Автомат для герметизації напівпровідникових приладів та інтегральних схем
Номер патенту: 11375
Опубліковано: 25.12.1996
Автори: Бідник Дмитро Ілліч, Атаманчук Ярослав Дмитрович, Плескач Олександр Петрович
Формула / Реферат
1. Автомат для герметизации полупроводниковых приборов и интегральных схем контактной шовной сваркой, включающий смонтированные на основании питатель крышек, автооператор подачи крышек, устройство ориентации крышек, сварочные головки поперечных и продольных швов, сварочный трансформатор, устройство наблюдения за качеством сварки и транспортное устройство для передачи заготовок и приборов с одной позиции на другую, отличающийся тем, что, с целью повышения процента выхода годных изделий на операции герметизации, он снабжен устройством для прихватки крышек, выполненным в виде установленной на основании с возможностью вертикального перемещения каретки с электродами для прихватки крышек на позиции их ориентации, при этом устройство ориентации крышек выполнено в виде установленных на основании с возможностью перемещения в плокости, перпендикулярной основанию, кареток, одна из которых снабжена ориентирующими призмами, подпружиненными относительно одна другой, л вторая - толкателем для сведения и разведения призм.
2. Автомат по п.1, отличающийся тем, что питатель выполнен в виде установленного па основании перпендикулярно ему пенала для крышек, приводного толкателя для перемещения крышек и двух постоянных магнитов, установленных разноименными полюсами настречу один другому по обе стороны от пенала.
3. Автомат по пп.1,2, отличающийся тем, что сварочные головки выполнены в віще кареток, установленных на основании с возможностью поперечного перемещения, смонтированных на этих каретках подшипниковых опор с поворотными валами, установленных на каретках с возможностью подъема дополнительных кареток с роликовыми электродами, зубчатых реек, жестко закрепленных на основании, зубчатого колеса, установленного на валу с возможностью взаимодействия с зубчатой рейкой, рычагов, установленных на валу, токоподводящих рычагов, жестко закрепленных на электродах и соединенных эластичными токоподводами со сварочным трансформатором, и диэлектрических тяг, соединяющих рычат, установленные на валу, с токоподводящими рычагами.
Текст
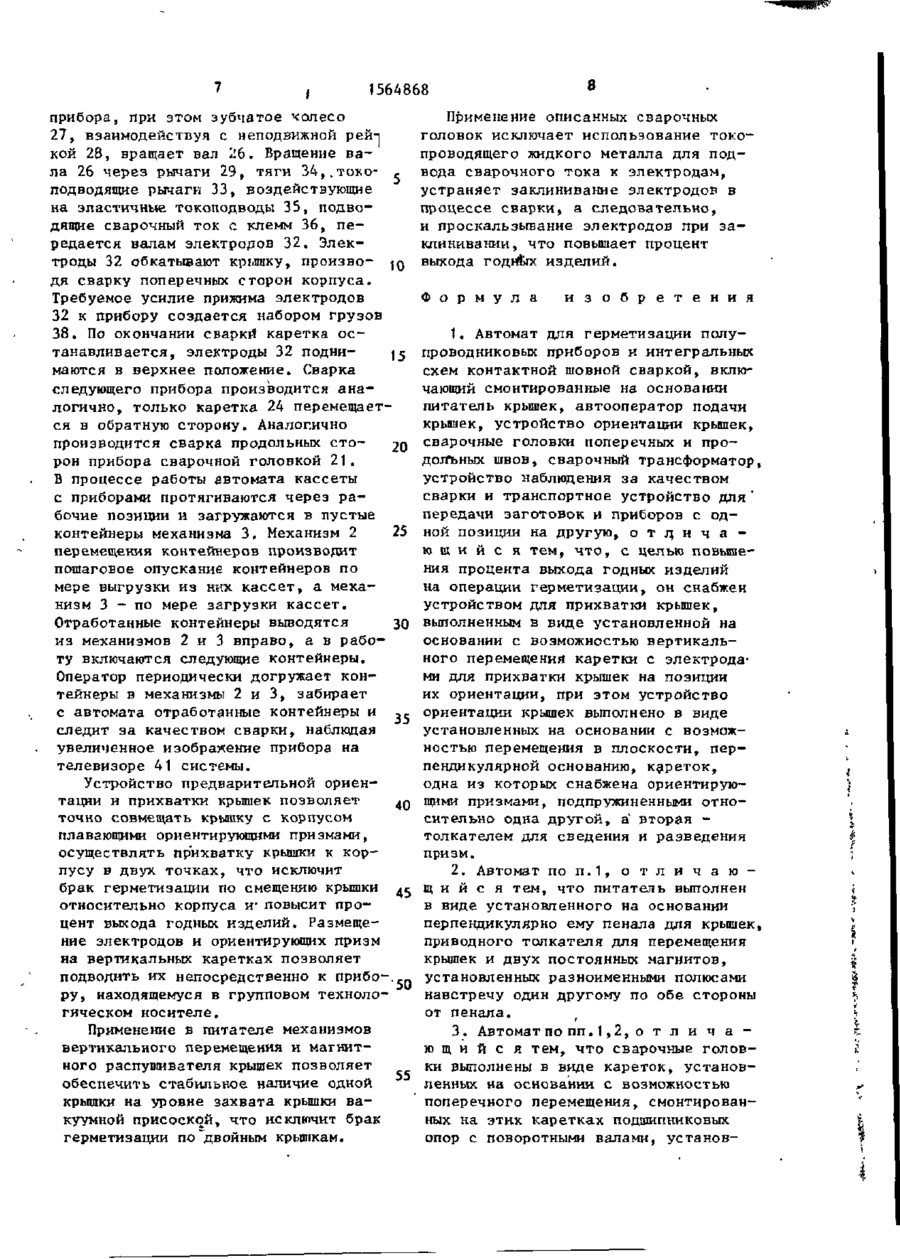
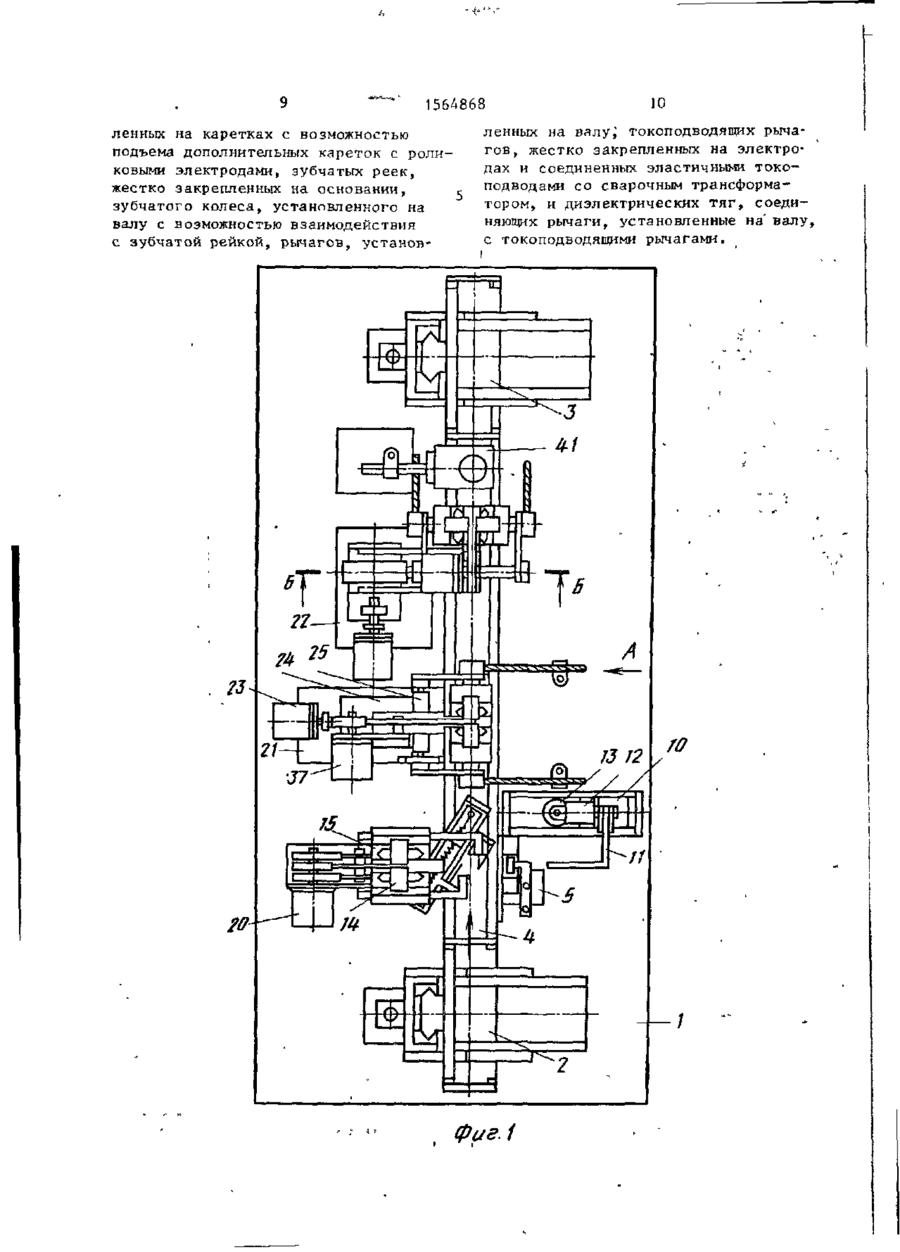
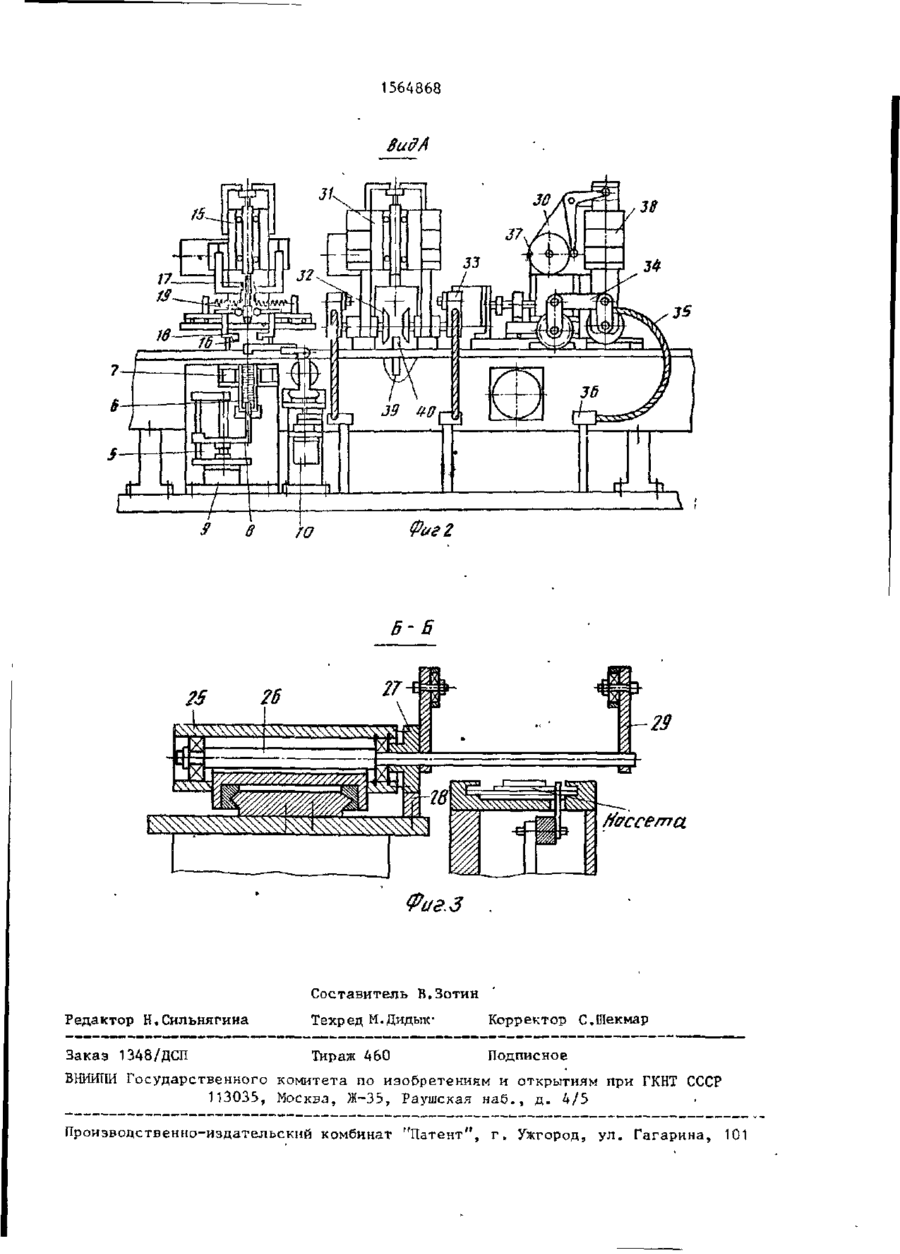
Изобретение относится к сварочному оборудованию и может быть использовано в приборостроении и электронной технике для герметизации корпусов полупроводниковых приборов и интегральных схем прямоугольной формы, находящихся в групповых технологических носителях (отрезках, кассетах, лентах) . Цель изобретения - повышение выхода годных изделий на операции герметизации. Автомат для герметизации полупроводниковых приборов и интегральных схем контактной шовной сваркой включает смонтированные на основании и связанные между собой эагрузочно-разгрузочным устройством питатель 5 крышек» автооператор 10 подачи крышек, устройство ориентации крышек, сварочные головки поперечных и продольных швов. Валы, на одних концах которых жестко закреплены сварочные ролики 32, установлены с возможностью свободного