Кутер для приготування м’ясного фаршу
Номер патенту: 77850
Опубліковано: 25.02.2013
Автори: Матюха Віктор Володимирович, Костоглод Костянтин Данилович, Палаш Анатолій Анатолійович, Лозовський Олександр Сергійович, Лозовський Анатолій Петрович, Слинько Віктор Григорович, Гриценко Лариса Олександрівна, Прасолов Євген Якович, Лапенко Владислав Тарасович, Галич Олександр Анатолійович
Формула / Реферат
1. Кутер для приготування фаршу, що містить станину з електродвигунами приводів ножового вала і чаші, черв'ячний редуктор приводу чаші, вал з серпоподібними ножами, захисну кришку, що закриває робочу зону, завантажувач і розвантажувач сировини, дозатор води та електрообладнання з пультом керування, який відрізняється тим, що лезо ножа на валу розміщено паралельно вектору абсолютної швидкості руху ножа відносно сировини і повернутого на кут ![]() (у протилежну сторону обертання чаші), визначається за формулою
(у протилежну сторону обертання чаші), визначається за формулою ![]() і виконане з можливістю забезпеченням процесу різання без бічного тиску.
і виконане з можливістю забезпеченням процесу різання без бічного тиску.
2. Кутер за п. 1, який відрізняється тим, що оптимальні режими різання досягаються при ![]() в діапазоні кутів ковзання
в діапазоні кутів ковзання ![]() зі співвідношенням трансформованого і конструктивного кутів заточки
зі співвідношенням трансформованого і конструктивного кутів заточки ![]() з кутом скосу леза
з кутом скосу леза ![]() , де:
, де:
Vt - швидкість руху леза ножа відносно сировини у вертикальній площині;
Vn - швидкість руху чаші відносно сировини в горизонтальній площині;
Kβ - коефіцієнт ковзання леза;
β - кут ковзання леза;
α* - трансформований кут заточки;
α -двогранний конструктивний кут заточки ножа між опорною і робочою гранями.
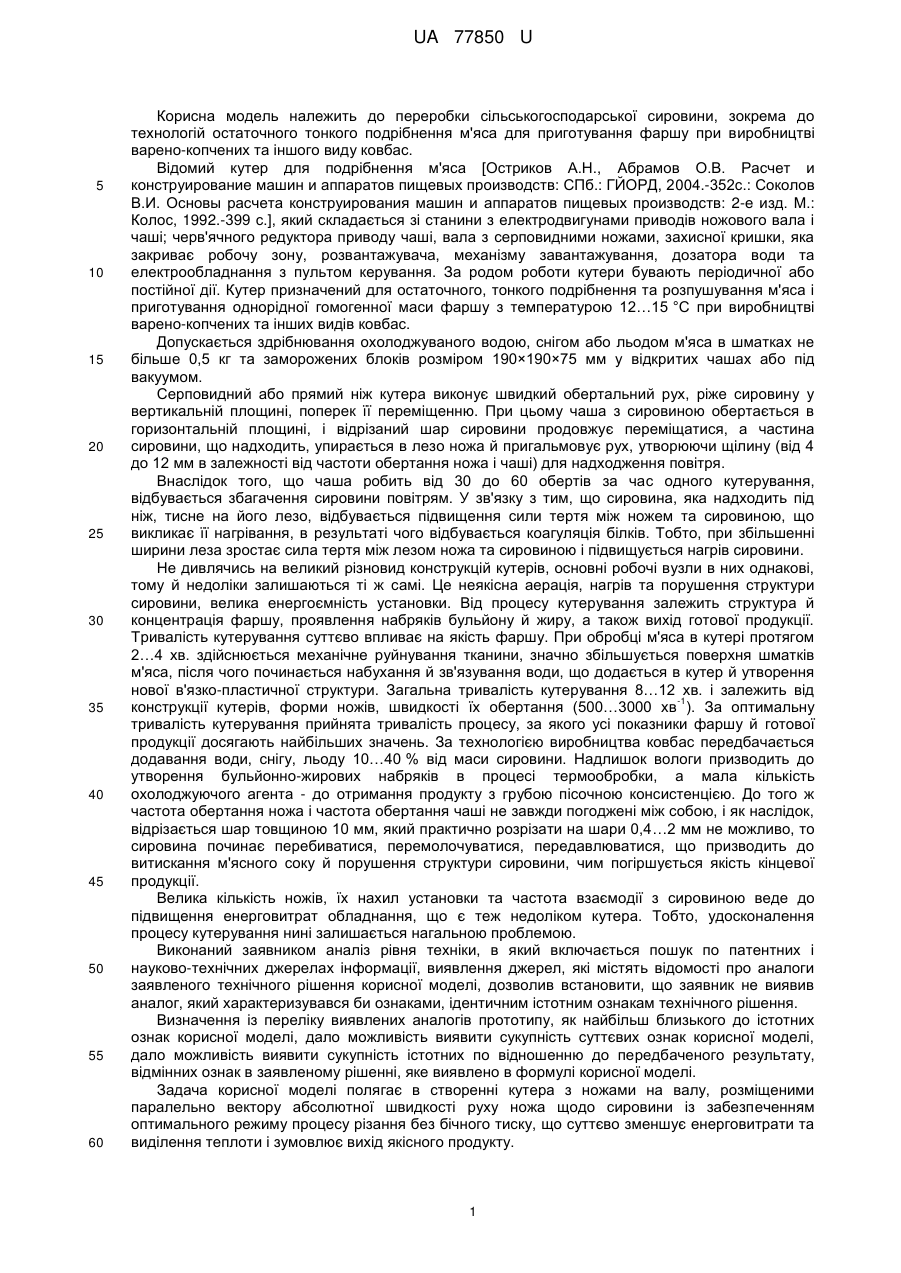
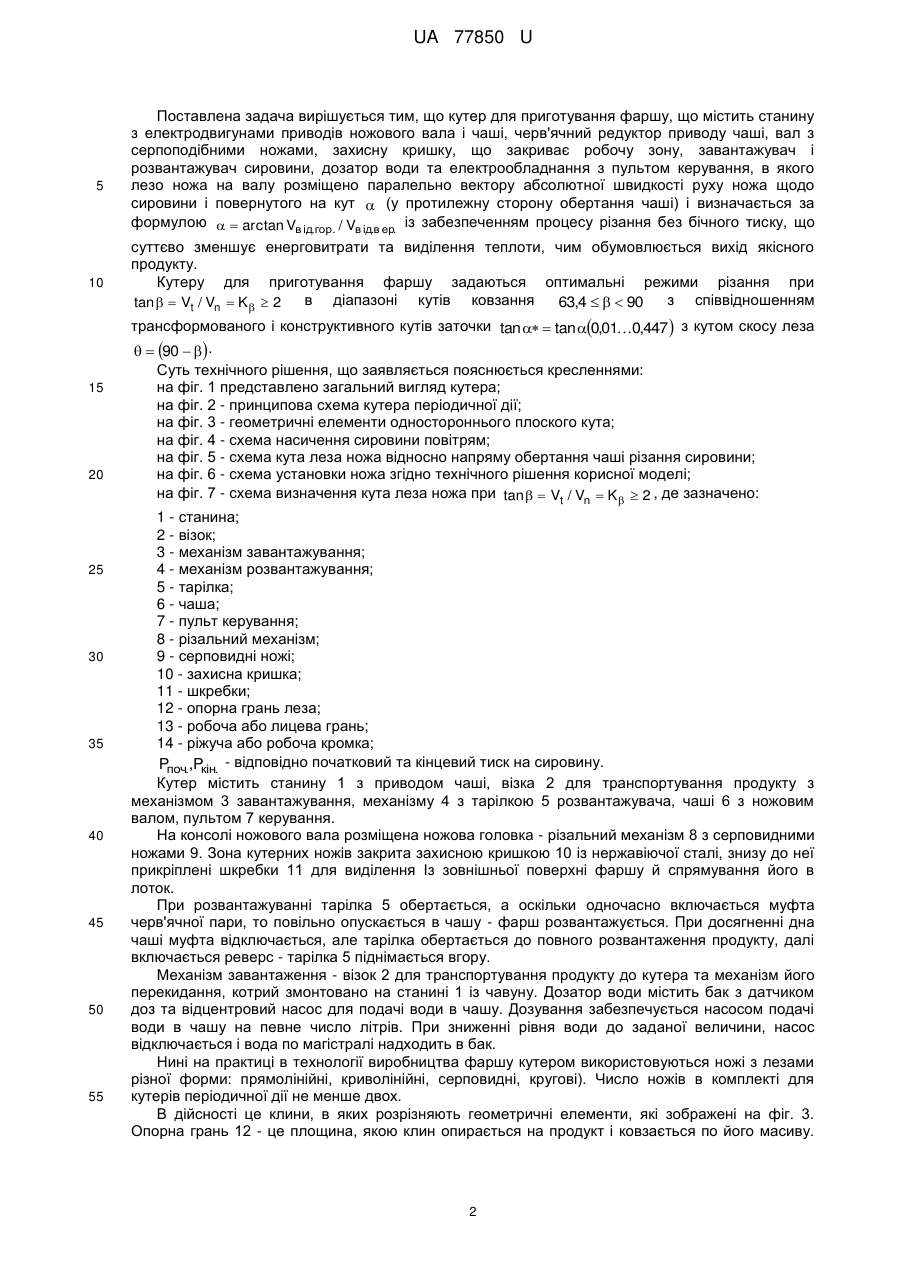
Текст
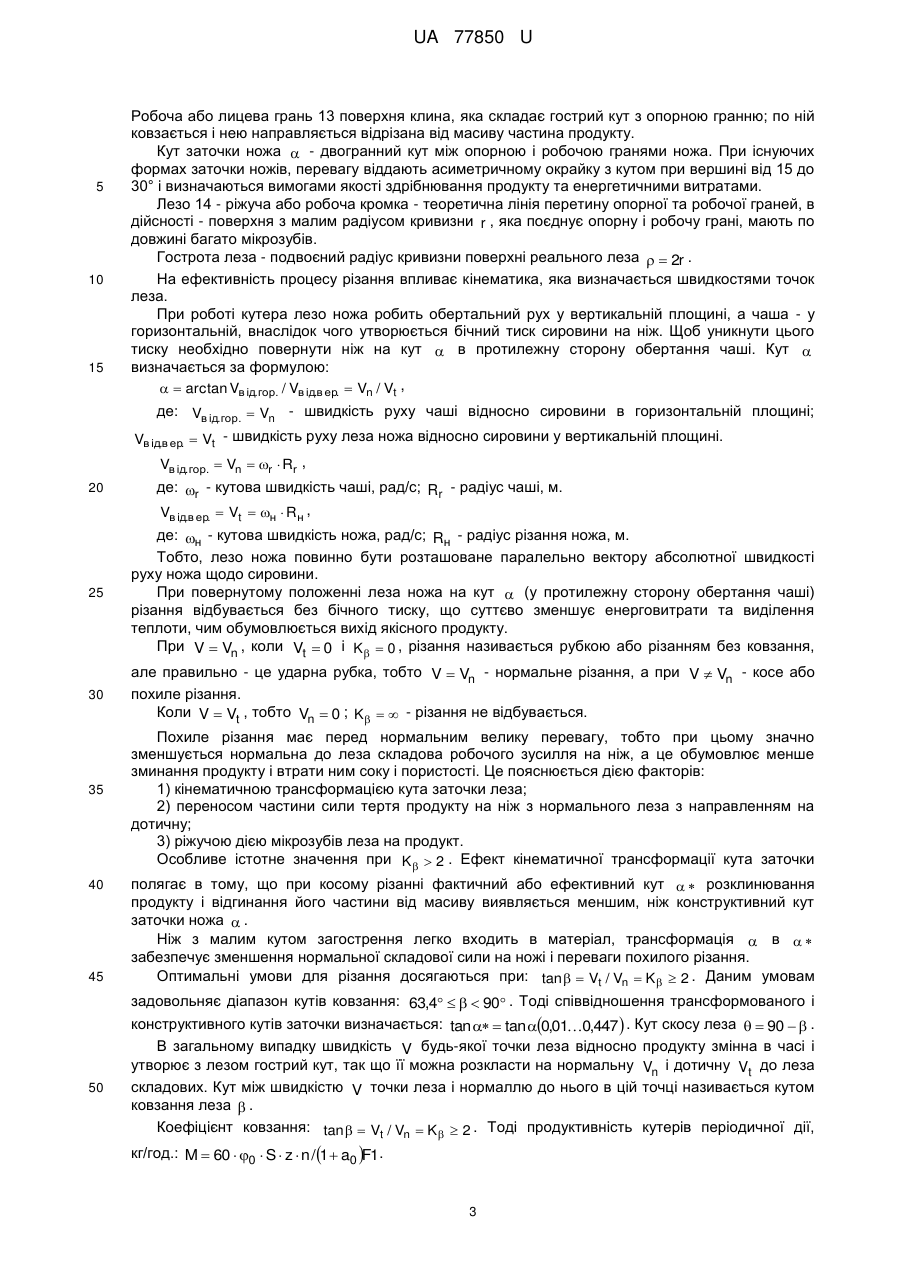
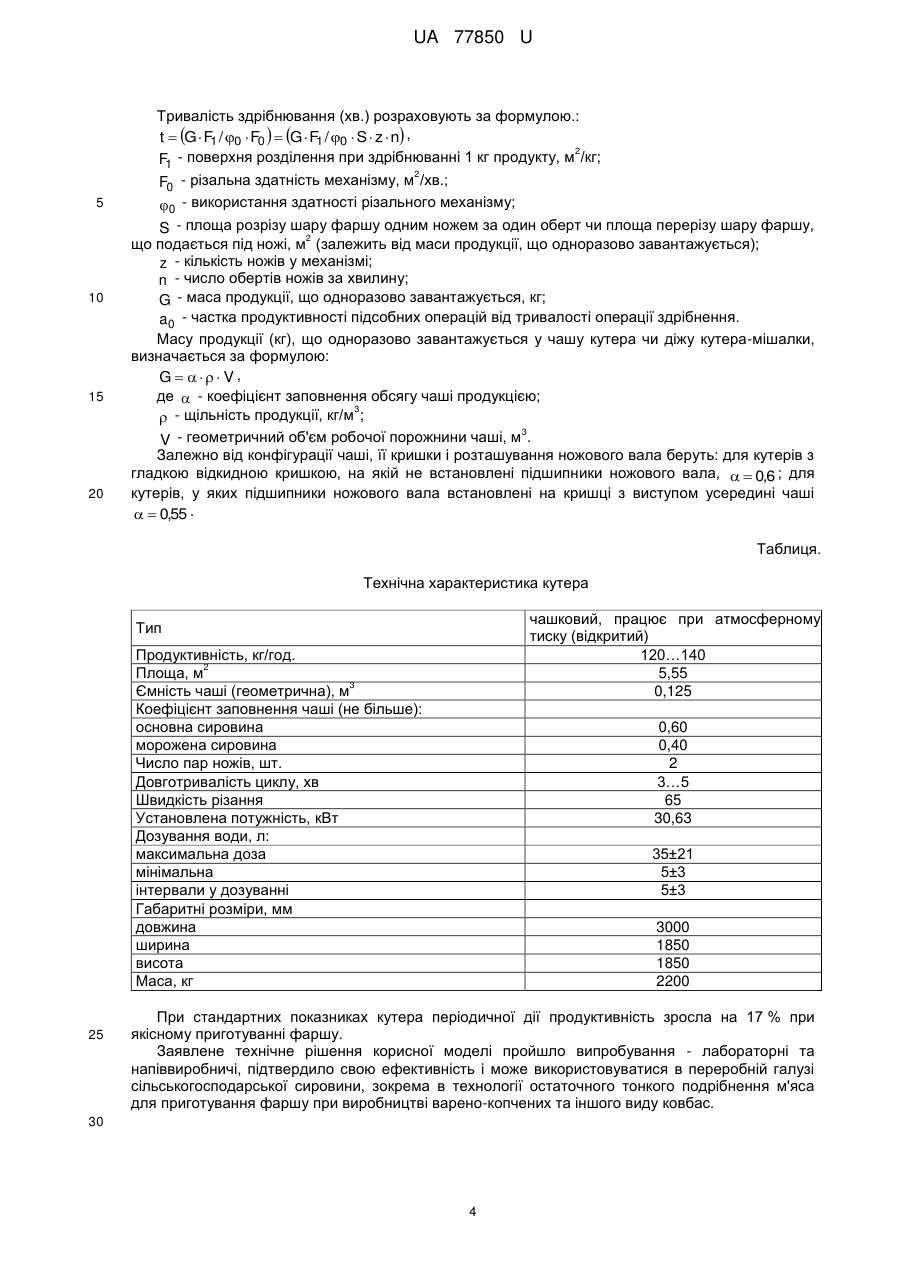
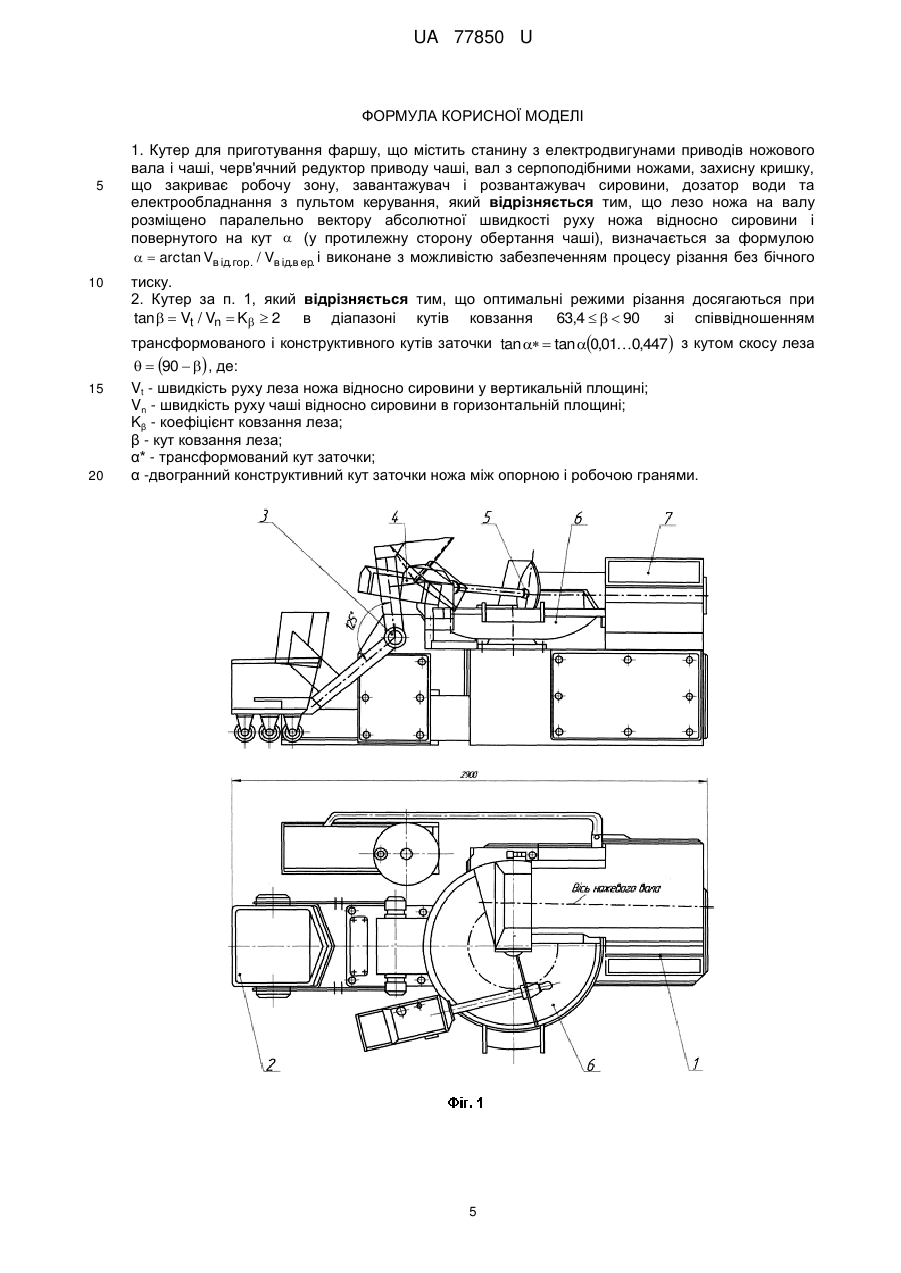
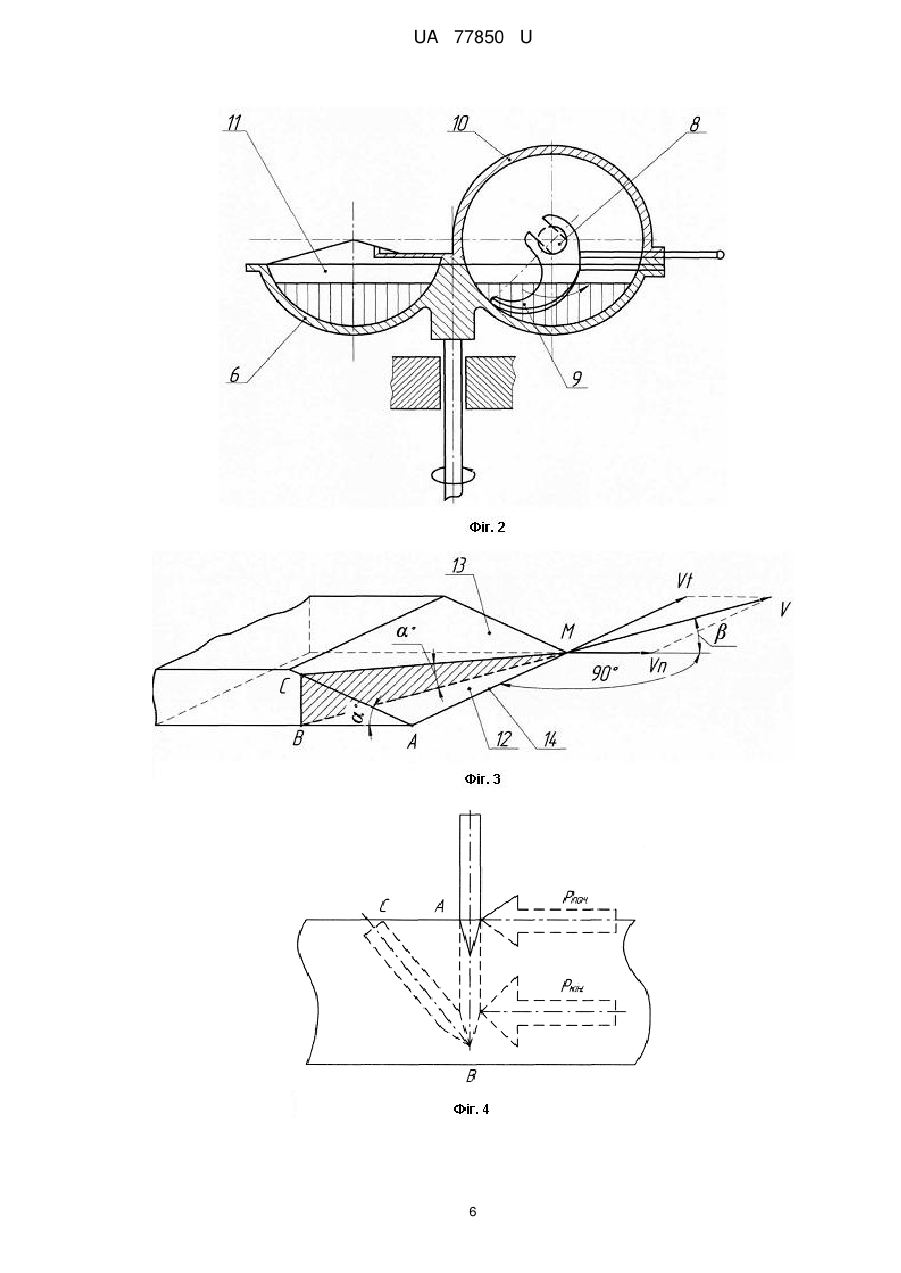
Реферат: Кутер для приготування фаршу містить станину з електродвигунами приводів ножового вала і чаші, черв'ячний редуктор приводу чаші, вал з серпоподібними ножами, захисну кришку, що закриває робочу зону, завантажувач і розвантажувач сировини, дозатор води та електрообладнання з пультом керування. Лезо ножа на валу розміщено паралельно вектору абсолютної швидкості руху ножа відносно сировини і повернутого на кут у протилежну сторону обертання чаші, визначається за формулою і виконано з можливістю забезпечення процесу різання без бічного тиску. UA 77850 U (12) UA 77850 U UA 77850 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до переробки сільськогосподарської сировини, зокрема до технологій остаточного тонкого подрібнення м'яса для приготування фаршу при виробництві варено-копчених та іншого виду ковбас. Відомий кутер для подрібнення м'яса [Остриков А.