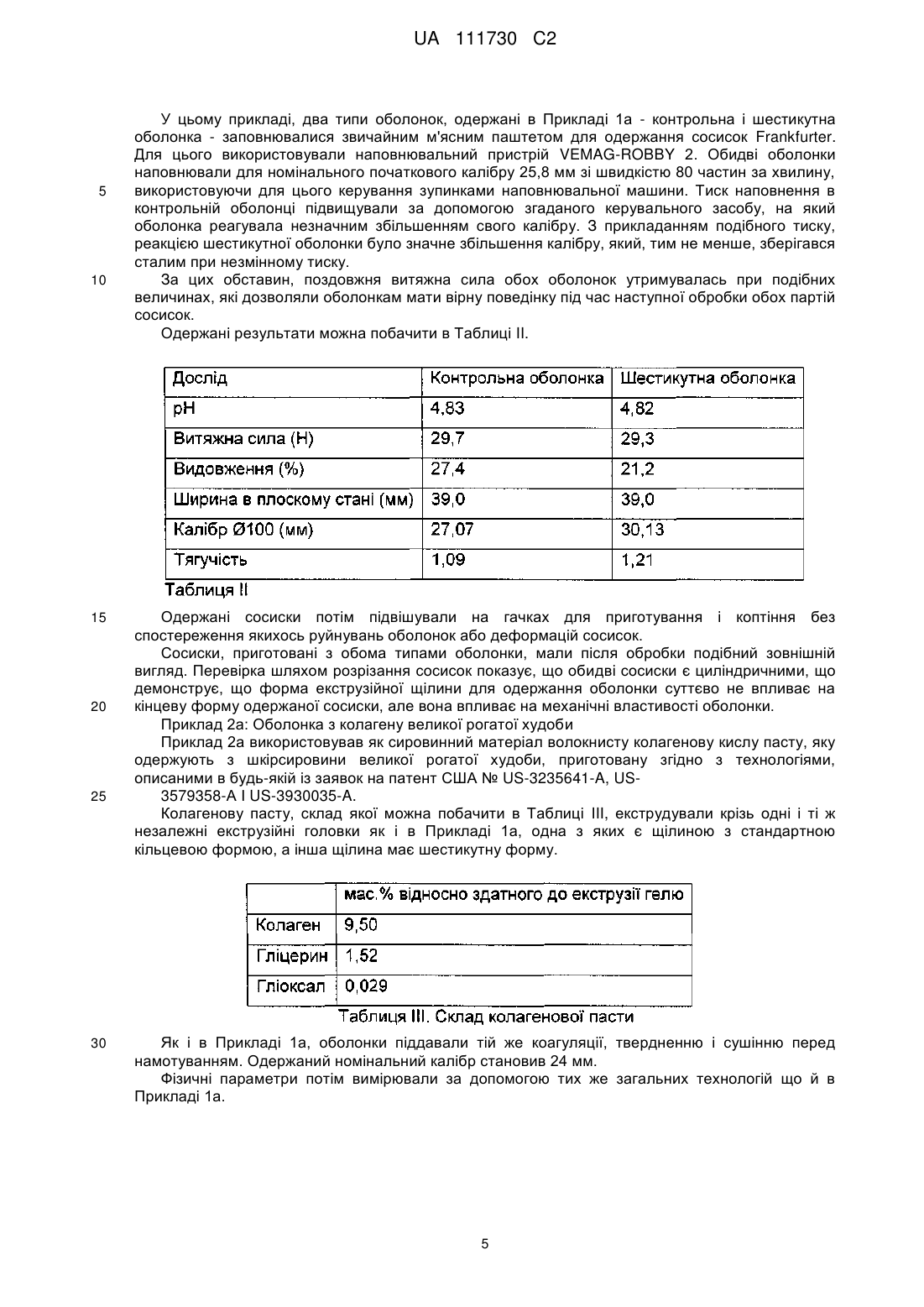
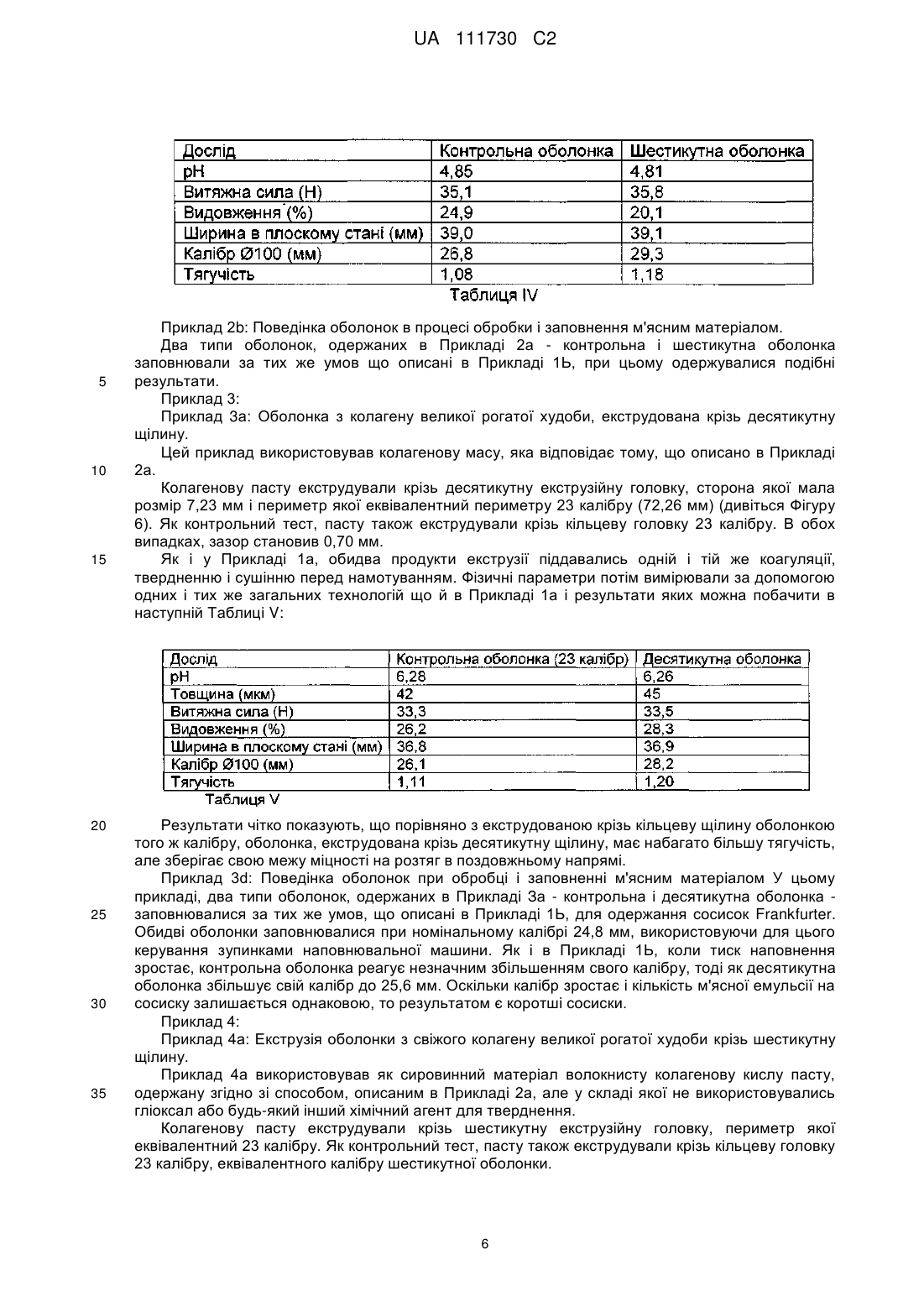
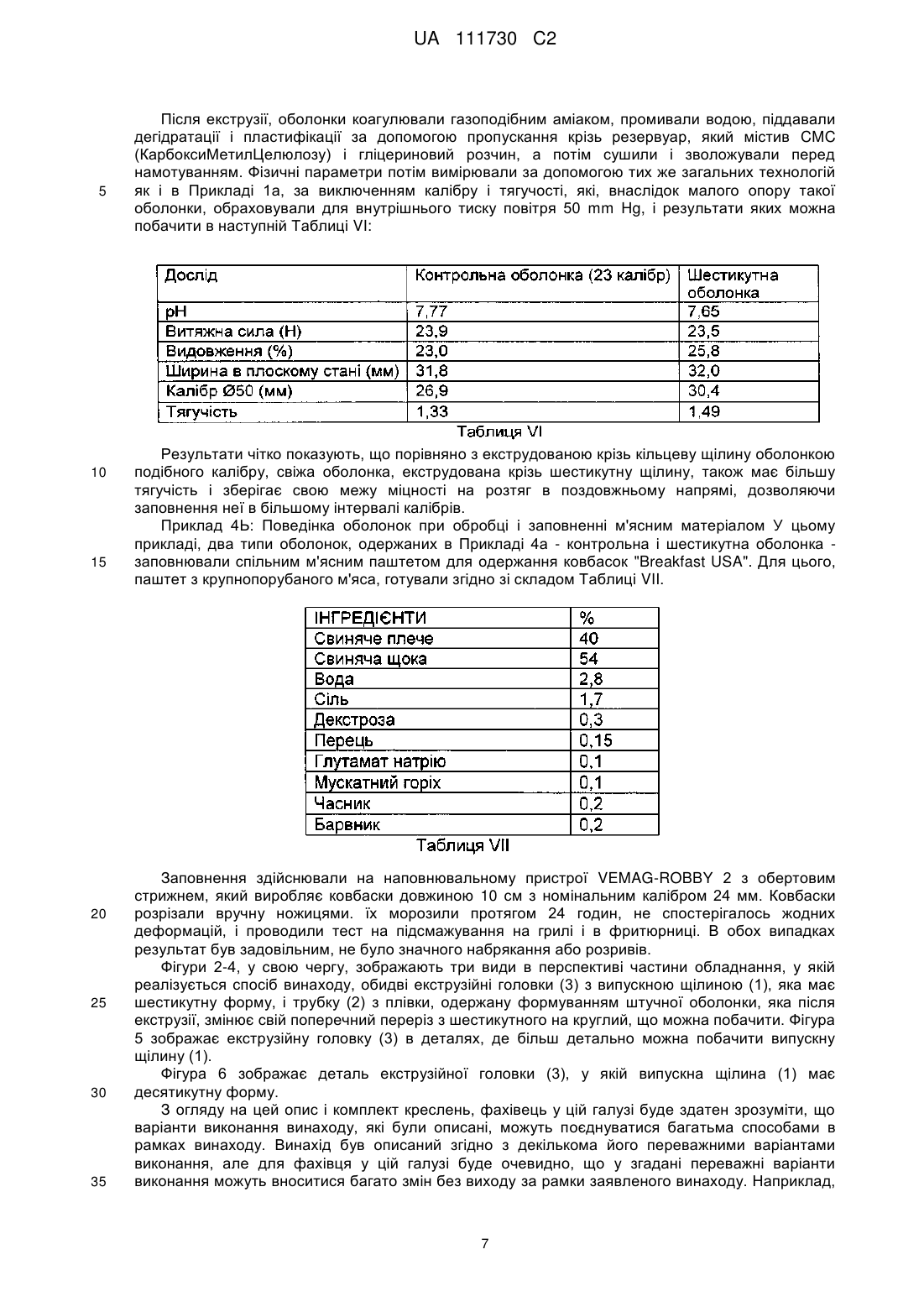
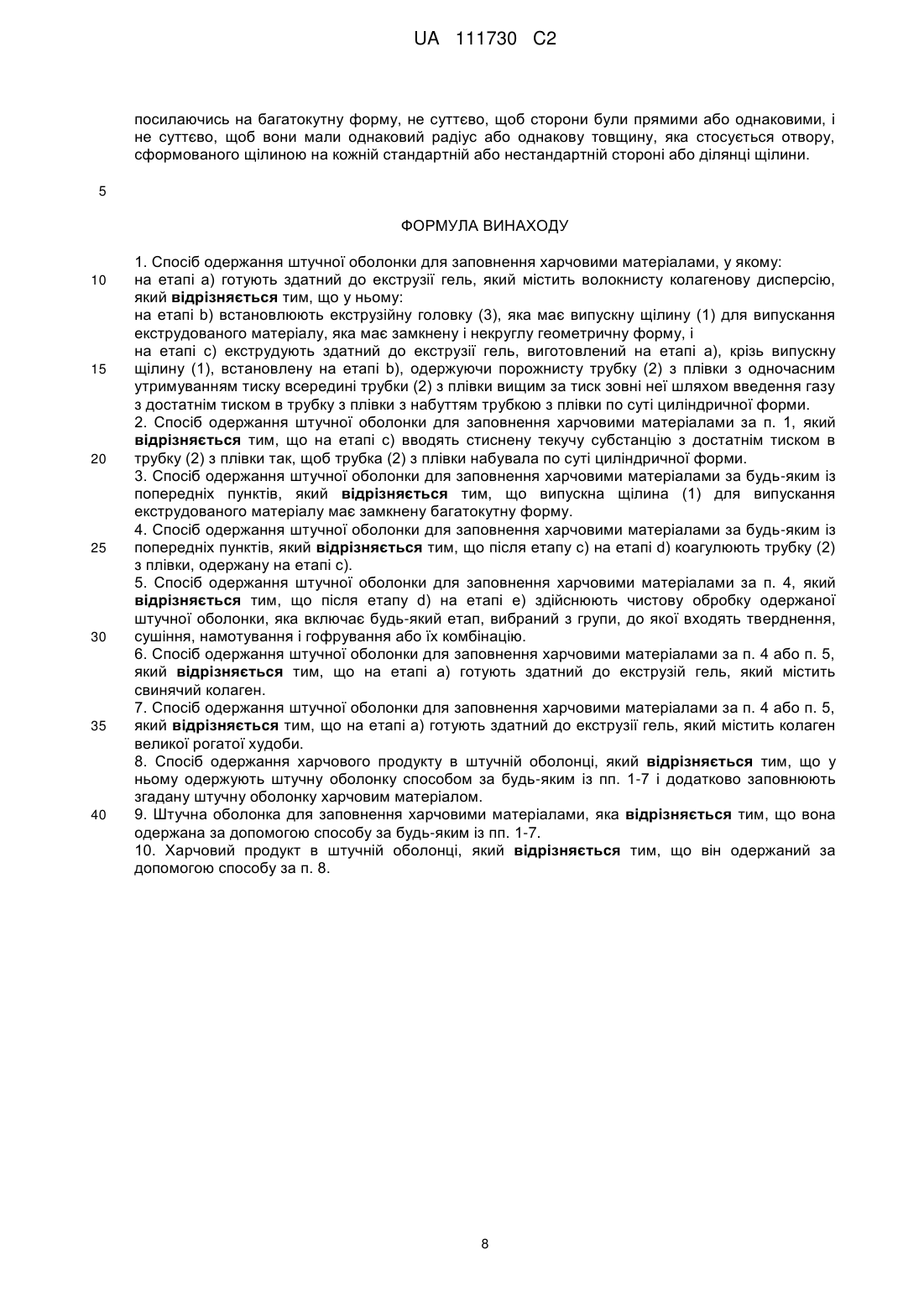
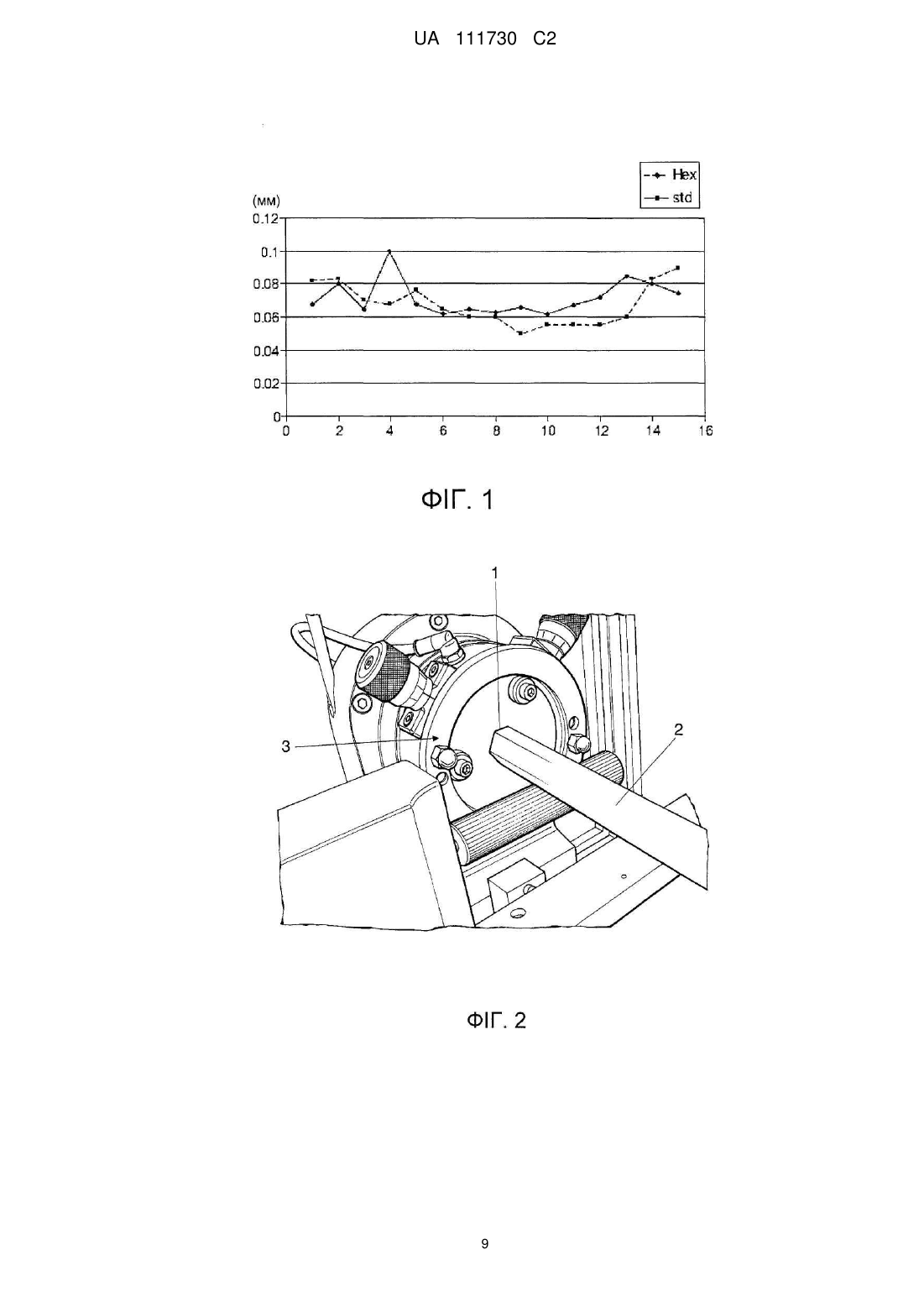
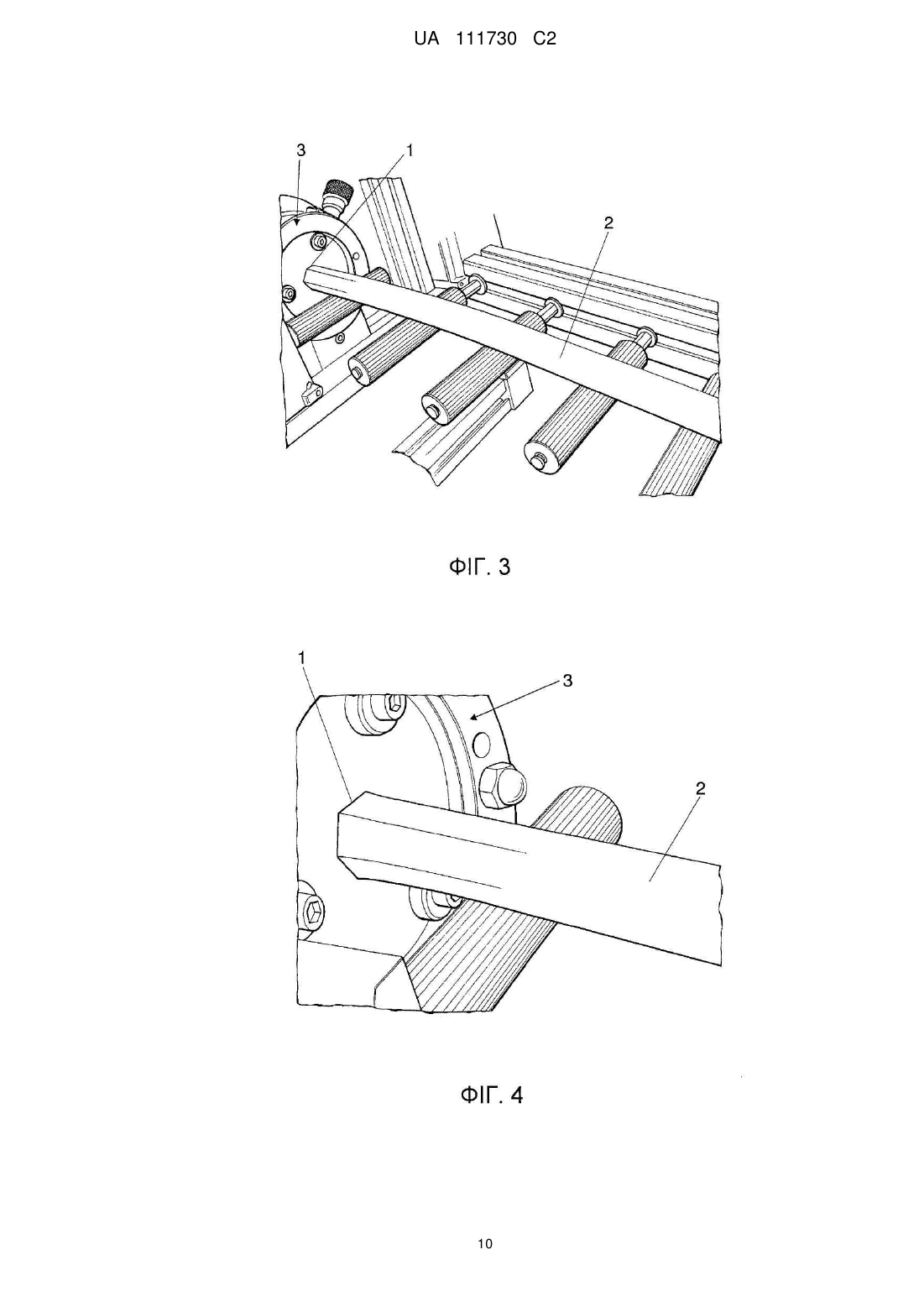
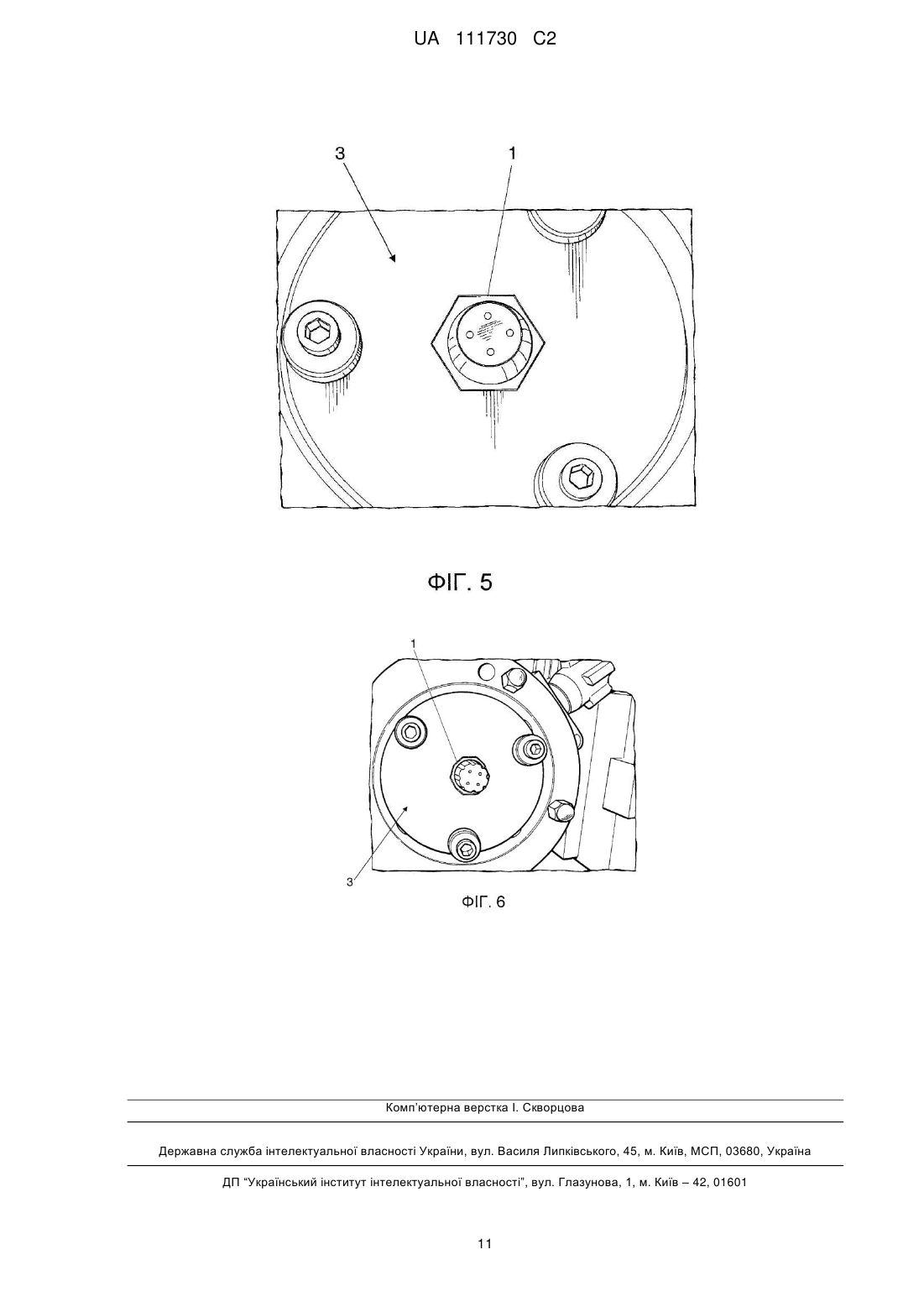
Реферат: Винахід належить способу одержання штучної оболонки для заповнення харчовими матеріалами, у якому на етапі а) готують здатний до екструзії гель, який містить волокнисту колагенову дисперсію, який відрізняється тим, що у ньому на етапі b) встановлюють екструзійну головку (3), яка має випускну щілину (1) для випускання екструдованого матеріалу, яка має замкнену і некруглу геометричну форму, і на етапі с) екструдують здатний до екструзії гель, виготовлений на етапі а), крізь випускну щілину (1), встановлену на етапі b), одержуючи порожнисту трубку (2) з плівки з одночасним утримуванням тиску всередині трубки (2) з плівки вищим за тиск зовні неї шляхом введення газу з достатнім тиском в трубку з плівки з набуттям трубкою з плівки по суті циліндричної форми. Винахід належить також способу одержання харчового продукту в згаданій штучній оболонці та належить штучній оболонці для заповнення її харчовими матеріалами. UA 111730 C2 (12) UA 111730 C2 UA 111730 C2 5 10 15 20 25 30 35 40 45 50 55 Технічна Галузь Винаходу Представлений винахід застосовується в харчовій промисловості і, точніше, в галузі виготовлення штучної оболонки для заповнення харчовими матеріалами. Рівень Техніки Сьогодні використання штучних оболонок для заповнення м'ясними матеріалами поступово заміняє використання природних оболонок завдяки промисловим перевагам згаданих штучних оболонок як з точки зору здоров'я так і з економічної точки зору. Серед штучних оболонок, відомих на сьогоднішній день, штучні волокнисті колагенові оболонки, які одержуються з шкір свиней або великої рогатої худоби, найширше використовуються в м'ясній промисловості завдяки їх чудовим робочим характеристикам при заповненні і обробці продукту, одержаного заповненням оболонки м'ясним матеріалом, а також завдяки їх природному зовнішньому вигляду. З іншого боку, на додаток до існуючих їстівних колагенових оболонок, колагенові оболонки можуть оброблятися тим же способом що й природні оболонки для одержання широкого ряду харчових продуктів, які включають приготовані, свіжі, в'ялені, висушені або копчені продукти, а також продукти, які дозволяють ріст їстівних оболонок. Колагенові оболонки можуть головним чином класифікуватися як їстівні оболонки і неїстівні оболонки. У свою чергу, в кожній з цих категорій існують багато підкатегорій в залежності від типу м'ясного продукту, для якого передбачена оболонка, типу обробки згаданого м'ясного продукту після наповнення і від способу презентації його споживачеві. На додаток до вищезгаданого, незважаючи на тип одержуваного м'ясного продукту, необхідно брати до уваги існування вимоги ринку до м'ясних продуктів з декількома калібрами, і, тому, на додаток до спеціального типу одержуваного продукту, існує потреба у виготовленні оболонок різних калібрів в залежності від калібру м'ясного матеріалу, яким наповнюють оболонку. Калібр є товщиною м'ясного продукту, тобто, діаметром поперечного перерізу оболонки, коли згадана оболонка повністю надута або заповнена м'ясним паштетом під певним тиском, тобто, після заповнення, причому цей фактор є головним фактором, який підсилює потребу у виготовленні великої кількості різних оболонок, беручи до уваги те, що спеціальна оболонка зазвичай використовується для одержання м'ясного продукту в оболонці спеціального калібру. На додаток до недоліків виробника вищезгаданих оболонок, користувач оболонок, у свою чергу, потребує мати в наявності певну кількість оболонок для кожного з калібрів матеріалів, якими наповнюють оболонки, що є недоліком з точки зору логістики і зазвичай з економічної точки зору, оскільки змінний калібр означає витрату часу з грошовими витратами на виробництво. Опис Винаходу Перший аспект представленого винаходу відноситься до способу одержання штучної оболонки для заповнення харчовими матеріалами для виготовлення продуктів, таких як м'ясні продукти, такі як, наприклад, сосиски. Згідно з винаходом, у способі: - на етапі а) готують здатний до екструзії гель, переважно волокнисту колагенову дисперсію, яка містить