Спосіб одержання армованого композиційного напівфабрикату, який піддається штампуванню
Формула / Реферат
1. Спосіб одержання армованого композиційного напівфабрикату, який піддається штампуванню, що містить один або кілька пластичних матеріалів і нарізані волокна або суцільні нитки (4), в оптимальному варіанті виконані з одного або кількох електронепровідних матеріалів, точка розм'якшення якого вища, ніж найвища серед точок розм'якшення вищезазначених матеріалів, що включає стадії:
осадження волокон або ниток (4), особливо під дією сили тяжіння, на транспортер (1);
насипання частинок (6) порошку пластичного матеріалу на волокна або нитки (4), у пропорції від 5 до 90 % загальної ваги;
змішування частинок (6) із волокнами або нитками (4);
доведення суміші до температури, вищої за температуру розм'якшення вищезазначених матеріалів, для створення напівфабрикату;
який відрізняється тим, що стадія змішування включає піддавання суміші (4, 6) дії принаймні одного електричного поля, перпендикулярного до напрямку просування (15) транспортера (1), причому електричне поле має можливість рухати частинки (6) та волокна або нитки (4) для гомогенізації суміші (4, 6).
2. Спосіб за п. 1, який відрізняється тим, що електричне поле має змінну напругу з частотою від 2 Гц до 500 Гц та амплітудою від 100 кВ/м до 80000 кВ/м.
3. Спосіб за будь-яким із попередніх пп. 1, 2, який відрізняється тим, що стадія змішування включає піддавання суміші (4, 6) дії множини електричних полів, два масиви електродів розміщені, відповідно, на обох боках транспортера (1), при цьому кожен із масивів електродів містить множину електродів, розташованих послідовно в напрямку просування (15) транспортера (1), а кожне з електричних полів генерують між двома електродами, що належать, відповідно, до одного та другого з двох масивів електродів.
4. Спосіб за п. 3, який відрізняється тим, що вищезазначені електричні поля одержують із постійних напруг, та тим, що вони орієнтовані у протилежних напрямках послідовно в напрямку просування (15) вищезазначеного транспортера (1).
5. Спосіб за одним із попередніх пп. 1-4, який відрізняється тим, що електричне поле генерують між електродами (10, 11), які є плоскими і взаємно паралельними.
6. Спосіб за п. 1, який відрізняється тим, що пластичні матеріали є термопластами, які вибирають із групи, що включає поліетилен, поліпропілен, поліаміди, поліефіри, наприклад полібутилентерефталат, сполуки полімолочної кислоти, полівінілхлорид, поліефіріміди, співполіаміди та співполіефіри.
7. Спосіб за п. 1, який відрізняється тим, що пластичні матеріали є термореактивними матеріалами, які вибирають із групи, що включає ненасичені поліефіри, поліепоксиди, сполуки на основі меламіну та фенольні сполуки.
8. Спосіб за п. 1, який відрізняється тим, що порошки містять добавки та/або наповнювачі, призначені для надання специфічних властивостей напівфабрикату, наприклад, низької щільності, сповільнювання горіння або антибактеріальних властивостей, або для зниження загальної вартості порошку.
9. Спосіб за п. 1, який відрізняється тим, що порошок (6) має розміри частинок у межах від мінімального діаметра 0,1 мкм до максимального діаметра 3000 мкм, в оптимальному варіанті в межах від мінімального діаметра 0,1 мкм до максимального діаметра 1000 мкм.
10. Спосіб за п. 1, який відрізняється тим, що волокна (4) мають діаметр від 1 мкм до 100 мкм і в оптимальному варіанті від 10 мкм до 50 мкм, та довжину від 2 мм до 200 мм і в оптимальному варіанті від 10 мм до 70 мм.
11. Спосіб за п. 1, який відрізняється тим, що волокна або нитки (4) складаються з одного або кількох матеріалів, що вибрані з групи, яка включає скло, льон, джут, сизаль, поліетилен високої міцності, керамічні волокна та арамідні волокна.
12. Спосіб за п. 1, який відрізняється тим, що вказані волокна або нитки (4) осаджують на зазначений транспортер (1) на нижній шар (2), верхній шар (8) осаджують на вказану суміш (4, 6), при цьому вказані нижній (2) та верхній (8) шари включають один або кілька пластичних матеріалів, точка розм'якшування яких нижче точки розм'якшування волокон (4).
13. Спосіб за одним із попередніх пп. 1-12, який відрізняється тим, що також включає стадії, які полягають у накладенні додаткових шарів відносно сформованих сумішшю волокон (4) та порошку (6), зазначені шари призначені для надання напівфабрикату різноманітних механічних, хімічних або інших властивостей.
