Патенти з міткою «штаб»
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування
Номер патенту: 80890
Опубліковано: 12.11.2007
Автори: Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Пасько Іван Олександрович, Будніков Володимир Іванович, Уланова Олександра Лук'янівна, Норка Сергій Петрович, Пасько Тетяна Григорівна, Побегайло Олег Андрійович, Мурашкін Олександр Вікторович
МПК: B21B 1/22
Мітки: штаб, наступного, оцинкування, холоднокатаних, спосіб, тонких, виготовлення
Формула / Реферат:
Спосіб виготовлення тонких штаб для наступного оцинкування, що включає гарячу прокатку на стані 1700, травлення гарячекатаного прокату в безупинно - травильних лініях з наступним обрізанням бічних країв і змотуванням травлених штаб у рулони та холодну прокатку тонких штаб, який відрізняється тим, що гарячу прокатку штаб здійснюють з розгоном, із заправною швидкістю 8,8 - 10 м/с, а швидкість прокатки штаб після розгону встановлюють 10,6...
Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Будніков Володимир Іванович, Норка Сергій Петрович, Гарбер Едуард Олександрович, Кожевникова Ірина Олександрівна, Медведєв Микола Петрович, Шебаніц Едуард Миколайович, Побегайло Олег Андрійович, Бойко Володимир Семенович, Ділігенський Євген Володимирович, Климанчук Владислав Владиславович
МПК: B21B 37/16, B21B 37/00, B21B 1/22 ...
Мітки: безперервної, тонких, багатоклітьовому, штаб, стані, спосіб, прокатки, холодної
Формула / Реферат:
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за...
Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Номер патенту: 79184
Опубліковано: 25.05.2007
Автори: Райхель Хайко, Кірштайн Хартмут
МПК: B21B 1/30
Мітки: спосіб, кліті, прокатній, установка, штаб, прокатки, гарячої, стеккеля
Формула / Реферат:
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки...
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бочаров Володимир Віталійович, Бочаров Віталій Федорович, Норка Сергій Петрович, Бойко Володимир Семенович
МПК: B21B 1/04
Мітки: станах, прокатки, безперервних, холодної, особливої, тонких, штаб, спосіб
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб гарячої прокатки надтонких штаб
Номер патенту: 78125
Опубліковано: 15.02.2007
Автори: Сімененко Олег Володимирович, Мацко Сергій Володимирович, Піховкін Микола Миколайович, Іванченко Віталій Георгійович, Путнокі Олександр Юліусович, Коваль Сергій Миколайович, Тилик Василь Трохимович, Кузьмичов Вячеслав Михайлович, Мовшович Вілорд Соломонович
Мітки: гарячої, спосіб, штаб, надтонких, прокатки
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб у чистовій кліті безперервного широкоштабового стана, що включає установку міжвалкового зазору в чистовому проході, з урахуванням величини перевищення товщини штаби після чистового проходу над номінальною товщиною, обтиснення штаби в робочих валках, їхню перестановку в ході однієї кампанії, який відрізняється тим, що значення величини перевищення товщини штаби після чистового проходу над номінальною...
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування
Номер патенту: 15237
Опубліковано: 15.06.2006
Автори: Пасько Тетяна Григорівна, Пасько Іван Олександрович, Побегайло Олег Андрійович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Норка Сергій Петрович, Уланова Олександра Лук'янівна, Будніков Володимир Іванович, Мурашкін Олександр Вікторович
МПК: C21D 8/00
Мітки: наступного, холоднокатаних, тонких, штаб, виготовлення, спосіб, оцинкування
Формула / Реферат:
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування, що включає гарячу прокатку на стані 1700, травлення гарячекатаного прокату в безупиннотравильних лініях з якісною обрізкою бічних крайок і змотуванням травлених стрічок у рулони, холодну прокатку тонких штаб, який відрізняється тим, що гарячу прокатку штаб товщиною 1,6 мм здійснюють з розгоном із заправною швидкістю 8,8-10 м/с, швидкість прокатки тонких штаб після...
Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней
Номер патенту: 8968
Опубліковано: 15.08.2005
Автори: Клюєв Андрій Петрович, Клюєв Сергій Петрович, Шпаковскій Вадім
МПК: B21B 3/00
Мітки: свинцевих, стрічок, штаб, латуней, спосіб, виготовлення, листів
Формула / Реферат:
1. Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней, що включає виплавку металу, розливання в плоскі зливки, нагрівання зливків у печі, гарячу прокатку зливка, холодну прокатку в кілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, який відрізняється тим, що при виплавці здійснюють легування металевого розплаву лігатурою, що містить нікель, кремній і марганець, яку подають в кількості 19-21...