кислоту, - на етапі b) встановлюють екструзійну головку, яка, незважаючи на свої механічні характеристики, містить випускну щілину для виходу екструдованого матеріалу, яка має замкнену і некруглу геометричну форму, тобто, некільцеву форму, і також здатна бути кривою, овальною або багатокутною, і - на етапі с) екструдують здатний до екструзії гель, приготований на етапі а), крізь випускну щілину, встановлену на етапі b), одержуючи порожнисту трубку з плівкиз одночасним підтримуванням тиску всередині трубки з плівки вищим за тиск зовні згаданої трубки з плівки. Було доведено, що беручи до уваги поведінку ектрудованого матеріалу, різниці внутрішнього позитивного тиску, не меншої ніж 2 см Н2О, достатньо для перешкоджання оболонці сплющуватися або руйнуватися. Стосовно геометричної форми випускної щілини, слід зазначити, що був описаний спеціальний тип штучної оболонки, з якої одержують сосиски кривої форми, яка одержується за допомогою екструзії матеріалу крізь круглу щілину, однак, хоча зовнішній і внутрішній контур щілини є круглими, вони є ексцентричними, завдяки чому більша товщина досягається на одній стороні, що спричиняє викривлення оболонки при екструдуванні. Спосіб одержання цих оболонок описується в заявках на патент США US-1645050-А і US-1654253-A. На противагу цьому, у випадку винаходу, вважається, що випускна щілина не має кільцевої форми за умови, що її зовнішній або внутрішній контур є круглим. 1 UA 111730 C2 5 10 15 20 25 30 35 40 45 50 55 60 На етапі с) винаходу, трубку з плівки можна зберігати порожнистою, тобто, без її руйнування або сплющення або згинання внаслідок надмірного тиску двома способами. По-перше, передбачається створення вакууму зовні трубки з плівки. По-друге, передбачається можливість введення текучої субстанції, переважно газу, з достатнім тиском в трубку з плівки так, щоб трубка з плівки набувала по суті циліндричної форми. У випадку винаходу, коли трубка з плівки рухається вперед і в сторону від випускної щілини, то поперечний переріз порожнистої трубки з плівки набуває круглої форми завдяки дії тиску, який прикладається текучою субстанцією, яка вводиться у згадану порожнисту трубку з плівки. Логічно міркуючи, товщина випускної щілини є тією, що визначає товщину одержуваної плівки так, що, оскільки згадана випускна щілина має замкнену форму, то екструзія, виконувана способом, є трубчастою екструзією. В ході ряду досліджень, націлених на вивчення поведінки колагенових паст в ході трубчастої екструзії, у якій при зміні геометричної форми екструзійної щілини і, точніше, при заміні традиційної щілини з кільцевою або круглою формою, яка відповідає спеціальному калібру, на випускну щілину з, наприклад, багатокутною формою, розміри якої були обраховані для одержання циліндричної оболонки того ж калібру і граматури, було здійснене дивуюче відкриття, що таким чином отримана оболонка набуває високої здатності до розтягу у своєму поперечному перерізі з одночасним збереженням тих же величин сили поздовжнього витягування як і у випадку оболонки, одержуваної за допомогою круглої щілини. Як описано, головна перевага винаходу для галузі промисловості, яка використовує оболонки, полягає в тому, що може одержуватися спеціальна оболонка, яка придатна до пристосування до більше ніж одного калібру під час процесу заповнення. На додаток до цієї переваги, зберігається решта фізичних властивостей, які дозволяють вірну поведінку оболонок під час наповнення і їх наступної обробки. Подібним чином, таким способом одержана оболонка зберігає свій зовнішній вигляд без будь-якої значної зміни так, що вона із задоволенням сприймається споживачем. До теперішнього часу, синтетичні оболонки або з колагену або іншого протеїну, целюлози, волокна, або пластичні оболонки екструдувалися крізь круглі щілини, відомі зазвичай як кільцеві щілини. Сформована плівка, коли підготована пластична маса, наприклад з колагену, проходить крізь таку щілину, є циліндричною трубкою і зберігає свою форму після екструзії внаслідок тиску газу, який міститься в ній. Згаданий газ може бути повітрям або газом або сумішшю газів з коагуляційним ефектом, наприклад аміаком, який вводиться в трубку з плівки, яка була сформована під регульованим тиском, який зберігає циліндричну форму плівки, оскільки вона є еластичною. Єдиним способом гарантувати постійне