Текст
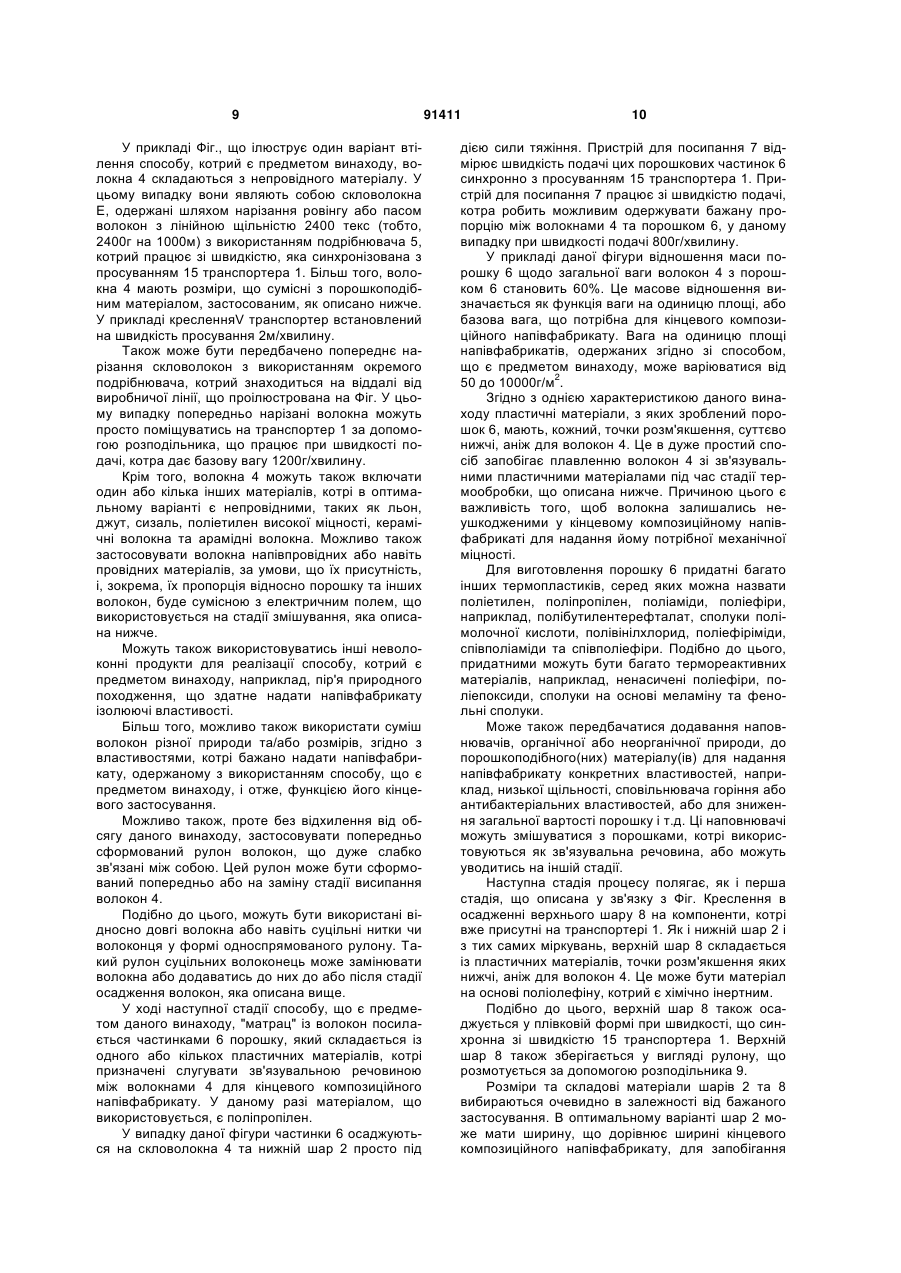
1. Спосіб одержання армованого композиційного напівфабрикату, який піддається штампуванню, що містить один або кілька пластичних матеріалів і нарізані волокна або суцільні нитки (4), в оптимальному варіанті виконані з одного або кількох електронепровідних матеріалів, точка розм'якшення якого вища, ніж найвища серед точок розм'якшення вищезазначених матеріалів, що включає стадії: осадження волокон або ниток (4), особливо під дією сили тяжіння, на транспортер (1); насипання частинок (6) порошку пластичного матеріалу на волокна або нитки (4), у пропорції від 5 до 90% загальної ваги; змішування частинок (6) із волокнами або нитками (4); доведення суміші до температури, вищої за температуру розм'якшення вищезазначених матеріалів, для створення напівфабрикату; який відрізняється тим, що стадія змішування включає піддавання суміші (4, 6) дії принаймні одного електричного поля, перпендикулярного до напрямку просування (15) транспортера (1), причому електричне поле має можливість рухати частинки (6) та волокна або нитки (4) для гомогенізації суміші (4, 6). 2. Спосіб за п.1, який відрізняється тим, що електричне поле має змінну напругу з частотою від 2Гц до 500Гц та амплітудою від 100кВ/м до 80000кВ/м. 3. Спосіб за будь-яким із попередніх пп.1, 2, який відрізняється тим, що стадія змішування включає піддавання суміші (4, 6) дії множини електричних 2 (19) 1 3 91411 4 довжину від 2мм до 200мм і в оптимальному варіанті від 10мм до 70мм. 11. Спосіб за п.1, який відрізняється тим, що волокна або нитки (4) складаються з одного або кількох матеріалів, що вибрані з групи, яка включає скло, льон, джут, сизаль, поліетилен високої міцності, керамічні волокна та арамідні волокна. 12. Спосіб за п.1, який відрізняється тим, що вказані волокна або нитки (4) осаджують на зазначений транспортер (1) на нижній шар (2), верхній шар (8) осаджують на вказану суміш (4, 6), при цьому вказані нижній (2) та верхній (8) шари включають один або кілька пластичних матеріалів, точка розм'якшування яких нижче точки розм'якшування волокон (4). 13. Спосіб за одним із попередніх пп.1-12, який відрізняється тим, що також включає стадії, які полягають у накладенні додаткових шарів відносно сформованих сумішшю волокон (4) та порошку (6), зазначені шари призначені для надання напівфабрикату різноманітних механічних, хімічних або інших властивостей. Даний винахід стосується способу одержання армованого волокнами пластичного композиційного напівфабрикату. Більш конкретно, даний винахід стосується способу, в якому пластичний матеріал, що утворює зв'язувальну речовину напівфабрикату, застосовується у порошковій формі. Термін «пластичний» означає будь-який синтетичний матеріал, що оснований на використанні макромолекул, який може піддаватись обробці шляхом відливання, формування або лиття, зазвичай з використанням тепла та тиску. У звичайних способах виробництва композиційних напівфабрикатів, таких як спосіб, що описаний у документі US-A-4487647, зв'язувальна речовина напівфабрикату може змішуватись з армуючими волокнами або нитками у порошкоподібній формі. Спочатку нитки осаджуються, зазвичай під дією сили тяжіння на транспортер, утворюючи у такий спосіб свого роду матрац, і потім їх посипають частинками зв'язувального пластикового порошку, з наступним нагріванням даного агрегату для розплавлення зв'язувального пластика. Потім агрегат охолоджують з одержанням армованого композиційного напівфабрикатного продукту, що може піддаватися штампуванню. Такий напівфабрикат називається «композитом», оскільки він утворений із суміші ниток або волокон даного матеріалу з пластичною зв'язувальною речовиною, виготовленою із іншого матеріалу. Нитки надають композиційному напівфабрикату зміцнюючі властивості, оскільки у відомому способі вони вносять суттєвий вклад у механічні властивості композиту. Крім того, продукт, одержаний за допомогою способу, що є предметом даного винаходу, називається «напівфабрикатом», оскільки він знаходиться у формі сировини, котра може і повинна бути перероблена для отримання кінцевих композитних деталей, які можуть задовольнити дану механічну та/або хімічну функцію, наприклад, пружність або хімічну інертність. Саме тому ці напівфабрикати часто називаються армовані термопласта, що можуть піддаватись штампуванню (або «Glass Mat Thermoplastics», або GMT). Крім того, даний напівфабрикат, як кажуть, «може піддаватися штампуванню», оскільки, звичайно, він знаходиться у формі пластинок, котрі можуть потім формуватись у придатних формах. У такий спосіб можливо формувати деталі з дуже різноманітною та складною геометрією для задоволення специфічних функцій. Проте, у способах відомого рівня техніки змішування порошкових частинок з волокнами або нитками здійснюється не повністю задовільно, і, коли це відбувається, потребує застосування відносно трудомістких операцій. Так, операції змішування можуть проводитися з використанням таких методів як голкопробивання або циклонування. Голкопробивання полягає у проколюванні голками кілька разів суміші волоконного матрацу та порошку, так, щоб зв'язати волокна разом шляхом «сплітання» і таким чином гомогенізувати розподіл частинок всередині волокон. Проте, таке голкопробивання відносно складно реалізувати. Це спричинено тим, що воно може призвести до забруднення навколишнього середовища, і присутністю домішок, коли природа використаного пластика змінюється, так що може бути одержаний інший композиційний напівфабрикат. Тому такий процес потребує герметизації порошків та волокон, або повної очистки виробничого приміщення перед виробництвом нового напівфабрикату. Крім того, для одержання задовільно гомогенної суміші потрібно, щоб частинки порошку були відносно малими, що підвищує вартість застосованих сировинних матеріалів. Крім