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки л63
Номер патенту: 8966
Опубліковано: 15.08.2005
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович
Мітки: штаб, сплаву, основі, виготовлення, міді, листів, спосіб, переважно, марки
Формула / Реферат:
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки Л63, що включає гарячу прокатку зливка, багатостадійну холодну прокатку з регламентованим режимом обтиснень по проходах і проміжний відпал між стадіями холодної прокатки, який відрізняється тим, що гарячу прокатку здійснюють у перших трьох проходах із сумарним відносним обтисненням 76 - 77 %, холодну прокатку ведуть у валках, чистота обробки поверхні яких відповідає...
Спосіб стабілізації ширини гарячекатаних штаб
Номер патенту: 56515
Опубліковано: 16.05.2005
Автори: Єрмоленко Анатолій Олександрович, Остапенко Арнольд Леонтійович, Борщов Олексій Вікторович, Горлов Геннадій Васильович, Кузьмін Олександр Вікторович, Гончаров Микола Васильович, Мацко Сергій Володимирович, Путнокі Олександр Юліусович
МПК: B21B 37/00, B21B 1/26, B21B 37/58 ...
Мітки: спосіб, стабілізації, гарячекатаних, ширини, штаб
Формула / Реферат:
1. Спосіб ультразвукової ударної обробки зварних з’єднань, який включає подавання вимушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, а також подачу до місця обробки кавітованого середовища, який відрізняється тим, що додатково вздовж зварного шва пластичним деформуванням виготовляють розвантажувальні канавки, які охоплюють...
Спосіб формування пакету штаб
Номер патенту: 69608
Опубліковано: 15.09.2004
Автори: Сміяненко Ігор Миколайович, Шеремет Володимир Олександрович, Кузьменко Анатолій Григорійович, Бабенко Михайло Антонович, Куваєв Володимир Миколайович, Сокуренко Анатолій Валентинович
МПК: B21B 41/00, B21B 39/00
Мітки: пакету, формування, спосіб, штаб
Формула / Реферат:
Спосіб формування пакета штаб, який складається з скидання штаб на настил холодильника, транспортування штаб по холодильнику до пристрою, що підрівнює, транспортування штаб на холодильнику від пристрою, що підрівнює, до пакетувальника, набір пакета штаб на пакетувальнику, який відрізняється тим, що попередньо задають мірну довжину прутка і встановлюють на пристрої, що підрівнює, на відстані мірної довжини один від одного ряд перерізів...
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків
Номер патенту: 67475
Опубліковано: 15.06.2004
Автори: Роганов Максим Львович, Роганов Лев Леонідович