Н., Абрамов О.В. Расчет и конструирование машин и аппаратов пищевых производств: СПб.: ГЙОРД, 2004.-352с.: Соколов В.И. Основы расчета конструирования машин и аппаратов пищевых производств: 2-е изд. М.: Колос, 1992.-399 с.], який складається зі станини з електродвигунами приводів ножового вала і чаші; черв'ячного редуктора приводу чаші, вала з серповидними ножами, захисної кришки, яка закриває робочу зону, розвантажувача, механізму завантажування, дозатора води та електрообладнання з пультом керування. За родом роботи кутери бувають періодичної або постійної дії. Кутер призначений для остаточного, тонкого подрібнення та розпушування м'яса і приготування однорідної гомогенної маси фаршу з температурою 12…15 °C при виробництві варено-копчених та інших видів ковбас. Допускається здрібнювання охолоджуваного водою, снігом або льодом м'яса в шматках не більше 0,5 кг та заморожених блоків розміром 190×190×75 мм у відкритих чашах або під вакуумом. Серповидний або прямий ніж кутера виконує швидкий обертальний рух, ріже сировину у вертикальній площині, поперек її переміщенню. При цьому чаша з сировиною обертається в горизонтальній площині, і відрізаний шар сировини продовжує переміщатися, а частина сировини, що надходить, упирається в лезо ножа й пригальмовує рух, утворюючи щілину (від 4 до 12 мм в залежності від частоти обертання ножа і чаші) для надходження повітря. Внаслідок того, що чаша робить від 30 до 60 обертів за час одного кутерування, відбувається збагачення сировини повітрям. У зв'язку з тим, що сировина, яка надходить під ніж, тисне на його лезо, відбувається підвищення сили тертя між ножем та сировиною, що викликає її нагрівання, в результаті чого відбувається коагуляція білків. Тобто, при збільшенні ширини леза зростає сила тертя між лезом ножа та сировиною і підвищується нагрів сировини. Не дивлячись на великий різновид конструкцій кутерів, основні робочі вузли в них однакові, тому й недоліки залишаються ті ж самі. Це неякісна аерація, нагрів та порушення структури сировини, велика енергоємність установки. Від процесу кутерування залежить структура й концентрація фаршу, проявлення набряків бульйону й жиру, а також вихід готової продукції. Тривалість кутерування суттєво впливає на якість фаршу. При обробці м'яса в кутері протягом 2…4 хв. здійснюється механічне руйнування тканини, значно збільшується поверхня шматків м'яса, після чого починається набухання й зв'язування води, що додається в кутер й утворення нової в'язко-пластичної структури. Загальна тривалість кутерування 8…12 хв. і залежить від -1 конструкції кутерів, форми