вращения. Другие концы валов посредством эластичных элементов токоподвода 35 связаны со сварочным трансформатором. Автомат снабжен устройством точечной прих18-90 ватки крышек с электродами 17 и их держателями. Устройство ориентации выполнено в виде двух ориентирующих призм 18. Ориентирующие призмы 18 подпружинены в направлении одна к другой и установлены с возможностью вертикального перемещения на каретке 16. Призма 18 кинематически связана с приводом кареток 15 и 16. Электроды 17 для точечной прихватки закреплены в держателях на верхней каретке. Питатель снабжен магнитным распушивателем крышек в виде постоянных магнитов 7. Магниты установлены разноименными полюсами навстречу один другому. Между полюсами магнитов закреплен на основании пенал 6 для крышек. Пенал снабжен механизмом вертикального перемещения крышек в виде приводного толкателя 8. Сварочные головки снабжены приводными каретками вертикаль-, ных перемещений и механизмами синхронного поворота электродов вокруг общей горизонтальной оси. Механизмы синхронного поворота электродов выполнены в виде подшипниковых опор. Подшипниковые опоры закреплены в каретке горизонтальных перемещений электродов . Свободно вращающийся вал установлен консольно в подшипниковых опорах. Автомат содержит зубчатую пару (зубчатая рейка - зубчатое колесо). Зубчатая рейка жестко закреплена на направляющих каретки горизонтальных перемещений. Зубчатое колесо установлено на свободно вращающемся валу. Автомат имеет рычаги 29, токоподводящие рычаги 33, диэлектрические тяги 34. Диэлектрические тяги 34 шарнирно связаны с токоиодводящими рычагами 33. 2 з.п. ф-лы, 3 ил. (Л Оі 00 О5 00 1564868 и удержания крышек в устойчивом взвешенном состоянии. Размеры магнитов 7 подбираются конструктивно, исходя из размеров крышек и требуемого расстояния между взвешенными крышками. Для исключения влияния конструктивных элементов питателя и пенала на однородность магнитного поля они изготовлены из немагнитных материалов, Кроме того, автомат снабжен автооператором 10 подачи крышек, содержащим вакуумную присоску 11, связанную с приводами горизонтального перемещения 12 и вертикального перемещения 13, механизмом 14 ориентации и прихватки крышек, содержащим вертикальные каретки 15 и 16, несущие держатели электродов 17 и ориентирующие призмы 18, приводимые в движение толкателем 19, при этом каретки 15, 16 и толкатель 19 кинематически связаны с приводом 20. Привод 20 (фиг.1) представляет собой шаговый электродвигатель, на валу которого закреплены кулачки, кинематически связанные рычагами и тягами с исполнительными органами механизма 14 ориентации. Первый снизу кулачок привода 20 соединен рычагом и тягой с вертикальной кареткой 16 (фиг.2), несущей t ориентирующие призмы 18, установленные с возможностью встречного возвратно-поступательного движения вдоль диагонали корпуса изделия и соединенные между собой пружиной, и служит для вертикального перемещения каретки 16 с ориентирующими призмами 18. Второй снизу кулачок привода 20 Для улучшения условий захвата ' связан посредством рычага с двумя крышек вакуумной присоской из пенала вертикальными каретками 15, несущими питателя, исключения слипания крышек электроды 17 прихватки, и служит для