Спосіб металізації кремнієвих підкладок
Номер патенту: 86137
Опубліковано: 25.03.2009
Формула / Реферат
Спосіб металізації кремнієвих підкладок, що включає розміщення підкладки у відкачаній вакуумній камері, нагрівання підкладки та напилення на її поверхню металу із отриманням тонкої плівки, який відрізняється тим, що здійснюють термічне напилення міді із отриманням металевої плівки із товщиною від 10 до 400 нм, яке проводять зі швидкістю 0,2-2 нм/с, при цьому забезпечують у металевій плівці мінімальну величину механічних напруг термічної природи від 4*104 до 2*107 н/м2 з використанням експериментально визначеної розмірної залежності модуля Юнга від товщини металевої плівки та попередньо розрахованої графічної залежності між величиною механічних напруг термічної природи ![]() , температурою нагрівання кремнієвої підкладки Tпідкл. та товщиною металевої плівки d для конкретних швидкостей напилення.
, температурою нагрівання кремнієвої підкладки Tпідкл. та товщиною металевої плівки d для конкретних швидкостей напилення.
Текст
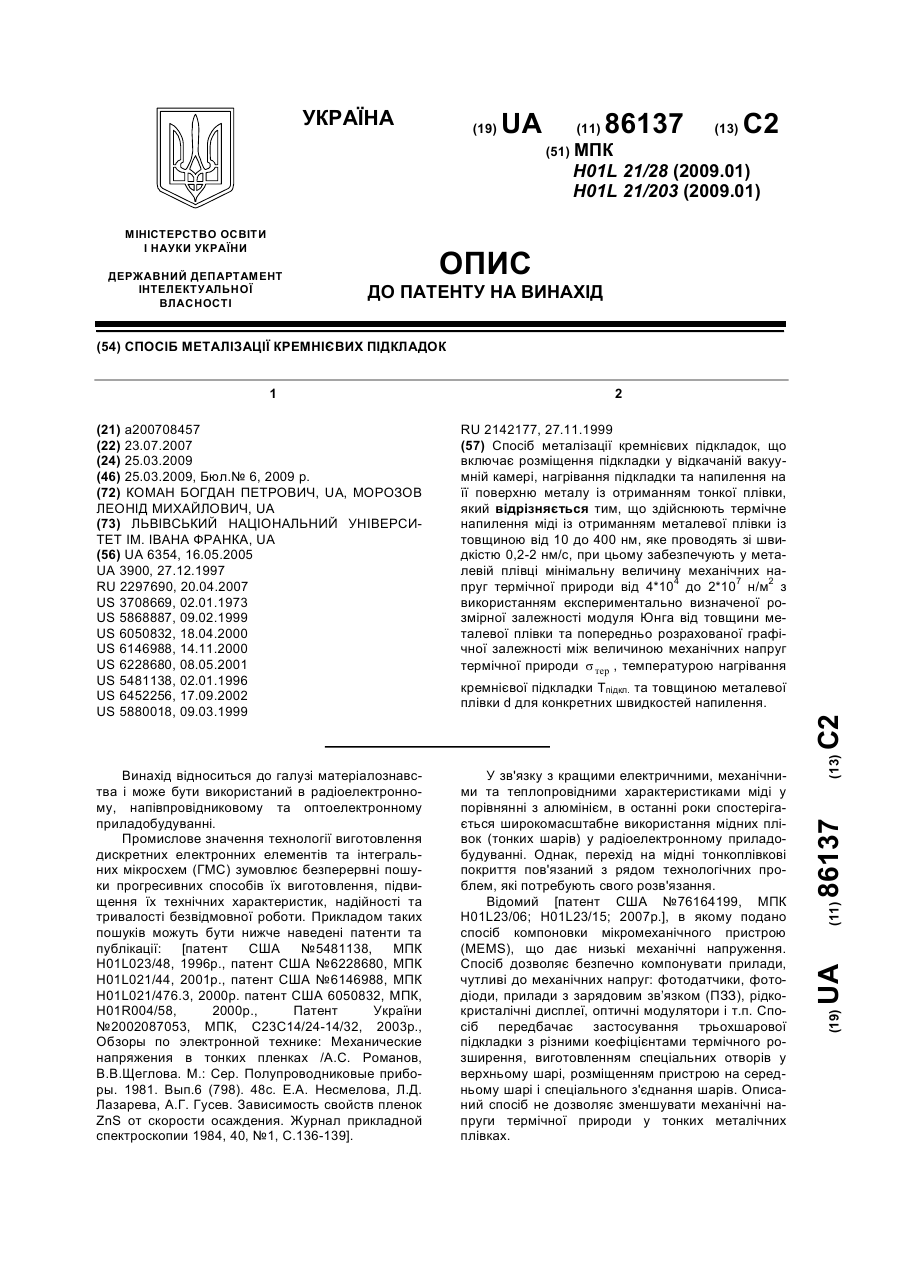
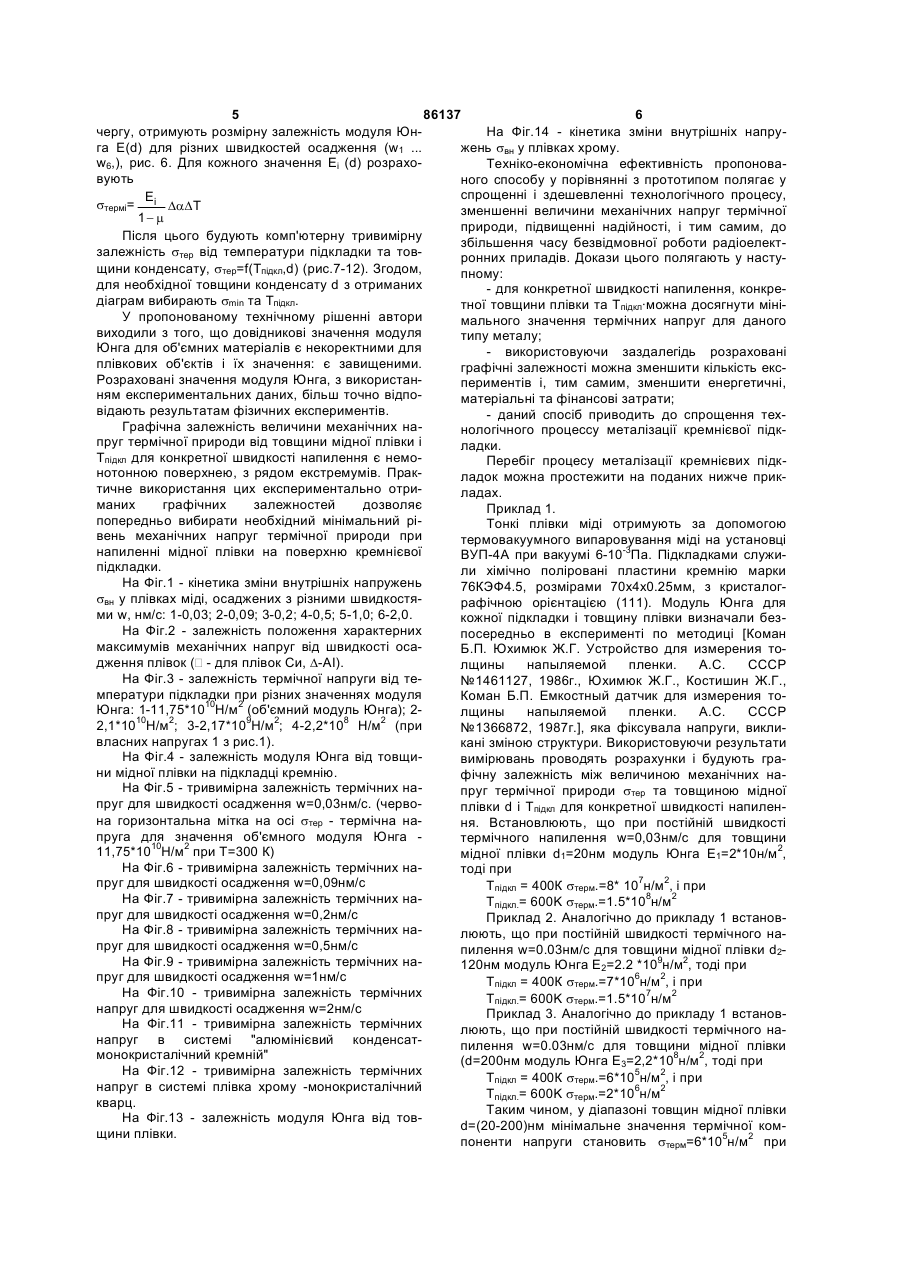
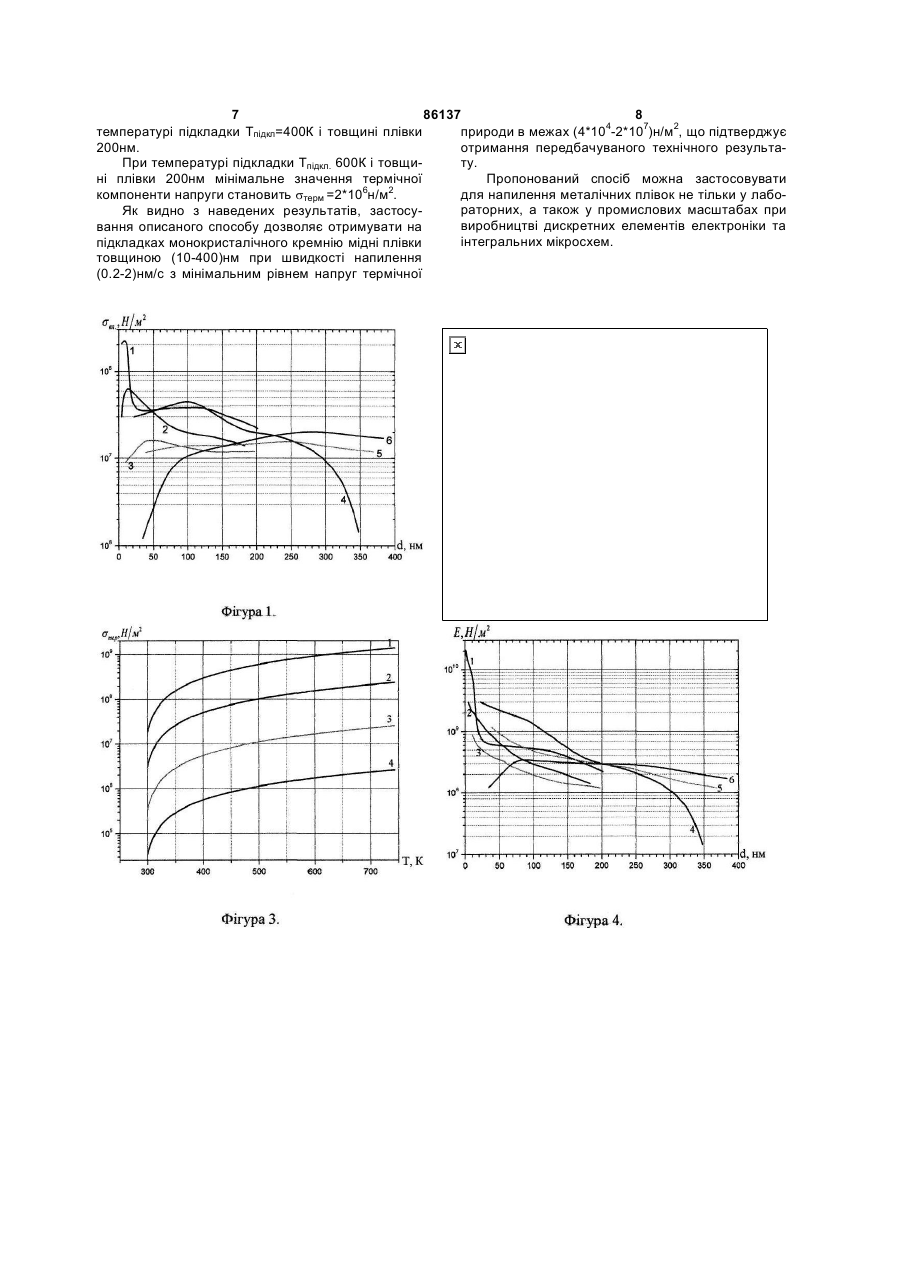
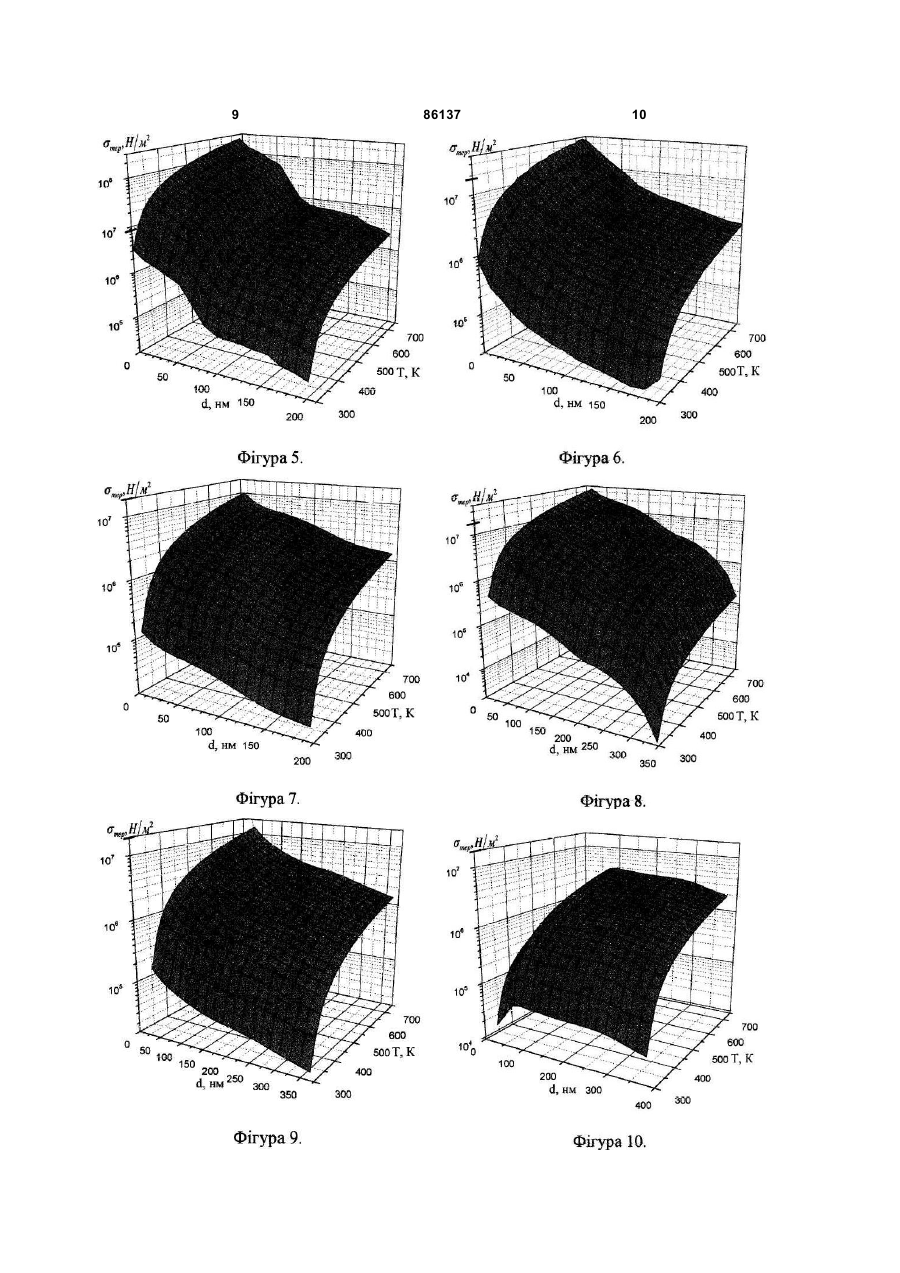
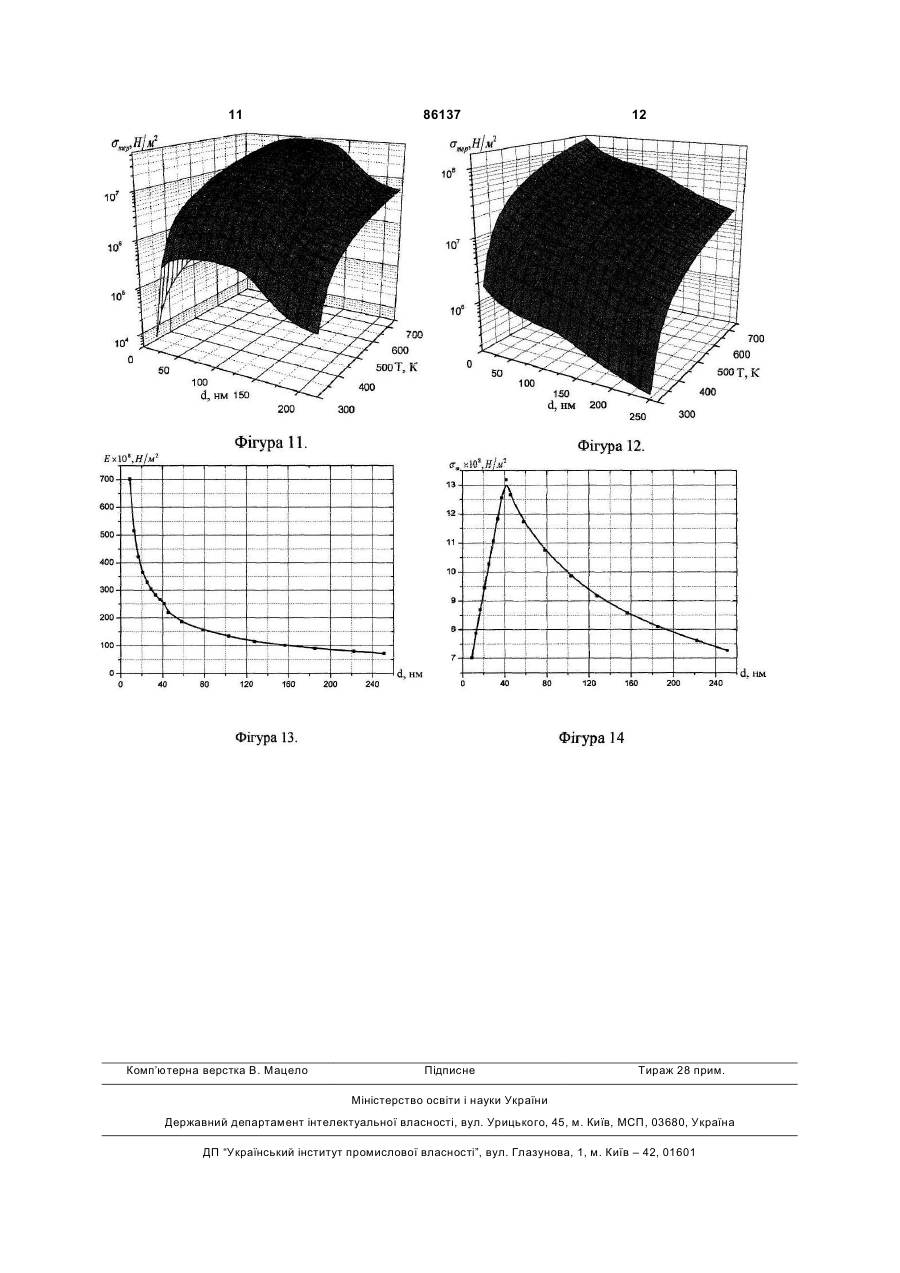
Спосіб металізації кремнієвих підкладок, що включає розміщення підкладки у відкачаній вакуумній камері, нагрівання підкладки та напилення на її поверхню металу із отриманням тонкої плівки, який відрізняється тим, що здійснюють термічне напилення міді із отриманням металевої плівки із товщиною від 10 до 400 нм, яке проводять зі швидкістю 0,2-2 нм/с, при цьому забезпечують у металевій плівці мінімальну величину механічних напруг термічної природи від 4*104 до 2*107 н/м2 з використанням експериментально визначеної розмірної залежності модуля Юнга від товщини металевої плівки та попередньо розрахованої графічної залежності між величиною механічних напруг термічної природи s тер , температурою нагрівання UA (21) a200708457 (22) 23.07.2007 (24) 25.03.2009 (46) 25.03.2009, Бюл.