ножів, швидкості їх обертання (500…3000 хв ). За оптимальну тривалість кутерування прийнята тривалість процесу, за якого усі показники фаршу й готової продукції досягають найбільших значень. За технологією виробництва ковбас передбачається додавання води, снігу, льоду 10…40 % від маси сировини. Надлишок вологи призводить до утворення бульйонно-жирових набряків в процесі термообробки, а мала кількість охолоджуючого агента - до отримання продукту з грубою пісочною консистенцією. До того ж частота обертання ножа і частота обертання чаші не завжди погоджені між собою, і як наслідок, відрізається шар товщиною 10 мм, який практично розрізати на шари 0,4…2 мм не можливо, то сировина починає перебиватися, перемолочуватися, передавлюватися, що призводить до витискання м'ясного соку й порушення структури сировини, чим погіршується якість кінцевої продукції. Велика кількість ножів, їх нахил установки та частота взаємодії з сировиною веде до підвищення енерговитрат обладнання, що є теж недоліком кутера. Тобто, удосконалення процесу кутерування нині залишається нагальною проблемою. Виконаний заявником аналіз рівня техніки, в який включається пошук по патентних і науково-технічних джерелах інформації, виявлення джерел, які містять відомості про аналоги заявленого технічного рішення корисної моделі, дозволив встановити, що заявник не виявив аналог, який характеризувався би ознаками, ідентичним істотним ознакам технічного рішення. Визначення із переліку виявлених аналогів прототипу, як найбільш близького до істотних ознак корисної моделі, дало можливість виявити сукупність суттєвих ознак корисної моделі, дало можливість виявити сукупність істотних по відношенню до передбаченого результату, відмінних ознак в заявленому рішенні, яке виявлено в формулі корисної моделі. Задача корисної моделі полягає в створенні кутера з ножами на валу, розміщеними паралельно вектору абсолютної швидкості руху ножа щодо сировини із забезпеченням оптимального режиму процесу різання без бічного тиску, що суттєво зменшує енерговитрати та виділення теплоти і зумовлює вихід якісного продукту. 1 UA 77850 U 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується тим, що кутер для приготування фаршу, що містить станину з електродвигунами приводів ножового вала і чаші, черв'ячний редуктор приводу чаші, вал з серпоподібними ножами, захисну кришку, що закриває робочу зону, завантажувач і розвантажувач сировини, дозатор води та електрообладнання з пультом керування, в якого лезо ножа на валу розміщено паралельно вектору абсолютної швидкості руху ножа щодо сировини і повернутого на кут (у протилежну сторону обертання чаші) і визначається за формулою arctan Vв ід.гор. / Vв ід.