в пенале и подачи на изделие сдвоенвертикального перемещения кареток 15 4ных крышек в питателе применена магс электродами 17. нитная система' разделения крышек и Третий снизу кулачок привода 20 удержания их во взвешенном состоянии связан рычагом с установленным с в постоянном магнитном поле. возможностью вертикального перемещения толкателем 19 и служит для свеПостоянное магнитное поле в зоне выгрузки пенала создается разноимен- 50 дения и разделения ориентирующих призм 18. ными полюсами постоянных магнитов 7, установленных один против другого с Сварочные головки поперечных двух противоположных сторон пенала 6 швов 21 и продольных швов 22 содертаким* образом, что силовые линии магжат приводы 23 горизонтального перенитного поля располагаются вдоль крымещения, горизонтальную каретку 24, шек, крышки находятся в магнитном поподшипниковые опоры 25 с валом 26, ле, а сила индукции магнитного поля несушим зубчатое колесо 27, взаимодостаточна для обеспечения разделения действующее с неподвижной рейкой 28, Изобретение относится к сварочному оборудованию и может быть использовано в приборостроении и электронной технике для герметизации корпусов по- _ лупроводниковых приборов и интегральных схем прямоугольной формы, находящихся в групповых технологических носителях (отрезках, кассетах, лентах) . 10 Целью изобретения является повышение производительности и выхода годных изделий на операции герметизации. На фиг.1 схематически изображен )$ автомат герметизации, план; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - разрез Б-Б на фиг.1. Автомат содержит основание 1, в котором размещены система управления 20 и система подачи энергоносителей, а также смонтированные на основании 1 загруэочно-разгрузочное транспортное устройство, состоящее из механизмов 2,3 перемещения контейнеров и меха- 25 низма 4 протяжки кассет, питатель 5, содержащий заполненный крышками пенал 6, магнитный распушиватель крышек в виде постоянных магнитов 7, толкатель 8, приводимый в движение при- зо водом 9. Привод 9 толкателя крышек (фиг.2) представляет собой шаговый электродвигатель, на валу которого закреплен ходовой винт с ганкой, предохраняе3 мой от проворота направляющей (на ' фиг.2 направляющая изображена слева от ходового винта) и несущей толкатель 8, воздействующий на столбик крышек, находящихся в пенале 6. 1564868 При этом под воздействием т р е т ь е г о рычаги 29, кронштейны 30, оснащенные кулачка толкатель 19 перемещается вертикальными каретками 3 1 , несущие / вверх, освобождая призмы 8, которые свободно вращающиеся на подшипниках электроды 32, на валах которых жестко с сводятся пружиной до упора в корпус изделия, производя ориентацию крышки закреплены токоподводящие рычаги 3 3 , по корпусу изделия. соединенные посредством диэлектрических тяг 34 с рычагами 29 и эластичныПод воздействием второго кулачка ми токоподводами 35 с клеммами сварочкаретки 15 перемещаются в н и з , э л е к ных трансформаторов 36. Привод 37 Ю троды 17 прижимают крышку к корпусу. предназначен для вертикального п е Прихватка крышки к корпусу изделия ремещения электродов 32. Каретки 31 производится импульсами сварочного нагружены грузами 38. На каждой р а т о к а , подаваемого на электроды 17. бочей позиции автомата расположены По окончании прихватки кулачки п е р е датчики 39 наличия приборов и фикса- 15 мещаются обратно в первое (исходное) положение, при этом электроды 17 подторы 40 приборов. Автомат оснащен нимаются в верхнее положение, толкателевизионной системой 41 наблюдения тель 19 под воздействием третьего качества сварки. кулачка перемещается в нижнее положеВ исходном положении каретки ме1 20 ние развода призмы І8 , а первый кулаха НИ.