збереження трубчатої форми із згаданим багатокутним поперечним перерізом екструдованої крізь багатокутну щілину оболонки є поміщення в неї твердої маси, яка має загаданий багатокутний переріз. Цей випадок може мати місце тільки у варіанті екструзії, названої сумісною екструзією, яка не є типом екструзії винаходу, оскільки, у випадку винаходу, оболонку екструдують незалежно. На противагу цьому, при сумісній екструзії, плівка або оболонка і її вміст екструдуються одночасно так, що оболонка прилягає безпосередньо до паштету продукту, яким її заповнюють. При сумісній екструзії, форма щілини, крізь яку екструдується оболонка, є повним дзеркальним відображенням форми отвору, крізь який сумісно екструдується м'ясний матеріал для заповнення оболонки. Заявка на патент США US-2007/0026777-A1, яка відноситься до сумісної екструзії ковбас Landjager з нециліндричними перерізами, є гарною ілюстрацією цього спеціального випадку. Форма і кінцеві розміри сумісно екструдованої ковбаси визначаються формою випускного отвору для м'ясного паштету. У випадку винаходу, це випливає із законів фізики, які полягають в тому, що, коли маса екструдується крізь щілину, яка не є круглою або кільцевою, наприклад є трикутною, то одержана трубка з плівки повинна набувати по суті циліндричної форми зразу ж після виходу з екструзійної головки за умови, що згадана плівка є еластичною і в ній зберігається необхідний тиск газу. Якщо замість газу в трубку з плівки вводиться текучий матеріал, то згадана плівка швидко набуває циліндричної форми за умови, що внутрішній тиск текучої субстанції є достатнім для цього. З цієї причини форма екструзійної щілини не здається фактором, який визначає форму майбутньої ковбаси, як це зображено в прикладах. В цьому сенсі, також зрозуміло, що факт заміни кільцевої форми екструзійної щілини для одержання оболонки для заповнення ніколи не пропонувався ймовірно з цієї причини, беручи до уваги те, що, в принципі, не очікувалось, що форма щілини буде мати якийсь спеціальний технічний ефект. Оболонки, одержані способом винаходу, мають зовнішній вигляд, подібний до зовнішніх виглядів, одержаних трубчастою екструзією за допомогою кільцевої або круглої щілини, і для 2 UA 111730 C2 5 10 15 20 25 30 35 40 45 50 55 60 заданої композиції і калібру, маса сухої речовини (головним чином колагену) на одиницю довжини є однаковою в обох випадках. Однак, під час наповнення, оболонка, яка одержується з некільцевої екструзії, має більшу здатність до розтягу, яка лінійно залежить від тиску заповнення. Це дозволяє попереднє встановлення калібру за допомогою встановлення сталого тиску заповнення. На подив, підтримується поздовжня сила витягування оболонки винаходу, що дозволяє наступну вірну обробку одержаних заповненням оболонки продуктів. Подібним чином, припускається, що, на додаток до колагену, здатний до екструзії гель містить жир та інші добавки, які можуть належати до групи підсилюючих, поперечно зшиваючих, пластифікуючих і змащувальних речовин; речовини, які надають органолептичні характеристики, такі як барвники і пігменти, ароматизатори; а також речовини, які стимулюють прилипання оболонки до м'яса або полегшують здирання. Припускається можливість, що у способі після етапу с) виконують: - етап d), на якому коагулюють трубку з плівки, одержану на етапі с). Припускається можливість, що у способі після етапу d) виконують етап e), у якому здійснюють чистову обробку одержаної штучної оболонки, яка включає будь-який етап, вибраний з групи, до якої входять тверднення, сушіння, намотування і гофрування або їх комбінацію, тобто, за допомогою будь-якого із способів, відомих в рівні техніки. З іншого боку, припускається, що етап а) включає приготування здатного до екструзії гелю, який містить свинячий колаген, переважно знежирений до рівня, нижче 10 % жиру на масу сухого матеріалу, де колаген може одержуватися з свинячих шкір як молодих так і дорослих тварин і головним чином з свиноматок. Подібним чином, припускається, що на етапі а) готують здатний до екструзії гель, який містить колаген великої рогатої худоби, де колаген може одержуватися з шкір великої рогатої худоби і шкірсировини. Подібним чином, припускається, що на етапі а) готують здатний до екструзії гель, який містить колаген, який одержують з інших джерел, або з суміші вищеописаних джерел. Після