в ер. із забезпеченням процесу різання без бічного тиску, що суттєво зменшує енерговитрати та виділення теплоти, чим обумовлюється вихід якісного продукту. Кутеру для приготування фаршу задаються оптимальні режими різання при в діапазоні кутів ковзання з співвідношенням tan Vt / Vn K 2 63,4 90 трансформованого і конструктивного кутів заточки tan tan 0,010,447 з кутом скосу леза 90 . Суть технічного рішення, що заявляється пояснюється кресленнями: на фіг. 1 представлено загальний вигляд кутера; на фіг. 2 - принципова схема кутера періодичної дії; на фіг. 3 - геометричні елементи одностороннього плоского кута; на фіг. 4 - схема насичення сировини повітрям; на фіг. 5 - схема кута леза ножа відносно напряму обертання чаші різання сировини; на фіг. 6 - схема установки ножа згідно технічного рішення корисної моделі; на фіг. 7 - схема визначення кута леза ножа при tan Vt / Vn K 2 , де зазначено: 1 - станина; 2 - візок; 3 - механізм завантажування; 4 - механізм розвантажування; 5 - тарілка; 6 - чаша; 7 - пульт керування; 8 - різальний механізм; 9 - серповидні ножі; 10 - захисна кришка; 11 - шкребки; 12 - опорна грань леза; 13 - робоча або лицева грань; 14 - ріжуча або робоча кромка; Pпоч.,Pкін. - відповідно початковий та кінцевий тиск на сировину. Кутер містить станину 1 з приводом чаші, візка 2 для транспортування продукту з механізмом 3 завантажування, механізму 4 з тарілкою 5 розвантажувача, чаші 6 з ножовим валом, пультом 7 керування. На консолі ножового вала розміщена ножова головка - різальний механізм 8 з серповидними ножами 9. Зона кутерних ножів закрита захисною кришкою 10 із нержавіючої сталі, знизу до неї прикріплені шкребки 11 для виділення Із зовнішньої поверхні фаршу й спрямування його в лоток. При розвантажуванні тарілка 5 обертається, а оскільки одночасно включається муфта черв'ячної пари, то повільно опускається в чашу - фарш розвантажується. При досягненні дна чаші муфта відключається, але тарілка обертається до повного розвантаження продукту, далі включається реверс - тарілка 5 піднімається вгору. Механізм завантаження - візок 2 для транспортування продукту до кутера та механізм його перекидання, котрий змонтовано на станині 1 із чавуну. Дозатор води містить бак з датчиком доз та відцентровий насос для подачі води в чашу. Дозування забезпечується насосом подачі води в чашу на певне число літрів. При зниженні рівня води до заданої величини, насос відключається і вода по магістралі надходить в бак. Нині на практиці в технології виробництва фаршу кутером використовуються ножі з лезами різної форми: прямолінійні, криволінійні, серповидні, кругові). Число ножів в комплекті для кутерів періодичної дії не менше двох. В дійсності це клини, в яких розрізняють геометричні елементи, які зображені на фіг. 3. Опорна грань 12 - це площина, якою клин опирається на продукт і ковзається по його масиву. 