ЗМОВ 2 и 3 находятся в верхнем чок перемещает вверх каретку 16 с положении, вакуумная присоска 11 напризмами 18. Все исполнительные оргаходится в верхнем положении над п е ны занимают исходное положение. В налом 6, призмы 18 разведены и напроцессе работы автомата, после забоходятся в верхнем положении, в в е р х нем положении находятся и электроды 25 ра каждой крышки из пенала 6 вакуум17 и 3 2 . ной присоской 11 (фиг.І), включается шаговый электродвигатель привода 9 и Устройство работает следующим поворачивает ходовой винт на опредеобразом. ленный угол, необходимый для перемеОператор устанавливает на основание 1 контейнеры и загружает в меха- 30 щения гайки с толкателем 8 по ходонизм 2 перемещения контейнеры с к а с вому винту на расстояние,равное толсетами, загруженными приборами, подшине одной крышки, вследствие чего лежащими герметизации, а в механизм толкатель 8 каждый раз приподнимает 3 он устанавливает пустые контейнеры столбик крышек в пенале на расстояи включает автомат. Дальше осущестние, равное толщине забранной крышки, 35 таким образом обеспечивается посвляется автоматическая герметизация приборов в следующей последовательтоянное наличие крышки в пенале на ности. Механизм 4 протяжки кассет уровне захвата крышки вакуумной призахватывает нижнюю кассету и пошагово соской 11, магниты 7 удерживают крышперемещает ее до механизма 14 ориенки во взвешенном состоянии, обес40 тации, пока первый прибор не окажетпечивая при этом захват одной крышки. ся на позиции прихватки крышек. После прихватки крышки электроды В процессе работы механизма 14 17 и призмы 18 возвращаются в исходориентации кулачки привода 20 могут ное положение, осуществляется очередзанимать три фиксированных положения. 45 ная протяжка кассеты на шаг, на поВ первом положении кулачков все и с зицию прихватки поступает следующий полнительные органы устройства 14 прибор, цикл укладки, ориентации и ориентации находятся в исходном полоприхватки крышки повторяется. жении. При подаче изделия на позицию При дальнейшей протяжке кассеты ориентации включается шаговый э л е к сп приборы с прихваченными крышками постродвигатель привода 20 и переводит тупают к сварочной головке 21. По кулачки в другое положение, при этом сигналу датчика 39 наличия прибора под воздействием первого кулачка к а фиксатор 40 прижимает прибор на раретка 16 с призмами 18 перемещается бочей позиции, каретки 31 под действ нижнее положение. Вакуумной присосвием привода 37 опускаются вниз, 55 электроды 32 касаются края крышки кой 11 на изделие устанавливается крышка. После установки на изделие прибора, включается привод 23, кареткрышки электродвигатель привода 20 ка 24 с опорой 25 и кронштейном 30 переводит кулачки в третье положение. перемещается вдоль поперечных сторон 1564868 прибора, при этом зубчатое холеео 27, взаимодействуя с неподвижной рей-і кой 28, вращает вал 2Ь. Вращение вала 26 через рычаги 29, тяги 34,.