№ 6, 2009 р. (72) КОМАН БОГДАН ПЕТРОВИЧ, UA, МОРОЗОВ ЛЕОНІД МИХАЙЛОВИЧ, UA (73) ЛЬВІВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМ. ІВАНА ФРАНКА, UA (56) UA 6354, 16.05.2005 UA 3900, 27.12.1997 RU 2297690, 20.04.2007 US 3708669, 02.01.1973 US 5868887, 09.02.1999 US 6050832, 18.04.2000 US 6146988, 14.11.2000 US 6228680, 08.05.2001 US 5481138, 02.01.1996 US 6452256, 17.09.2002 US 5880018, 09.03.1999 2 (19) 1 3 86137 4 Однією з проблем при виробництві ІМС є вив системі металічний конденсат - монокристалічникнення механічних напруг пов'язаних з термічний кремній (Me-Si). Найбільш близьким за технічною суттю до ними (sтерм) і структурними (sвн) компонентами способу, що заявляється може бути спосіб, за напруги у матеріалах нанесеної металічної плівки яким у відкачаній вакуумній камері проводять ната підкладки. Структурні напруги виникають у плівгрів підкладки з кристалічного матеріалу, нанесенці і передаються підкладці внаслідок зміни струкня проміжного шару хрому для покращення зчептури плівки у процесі її нарощування. лення, нанесення струмопровідного інертного Відомо, що у сучасних інтегральних схемах з металу, [описаний у патенті США №6291345, МПК площею підкладки (1-4)см2 у процесі роботи розH01L02/44, 2001р.]. Інертний метал вибирають з сіюється енергія порядку (50-100)Вт. Ця розсіяна групи іридій, родій, осмій а також їх сплави з военергія приводить до значного нагріву всіх елемельфрамом. У процесі металізації проводять бомнтів мікросхеми і виникненню значних механічних бардування інертної металічної плівки іонами іненапруг. Такі напруги виникають внаслідок невідпортного газу з енергією 10-2000eV, як інертний газ відності коефіцієнтів термічного розширення (КТР) вибирають газ з групи гелію, неону, азоту, аргону, матеріалів металічної плівки (алюміній, мідь, нікриптону, ксенону. Інертний метал повинен відпокель, хром, молібден, золото) і підкладки (керамівідати певним вимогам: модуль Юнга у нього при ка, кремній, германій, арсенід галію). Наприклад, кімнатній температурі більший, ніж в основного КТР для алюмінію рівний 23*10-6 К-1, для міді золота і більший ніж 300ГПа, КТР менший від 17*10-6 Κ-1, для золота -14*10-6 К-1, для нікелю 13*10-6 К-1. Остаточний електричний опір і механі12.8*10-6 К-1, для вольфраму - 2*10-6 К-1, для чисточні напруги є функцією загальної товщини металіго карбіду кремнію - 3.7*10-6 К-1. чних плівок. Відомий спосіб виробництва напівпровідникоНедоліком описаного способу є технологічна