того, можливо проводити змішування шляхом циклонування попередньо нарізаних волокон з порошковими частинками. Потім суміш нашаровують шляхом пневматичного розпилення з наступним перепусканням утвореного агрегату через піч, щоб розм'якшити та зафіксувати порошок, котрий потім виконує свою функцію зв'язувальної смоли. Однак, циклонування є методом, що зарезервований для великих обсягів виробництва, оскільки він потребує дорогого та об'ємного устаткування, включаючи циклони. Крім того, він потребує схожої щільності між волоконними та порошковими компонентами для забезпечення правильної гомогенізації суміші. Зокрема, у відомий спосіб циклон відділяє легкі частинки від важких частинок. Таким чином, неможливо приготувати суміш скловолокон з відносно високою щільністю з порошковими частинками на основі пластика. На додаток, деякі з найлегших частинок будуть неминуче винесені з повітрям при відкачуванні циклону 5 і тому не зможуть бути введені в суміш. Нарешті, циклонування дозволяє змішувати з порошком лише відносно короткі волокна. Для приготування гомогенної суміші ниток та порошку і в той самий час виключення проблем, про які зазначалось вище, у документі US-A4487647 пропонується застосування відносно тривалого та складного процесу, оскільки він включає три стадії нагрівання, три стадії осадження порошків і дві стадії пресування. Таким чином, такий спосіб потребує використання довгої та дорогої виробничої лінії, що відповідно підвищує вартість композиційного напівфабрикату, який одержують у результаті розглянутого способу. Більш того, хоча вони досягають доброї гомогенності суміші порошкових матеріалів та волокон за рахунок складних операцій, тим не менше, способи відомого рівня техніки залишаються обмеженими специфічними розмірами порошкових частинок та армуючих волокон. Так, для деякого розміру волокон необхідно застосовувати порошок, розмір частинок якого вибирається таким, щоб максимальний діаметр цих частинок був обмежений 500мкм або навіть 200мкм, як у випадку документа US-A-4487647. Проте, використання порошку з малим розміром частинок також відбивається на собівартості композиційного напівфабрикату. Навпаки, якщо вибраний порошок, що є занадто грубим, суміш частинок з волокнами має ризик бути надто гетерогенною до такої міри, що композитний напівфабрикат може мати занижені або навіть дефективні механічні властивості. Таким чином, метою даного винаходу є пропозиція способу одержання армованого композиційного напівфабрикату, що може піддаватись штампуванню, впровадження якого не потребує ані занадто трудомісткої послідовності змішування або перемішування, ані занадто жорсткого вибору розміру частинок зв'язувального пластикового порошку. Таким чином, даний винахід спрямований на спосіб простого, відносно швидкого та економічного одержання композиційного напівфабрикату. Спосіб, що є предметом даного винаходу, спрямований на одержання армованого композиційного напівфабрикату, котрий може піддаватися штампуванню, який містить один або кілька пластичних матеріалів і нарізані волокна або суцільні нитки, в оптимальному варіанті зроблені з одного або кількох електронепровідних матеріалів, точка розм'якшення якого вища, ніж найвища серед точок розм'якшення вищезазначених матеріалів. Спосіб, що являє собою предмет винаходу, включає стадії, котрі складаються із: - осадження волокон або ниток, особливо під дією сили тяжіння, на транспортер; - насипання частинок порошку вищезазначеного пластичного матеріалу на волокна або нитки, у пропорції від 5 до 90% загальної ваги; - змішування частинок з волокнами або нитками; - доведення суміші до температури, вищої за температури розм'якшення матеріалів, для створення напівфабрикату. 91411 6 Згідно з даним винаходом стадія змішування включає піддавання суміші дії принаймні одного електричного поля, практично перпендикулярного до напрямку просування транспортера і здатного рухати частинки та волокна або нитки, щоб гомогенізувати суміш. Іншими словами, перемішування або змішування частинок порошку з волокнами або нитками здійснюється за допомогою принаймні одного електричного поля, котре зміщує та перемішує порошкові частинки, і в меншій мірі волокна, в напрямку товщини матрацу волокон або ниток, осаджених на транспортер. Таким чином, суміш може бути зроблена задовільно гомогенною за допомогою електростатичних сил, котрі діють на частинки і на волокна або нитки, ці сили поліпшують просочення волокон частинками. Таким чином, термін «практично перпендикулярне поле» означає поле в напрямку, поперечному до транспортера, котре здатне зміщувати частинки порошку по товщині волоконного матрацу. Щоб це зробити, поле повинне мати компоненту, котра є перпендикулярною до транспортера. Згідно з одним варіантом втілення винаходу електричне поле може мати змінну напругу з частотою від 2Гц до 500Гц та з амплітудою від 100кВ/м до 80000кВ/м. Таке електричне поле забезпечує ефективне перемішування порошкових частинок усередині волокон. Зокрема, змінне поле може спричинити осциляційні зміщення частинок, що веде до ефективної гомогенізації суміші. Згідно з одним варіантом втілення винаходу стадія змішування може включати піддавання суміші дії множини електричних полів. У цьому варіанті втілення два масиви електродів розміщені, відповідно, на обох боках транспортера, кожен із масивів електродів містить множину електродів, розташованих послідовно в напрямку просування транспортера. Кожне з електричних полів генерується між двома електродами, що належать, відповідно, до одного та другого із двох масивів електродів. Згідно з однією конкретною формою впровадження цього варіанту втілення винаходу електричні поля можуть бути отримані від постійної напруги й можуть бути орієнтовані у протилежних напрямках послідовно в напрямку просунення