токоподводящие рычаги 33, воздействующие на эластичные токоподводы 35, подводящие сварочный ток с клемм 36, передается валам электродов 32. Электроды 32 обкатывают крышку, произво10 дя сварку поперечных сторон корпуса. Требуемое усилие прижима электродов 32 к прибору создается набором грузов 38. По окончании сварки каретка останавливается, электроды 32 подни15 маются в верхнее положение. Сварка следующего прибора производится аналогично, только каретка 24 перемещается в обратную сторону. Аналогично производится сварка продольных сто20 рон прибора сварочной головкой 21. В процессе работы автомата кассеты с приборами протягиваются через рабочие позиции и загружаются в пустые контейнеры механизма 3. Механизм 2 25 перемещения контейнеров производит пошаговое опускание контейнеров по мере выгрузки из них кассет, а механизм 3 - по мере загрузки кассет. Отработанные контейнеры выводятся из механизмов 2 и 3 вправо, а в рабо- 30 ту включаются следующие контейнеры. Оператор периодически догружает контейнеры в механизмы 2 и 3, забирает с автомата отработанные контейнеры и следит за качеством сварки, наблюдая 35 увеличенное изображение прибора на телевизоре 41 системы. Устройство предварительной ориентации и прихватки крышек позволяет точно совмещать крышку с корпусом плавающими ориентирующими призмами, осуществлять прихватку крышки к корпусу в двух точках, что исключит брак герметизации по смещению крышки относительно корпуса и* повысит процент выхода годных изделий. Размещение электродов и ориентирующих призм на вертикальных каретках позволяет подводить их непосредственно к прибору, находящемуся в групповом технологическом носителе. Применение в питателе механизмов вертикального перемещения и магнитного распушивателя крышек позволяет обеспечить стабильное наличие одной крышки на уровне захвата крышки вакуумной присоской, что исключит брак герметизации по'двойным крышкам. 40 45 50 55 8 Применение описанных сварочных головок исключает использование токопроводящего жидкого металла для подвода сварочного тока к электродам, устраняет заклинивание электродов в процессе сварки, а следовательно, и проскальзывание электродов при заклинивании, что повышает процент выхода годн&гх изделий. Ф о р м у л а и з о б р е т е н и я 1. Автомат для герметизации полупроводниковых приборов и интегральных схем контактной шовной сваркой, включающий смонтированные на основании питатель крышек, автооператор подачи крышек, устройство ориентации крышек, сварочные головки поперечных и продольных швов, сварочный трансформатор, устройство наблюдения за качеством сварки и транспортное устройство для ' передачи заготовок и приборов с одной позиции на другую, о т д и ч а ю щ и й с я тем, ч т о , с целью повыше, ния процента выхода годных изделий на операции герметизации, он снабжен устройством для прихватки крышек, выполненным в виде установленной на основании с возможностью вертикального перемещения каретки с электродами для прихватки крышек на позиции их ориентации, при этом устройство ориентации крышек выполнено в виде установленных на основании с возможностью перемещения в плоскости, п е р пендикулярной основанию, кареток, одна из которых снабжена ориентирующими призмами, подпружиненными относительно одна другой, а вторая толкателем для сведения и разведения призм, 2. Автомат п о п . 