B21B 1/22 — для прокатки смуг або листів довільної довжини
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул
Номер патенту: 77719
Опубліковано: 15.01.2007
Автори: Воропаєв Віталій Семенович, Калуцький Георгій Якович, Гогаєв Казбек Олександрович
МПК: B21B 1/22, B21B 1/26, B21B 1/24 ...
Мітки: смуг, листів, спосіб, металевих, гранул, стрічок, одержання, порошків
Формула / Реферат:
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул, що включає їх прокатку в валках, який відрізняється тим, що прокатку виконують з неузгодженістю окружних швидкостей робочих валків за рахунок використання валків різного діаметра зі співвідношенням діаметра більшого валка до меншого 1,15 - 1,40.
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки
Номер патенту: 17868
Опубліковано: 16.10.2006
Автори: Гапонов Борис Петрович, Мурашкін Олександр Вікторович, Вагін Анатолій Миколайович, Пожидаєв Віталій Іванович, Пасько Іван Олександрович, Мінаєв Андрій Євгеньйович, Пасько Тетяна Григорівна, Уланова Олександра Лук'янівна, Норка Сергій Петрович
МПК: B21B 1/22
Мітки: гарячекатаної, сталевої, спосіб, стрічки, виробництва, пакувальної
Формула / Реферат:
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки, що включає гарячу прокатку, травлення прокату в безупинно травильних агрегатах, обрізання крайок і змотування травлених штаб у двоштабові рулони, дресирування, порізку заготівки, порізку сталевої пакувальної стрічки, який відрізняється тим, що як заготовку використовують сталь марки 08 кп, прокатку здійснюють на стані гарячої прокатки з температурними режимами прокатки й...
Спосіб виробництва сортового прокату на безперервному стані
Номер патенту: 75995
Опубліковано: 15.06.2006
Автори: Паламар Дмитро Григорович, Кулаков Леонід Васильович, Горбаньов Аркадій Олексійович, Сокуренко Анатолій Валентинович, Жучков Сергій Михайлович, Тряпічкін Михайло Георгійович, Костюченко Михайло Іванович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Лохматов Олександр Павлович
МПК: B21B 1/22
Мітки: прокату, безперервному, стані, виробництва, спосіб, сортового
Формула / Реферат:
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з...
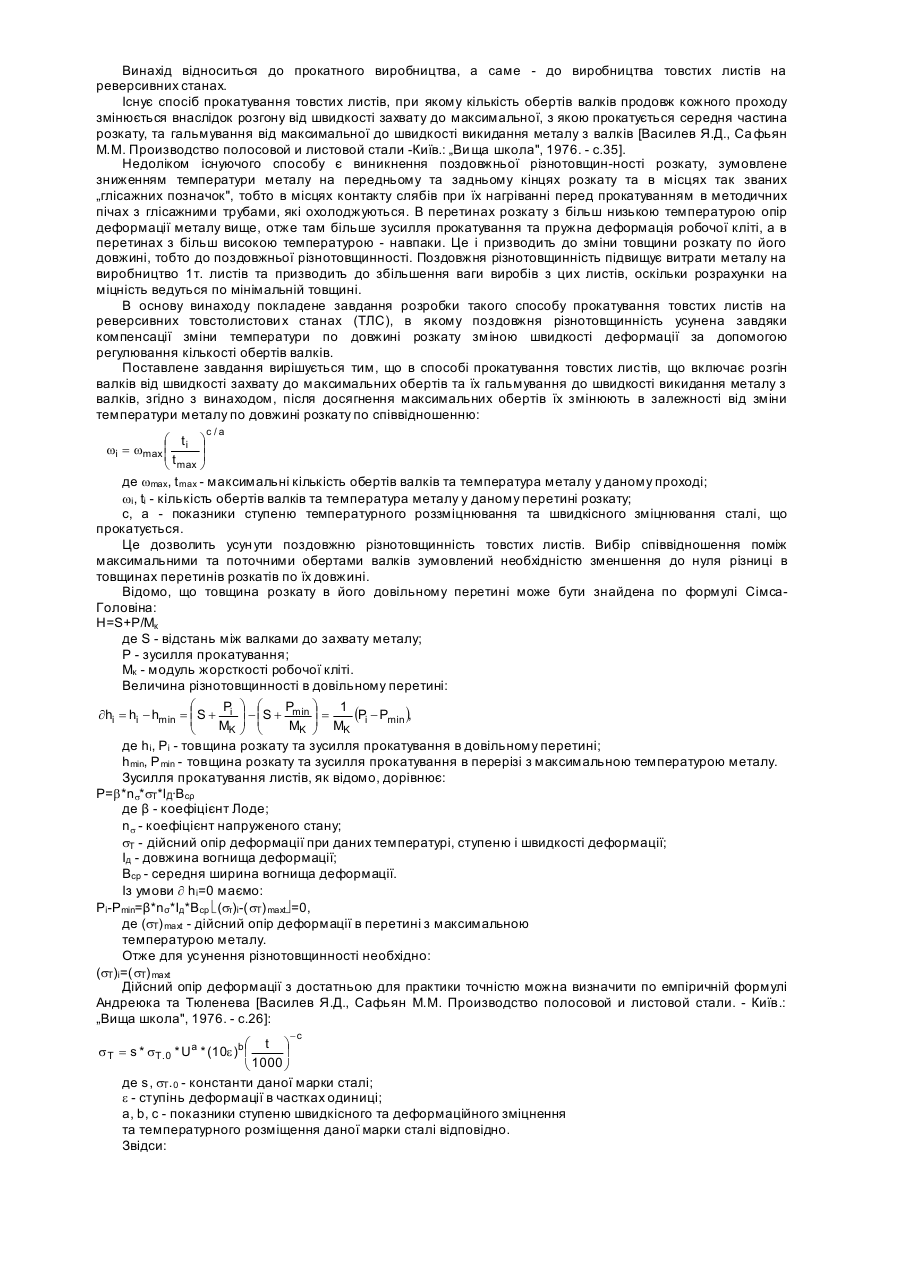