Мітки: довжини, шириною, валків, листів, штаб, обтискуючих, більшою, спосіб, одержання, бочки, литтям-прокаткою
Формула / Реферат:
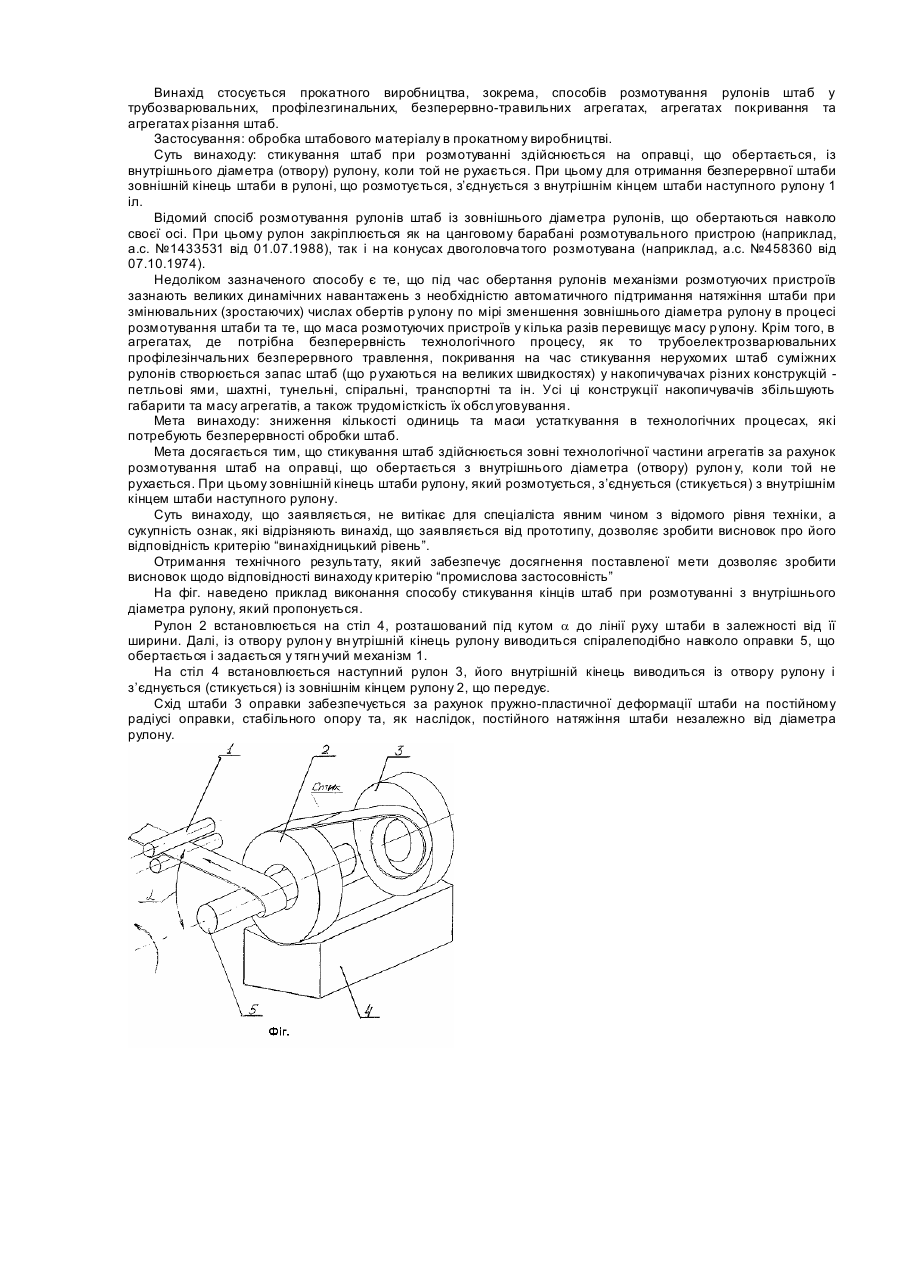
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків, при якому одержують литтям заготовки з окремих зливків або після машин безперервного лиття заготовок, пропускають заготовки через профільовані обтискуючі робочі валки клітей прокатного стана, де зменшують товщину заготовки, який відрізняється тим, що заготовку відливають однакової товщини з криволінійною по ширині формою, з гофрами,...
Спосіб стикування кінців штаб при розмотуванні рулонів
Номер патенту: 63059
Опубліковано: 15.01.2004
Автори: Володін Олександр Валентинович, Гуськов Олександр Миколайович, Котелевець Юрій Сергійович, Лях Володимир Миколайович, Мануйленко Валентин Кирилович
МПК: B21C 47/00
Мітки: розмотуванні, спосіб, кінців, стикування, рулонів, штаб
Формула / Реферат:
Спосіб стикування кінців штаб при розмотуванні рулонів, що включає послідовне з'єднання кінців штаб з наступним їх подаванням до лінії прокатки, який відрізняється тим, що стикування кінців штаб рулону здійснюється змінно відносно зовнішнього кінця рулону, що стоїть попереду, із внутрішнім кінцем наступного, який встановлюється на стіл з оправкою, що обертається під кутом до лінії прокатки, при цьому внутрішній кінець рулону, що стоїть...
Спосіб виробництва штаб на ливарно-прокатному модулі
Номер патенту: 44715
Опубліковано: 15.03.2002
Автори: Остапенко Арнольд Леонтійович, Бейгельзімер Емануіл Юхимович, Поліщук Валентин Михайлович, Стеч Володимир Станіславович, Деркач Дмитро Олександрович, Белобров Юрій Миколайович
МПК: B21B 1/22, B22D 11/00
Мітки: модулі, виробництва, спосіб, ливарно-прокатному, штаб
Формула / Реферат:
1. Способ производства полос на литейно-прокатном модуле, включающий отливку сляба, предварительную прокатку в непрерывной группе клетей, подогрев в проходной печи, транспортировку через обогреваемые печи, смотку раската в рулон, порезку на мерные длины, передачу рулона в положение размотки, размотку рулона и чистовую прокатку, отличающийся тем, что технологические операции выполняют в следующей последовательности: отливка сляба, его подогрев...
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб
Номер патенту: 44033
Опубліковано: 15.01.2002
Автори: Человань Михайло Іванович, Грібач Юрій Федорович
МПК: G01K 7/12
Мітки: холодному, визначення, температури, деформації, штаб, спосіб, осередку, прокатуванні
Формула / Реферат:
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби.