вого приладу, що включає зміну величини внутріскладність процесу металізації і його висока варшньої напруги провідної плівки, [патент США тість. №7132317, МПК H01L21/00(20060101), 2006p.], В основу винаходу поставлено задачу удоскоСпосіб стосується виготовлення тонкоплівкових налити спосіб металізації кремнієвої підкладки транзисторів (TFT), у яких механічні напруги на шляхом використання експериментально встановуправляючому електроді негативно впливають на лених залежностей модуля Юнга від товщини меелектричні характеристики тонкоплівкових транзиталічних плівок та попередньо розрахованих грасторів. На ізолюючій підкладці формуються напівфічних залежностей між величиною механічних провідникові і провідні шари та електроди. Спосонапруг термічної природи, товщиною мідної плівки бом іонної імплантації у шари вводять легуючі і температурою підкладки, для конкретних швиделементи і проводять лазерний термовідпал для костей напилення, що дозволить отримувати плівкомпенсації термічних напружень різного знаку. ки з мінімальним рівнем напруг термічної природи. Проблему зменшення механічних напруг Поставлена задача вирішується так, що у ві(sтерм), які пов'язані з невідповідністю КТР, розглядомому способі металізації кремнієвої підкладки, дають у [патенті США №5868887, МПК який включає розміщення підкладки у відкачаній H01L23/373(20060101): H01L23/34 (20060101): вакуумній камері, термічне напилення металу і H01L23/12(20060101); H01L23/14 (20060101); отримання тонкої плівки, напилення металічної H05K013/00, 1999p., та в його продовженні - патеплівки товщиною (10-400)нм ведуть зі швидкістю нті США №6027590, МПК H01L23/14(20060101); (0.2-2)нм/с, при яких досягається мінімальна велиH01L23/34(20060101); H01L23/373 (20060101); чина механічних напруг термічної природи (4*104H01L23/12 (20060101); Н05К013/00, 2000р.] У па2*107)н/м2, з використанням розмірної залежності тенті подають спосіб зменшення деформації і мемодуля Юнга від товщини металічної плівки та ханічного напруження у матриці при виробництві попередньо розрахованої графічної залежності електронної схеми. Спосіб включає під'єднання між величиною механічних напруг термічної приповерхні матриці до монтажного пакета, з'єднання роди sтер та товщиною металічної