транспортера. Послідовні поля можуть також бути різної інтенсивності відлюдного до іншого, даючи різні змішувальні ефекти. Такий варіант втілення й така форма впровадження забезпечують ефективне змішування порошку та волокон або ниток. На практиці поле може генеруватись між електродами, котрі є в цілому гладкими та взаємно паралельними. Така геометрія електродів дозволяє генерувати електричне поле, придатне для змішування порошку та волокон по всій поверхні композиційного напівфабрикату, котрий бажано виготовити. Згідно з одним практичним варіантом втілення винаходу пластичним матеріалом можуть бути термопластики, що вибираються із групи, яка включає поліетилен, поліпропілен, поліаміди, по 7 ліефіри, наприклад, полібутилентерефталат, сполуки полімолочної кислоти, полівінілхлорид, поліефіріміди, співполіаміди та співполіефіри. Згідно з альтернативним варіантом втілення винаходу пластичні матеріали можуть бути термореактивними матеріалами, що вибираються із групи, яка складається із ненасичених поліефірів, поліепоксидів, сполук на основі меламіну та фенольних сполук. Такі термопластичні або термореактивні матеріали мають діелектричні властивості, що робить їх придатними для змішування за допомогою характерного електричного поля даного винаходу. На практиці порошок та/або волокна або нитки можуть містити добавки та/або наповнювачі, призначені для надання специфічних властивостей напівфабрикату, наприклад, низької щільності, сповільнювача горіння або антибактеріальних властивостей, або для зниження загальної вартості порошку. Для певних видів застосувань корисним може бути додавання до напівфабрикату наповнювачів, особливо функціональних наповнювачів. Згідно з винаходом порошок може мати розмір частинок у межах від мінімального діаметра 0,1мкм до максимального діаметра 3000мкм, в оптимальному варіанті в межах від мінімального діаметра 0,1мкм до максимального діаметра 1000мкм. Такий розмір частинок, котрий є характерним для економно вибраного порошку, дає можливість швидко просочувати волоконний матрац великою кількістю порошку без надлишкового підвищення вартості. На практиці волокна можуть мати діаметр від 1мкм до 100мкм і в оптимальному варіанті від 10мкм до 50мкм, та довжину від 2мм до 200мм і в оптимальному варіанті від 10мм до 70мм. Ці розміри волокон також роблять можливим досягати гомогенного змішування з порошковими частинками. Згідно з даним винаходом волокна або нитки можуть складатись із одного або кількох матеріалів, що вибрані із групи, яка включає скло, льон, джут, сизаль, поліетилен високої міцності, керамічні волокна та арамідні волокна. Такі електронепровідні матеріали дають можливість реалізувати спосіб, що є предметом даного винаходу. Згідно з одним конкретним варіантом втілення даного винаходу волокна або нитки можуть осаджуватись на транспортер на нижній шар, верхній шар, можливо, осаджується на суміш волокон та порошку, ці шари включають один або кілька пластичних матеріалів, точка розм'якшування яких нижче точки розм'якшування волокон, кожен із цих шарів (2, 8) також має товщину від 5 до 500мкм. Додавання таких шарів запобігає забрудненню або пошкодженню транспортера, що містить порошок та волокна. Таким чином, лише незначна кількість частинок або волокон осаджується безпосередньо на транспортер. Ці нижній та верхній шари дають можливість швидко змінювати природу матеріалів або матерії, що утворюють композиційний напівфабрикат, оскільки вони обмежують 91411 8 забруднення деталей виробничої лінії, такої як транспортер. Крім того, такі шари, котрі формують зовнішню «шкіру» напівфабрикату, можуть надати композиційному напівфабрикату специфічних характеристик, таких як хімічна стійкість, висока адгезія або якість зовнішнього вигляду напівфабрикату. Згідно з іншим варіантом втілення даний спосіб може включати також стадії, які полягають у накладенні додаткових шарів відносно тих, що сформовані сумішшю волокон та порошку. Ці шари призначені для надання напівфабрикату різноманітних механічних, хімічних або інших властивостей. Іншими словами, композиційний напівфабрикат може бути сформований із кількох накладених шарів волокон, покритих зв'язувальною смолою. Спосіб, у який може бути реалізований даний винахід, та переваги, які він надає, чіткіше виявляться з виробничого прикладу, який наведений нижче. Цей приклад подається як необмежувальна інструкція, що підкріплюється супровідною фігурою. Ця фігура є схематичним представленням у поперечному перерізі пристрою, за допомогою якого може бути здійснений спосіб, котрий є предметом винаходу. Таким чином, дана фігура ілюструє виробничу лінію композиційного напівфабрикату згідно з одним варіантом втілення способу, що є предметом даного винаходу. На цій виробничій лінії транспортерний пристрій 1 складається зі звичайного транспортера, стрічка якого просувається в напрямку, позначеному стрілкою 15. На першій стадії, що ілюструється фігурою, нижній шар 2 накладається на стрічку транспортера 1. Нижній шар 2 у цьому випадку має форму плівки, що намотана на ролик 3 і котра розмотується синхронно з просуванням транспортера 1. Згідно з винаходом нижній шар 2 включає пластичний матеріал, точка розм'якшення якого нижче, ніж точка в армуючих волокон, із яких складається одержаний напівфабрикат згідно зі способом, що є предметом винаходу. Нижній шар 2 зроблений таким, що зчіплюється з рештою композиційного напівфабрикату під час стадії термообробки, яка описана нижче. Друга стадія процесу, що проілюстрована фігурою, полягає в осадженні на транспортерну стрічку 1 волокон 4, із яких складається композиційний напівфабрикат. У даному випадку волокна 4 осаджуються на транспортер 1 лише під дією сили тяжіння. Таким чином, волокна 4 формують на транспортері 1 своєрідний некогезійний шар. Проте, може бути передбачений інший механізм осадження, але без відхилення від обсягу даного винаходу. Згідно з однією характеристикою винаходу волокна 4 мають довжину 50мм та діаметр 17 мкм. Можливо використовувати суміш волокон різних розмірів згідно з властивостями, котрі бажано надати напівфабрикату, одержаному з використанням способу, що є предметом винаходу, і отже, функцією його кінцевого застосування. 