одержання штучної оболонки згідно зі способом винаходу, може одержуватися харчовий матеріал для заповнення, який вводиться у згадану штучну оболонку, після чого згаданий продукт може підвішуватися на гачки, готуватися і коптитися. Другий аспект винаходу відноситься до штучної оболонки для заповнення харчовими матеріалами, одержаними за допомогою вищеописаного способу. Без наміру обмеження наступної інтерпретації, вважається, що бажаний результат винаходу одержується технічним ефектом наступних ознак: a) різниця у товщині на кутах багатокутника і на його хордах, b) поперемінно розташовані на оболонці товсті і тонкі поздовжні ділянки, c) де тонкі ділянки дозволяють більший розтяг оболонки для спеціального тиску, і d) де товсті ділянки зберігають межу міцності на розрив у поздовжньому напрямі. Опис Креслень Для доповнення опису, який наданий, і для допомоги кращому розумінню ознак винаходу згідно з його переважним практичним варіантом виконання, набір креслень додається як частина згаданого опису, на яких ілюстративно та необмежувально: Фігура 1 зображає графік, на якому зображені профілі товщини контрольної оболонки (std) і шестикутної оболонки (Hex), вираженої в мм на вісі у для 15 рівновіддалених точок у поперечному напрямі оболонки, позначеного на осі х. Фігура 2 зображає вид в перспективі частини обладнання, на якому втілюється спосіб винаходу, який показує екструзійну головку з шестикутною випускною щілиною і одержану трубку з плівки, яка формує штучну оболонку, поперечний переріз якої після екструзії змінюється з шестикутного на круглий. Фігура 3 зображає вид в перспективі як на Фігурі 2, але в ширшому аспекті, на якому можна побачити більшу ділянку екструдованої оболонки і більшу кількість елементів частини обладнання, на якому вона одержується. Фігура 4 зображає детальний вид оболонки, одержаної в частині обладнання, показаної на Фігурах 2 і 3, точніше ділянку поблизу екструзійної головки. Фігура 5 зображає детальний вид екструзійної головки, у якій одержують оболонку винаходу, на якому можна побачити випускну щілину шестикутної форми. Фігура 6 зображає детальний вид екструзійної головки, у якій одержується оболонка винаходу, на якому можна побачити випускну щілину десятикутної форми. Переважний Варіант Виконання Винаходу Далі з огляду на описані креслення, описуються різні порівняльні приклади, які надаються згідно з одним із можливих варіантів виконання винаходу. 3 UA 111730 C2 5 10 15 20 25 30 35 40 45 Неочікуваний ефект, який випливає з екструдування крізь некільцеву щілину - у наступних прикладах шестикутну щілину - можна побачити в результатах різних параметрів, виміряних в одержаній колагеновій оболонці при виконанні наступних прикладів, а також в результаті заповнення і обробки віденських сосисок (Wiener), які мають згадані оболонки. Усі приклади відповідають переважному варіанту виконання цієї екструдованої колагенової оболонки, яка одержується екструзією крізь шестикутну щілину, і в кожному з них виконується контроль екструзії оболонки крізь круглу щілину з використанням тієї ж колагенової пасти кожного прикладу і одержанням того ж круглого калібру і граматури що й у шестикутній оболонці відповідного прикладу. Приклад 1а: Свиняча колагенова оболонка Приклад 1а використовує як сировинний матеріал волокнисту колагенову кислу пасту, яка одержується з посолених шкір дорослих свиней і, точніше, свиноматок, приготовану згідно з технологією, описаною в британській заявці на патент № GB-2359241-А. Шкіри спершу знесолювали проточною водою в обертовому промивальному барабані до тих пір, доки рівень хлориду у витікаючому струмені не досягав величини менше ніж 0,2 %. Використовувану колагенову пасту, склад якої можна побачити в Таблиці І, екструдували крізь випускну щілину шестикутної форми, як це зображено на кресленнях, і крізь екструзійну щілину круглої або кільцевої форми, які використовуються в рівні техніки, при цьому екструзійні головки містили подібні обертові елементи для обох щілин, як відомо в рівні техніки, для розташування колагенових волокон. Оболонка, екструдована крізь круглу щілину, називається контрольною оболонкою, калібр якої відповідає круглій щілині розміром 27 мм. Інша головка була перероблена для вміщення пластини з шестикутною випускною щілиною зі стороною 13,28 мм і отвором з розміром 