плівки d і Тпідкл протилежної поверхні матриці з кришкою, розмідля конкретних швидкостей напилення. щеною по кільцю стримування, яке вмонтоване у Суттєвість відмінних ознак підтверджується пакет. Розмір кришки, її форма і коефіцієнт термітим, що авторам невідомі способи отримання мечного розширення вибирають так, щоб утворити талічних плівок, які використовують ці ознаки для згинаючий момент, який протидіє згинаючому морозв'язування існуючої задачі. менту матриці. Вказані патенти розглядають задаВідомо, що повні напруження складаються з чу компоновки інтегральних мікросхем. Для змендвох адитивних компонент: шення механічних напруг застосовують елементи s=sвн +sтер жорсткості на підкладці, змінну товщину металічної плівки (відхилення до 15%), утворення пакетів Встановлено, що sвн залежить від технологічCu/Ni/Au, спеціальний клей із наповнювачем (SіO2, них факторів і ефективним способом зниження ZrO2, Аl2О3, ТіО2), заглиблення (канавки) у підклавеличина цього параметру є привильний вибір дці, заповнені матеріалом з КТР меншим, ніж КТР параметрів осадження. Експериментальні досліпідкладки. Такі засоби зменшують згинаючі момедження показують, що використання в розрахунках нти і механічні напруження у системі металічна об'ємного значення модуля Юнга (Е) дають знаплівка - підкладка, однак вони є технологічно чення sтер завищені на (2-3) порядки, Фіг.4. Тому складними і потребують значних коштів. для отримання мінімальних значень термічної Метою роботи є знаходження умов для мінімікомпоненти механічних напруг sтер експериментазації термічної компоненти механічних напружень льно отримують залежність sвн(d), з яких, в свою 5 86137 6 чергу, отримують розмірну залежність модуля ЮнНа Фіг.14 - кінетика зміни внутрішніх напруга E(d) для різних швидкостей осадження (w1 ... жень sвн у плівках хрому. w6,), рис. 6. Для кожного значення Εі (d) розрахоТехніко-економічна ефективність пропоновавують ного способу у порівнянні з прототипом полягає у спрощенні і здешевленні технологічного процесу, E sтермі= i DaDT зменшенні величини механічних напруг термічної 1- m природи, підвищенні надійності, і тим самим, до Після цього будують комп'ютерну тривимірну збільшення часу безвідмовної роботи радіоелектзалежність sтер від температури