2 UA 77850 U 5 10 15 Робоча або лицева грань 13 поверхня клина, яка складає гострий кут з опорною гранню; по ній ковзається і нею направляється відрізана від масиву частина продукту. Кут заточки ножа - двогранний кут між опорною і робочою гранями ножа. При існуючих формах заточки ножів, перевагу віддають асиметричному окрайку з кутом при вершині від 15 до 30° і визначаються вимогами якості здрібнювання продукту та енергетичними витратами. Лезо 14 - ріжуча або робоча кромка - теоретична лінія перетину опорної та робочої граней, в дійсності - поверхня з малим радіусом кривизни r , яка поєднує опорну і робочу грані, мають по довжині багато мікрозубів. Гострота леза - подвоєний радіус кривизни поверхні реального леза 2r . На ефективність процесу різання впливає кінематика, яка визначається швидкостями точок леза. При роботі кутера лезо ножа робить обертальний рух у вертикальній площині, а чаша - у горизонтальній, внаслідок чого утворюється бічний тиск сировини на ніж. Щоб уникнути цього тиску необхідно повернути ніж на кут в протилежну сторону обертання чаші. Кут визначається за формулою: arctan Vв ід.гор. / Vв ід.в ер. Vn / Vt , де: Vв ід.гор. Vn - швидкість руху чаші відносно сировини в горизонтальній площині; Vв ід.в ер. Vt - швидкість руху леза ножа відносно сировини у вертикальній площині. Vв ід. гор. Vn r Rr , 20 25 30 35 40 45 50 де: r - кутова швидкість чаші, рад/с; Rr - радіус чаші, м. Vв ід.в ер. Vt н Rн , де: н - кутова швидкість ножа, рад/с; Rн - радіус різання ножа, м. Тобто, лезо ножа повинно бути розташоване паралельно вектору абсолютної швидкості руху ножа щодо сировини. При повернутому положенні леза ножа на кут (у протилежну сторону обертання чаші) різання відбувається без бічного тиску, що суттєво зменшує енерговитрати та виділення теплоти, чим обумовлюється вихід якісного продукту. При V Vn , коли Vt 0 і K 0 , різання називається рубкою або різанням без ковзання, але правильно - це ударна рубка, тобто V Vn - нормальне різання, а при V Vn - косе або похиле різання. Коли V Vt , тобто Vn 0 ; K - різання не відбувається. Похиле різання має перед нормальним велику перевагу, тобто при цьому значно зменшується нормальна до леза складова робочого зусилля на ніж, а це обумовлює менше зминання продукту і втрати ним соку і пористості. Це пояснюється дією факторів: 1) кінематичною трансформацією кута заточки леза; 2) переносом частини сили тертя продукту на ніж з нормального леза з направленням на дотичну; 3) ріжучою дією мікрозубів леза на продукт. Особливе істотне значення при K 2 . Ефект кінематичної трансформації кута заточки полягає в тому, що при косому різанні фактичний або ефективний кут розклинювання продукту і відгинання його частини від масиву виявляється