1 , о т л и ч а ю щ и й с я тем, что питатель выполнен в виде установленного на основании перпендикулярно ему пенала для крышек, приводного толкателя для перемещения крышек и двух постоянных магнитов, установленных разноименными полюсами навстречу один другому по обе стороны от пенала. 3 . Автомат по п п . 1 , 2 , о т л и ч а ю щ и й с я тем, что сварочные г о л о в ки выполнены в виде кареток, установленных на основании с возможностью поперечного перемещения, смонтированных на этих каретках подшипниковых опор с поворотными валами, установ 564868 ленных на каретках с возможностью подъема дополнительных кареток с роликовыми электродами, зубчатых реек, жестко закрепленных на основании, зубчатого колеса, установленного на валу с возможностью взаимодействия с зубчатой рейкой, рычагов, установ О ленных на вялу^ токоподводящих рычагов, жестко закрепленных на электродах и соединенных эластичными токоподводами со сварочным трансформатором, и диэлектрических тяг, соединяющих рычаги, установленные на' валу, с токоподводящими рычагами. 23 ГО 20 фиг. і 1564868 38 3S в ro 6-Е 25 29 Фаа.З . Редактор Н,Сильнягина Составитель В.Зотин Техред М.ДидыкКорректор С.Шекмар Заказ 1348/ДСП Тираж 460 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic device for sealing of semiconductor devices and integrated circuits
Автори англійськоюAtamanchuk Yaroslav Dmytrovych, Bidnyk Dmytro Illich, Pleskach Oleksandr Petrovych
Назва патенту російськоюАвтомат для герметизации полупроводниковых устройств и интегральных схем
Автори російськоюАтаманчук Ярослав Дмитриевич, Бидник Дмитрий Ильич, Плескач Александр Петрович
МПК / Мітки
МПК: B23K 11/06
Мітки: автомат, схем, приладів, герметизації, напівпровідникових, інтегральних
Код посилання
<a href="https://ua.patents.su/6-11375-avtomat-dlya-germetizaci-napivprovidnikovikh-priladiv-ta-integralnikh-skhem.html" target="_blank" rel="follow" title="База патентів України">Автомат для герметизації напівпровідникових приладів та інтегральних схем</a>
Спосіб виготовлення металізації напівпровідникових приладів та інтегральних мікросхем
Номер патенту: 11373
Опубліковано: 25.12.1996
Автори: Баранов Ігор Ліверійович, Ілюк Ігор Євгенович, Лабунов Володимир Архипович, Гуменюк Степан Дмитрович, Казінов Володимир Олександрович, Бідник Дмитро Ілліч, Лазарук Сергій Костянтинович
МПК: H01L 21/28
Мітки: виготовлення, приладів, мікросхем, металізації, напівпровідникових, спосіб, інтегральних
Формула / Реферат:
Способ изготовления металлизации полупроводниковых приборов и интегральных микросхем, включающий осаждение на полупроводниковую пластину пленки алюминия, нанесение слоя фоторезиста и формирование в нем конфигурации дорожек межсоединений шириной до 4·10-5 м и контактных площадок, создание разделительного окисла пористым анодным окислением слоя алюминия, формирование пассивирующего окисла, удаление фоторезиста с контактных площадок,...