Спосіб гарячого прокатування штаб
Номер патенту: 36979
Опубліковано: 16.04.2001
Автори: Путнокі Олександр Юліусович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Васильєв Олександр Геннадійович, Коваль Сергій Миколайович
МПК: B21B 1/22
Мітки: прокатування, спосіб, штаб, гарячого
Текст:
...чистової кліті 10 виходить готова штаба товщиною h=3 мм. У процесі експериментів у клітях 5-10 установлювали робочі валки з односторонніми скосами з боку приводної шийки. Довжину скосу встановлювали рівною С=500 мм, що дозволяло впливати на товщину кромки штаби мінімальної ширини В=1000 мм. У цьому випадку циліндрична частина бочки валка дорівнює Lц =L-2С=1680-1000-=680 мм, що менше ширини штаби з В=1000 мм. З одностороннім скосом виготовляли...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Тилик Василь Трохимович, Телюк Віктор Григорович, Мовшович Вілорд Соломонович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: штаб, прокатування, спосіб, безперервного
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Пінчук Віталій Іосифович, Качан Олександр Михайлович, Путнокі Олександр Юліусович, Лівшиц Леонід Аркадійович, Тилик Василь Трохимович, Фішкін Ісаак Борисович, Трофімов Віталій Олександрович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Клочков Володимир Васильович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Мовшович Вілорд Соломонович
МПК: B21B 1/22
Мітки: штаб, гарячого, прокатування, спосіб
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Нечепоренко Володимир Андрійович, Севернюк Володимир Васильович, Шеремет Володимир Олександрович, Педь Валерій Вікторович
МПК: B21B 43/00
Мітки: підрівнювання, дрібносортового, штаб, холодильнику, прокату, стану, пристрій
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Правильна машина, переважно для виправлення листів та штаб
Номер патенту: 27803
Опубліковано: 16.10.2000
Автор: Бенц Віллі
МПК: B21D 1/00
Мітки: машина, переважно, листів, правильна, виправлення, штаб
Текст:
...поперечной траверсой и верхним вальцовым станком, и на выполненных на верхнем вальцовом станке перемычках, выступающих в сторону нижнего вальцового станка. При этом предпочтительно, чтобы в зоне компенсирующих цилиндров было установлено несколько плоских поворачивающихся направляющих для установки верхней поперечной траверсы под углом к верхнему вальцовому станку. С помощью точек разворота, получающихся на участках поворачивающихся...
Спосіб прокатування штаб
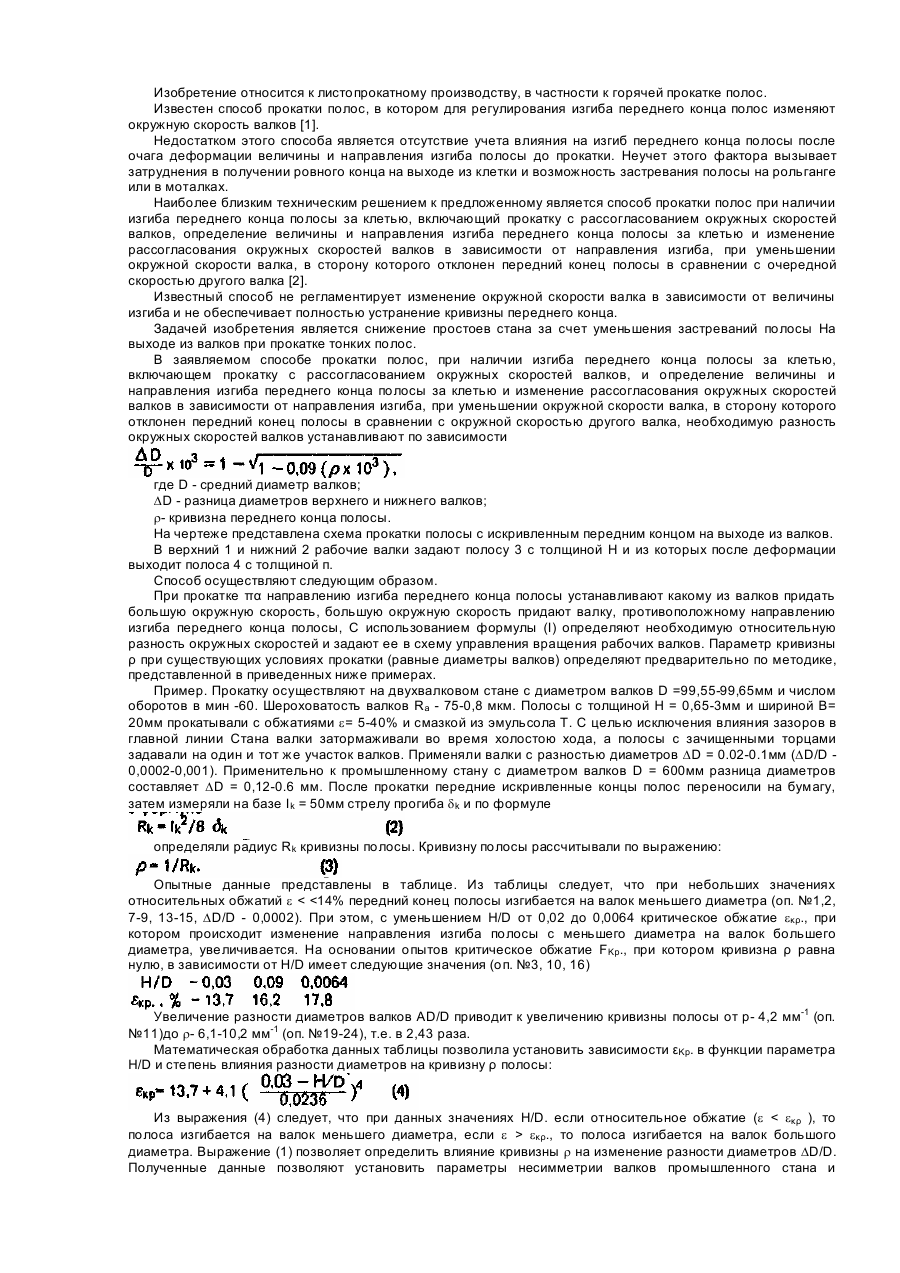
Номер патенту: 19714
Опубліковано: 25.12.1997
Автори: Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Васильєв Олександр Генналійович, Трофімов Віталій Олександрович, Романіко Борис Павлович, Тилик Василь Трохимович, Прищип Микола Ігнатович
МПК: B21B 1/22
Мітки: спосіб, прокатування, штаб
Формула / Реферат:
Способ прокатки полос при наличии изгиба переднего конца полосы за клетью, включающий прокатку с рассогласованием окружных скоростей валков, определение величины и направления изгиба переднего конца полосы за клетью и изменение рассогласования окружных скоростей валков в зависимости от направления изгиба, при уменьшении окружной скорости валка, в сторону которого отклонен передний конец полосы в сравнении с окружной скоростью другого валка,...