підкладки та товронних приладів. Докази цього полягають у настущини конденсату, sтер=f(Tпідкл,d) (рис.7-12). Згодом, пному: для необхідної товщини конденсату d з отриманих - для конкретної швидкості напилення, конкредіаграм вибирають smin та Тпідкл. тної товщини плівки та Тпідкл·можна досягнути мініУ пропонованому технічному рішенні автори мального значення термічних напруг для даного виходили з того, що довідникові значення модуля типу металу; Юнга для об'ємних матеріалів є некоректними для - використовуючи заздалегідь розраховані плівкових об'єктів і їх значення: є завищеними. графічні залежності можна зменшити кількість ексРозраховані значення модуля Юнга, з використанпериментів і, тим самим, зменшити енергетичні, ням експериментальних даних, більш точно відпоматеріальні та фінансові затрати; відають результатам фізичних експериментів. - даний спосіб приводить до спрощення техГрафічна залежність величини механічних нанологічного процессу металізації кремнієвої підкпруг термічної природи від товщини мідної плівки і ладки. Тпідкл для конкретної швидкості напилення є немоПеребіг процесу металізації кремнієвих підкнотонною поверхнею, з рядом екстремумів. Пракладок можна простежити на поданих нижче приктичне використання цих експериментально отриладах. маних графічних залежностей дозволяє Приклад 1. попередньо вибирати необхідний мінімальний ріТонкі плівки міді отримують за допомогою вень механічних напруг термічної природи при термовакуумного випаровування міді на установці напиленні мідної плівки на поверхню кремнієвої ВУП-4А при вакуумі 6-10-3Па. Підкладками служипідкладки. ли хімічно поліровані пластини кремнію марки На Фіг.1 - кінетика зміни внутрішніх напружень 76КЭФ4.5, розмірами 70x4x0.25мм, з кристалогsвн у плівках міді, осаджених з різними швидкостярафічною орієнтацією (111). Модуль Юнга для ми w, нм/с: 1-0,03; 2-0,09; 3-0,2; 4-0,5; 5-1,0; 6-2,0. кожної підкладки і товщину плівки визначали безНа Фіг.2 - залежність положення характерних посередньо в експерименті по методиці [Коман максимумів механічних напруг від швидкості осаБ.П. Юхимюк Ж.Г. Устройство для измерения тодження плівок ( - для плівок Си, D-AI). лщины напыляемой пленки. A.C. СССР На Фіг.3 - залежність термічної напруги від те№1461127, 1986г., Юхимюк Ж.