Пристрій для охолодження напівпровідникових приладів
Номер патенту: 3031
Опубліковано: 26.12.1994
Автори: Євстаф'єв Олексій Сергійович, Журавська Ірина Миколаївна, Турти Марина Валентиновна, Мирошніченко Людмила Миколаївна, Пусєв Олександр Миколаєвич
МПК: H01L 23/34
Мітки: пристрій, напівпровідникових, приладів, охолодження
Формула / Реферат:
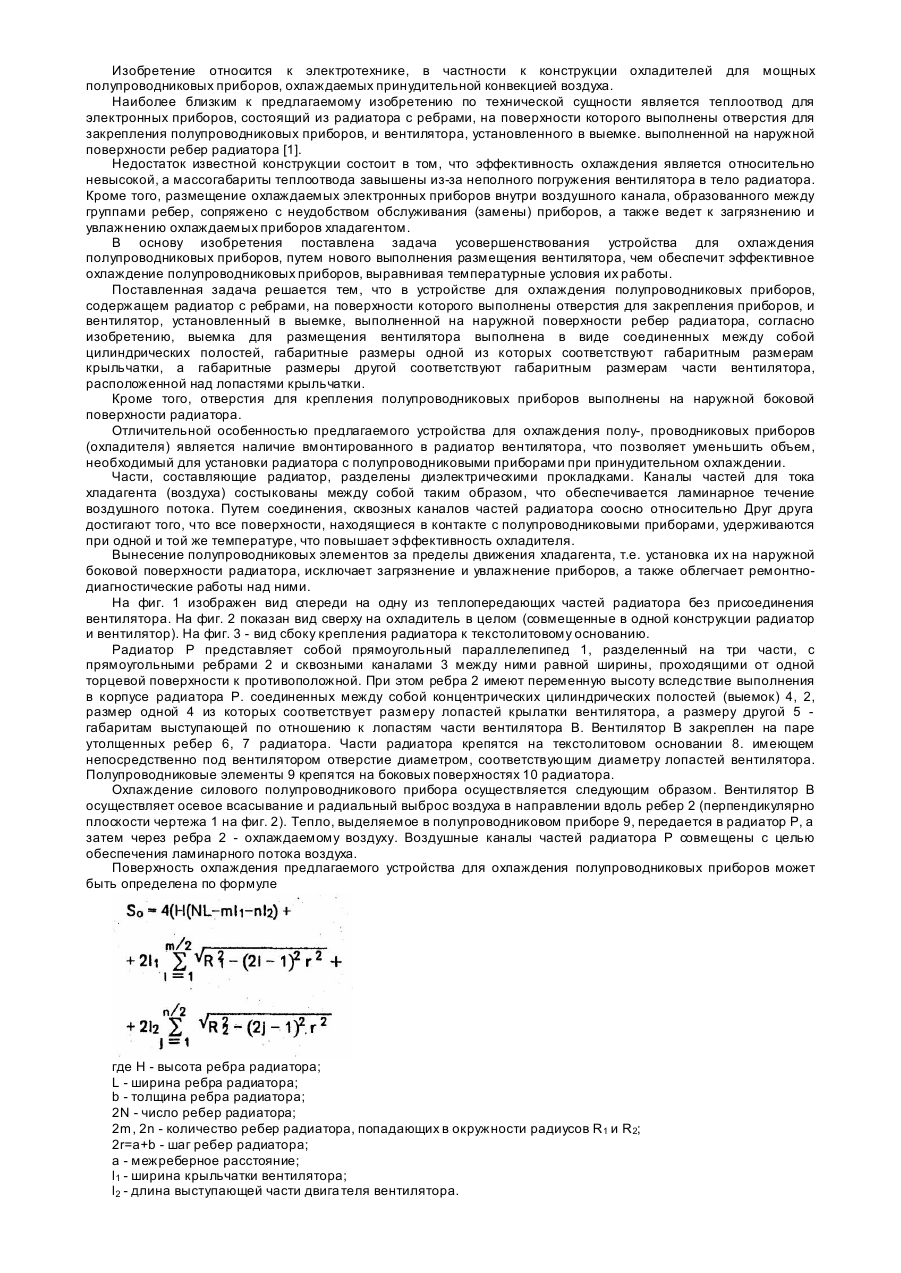
1. Устройство для охлаждения полупроводниковых приборов, содержащее радиатор с ребрами, на поверхности которого выполнены отверстия для крепления приборов, и вентилятор, установленный в выемке, выполненной на наружной поверхности ребер радиатора, отличающееся тем, что выемка для размещения вентилятора выполнена в виде соединенных между собой цилиндрических полостей, габаритные размеры одной из которых соответствуют габаритным размерам...