меншим, ніж конструктивний кут заточки ножа . Ніж з малим кутом загострення легко входить в матеріал, трансформація в забезпечує зменшення нормальної складової сили на ножі і переваги похилого різання. Оптимальні умови для різання досягаються при: tan Vt / Vn K 2 . Даним умовам задовольняє діапазон кутів ковзання: 63,4 90 . Тоді співвідношення трансформованого і конструктивного кутів заточки визначається: tan tan 0,010,447 . Кут скосу леза 90 . В загальному випадку швидкість V будь-якої точки леза відносно продукту змінна в часі і утворює з лезом гострий кут, так що її можна розкласти на нормальну Vn і дотичну Vt до леза складових. Кут між швидкістю V точки леза і нормаллю до нього в цій точці називається кутом ковзання леза . Коефіцієнт ковзання: tan Vt / Vn K 2 . Тоді продуктивність кутерів періодичної дії, кг/год.: M 60 0 S z n / 1 a0 F1. 3 UA 77850 U Тривалість здрібнювання (хв.) розраховують за формулою.: t G F / 0 F0 G F / 0 S z n , 1 1 2 F1 - поверхня розділення при здрібнюванні 1 кг продукту, м /кг; 2 5 10 15 20 F0 - різальна здатність механізму, м /хв.; 0 - використання здатності різального механізму; S - площа розрізу шару фаршу одним ножем за один оберт чи площа перерізу шару фаршу, 2 що подається під ножі, м (залежить від маси продукції, що одноразово завантажується); z - кількість ножів у механізмі; n - число обертів ножів за хвилину; G - маса продукції, що одноразово завантажується, кг; a 0 - частка продуктивності підсобних операцій від тривалості операції здрібнення. Масу продукції (кг), що одноразово завантажується у чашу кутера чи діжу кутера-мішалки, визначається за формулою: G V , де - коефіцієнт заповнення обсягу чаші продукцією; 3 - щільність продукції, кг/м ; 3 V - геометричний об'єм робочої порожнини чаші, м . Залежно від конфігурації чаші, її кришки і розташування ножового вала беруть: для кутерів з гладкою відкидною кришкою, на якій не встановлені підшипники ножового вала, 0,6 ; для кутерів, у яких підшипники ножового вала встановлені на кришці з виступом усередині чаші 0,55 . Таблиця. Технічна характеристика кутера чашковий, працює при атмосферному тиску (відкритий) 120…140 5,55 0,125 Тип Продуктивність, кг/год. 2 Площа, м 3 Ємність чаші (геометрична), м Коефіцієнт заповнення чаші (не більше): основна сировина морожена сировина Число пар ножів, шт. Довготривалість циклу, хв Швидкість різання Установлена потужність, кВт Дозування води, л: максимальна доза мінімальна інтервали у дозуванні Габаритні розміри, мм довжина ширина висота Маса, кг 25 0,60 0,40 2 3…5 65 30,63 35±21 5±3 5±3 3000 1850 1850 2200 При стандартних показниках кутера періодичної дії продуктивність зросла на 17 % при якісному приготуванні фаршу. Заявлене технічне рішення корисної моделі пройшло випробування - лабораторні та напіввиробничі, підтвердило свою ефективність і може використовуватися в переробній галузі сільськогосподарської сировини, зокрема в технології остаточного тонкого подрібнення м'яса для приготування фаршу при виробництві варено-копчених та іншого виду ковбас. 