9 У прикладі Фіг., що ілюструє один варіант втілення способу, котрий є предметом винаходу, волокна 4 складаються з непровідного матеріалу. У цьому випадку вони являють собою скловолокна Е, одержані шляхом нарізання ровінгу або пасом волокон з лінійною щільністю 2400 текс (тобто, 2400г на 1000м) з використанням подрібнювача 5, котрий працює зі швидкістю, яка синхронізована з просуванням 15 транспортера 1. Більш того, волокна 4 мають розміри, що сумісні з порошкоподібним матеріалом, застосованим, як описано нижче. У прикладі кресленняV транспортер встановлений на швидкість просування 2м/хвилину. Також може бути передбачено попереднє нарізання скловолокон з використанням окремого подрібнювача, котрий знаходиться на віддалі від виробничої лінії, що проілюстрована на Фіг. У цьому випадку попередньо нарізані волокна можуть просто поміщуватись на транспортер 1 за допомогою розподільника, що працює при швидкості подачі, котра дає базову вагу 1200г/хвилину. Крім того, волокна 4 можуть також включати один або кілька інших матеріалів, котрі в оптимальному варіанті є непровідними, таких як льон, джут, сизаль, поліетилен високої міцності, керамічні волокна та арамідні волокна. Можливо також застосовувати волокна напівпровідних або навіть провідних матеріалів, за умови, що їх присутність, і, зокрема, їх пропорція відносно порошку та інших волокон, буде сумісною з електричним полем, що використовується на стадії змішування, яка описана нижче. Можуть також використовуватись інші неволоконні продукти для реалізації способу, котрий є предметом винаходу, наприклад, пір'я природного походження, що здатне надати напівфабрикату ізолюючі властивості. Більш того, можливо також використати суміш волокон різної природи та/або розмірів, згідно з властивостями, котрі бажано надати напівфабрикату, одержаному з використанням способу, що є предметом винаходу, і отже, функцією його кінцевого застосування. Можливо також, проте без відхилення від обсягу даного винаходу, застосовувати попередньо сформований рулон волокон, що дуже слабко зв'язані між собою. Цей рулон може бути сформований попередньо або на заміну стадії висипання волокон 4. Подібно до цього, можуть бути використані відносно довгі волокна або навіть суцільні нитки чи волоконця у формі односпрямованого рулону. Такий рулон суцільних волоконець може замінювати волокна або додаватись до них до або після стадії осадження волокон, яка описана вище. У ході наступної стадії способу, що є предметом даного винаходу, "матрац" із волокон посилається частинками 6 порошку, який складається із одного або кількох пластичних матеріалів, котрі призначені слугувати зв'язувальною речовиною між волокнами 4 для кінцевого композиційного напівфабрикату. У даному разі матеріалом, що використовується, є поліпропілен. У випадку даної фігури частинки 6 осаджуються на скловолокна 4 та нижній шар 2 просто під 91411 10 дією сили тяжіння. Пристрій для посипання 7 відмірює швидкість подачі цих порошкових частинок 6 синхронно з просуванням 15 транспортера 1. Пристрій для посипання 7 працює зі швидкістю подачі, котра робить можливим одержувати бажану пропорцію між волокнами 4 та порошком 6, у даному випадку при швидкості подачі 800г/хвилину. У прикладі даної фігури відношення маси порошку 6 щодо загальної ваги волокон 4 з порошком 6 становить 60%. Це масове відношення визначається як функція ваги на одиницю площі, або базова вага, що потрібна для кінцевого композиційного напівфабрикату. Вага на одиницю площі напівфабрикатів, одержаних згідно зі способом, що є предметом винаходу, може варіюватися від 50 до 10000г/м2. Згідно з однією характеристикою даного винаходу пластичні матеріали, з яких зроблений порошок 6, мають, кожний, точки розм'якшення, суттєво нижчі, аніж для волокон 4. Це в дуже простий спосіб запобігає плавленню волокон 4 зі зв'язувальними пластичними матеріалами під час стадії термообробки, що описана нижче. Причиною цього є важливість того, щоб волокна залишались неушкодженими у кінцевому композиційному напівфабрикаті для надання йому потрібної механічної міцності. Для виготовлення порошку 6 придатні багато інших термопластиків, серед яких можна назвати поліетилен, поліпропілен, поліаміди, поліефіри, наприклад, полібутилентерефталат, сполуки полімолочної кислоти, полівінілхлорид, поліефіріміди, співполіаміди та співполіефіри. Подібно до цього, придатними можуть бути багато термореактивних матеріалів, наприклад, ненасичені поліефіри, поліепоксиди, сполуки на основі меламіну та фенольні сполуки. Може також передбачатися додавання наповнювачів, органічної або неорганічної природи, до порошкоподібного(них) матеріалу(ів) для надання напівфабрикату конкретних властивостей, наприклад, низької щільності, сповільнювача горіння або антибактеріальних властивостей, або для зниження загальної вартості порошку і т.