Спосіб відбраковки кмон інтегральних схем
Номер патенту: 2905
Опубліковано: 26.12.1994
Автори: Іллюк Ігор Євгенович, Бідник Дмитро Ілліч, Молчанов Костянтин Вікторович, Чекмезов Олександр Миколайович, Михальчук Леонід Миколайович, Пенцак Іван Борисович, Воронцов Володимир Анатолійович
МПК: G01N 27/20, G01R 17/00
Мітки: відбраковки, інтегральних, кмон, спосіб, схем
Формула / Реферат:
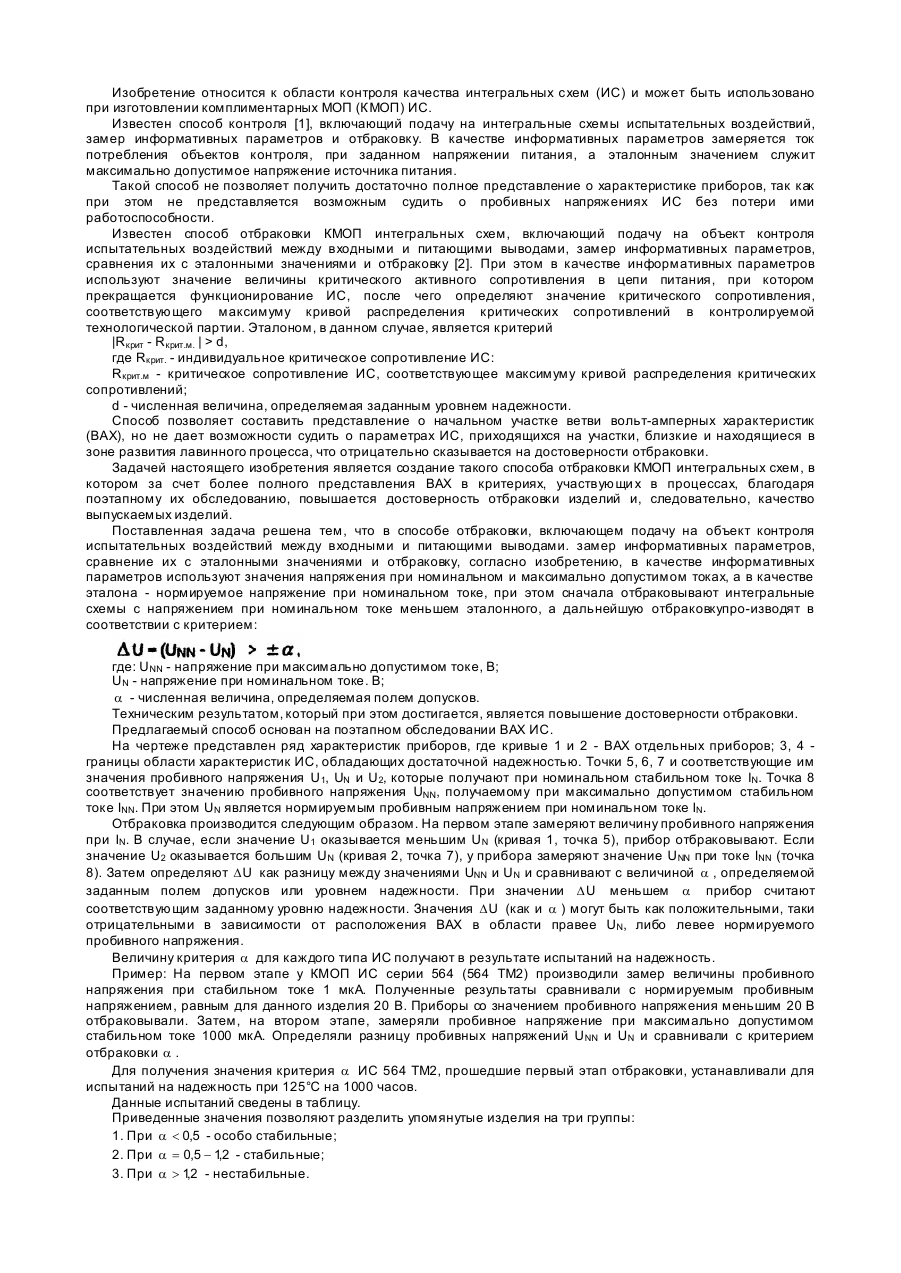
Способ отбраковки КМОП интегральных схем, включающий подачу на объект контроля испытательных воздействий между входными и питающими выводами, замер информативных параметров, сравнение их с эталонными значениями, отбраковку, отличающийся тем, что в качестве информативных параметров используют значения напряжения при номинальном и максимально допустимом токах, а в качестве эталона - нормируемое напряжение при номинальном токе, при этом сначала...
Композиція для герметизації інтегральних мікросхем
Номер патенту: 8765
Опубліковано: 30.09.1996
Автори: Шологон Іван Михайлович, Воронін Олександр Олексійович, Харахаш Ольга Григорівна, Петько Іван Прохорович, Батог Анатолій Єгорович, Волошкін Анатолій Федорович, Савенко Тетяна Володимирівна
МПК: C09K 3/10, C08K 13/02, C08L 63/00, C08K 3/20, C08L 63/04
Мітки: герметизації, композиція, мікросхем, інтегральних
Формула / Реферат:
Композиция для герметизации интегральных микросхем, включающая эпоксиноволачную смолу, диглицидиловый эфир фенола, отвердитель, кремни йорганический модификатор, ускоритель, антиадгезионную добавку и наполнитель, отличающаяся тем, что, с целью повышения физико-механических и диэлектрических показателей и технологических свойств, она в качестве диглицидилового эфира фенола содержит диглицидиловый эфир тетрабромдифенилолпропана, в...
Спосіб випробовування вивідних кіл інтегральних схем
Номер патенту: 6596
Опубліковано: 29.12.1994
Автори: Молчанов Костянтин Вікторович, Чеха Володимир Миколайович, Ілюк Ігор Євгенович, Пенцак Іван Борисович, Остапчук Анатолій Іванович
МПК: G01R 31/28
Мітки: інтегральних, вивідних, кіл, спосіб, випробовування, схем
Формула / Реферат:
(57) 1. Способ испытания выводных цепей интегральных схем, в соответствии с которым разделяют выводы объекта контроля на группы, подают на него испытательные напряжения, регистрируют значение проводимости на клеммах для подключения объекта контроля, сравнивают полученные результаты с эталонными значениями, производят отбраковку, отличающийся тем, что отбраковку интегральных схем производят по значению проводимости их выводных цепей, которое...
Попередній патент: Спосіб виготовлення сорбенту
Наступний патент: Спосіб дискретного вимірювання тривалості електричних імпульсів
Випадковий патент: Спосіб очищення насіння олійних культур від насіння бур`яну