0,70 мм, як і в контрольній пластині, периметр якої такий же як і у кільцевої круглої щілини іншої головки так, що граматура обох оболонок однакова при однаковій швидкості екструзії. Оболонка, екструдована крізь шестикутну щілину, називається шестикутною оболонкою. Обидві оболонки піддавались тій же коагуляції, твердненню і сушінню перед намотуванням. Номінальний одержаний калібр становив 24 мм. Фізичні параметри колагенових оболонок потім вимірювались за допомогою звичайних технологій в рівні техніки, які описуються нижче: Поздовжнє витягування: Поздовжню витяжну силу вимірювали в пристрої INSTRON 4411 в напрямі ходу машини з використанням датчика навантаження 100 N і досліджуваного зразка довжиною 10 см. Після занурення зразка на 30 хвилин у воду при температурі 25 °C, його фіксували в затискачах пристрою і напружували шляхом розведення згаданих затискачів зі швидкістю 100 мм/хв до моменту руйнування. Максимальне руйнівне навантаження вважалося поздовжньої витяжною силою, а відсоток деформації - видовженням. Тягучість: Ширина сплющеної оболонки або ширина в плоскому стані (FW) виражена в Таблиці II в мм і еквівалентна половині периметра оболонки, з якого обраховується початковий діаметр. Коли початковий тиск повітря становить 100 мм Нд, то одержаний діаметр надає відношення до початкового діаметра, яке відображає тягучість оболонки. Товщина: Профіль товщини оболонки вимірювали за допомогою пристрою Elektro-Physik Koln Тур 104.00.00. Товщину виражають в мм і вимірюють у 15 рівновіддалених точках в поперечному напрямі оболонки, як можна побачити на графіку, який відповідає Фігурі 1, де зображено профіль товщини контрольної і шестикутної оболонки; тут не має значних відмінностей між обома оболонками. Приклад 1Ь: Поведінка оболонок при обробці і заповненні м'ясним матеріалом 4 UA 111730 C2 5 10 15 20 25 30 У цьому прикладі, два типи оболонок, одержані в Прикладі 1а - контрольна і шестикутна оболонка - заповнювалися звичайним м'ясним паштетом для одержання сосисок Frankfurter. Для цього використовували наповнювальний пристрій VEMAG-ROBBY 2. Обидві оболонки наповнювали для номінального початкового калібру 25,8 мм зі швидкістю 80 частин за хвилину, використовуючи для цього керування зупинками наповнювальної машини. Тиск наповнення в контрольній оболонці підвищували за допомогою згаданого керувального засобу, на який оболонка реагувала незначним збільшенням свого калібру. З прикладанням подібного тиску, реакцією шестикутної оболонки було значне збільшення калібру, який, тим не менше, зберігався сталим при незмінному тиску. За цих обставин, поздовжня витяжна сила обох оболонок утримувалась при подібних величинах, які дозволяли оболонкам мати вірну поведінку під час наступної обробки обох партій сосисок. Одержані результати можна побачити в Таблиці II. Одержані сосиски потім підвішували на гачках для приготування і коптіння без спостереження якихось руйнувань оболонок або деформацій сосисок. Сосиски, приготовані з обома типами оболонки, мали після обробки подібний зовнішній вигляд. Перевірка шляхом розрізання сосисок показує, що обидві сосиски є циліндричними, що демонструє, що форма екструзійної щілини для одержання оболонки суттєво не впливає на кінцеву форму одержаної сосиски, але вона впливає на механічні властивості оболонки. Приклад 2а: Оболонка з колагену великої рогатої худоби Приклад 2а використовував як сировинний матеріал волокнисту колагенову кислу пасту, яку одержують з шкірсировини великої рогатої худоби, приготовану згідно з технологіями, описаними в будь-якій із заявок на патент США № US-3235641-A, US3579358-А І US-3930035-A. Колагенову пасту, склад якої можна побачити в Таблиці III, екструдували крізь одні і ті ж незалежні екструзійні головки як і в Прикладі 1а, одна з яких є щілиною з стандартною кільцевою формою, а інша щілина має шестикутну форму. Як і в Прикладі 1а, оболонки піддавали тій же коагуляції, твердненню і сушінню перед намотуванням. Одержаний номінальний калібр становив 24 мм. Фізичні параметри потім вимірювали за допомогою тих же загальних технологій що й в Прикладі 1а. 5 UA 111730 C2 5 10 15 20 25 30 35 Приклад 2b: Поведінка оболонок в процесі обробки і заповнення м'ясним матеріалом. Два типи оболонок, одержаних в Прикладі 2а - контрольна і шестикутна оболонка заповнювали за тих же умов що описані