д. Ці наповнювачі можуть змішуватися з порошками, котрі використовуються як зв'язувальна речовина, або можуть уводитись на іншій стадії. Наступна стадія процесу полягає, як і перша стадія, що описана у зв'язку з Фіг. Креслення в осадженні верхнього шару 8 на компоненти, котрі вже присутні на транспортері 1. Як і нижній шар 2 і з тих самих міркувань, верхній шар 8 складається із пластичних матеріалів, точки розм'якшення яких нижчі, аніж для волокон 4. Це може бути матеріал на основі поліолефіну, котрий є хімічно інертним. Подібно до цього, верхній шар 8 також осаджується у плівковій формі при швидкості, що синхронна зі швидкістю 15 транспортера 1. Верхній шар 8 також зберігається у вигляді рулону, що розмотується за допомогою розподільника 9. Розміри та складові матеріали шарів 2 та 8 вибираються очевидно в залежності від бажаного застосування. В оптимальному варіанті шар 2 може мати ширину, що дорівнює ширині кінцевого композиційного напівфабрикату, для запобігання 11 забиванню або забрудненню стрічки транспортера 1, коли на неї осаджуються волокна 4 та порошок 6. Ця особливість робить можливим швидко переходити від одного напівфабрикату до іншого. Оскільки шари 2 та 8 утворюють зовнішню «шкіру» кінцевого композиційного напівфабрикату, вони можуть також виконувати «поверхневі» функції, що пов'язані з його зовнішнім виглядом, адгезійністю або хімічною стійкістю. Кожен із цих шарів може мати товщину від 5 до 500мкм. У даному випадку товщина шару 2 та шару 8 становить близько 50мкм. Крім того, один та/або другий із шарів 2 та 8 може складатись із двошарової або багатошарової плівки, виготовленої з різних коекструдованих матеріалів, наприклад, поліпропілену зі співполіамідною сполукою. Роль таких багатошарових матеріалів полягає в тому, щоб забезпечити, по-перше, когезію з серцевиною напівфабрикату, яка містить волокна та порошок зв'язувальної смоли, і, подруге, поверхневі функції, такі як згадувались вище. Більш того, один та/або другий із цих шарів може бути утворений іншими компонентами, такими як сітка або текстильні продукти нетканого типу. Оскільки функції цих компонентів визначаються кінцевим застосуванням напівфабрикату, до складу шарів 2 та 8 може бути включено багато компонентів. Наступна стадія полягає в ретельному змішуванні волокон 4 з порошком 6 для гомогенного просочування волоконного матрацу частинками 6 порошку, що утворює зв'язувальну речовину. Для цього та згідно з однією особливістю способу, що є предметом даного винаходу, суміш волокон 4 з порошком 6 піддається дії електричного поля, котре генерується між електродами 10 та 11, які є в цілому плоскими та взаємно паралельними в напрямку, перпендикулярному до Фіг. Частинки порошку 6 та волокна 4 потім рухаються і розташовуються в цілому вздовж ліній поля. Конкретно, у відомий у галузі електростатичного розпилення спосіб електричне поле іонізує молекули кисню повітря, котрі зв'язуються з частинками порошку, заряд яких, що виник у такий спосіб, залежить від діелектричної проникності матеріалу, який їх утворює. Саме тому краще використовувати пластичні матеріали з низькою провідністю, щоб задовільно приводити в рух порошки. Проте, можуть бути використані провідні наповнювачі як суміш або під час наступного висипання. У залежності від ваги на одиницю площі або базової ваги, потрібної для кінцевого композиційного напівфабрикату, електроди 10 та 11 повинні бути розташовані на відстані в межах від 0,5 до 70мм. Що стосується іншого, може бути передбачено, щоб принаймні один із електродів 10 та 11 поміщувався на рухому опору для адаптації величини проміжку між ними в залежності від товщини напівфабрикату, котрий має виготовлятися. Щоб виключити досягнення пробивної напруги повітря між електродами, котрі знаходяться під напругою, може бути передбачено їх покриття ізолюючим матеріалом, діелектрична проникність 91411 12 якого достатньо висока, щоб витримати генероване поле. Зокрема, з очевидних причин бажано не генерувати між електродами електричну дугу. Для приготування гомогенної суміші волокон 4 та частинок порошку 6 застосовується електричне поле змінної напруги синусоїдальної форми з частотою 50Гц. Крім того, електричне поле, що генерується у прикладі, проілюстрованому на Фіг., має амплітуду 10000кВ/м. Такі характеристики електричного поля дають йому можливість рухати частинки 6 та волокна 4. Коли таке електричне поле прикладене між електродами 10 та 11, не тільки частинки 6, але й волокна 4, у меншій мірі, починають рухатись. Причина цього полягає в тому, що волокна 4, котрі нарізані або знаходяться у вигляді суцільних ниток, ще не зв'язані між собою, і як такі вони здатні рухатись під дією електричного поля, що генерується між електродами 10 та 11. Згідно з іншими варіантами втілення змінна напруга електричного поля може мати трикутну, квадратну або імпульсну форму, або більш складну форму. Форма хвилі очевидно має вплив на гомогенність суміші порошку та волокон до такої міри, що може бути визначена як функція компонентів напівфабрикату та властивостей, котрі бажано їм надати. Також в альтернативному варіанті може бути передбачено встановлення кількох електродів, розміщених послідовно в напрямку просування 15 транспортера 1. Так, можливо приготувати суміш шляхом генерації послідовності електричних полів між електродами, розміщеними на кожному боці транспортера 1 і у відносно вузькому коридорів напрямку просування 15. Потім необхідно орієнтувати поля у послідовних парах в одному напрямку та в іншому, тобто вгору і вниз, формуючи в такий спосіб "антипаралельні" поля. Це робить можливим ефективно гомогенізувати суміш волокон 4 та порошку 6, оскільки рух частинок 6 та волокон 4 відбувається поступово в міру того, як просувається транспортер 1, поперемінно в одному напрямку, а потім у протилежному напрямку. В залежності від потрібних властивостей та/або застосованих матеріалів і речовин, послідовні електричні поля можуть одержуватися від постійних або змінних напруг і можуть мати різні амплітуди та/або орієнтації, у таких межах, де вони мають компоненту, перпендикулярну транспортеру 1. Можливо також встановити електроди, що мають іншу форму, тобто не є плоскими. Так, можуть бути використані трубчасті електроди, такі як описані в документі WO 2005/038123, розміщені послідовно в напрямку просунення 15 транспортера 1 і до яких прикладається змінна напруга. Геометрія та розміщення