Спосіб гарячої прокатки штаб
Номер патенту: 20129
Опубліковано: 25.12.1997
Автори: Тилик Василь Трохимович, Піховкін Микола Миколайович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Штехно Олег Миколайович, Коваль Сергій Миколайович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: гарячої, прокатки, штаб, спосіб
Формула / Реферат:
Способ горячей прокатки полос, включающий неравномерное обжатие по ширине полосы в листовой клети, отличающийся тем, что величину обжатия в направлении кромки полосы уменьшают пропорционально уменьшению диаметра валка, а величина уменьшения диаметра валка пропорциональна разнице температур на краевых участках ширины раската и равна (мм):f = (0,014-0,038) Dtгр, где f - глубина концевого скоса валка;Dtгр - разница...
Спосіб безперервної прокатки штаб
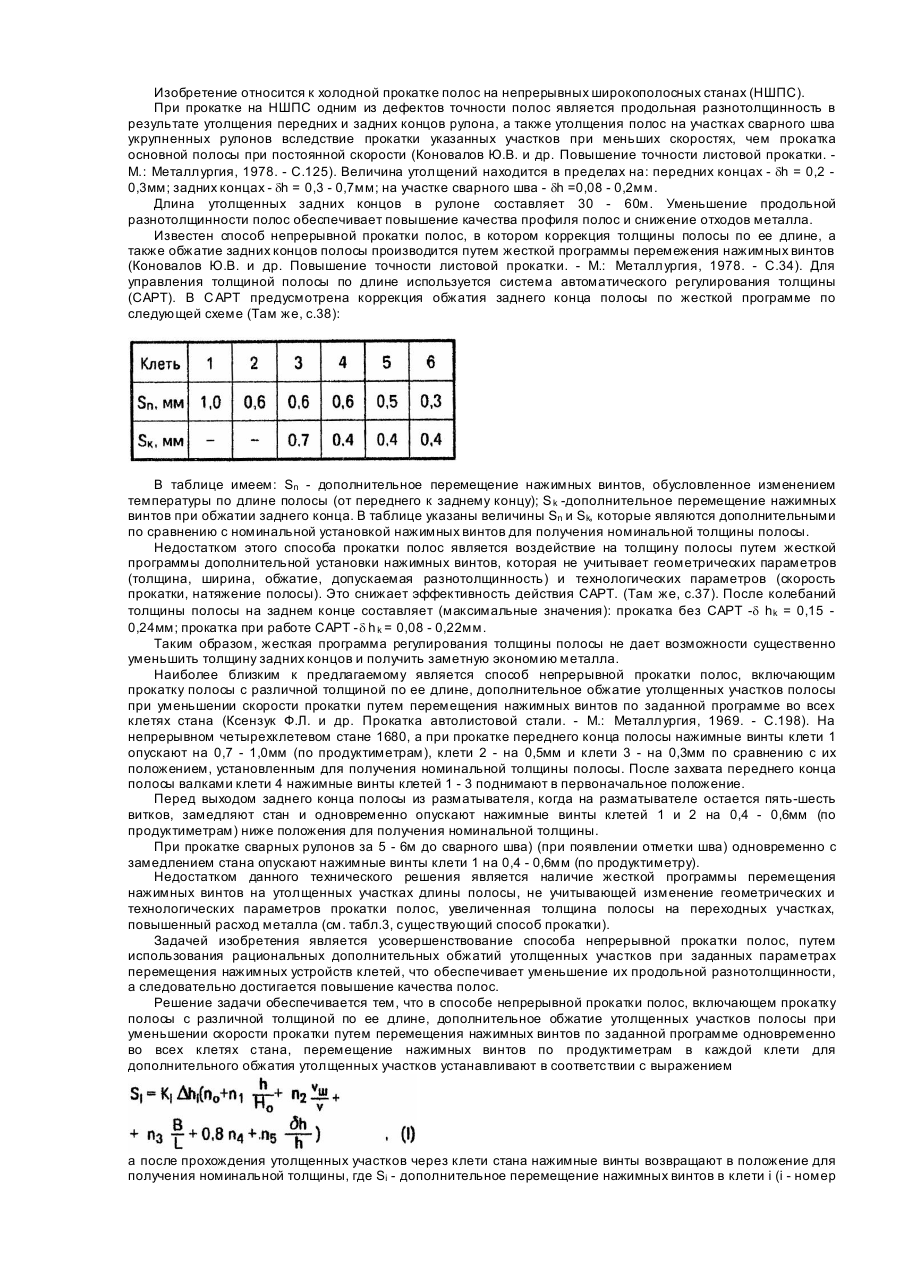
Номер патенту: 21489
Опубліковано: 16.12.1997
Автори: Телюк Віктор Григорович, Штехно Олег Миколайович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: штаб, безперервної, прокатки, спосіб
Формула / Реферат:
Способ непрерывной прокатки полос, включающий прокатку полосы с различной толщиной ее по длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе одновременно во всех клетях стана, отличающийся тем, что перемещение нажимных винтов по продуктиметрам в каждой клети для дополнительного обжатия утолщенных участков устанавливают в соответствии с...