в Прикладі 1Ь, при цьому одержувалися подібні результати. Приклад 3: Приклад 3а: Оболонка з колагену великої рогатої худоби, екструдована крізь десятикутну щілину. Цей приклад використовував колагенову масу, яка відповідає тому, що описано в Прикладі 2а. Колагенову пасту екструдували крізь десятикутну екструзійну головку, сторона якої мала розмір 7,23 мм і периметр якої еквівалентний периметру 23 калібру (72,26 мм) (дивіться Фігуру 6). Як контрольний тест, пасту також екструдували крізь кільцеву головку 23 калібру. В обох випадках, зазор становив 0,70 мм. Як і у Прикладі 1а, обидва продукти екструзії піддавались одній і тій же коагуляції, твердненню і сушінню перед намотуванням. Фізичні параметри потім вимірювали за допомогою одних і тих же загальних технологій що й в Прикладі 1а і результати яких можна побачити в наступній Таблиці V: Результати чітко показують, що порівняно з екструдованою крізь кільцеву щілину оболонкою того ж калібру, оболонка, екструдована крізь десятикутну щілину, має набагато більшу тягучість, але зберігає свою межу міцності на розтяг в поздовжньому напрямі. Приклад 3d: Поведінка оболонок при обробці і заповненні м'ясним матеріалом У цьому прикладі, два типи оболонок, одержаних в Прикладі За - контрольна і десятикутна оболонка заповнювалися за тих же умов, що описані в Прикладі 1Ь, для одержання сосисок Frankfurter. Обидві оболонки заповнювалися при номінальному калібрі 24,8 мм, використовуючи для цього керування зупинками наповнювальної машини. Як і в Прикладі 1Ь, коли тиск наповнення зростає, контрольна оболонка реагує незначним збільшенням свого калібру, тоді як десятикутна оболонка збільшує свій калібр до 25,6 мм. Оскільки калібр зростає і кількість м'ясної емульсії на сосиску залишається однаковою, то результатом є коротші сосиски. Приклад 4: Приклад 4а: Екструзія оболонки з свіжого колагену великої рогатої худоби крізь шестикутну щілину. Приклад 4а використовував як сировинний матеріал волокнисту колагенову кислу пасту, одержану згідно зі способом, описаним в Прикладі 2а, але у складі якої не використовувались гліоксал або будь-який інший хімічний агент для тверднення. Колагенову пасту екструдували крізь шестикутну екструзійну головку, периметр якої еквівалентний 23 калібру. Як контрольний тест, пасту також екструдували крізь кільцеву головку 23 калібру, еквівалентного калібру шестикутної оболонки. 6 UA 111730 C2 5 10 15 20 25 30 35 Після екструзії, оболонки коагулювали газоподібним аміаком, промивали водою, піддавали дегідратації і пластифікації за допомогою пропускання крізь резервуар, який містив CMC (КарбоксиМетилЦелюлозу) і гліцериновий розчин, а потім сушили і зволожували перед намотуванням. Фізичні параметри потім вимірювали за допомогою тих же загальних технологій як і в Прикладі 1а, за виключенням калібру і тягучості, які, внаслідок малого опору такої оболонки, обраховували для внутрішнього тиску повітря 50 mm Hg, і результати яких можна побачити в наступній Таблиці VI: Результати чітко показують, що порівняно з екструдованою крізь кільцеву щілину оболонкою подібного калібру, свіжа оболонка, екструдована крізь шестикутну щілину, також має більшу тягучість і зберігає свою межу міцності на розтяг в поздовжньому напрямі, дозволяючи заповнення неї в більшому інтервалі калібрів. Приклад 4Ь: Поведінка оболонок при обробці і заповненні м'ясним матеріалом У цьому прикладі, два типи оболонок, одержаних в Прикладі 4а - контрольна і шестикутна оболонка заповнювали спільним м'ясним паштетом для одержання ковбасок "Breakfast USA". Для цього, паштет з крупнопорубаного м'яса, готували згідно зі складом Таблиці VII. Заповнення здійснювали на наповнювальному пристрої VEMAG-ROBBY 2 з обертовим стрижнем, який виробляє ковбаски довжиною 10 см з номінальним калібром 24 мм. Ковбаски розрізали вручну ножицями. їх морозили протягом 24 годин, не спостерігалось жодних деформацій, і проводили тест на підсмажування на грилі і в фритюрниці. В обох випадках результат був задовільним, не було значного набрякання або розривів. Фігури 2-4, у свою чергу, зображають три види в перспективі частини обладнання, у якій реалізується спосіб винаходу, обидві екструзійні головки (3) з випускною щілиною (1), яка має шестикутну форму, і трубку (2) з плівки, одержану формуванням штучної оболонки, яка після екструзії, змінює свій