цих електродів мають у будь-якому разі сприяти компонентам електричного поля, перпендикулярним до транспортера 1, щоб ефективно гомогенізувати суміш волокон 4 та частинок порошку 6. У залежності від кількості порошку, осадженого на волоконний матрац, та тривалості й амплітуди обробки електричним полем порошок може переміщуватись у значній мірі, й, за деяких умов, можна спостерігати накопичення надлишку порош 13 ку на зовнішніх поверхнях шарів 2 та 8. У такий спосіб створюється стан поверхні, придатний для зв'язування під час використання даного напівфабрикату. У будь-якому разі, можлива відстань між електродами 10 та 11 може бути встановлена між цими мінімальними та максимальними значеннями в залежності від властивостей композиційного напівфабрикату, зокрема, його товщини та природи матеріалів, із яких він виготовлений. Наступною стадією є стадія термообробки, котра є стандартною у способах виробництва композиційних напівфабрикатів. Взагалі така термообробка супроводжується пресуванням напівфабрикату, або пресування здійснюється після неї. Комбінація цих стадій термообробки та пресування часто називається «каландруванням». У прикладі, наведеному на Фіг., нагрівання напівфабрикату здійснюється за допомогою термоконвекційної печі, а пресування - між двома натискними валками 13 та 14. Послідовність стадій нагрівання, пресування та додаткового охолодження має визначатись у залежності від напівфабрикату, котрий хочуть одержати. В усіх випадках та згідно з однією особливістю даного винаходу важливо довести суміш до температури вище точок розм'якшення пластичних матеріалів, що складають зв'язувальний порошок 6 та нижній 2 і верхній 8 шари напівфабрикату. Це ефективно робить дані матеріали в'язкими і, отже, забезпечує їх розподіл та когезію у волокнах 4. Потім напівфабрикат охолоджується до кімнатної температури. Більш того, у випадку термореактивного матеріалу температура нагрівання має бути нижче температури структурування, щоб дати можливість сформувати кінцевий продукт на наступній стадії, котра не показана на Фіг. Це можливо, оскільки кожен із більшості термореактивних пластиків проходить під час нагрівання через «псевдопластичний» стан, який характеризується оборотним розм'якшенням при температурі, набагато нижчій за температуру структурування. Зазвичай температури нагрівання на стадії каландрування можуть варіюватися від 100 до 400°С у залежності від природи використаного матеріалу. Так, наприклад, нагрівання вище 160°С має проводитися для досягнення точки плавлення поліпропілену і вище 180°С для досягнення точки плавлення полімолочної кислоти, або вище 220°С для поліаміду 6. Ця необов'язкова додаткова стадія пресування за допомогою натискних валків 13 та 14 також слугує для доведення продуктів до кінцевої товщини, потрібної для напівфабрикату. Крім того, транспортувальна стрічка транспортера 1 повинна мати механічні характеристики, що дозволяють їй рухатися та забезпечують стійкість щодо пресування напівфабрикату, і також хімічну стійкість до окиснення озоном, який утворюється під час іонізації повітря під дією електричного поля. У прикладі на фігурі транспортувальна стрічка складається із тканої основи, що покрита з обох боків політетрафтороетиленом, але може також 91411 14 використовуватись і композиція з поліуретану на склі або поліефірі. Як і у випадку звичайних виробничих процесів, швидкість просування 15 транспортера 1 регулюється в залежності від параметрів, таких як базова вага напівфабрикату, точка розм'якшення зв'язувальних матеріалів, а також шарів 2 та 8, або, в альтернативному варіанті, розмірів машини і часу, котрий потрібен для обробки в електричному полі. Крім того, може бути реалізований спосіб, що є предметом даного винаходу, для виготовлення композиційного напівфабрикату, який містить кілька накладених шарів. Для цього може бути передбачена, наприклад, заміна одного з роликів, що формують шари 2 або 8, рулоном, що вже містить армований волокнами композиційний напівфабрикат. У такий спосіб отримують шаруватий композиційний напівфабрикат, що має кілька шарів накладених волокон. Крім того, в залежності від потрібних застосувань і без відхилення від обсягу даного винаходу, може передбачатись накладення інших шарів відносно утворених з використанням суміші волокон 4 та порошку 6. Так, це може бути випадком поруватих структур, наприклад, пінопластів або стільникових структур, а також текстильних структур, наприклад, нетканих, матеріалів або односпрямованих структур. Таким чином, ці шари можуть надавати напівфабрикату різних механічних, хімічних або інших властивостей. Також може бути передбачено багато інших нашарувань відносно суміші волокон та порошку. Так, напівфабрикат, що складається з волокон та порошку, виготовлений за допомогою способу, котрий є предметом даного винаходу, може утворювати один із шарів 2 чи 8, формуючи врешті решт сендвічеву структуру. Усі розглянуті нашарування або вставки мають загальну в усіх випадках стадію змішування, котра є характеристикою даного винаходу, з використанням електричного поля. Для виготовлення двох сумішей, що згадувались вище, очевидно необхідно подвоїти стадії зміни режиму висипання волокон та їх насипання. Таким чином, композиційний напівфабрикат, виготовлений згідно зі способом, що є предметом даного винаходу, з армованої волокнами пластичної смоли, знаходиться у формі пластинок 17, нарізаних у калібрований спосіб за допомогою інструмента 16, і потім накопичених у кінці виробничої лінії. У залежності від природи використаних матеріалів, напівфабрикат може також бути скатаний, що може полегшити його транспортування, маніпуляції з ним та/або використання. Напівфіабрикат, як пластинки або рулон, потім піддається перетворенню шляхом волочіння або штампування, тобто шляхом обробки, котра зазвичай поєднує нагрівання та пресування у формі. Сформовані в такий спосіб продукти мають добре відомі властивості легкості, жорсткості, ударної міцності і т.