30 4 UA 77850 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Кутер для приготування фаршу, що містить станину з електродвигунами приводів ножового вала і чаші, черв'ячний редуктор приводу чаші, вал з серпоподібними ножами, захисну кришку, що закриває робочу зону, завантажувач і розвантажувач сировини, дозатор води та електрообладнання з пультом керування, який відрізняється тим, що лезо ножа на валу розміщено паралельно вектору абсолютної швидкості руху ножа відносно сировини і повернутого на кут (у протилежну сторону обертання чаші), визначається за формулою arctan Vв ід.гор. / Vв ід.в ер. і виконане з можливістю забезпеченням процесу різання без бічного тиску. 2. Кутер за п. 1, який відрізняється тим, що оптимальні режими різання досягаються при tan Vt / Vn K 2 в діапазоні кутів ковзання зі співвідношенням 63,4 90 трансформованого і конструктивного кутів заточки tan tan 0,010,447 з кутом скосу леза 90 , де: Vt - швидкість руху леза ножа відносно сировини у вертикальній площині; Vn - швидкість руху чаші відносно сировини в горизонтальній площині; Kβ - коефіцієнт ковзання леза; β - кут ковзання леза; α* - трансформований кут заточки; α -двогранний конструктивний кут заточки ножа між опорною і робочою гранями. 5 UA 77850 U 6 UA 77850 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюCutter for preparation of minced meat
Автори англійськоюLozovskyi Anatolii Petrovych, Prasolov Yevhen Yakovych, Matiukha Viktor Volodymyrovych, Palash Anatolii Anatoliiovych, Halych Oleksandr Anatoliiovych, Slin'ko Viktor Hrihorievich, Kostohlod Kostiantyn Danylovych, Hrytsenko Larysa Oleksandrivna, Lapenko Vladyslav Tarasovych, Lozovskyi Oleksandr Serhiiovych
Назва патенту російськоюКуттер для приготовления фарша
Автори російськоюЛозовский Анатолий Петрович, Прасолов Евгений Яковлевич, Матюха Виктор Владимирович, Палаш Анатолий Анатольевич, Галич Александр Анатольевич, Слинько Виктор Григориевич, Костоглод Константин Данилович, Гриценко Лариса Александровна, Лапенко Владислав Тарасович, Лозовский Александр Сергеевич
МПК / Мітки
МПК: B02C 18/00
Мітки: м`ясного, кутер, приготування, фаршу
Код посилання
<a href="https://ua.patents.su/9-77850-kuter-dlya-prigotuvannya-myasnogo-farshu.html" target="_blank" rel="follow" title="База патентів України">Кутер для приготування м’ясного фаршу</a>
Кутер
Номер патенту: 3463
Опубліковано: 15.11.2004
Автори: Пархоменко Валентина Дмитрівна, Пархоменко Владислав Анатолійович
МПК: B02C 18/00, A22C 11/10