поперечний переріз з шестикутного на круглий, що можна побачити. Фігура 5 зображає екструзійну головку (3) в деталях, де більш детально можна побачити випускну щілину (1). Фігура 6 зображає деталь екструзійної головки (3), у якій випускна щілина (1) має десятикутну форму. З огляду на цей опис і комплект креслень, фахівець у цій галузі буде здатен зрозуміти, що варіанти виконання винаходу, які були описані, можуть поєднуватися багатьма способами в рамках винаходу. Винахід був описаний згідно з декількома його переважними варіантами виконання, але для фахівця у цій галузі буде очевидно, що у згадані переважні варіанти виконання можуть вноситися багато змін без виходу за рамки заявленого винаходу. Наприклад, 7 UA 111730 C2 посилаючись на багатокутну форму, не суттєво, щоб сторони були прямими або однаковими, і не суттєво, щоб вони мали однаковий радіус або однакову товщину, яка стосується отвору, сформованого щілиною на кожній стандартній або нестандартній стороні або ділянці щілини. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 1. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами, у якому: на етапі а) готують здатний до екструзії гель, який містить волокнисту колагенову дисперсію, який відрізняється тим, що у ньому: на етапі b) встановлюють екструзійну головку (3), яка має випускну щілину (1) для випускання екструдованого матеріалу, яка має замкнену і некруглу геометричну форму, і на етапі с) екструдують здатний до екструзії гель, виготовлений на етапі а), крізь випускну щілину (1), встановлену на етапі b), одержуючи порожнисту трубку (2) з плівки з одночасним утримуванням тиску всередині трубки (2) з плівки вищим за тиск зовні неї шляхом введення газу з достатнім тиском в трубку з плівки з набуттям трубкою з плівки по суті циліндричної форми. 2. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 1, який відрізняється тим, що на етапі с) вводять стиснену текучу субстанцію з достатнім тиском в трубку (2) з плівки так, щоб трубка (2) з плівки набувала по суті циліндричної форми. 3. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за будь-яким із попередніх пунктів, який відрізняється тим, що випускна щілина (1) для випускання екструдованого матеріалу має замкнену багатокутну форму. 4. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за будь-яким із попередніх пунктів, який відрізняється тим, що після етапу с) на етапі d) коагулюють трубку (2) з плівки, одержану на етапі с). 5. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 4, який відрізняється тим, що після етапу d) на етапі е) здійснюють чистову обробку одержаної штучної оболонки, яка включає будь-який етап, вибраний з групи, до якої входять тверднення, сушіння, намотування і гофрування або їх комбінацію. 6. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 4 або п. 5, який відрізняється тим, що на етапі а) готують здатний до екструзій гель, який містить свинячий колаген. 7. Спосіб одержання штучної оболонки для заповнення харчовими матеріалами за п. 4 або п. 5, який відрізняється тим, що на етапі а) готують здатний до екструзії гель, який містить колаген великої рогатої худоби. 8. Спосіб одержання харчового продукту в штучній оболонці, який відрізняється тим, що у ньому одержують штучну оболонку способом за будь-яким із пп. 1-7 і додатково заповнюють згадану штучну оболонку харчовим матеріалом. 9. Штучна оболонка для заповнення харчовими матеріалами, яка відрізняється тим, що вона одержана за допомогою способу за будь-яким із пп. 1-7. 10. Харчовий продукт в штучній оболонці, який відрізняється тим, що він одержаний за допомогою способу за п. 8. 8 UA 111730 C2 9 UA 111730 C2 10 UA 111730 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining artificial sausage casing for foodstuffs, artificial casing and resulting products obtained
Автори англійськоюGarcia Martinez, Ion, Inaki, Longo Areso, Carlos Maria
Автори російськоюГарсия Мартинес Йон Иньяки, Лонго Аресо Карлос Мария
МПК / Мітки
МПК: A22C 13/00
Мітки: оболонки, штучний, харчовими, оболонці, заповнення, матеріалами, одержання, оболонка, штучної, штучна, спосіб, харчового, продукту
Код посилання