Г., Костишин Ж.Г., мператури підкладки при різних значеннях модуля Коман Б.П. Емкостный датчик для измерения тоЮнга: 1-11,75*1010Н/м2 (об'ємний модуль Юнга); 2лщины напыляемой пленки. A.C. СССР 2,1*1010Н/м2; 3-2,17*109Н/м2; 4-2,2*108 Н/м2 (при №1366872, 1987г.], яка фіксувала напруги, викливласних напругах 1 з рис.1). кані зміною структури. Використовуючи результати На Фіг.4 - залежність модуля Юнга від товщивимірювань проводять розрахунки і будують грани мідної плівки на підкладці кремнію. фічну залежність між величиною механічних наНа Фіг.5 - тривимірна залежність термічних напруг термічної природи sтер та товщиною мідної пруг для швидкості осадження w=0,03нм/с. (червоплівки d і Тпідкл для конкретної швидкості напиленна горизонтальна мітка на осі sтер - термічна наня. Встановлюють, що при постійній швидкості пруга для значення об'ємного модуля Юнга термічного напилення w=0,03нм/с для товщини 11,75*1010Н/м2 при Τ=300 К) мідної плівки d1=20нм модуль Юнга Ε1=2*10н/м2, На Фіг.6 - тривимірна залежність термічних натоді при пруг для швидкості осадження w=0,09нм/с Тпідкл = 400К sтерм.=8* 107н/м2, і при На Фіг.7 - тривимірна залежність термічних наТпідкл.= 600Κ sтерм.=1.5*108н/м2 пруг для швидкості осадження w=0,2нм/с Приклад 2. Аналогічно до прикладу 1 встановНа Фіг.8 - тривимірна залежність термічних налюють, що при постійній швидкості термічного напруг для швидкості осадження w=0,5нм/с пилення w=0.03нм/с для товщини мідної плівки d2На Фіг.9 - тривимірна залежність термічних на120нм модуль Юнга Е2=2.2 *109н/м2, тоді при пруг для швидкості осадження w=1нм/с Тпідкл = 400К sтерм.=7*106н/м2, і при На Фіг.10 - тривимірна залежність термічних Тпідкл.= 600Κ sтерм.=1.5*107н/м2 напруг для швидкості осадження w=2нм/с Приклад 3. Аналогічно до прикладу 1 встановНа Фіг.11 - тривимірна залежність термічних люють, що при постійній швидкості термічного нанапруг в системі "алюмінієвий конденсатпилення w=0.03нм/с для товщини мідної плівки монокристалічний кремній" (d=200нм модуль Юнга Е3=2,2*108н/м2, тоді при На Фіг.12 - тривимірна залежність термічних Тпідкл = 400К sтерм.=6*105н/м2, і при напруг в системі плівка хрому -монокристалічний Тпідкл.= 600Κ sтерм.