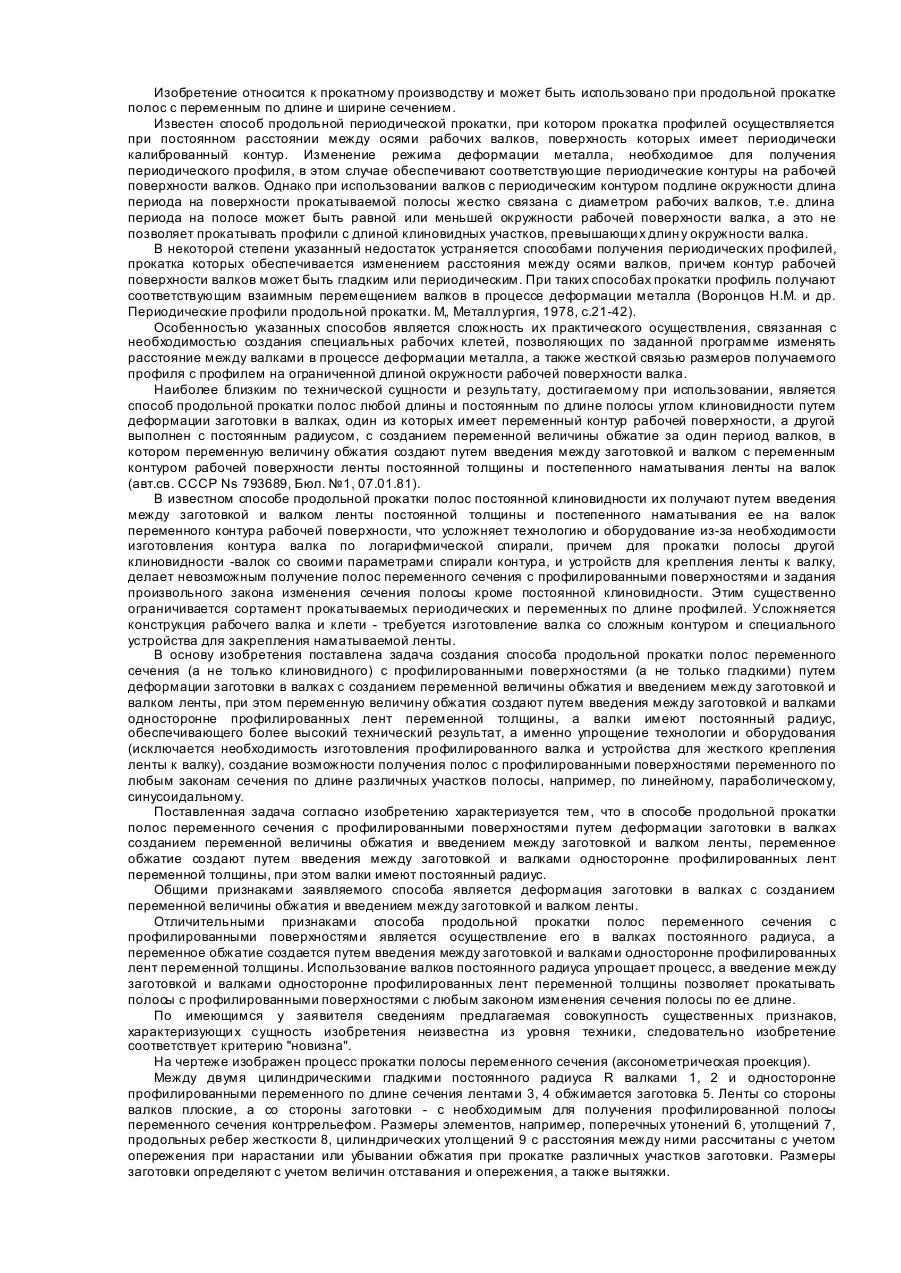
Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Номер патенту: 18115
Опубліковано: 01.07.1997
Автор: Шломчак Георгій Григорович
МПК: B21H 8/00
Мітки: штаб, перерізу, поздовжньої, поверхнями, перемінного, спосіб, прокатки, профільованими
Формула / Реферат:
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.