<a href="https://ua.patents.su/13-111730-sposib-oderzhannya-shtuchno-obolonki-dlya-zapovnennya-kharchovimi-materialami-shtuchna-obolonka-ta-sposib-oderzhannya-kharchovogo-produktu-v-shtuchnijj-obolonci.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання штучної оболонки для заповнення харчовими матеріалами, штучна оболонка та спосіб одержання харчового продукту в штучній оболонці</a>
Відсаджувальний пристрій, пристрій для одержання харчового продукту та спосіб газування та відсадження газованого харчового продукту
Номер патенту: 88891
Опубліковано: 10.12.2009
Автори: Коутсворт Вілльям Уолтер, Саттон Джонатан, Греггз Річард Джонсон, Нельсон Рой Б., Уолкер Джон Говард
МПК: A23G 1/20, A23G 9/04, A23G 3/02
Мітки: харчового, відсаджувальній, газування, спосіб, відсадження, одержання, продукту, пристрій, газованого
Формула / Реферат:
1. Відсаджувальний пристрій (5) для відсадження текучих харчових продуктів, які містять газ, що включає подавальну лінію (12) під тиском, яка транспортує текучий харчовий продукт, що містить газ під тиском; поршневий пристрій (6), рухомим чином з'єднаний з подавальною лінією (12), який включає поршень (60) і камеру (61), в яку подається продукт; вихідний отвір (92) для відсадження харчового продукту у форми (85) при атмосферному тиску, який...
Спосіб одержання харчового гранульованого продукту
Номер патенту: 103277
Опубліковано: 25.09.2013
Автори: Мороз Оксана Володимирівна, Неклеса Ольга Павлівна, Пивоваров Євген Павлович, Нагорний Олександр Юрійович
Мітки: продукту, одержання, гранульованого, харчового, спосіб
Формула / Реферат:
1. Спосіб одержання гранульованого харчового продукту, шляхом екструзійного введення суміші для гранулювання до формуючого середовища, який відрізняється тим, що приготовлюють суміш для гранулювання, для чого на рідкій основі харчового продукту підготовлюють розчин альгінату натрію та термотропного полісахариду, у який додають малорозчинну сіль кальцію, при співвідношенні альгінату натрію, термотропного полісахариду та малорозчинної солі...
Спосіб одержання харчового продукту з насіння зерна
Номер патенту: 22664
Опубліковано: 25.04.2007
Автори: Ратушняк Володимир Васильович, Боровський Володимир Рудольфович, Плотніков Юрій Олександрович
МПК: A21D 13/02
Мітки: насіння, одержання, спосіб, продукту, зерна, харчового
Формула / Реферат:
1. Спосіб одержання харчового продукту з насіння зерна, що включає механічне очищення насіння, лущення, грубе подрібнення і тонке подрібнення зерна, який відрізняється тим, що лущенню піддають тільки зовнішню насіннєву оболонку, подрібненню піддають ціле зерно з висівками і зародками з вологістю 5-12%, а тонкого подрібнення досягають за рахунок циркуляції шару зерна в молотковому подрібнювачі закритого типу з шарнірно закріпленими молотками...
Спосіб одержання харчового продукту з насіння голонасінного гарбуза
Номер патенту: 3596
Опубліковано: 15.12.2004
Автори: Лимар Анатолій Остапович, Холодняк Любов Володимірівна, Холодняк Олег Георгійович
МПК: A23L 1/36
Мітки: гарбуза, харчового, насіння, продукту, одержання, голонасінного, спосіб
Формула / Реферат:
1. Спосіб одержання харчового продукту з насіння голонасінного гарбуза, що включає обжарювання насіння, який відрізняється тим, що обжарюванню піддають насіння голонасінного гарбуза, попередньо змащене рослинною олією, а після обжарювання приправляють повареною сіллю, причому співвідношення насіння, рослинної олії та повареної солі складає 250:1:2.2. Спосіб за п. 1, який відрізняється тим, що обжарювання насіння проводять при...
Спосіб одержання основи для полікомпонентного харчового продукту з мідій
Номер патенту: 86297
Опубліковано: 10.04.2009
Автор: Єрохін Владислав Євстафійович
МПК: A23L 1/325
Мітки: харчового, продукту, мідій, одержання, основі, спосіб, полікомпонентного
Формула / Реферат:
Спосіб одержання основи для полікомпонентного харчового продукту з мідій, що включає підготовку мідій, обробку гострою парою 110 °С протягом 10 хв., подрібнення мідій, відділення м'яса від фрагментів стулки, який відрізняється тим, що при обробці мідій гострою парою збирають мідійний бульйон, що утворюється, а потім поєднують з м'ясом мідій.
Попередній патент: Пристрій для відокремлення твердих речовин від рідини і спосіб обробки біомаси, який включає відокремлення твердих речовин від рідини
Наступний патент: Стабілізована композиція, яка містить антитіло до рецептора інтерлейкіну-4 (іl-4r), варіанти
Випадковий патент: Спосіб і пристрій для поліпшення керування логічними з'єднаннями nfc