=2*106н/м2 кварц. Таким чином, у діапазоні товщин мідної плівки На Фіг.13 - залежність модуля Юнга від товd=(20-200)нм мінімальне значення термічної комщини плівки. поненти напруги становить sтерм=6*105н/м2 при 7 86137 8 природи в межах (4*104-2*107)н/м2, що підтверджує температурі підкладки Тпідкл=400К і товщині плівки отримання передбачуваного технічного результа200нм. ту. При температурі підкладки Тпідкл. 600К і товщиПропонований спосіб можна застосовувати ні плівки 200нм мінімальне значення термічної для напилення металічних плівок не тільки у лабокомпоненти напруги становить sтерм =2*106н/м2. раторних, а також у промислових масштабах при Як видно з наведених результатів, застосувиробництві дискретних елементів електроніки та вання описаного способу дозволяє отримувати на інтегральних мікросхем. підкладках монокристалічного кремнію мідні плівки товщиною (10-400)нм при швидкості напилення (0.2-2)нм/с з мінімальним рівнем напруг термічної 9 86137 10 11 Комп’ютерна верстка В. Мацело 86137 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for metallizing silicon substrates
Автори англійськоюKoman Bohdan Petrovych, Morozov Leonid Mykhailovych
Назва патенту російськоюСпособ металлизации кремниевых подкладок
Автори російськоюКоман Богдан Петрович, Морозов Леонид Михайлович
МПК / Мітки
МПК: H01L 21/203, H01L 21/28
Мітки: спосіб, металізації, підкладок, кремнієвих
Код посилання
<a href="https://ua.patents.su/6-86137-sposib-metalizaci-kremniehvikh-pidkladok.html" target="_blank" rel="follow" title="База патентів України">Спосіб металізації кремнієвих підкладок</a>
Спосіб детонаційно-газової металізації фторопластів

Номер патенту: 61768
Опубліковано: 17.11.2003
Автори: Щепотьєв Олександр Іванович, Мусієнко Микола Миколайович, Щепетов Віталій Володимирович
МПК: C23C 14/20
Мітки: детонаційно-газової, металізації, фторопластів, спосіб
Формула / Реферат:
Спосіб детонаційно-газової металізації фторопластів, при якому проводять підготовку поверхні підкладки для напилення та підготовку засобів напилення, детонаційно-газове напилення і здійснюють обробку напиленої поверхні, який відрізняється тим, що детонаційно-газове напилення здійснюють високоенергетичним потоком суміші розігрітих газів і металів порошку на поверхню підкладки, що виготовлена із фторопласту.