д. Таким чином, такий композиційний продукт може слугувати поглинальний бар'єром для бампера транспортного засобу. Характерні параметри процесу, що є предметом даного винаходу, такі як швидкість подачі оса 15 91411 джених волокон, швидкість подачі частинок, що висипаються, швидкість просування транспортера і т.д., визначаються в залежності від відповідних пропорцій змішування та мас на одиницю об'єму Комп’ютерна верстка Н. Лиcенко 16 складових матеріалів волокон та складових матеріалів порошків, щоб одержати базову вагу, бажану для вищезазначеного продукту, зазвичай від 50г/м2 до 5000г/м2. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for producing stampable reinforced composite semi-finished product
Автори англійськоюCaramaro Laurence, Marduel Jorik
Назва патенту російськоюСпособ получения армированного композиционного полуфабриката, который подвергается штампованию
Автори російськоюКарамаро Лоренс, Мардюель Жорик
МПК / Мітки
МПК: B29B 15/00, B29C 70/00
Мітки: армованого, спосіб, напівфабрикату, піддається, композиційного, одержання, штампуванню
Код посилання
<a href="https://ua.patents.su/8-91411-sposib-oderzhannya-armovanogo-kompozicijjnogo-napivfabrikatu-yakijj-piddaehtsya-shtampuvannyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання армованого композиційного напівфабрикату, який піддається штампуванню</a>
Заготовка для одержання армованого композиційного матеріалу
Номер патенту: 9394
Опубліковано: 30.09.1996
Автори: Коханий Валерій Олексійович, Тучінський Лев Йосипович, Мороз Валентина Павлівна, Ципіна Ліна Нехем'янівна, Бакарінова Валентина Іванівна, Сяміуллін Заір Сайярович, Ареф'єф Борис Олександрович, Вішняков Леон Романович, Карпінос Дмитро Моісейович
МПК: C22C 47/00, B22F 7/04
Мітки: композиційного, одержання, матеріалу, заготовка, армованого
Формула / Реферат:
Заготовка для получения армированного композиционного материала, содержащая слои алюминиевого сплава, борные волокна и стальную проволоку, отличающаяся тем, что, с целью повышения вязкости разрушения композиционного материала, стальная проволока в заготовке выполнена в виде объемных сетчатых каркасов петельной структуры, расположенных между борными волокнами и отделенных от них слоями алюминиевого сплава, причем суммарная площадь...
Спосіб одержання листового армованого композиційного матеріалу
Номер патенту: 13280
Опубліковано: 28.02.1997
Автори: Карпенко Олег Олександрович, Пінашина Валентина Олександрівна, Коковіхін Юрій Іванович, Парадня Павло Вікторович, Коваленко Сергій Григорович
МПК: B23K 20/04
Мітки: композиційного, одержання, армованого, матеріалу, спосіб, листового
Формула / Реферат:
(57) Способ получения листового армированного композиционного материала, включающий сборку пакета из листа армирующего материала и размещенных с двух его сторон листов обкладок с предварительно подготовленными поверхностями и его прокатку, отличающийся тем, что в качестве листов обкладок используют материал, предел прочности которого составляет 0,05...0,5 предела прочности армирующего материала, толщиной 1...3 толщины листа армирующего...
Спосіб одержання напівфабрикату для морозива
Номер патенту: 46004
Опубліковано: 10.12.2009
Автори: Шевченко Олена Євгеніївна, Черевко Олександр Іванович, Сорокіна Світлана Вікторівна, Чуйко Андрій Миколайович
МПК: A23G 9/00
Мітки: одержання, спосіб, напівфабрикату, морозива
Формула / Реферат:
Спосіб одержання напівфабрикату для морозива, що включає окреме нагрівання молока та сирної сироватки до температури 92...93 °С, витримування їх протягом 30 хв, охолодження до температури 60...62 °С, коагуляцію білків шляхом змішування молока з сирною сироваткою у співвідношенні 60:40 відповідно, який відрізняється тим, що на стадії коагуляції білків вносять попередньо розчинений у воді еламін (у відношенні 10:1 відповідно) в концентрації 1 %...
Спосіб одержання замороженого напівфабрикату борщової заправки
Номер патенту: 48719
Опубліковано: 25.03.2010
Автори: Одарченко Андрій Миколайович, Карбівнича Тетяна Василівна, Одарченко Дмитро Миколайович
Мітки: спосіб, замороженого, заправки, одержання, борщової, напівфабрикату
Формула / Реферат:
Спосіб одержання замороженого напівфабрикату борщової заправки, що включає шинкування та обсмаження моркви, цибулі, кореня петрушки, тушіння з вареним буряком, заправку томатом та спеціями, який відрізняється тим, що на стадії тушіння додають обсмажений перець болгарський, а після тушіння - нашатковану припущену капусту, після чого отриманий напівфабрикат фасують, охолоджують і заморожують до температури -18 °С...-25 °С.
Спосіб одержання бісквітного напівфабрикату
Номер патенту: 36479
Опубліковано: 16.04.2001
Автори: Гарнцарек Барбара Чеславівна, Перцевий Федір Всеволодович, Панченко Іван Архіпович, Полевич Віталій Вадимович, Сафонова Ольга Миколаївна, Чудік Юлія Вікторівна, Савгира Юрій Олексійович, Богомолов Олексій Васильович, Тіщенко Леонід Миколаєвич
МПК: A21D 13/08
Мітки: спосіб, бісквітного, напівфабрикату, одержання
Текст:
...в яєчний меланж додають 0,6% цитрату натрію і 0,8% гліцерину, а як борошняну сировину використовують суміш із 17,5 г борошна третікале та 17,5 г цільнозмеленого (або обойного помелу) борошна зерна ячменю. Приклад 3. Аналогічно прикладу 1, тільки в яєчний меланж додають 3,3% ацетату натрію і 0,4% гліцерину. Приклад 4. Аналогічно прикладу 1, тільки в яєчний меланж додають 0,8% ацетату натрію і 1% гліцерину. Приклад 5. Аналогічно прикладу 1,...
Попередній патент: Спосіб різання автомобільних фільтрів з металевого корпусу, кришки і фільтруючого елемента
Наступний патент: Установка прямої плавки
Випадковий патент: Пристрій для закупорювання пляшок