Мітки: кутер
Формула / Реферат:
Кутер, що складається з чаші, кришки з гребінкою, ножового вала, на якому закріплений серпоподібний ніж з різальною кромкою, що виконана у вигляді логарифмічної спіралі, який відрізняється тим, що лезо ножа різальною кромкою повернуто в сторону, протилежну обертанню чаші на кут
Кутер
Номер патенту: 3342
Опубліковано: 15.11.2004
Автори: Пархоменко Валентина Дмитрівна, Пархоменко Владислав Анатолійович
МПК: A22C 11/10, B02C 18/00
Мітки: кутер
Формула / Реферат:
Кутер, який складається з чаші, кришки з гребінкою, ножового вала, на якому кріпиться серпоподібний ніж, який відрізняється тим, що на ножовий вал додатково встановлено зігнутий біля основи, відносно осі вала, на кут α другий серпоподібний ніж.
Спосіб приготування фаршу варених ковбас
Номер патенту: 62609
Опубліковано: 15.12.2003
Автори: Гончаров Георгій Іванович, Страшинський Ігор Мирославович, Фоменко Веніамін Васильович
МПК: A22C 5/00, A22C 11/00
Мітки: фаршу, варених, ковбас, приготування, спосіб
Формула / Реферат:
Спосіб приготування фаршу варених ковбас, що включає додавання води, фосфатної суміші, кухонної солі, наповнювачів, спецій, який відрізняється тим, що воду попередньо пом'якшують фізичними або хімічними методами.
Спосіб приготування м`ясного фаршу з морськими водоростями фукусами
Номер патенту: 8914
Опубліковано: 15.08.2005
Автори: Пересічний Михайло Іванович, Кандалей Ольга Валентинівна
МПК: A23L 1/337, A23L 1/31
Мітки: м`ясного, фаршу, приготування, водоростями, фукусами, морськими, спосіб
Формула / Реферат:
Спосіб виробництва м'ясного фаршу з морськими водоростями фукусами, що передбачає подрібнення м'ясної сировини, перемішування, фасування, який відрізняється тим, що при приготуванні м'ясного фаршу на стадії перемішування додають морські водорості фукуси у кількості 2% до загальної маси фаршу, попередньо їх замочивши у воді у співвідношенні 1:3.
Спосіб приготування м’ясного фаршу для варених ковбасних виробів
Номер патенту: 36384
Опубліковано: 16.04.2001
Автори: Пшенична Тетяна Марківна, Бабенко Станіслав Григорович, Городиська Віра Дмитріївна, Дараган Людмила Феодосіївна
МПК: A22C 11/00
Мітки: виробів, фаршу, спосіб, ковбасних, м`ясного, приготування, варених
Формула / Реферат:
Спосіб приготування м'ясного фаршу для варених ковбасних виробів, який передбачає підготування м'ясної сировини, її засіл, підготування прянощів, подрібнення м'ясної сировини, перемішування всіх компонентів, який відрізняємся тим, що до складу фаршу додатково вводять варену квасолю в кількості 10-20 % від маси несолоної сировини.
Попередній патент: Пристрій для вимірювання сили
Наступний патент: Спосіб лікування пацієнтів з псевдокістами підшлункової залози
Випадковий патент: Спосіб лікування фебрильної шизофренії