Спосіб формування металізації для високострумових біполярних інтегральних схем
Номер патенту: 3900
Опубліковано: 27.12.1994
Автори: Новосядлий Степан Петрович, Гуменяк Михайло Васильович, Прокіпчин Василь Васильович, Маскович Степан Михайлович, Бірковий Юрій Леонідович
МПК: H01L 21/28
Мітки: формування, високострумових, схем, металізації, спосіб, інтегральних, біполярних
Формула / Реферат:
1. Способ формирования металлизации для сильнотоковых биполярных интегральных схем, включающий двухстадийное магнетронное распыление мишени в плазме аргона и смеси аргона и (1-10% вес) моносилана, фотолитографию для создания разводки и контактов, отличающийся тем, что распыление составной мишени, содержащей в массиве основного металла штыри из тугоплавкого или редкоземельного металла, для нанесения нижнего слоя проводят в плазме аргона, а...
Спосіб з’єднання підкладок з корпусом мікрозбірок (мікросхем)
Номер патенту: 8837
Опубліковано: 15.08.2005
Автори: Ройзман Вілен Петрович, Стрельбіцький Віктор Васильович
МПК: B23K 1/00
Мітки: з'єднання, спосіб, мікрозбірок, підкладок, корпусом, мікросхем
Формула / Реферат:
Спосіб з'єднання підкладок з корпусом мікрозбірок (мікросхем) за допомогою паяння, який відрізняється тим, що в конструкцію вводять виводи-компенсатори, котрі розташовують між корпусом і підвіскою.
Спосіб отримання кремнієвих n+ -p -n композицій
Номер патенту: 29316
Опубліковано: 16.10.2000
Автори: Бахрушин Володимир Євгенович, Янус Олександр Володимірович, П'ятигорець Роман Олександрович, Крітська Тетяна Володимірівна
МПК: H01L 21/223
Мітки: спосіб, отримання, кремнієвих, композицій
Формула / Реферат:
Спосіб отримання кремнієвих N+-P-N композицій, що включає вирощування кристалу кремнію, який містить 1*1016-1*1020см-3 легувалСпосіб отримання кремнієвих N+-P-N композицій, що включає вирощування кристалу кремнію, який містить 1*1016-1*1020см-3 легувальної донорної домішки, виготовлення із нього кремнієвої підкладки п+- типу та формування високоомних шарів кремнію р- та n-типів шляхом епітаксійного осадження з газової фази, який відрізняється...
Спосіб одержання підкладок
Номер патенту: 37328
Опубліковано: 25.11.2008
Автори: Салімовський Володимир Валерійович, Іванов Євген Іванович, Діамантопуло Костянтин Костянтинович, Грімані Віталій Євгенович
МПК: B23D 23/00
Мітки: одержання, спосіб, підкладок
Формула / Реферат:
1. Спосіб одержання підкладок, що включає прокатку штаби відповідного профілю, її розподіл на заготовки, пробивання прямокутних отворів та Т-подібного паза у кожній з двох реборд підкладки, який відрізняється тим, що одержання Т-подібного паза у реборді підкладки виконують попередньою механічною обробкою паза по всій висоті реборди, а пробивання внутрішніх ділянок Т-подібного паза виконують після попередньої фіксації пуансона по ширині...
Попередній патент: Сцинтиляційний детектор на основі органічного сцинтилятора
Наступний патент: Спосіб формування свердловинного заряду кумулятивної дії для вибухового руйнування гірських порід
Випадковий патент: Легований чавун для неоднорідно-гетерогенних валків з оболонками, комбінований неоднорідно-гетерогенний валок і спосіб виготовлення легованого чавуну для валків