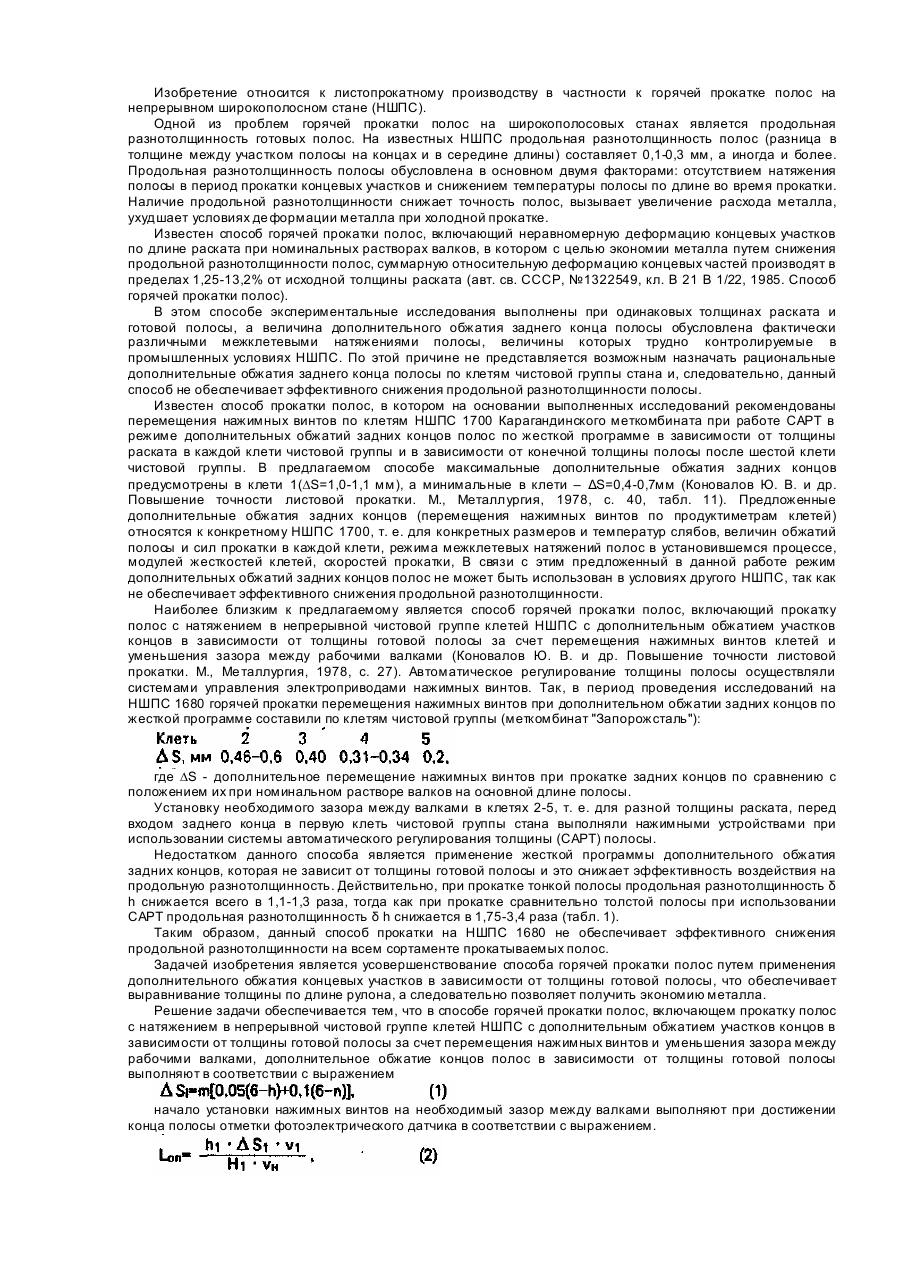
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Васильєв Олександр Геннадійович, Клочков Володимир Васильович, Мовшович Вілорд Соломонович, Піховкін Микола Миколайович, Путнокі Олександр Юліусович, Пінчук Віталій Іосифович, Лівшиц Леонід Аркадійович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Штехно Олег Миколайович, Качан Олександр Михайлович, Фішкін Ісаак Борисович, Трофімов Віталій Олександрович
МПК: B21B 1/22
Мітки: штаб, прокатки, спосіб, гарячої
Формула / Реферат:
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Волков Ігор Анатольєвич, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Пилипенко Сергій Степанович, Тилик Василь Трохимович, Романіко Сергій Павлович, Мовшович Вілорд Соломонович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
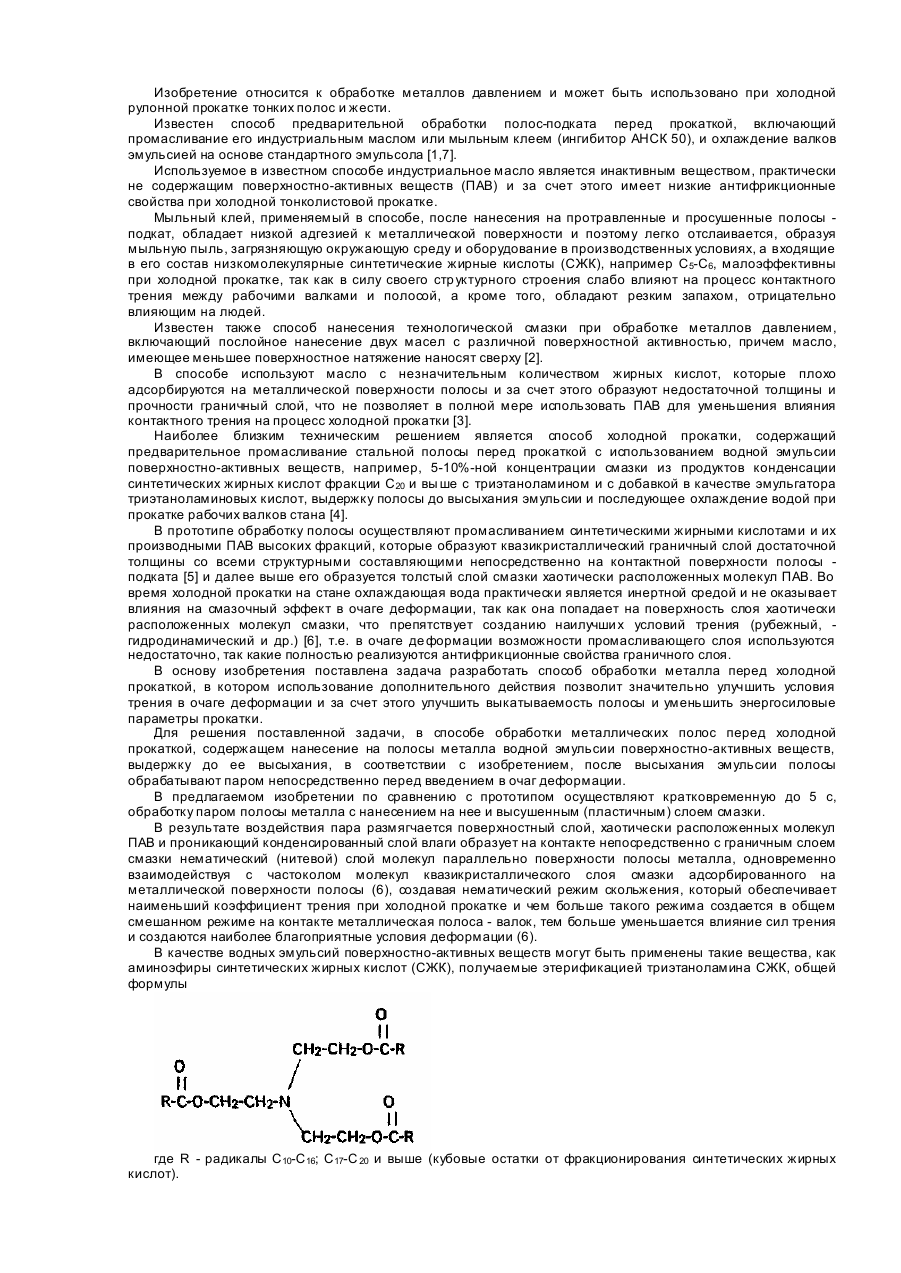
Спосіб обробки металевих штаб перед холодним прокатуванням
Номер патенту: 13429
Опубліковано: 16.12.1996
Автори: Радушева Людмила Миколаївна, Капланова Наталія Василівна, Капланов Василь Ілліч
МПК: B21B 45/02
Мітки: обробки, штаб, прокатуванням, спосіб, холодним, металевих
Формула / Реферат:
Способ обработки металлических полос перед холодной прокаткой, содержащий нанесение на полосы металла водной эмульсии поверхностно-активных веществ, выдержку до ее высыхания, отличающийся тем, что дополнительно полосы обрабатывают паром непосредственно перед их введением в очаг деформации.
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Афанасьєв Сергій Іванович, Ющевський Віктор Карлович, Коваленко Віктор Федорович, Добровольський Владислав Борисович, Єремєєв Віктор Іванович, Курандо Ігор Григорович, Сапригін Хразален Михайлович, Филонов Юрій Всеволодович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...