Спосіб прокатування товстих листів
Номер патенту: 73831
Опубліковано: 15.09.2005
Автори: Данько Андрій Володимирович, Козін Микола Павлович
МПК: B21B 37/46, B21B 1/22
Мітки: прокатування, спосіб, листів, товстих
Формула / Реферат:
Спосіб прокатування товстих листів, що включає розгін валків від швидкості захвату металу до максимальних обертів та їх гальмування до швидкості викидання металу з валків, який відрізняється тим, що після досягнення максимальних обертів їх змінюють в залежності від зміни температури металу по довжині розкату за співвідношенням:,де
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки л63
Номер патенту: 8966
Опубліковано: 15.08.2005
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович
МПК: B21B 3/00, B21B 1/22
Мітки: міді, виготовлення, штаб, сплаву, листів, переважно, марки, основі, спосіб
Формула / Реферат:
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки Л63, що включає гарячу прокатку зливка, багатостадійну холодну прокатку з регламентованим режимом обтиснень по проходах і проміжний відпал між стадіями холодної прокатки, який відрізняється тим, що гарячу прокатку здійснюють у перших трьох проходах із сумарним відносним обтисненням 76 - 77 %, холодну прокатку ведуть у валках, чистота обробки поверхні яких відповідає...
Прокатний стан з регулюванням валків по двом напрямкам
Номер патенту: 66910
Опубліковано: 15.06.2004
Автори: Женг Хонгжуан, Жао Лінжен
МПК: B21B 1/22, B21B 29/00
Мітки: прокатній, напрямкам, валків, стан, двом, регулюванням
Формула / Реферат:
1. Прокатний стан для прокатки листа і штаби, що складається з рами стана (10), верхньої системи валків і нижньої системи валків, верхнього люнета і нижнього люнета та притискних пристроїв (9) для регулювання величини проміжку між валками, в якому згадані верхня і нижня системи валків виконані таким чином, що мають вежоподібну конфігурацію, який відрізняється тим, що один з люнетів складається з першого середнього люнета, перших бокових...
Спосіб виробництва смуг і стан для дресирування смуг
Номер патенту: 61427
Опубліковано: 17.11.2003
Автори: Клименко Фелікс Констянтинович, Братутін Вячеслав Генадійович, Зільберг Юрій Володимирович
МПК: B21B 1/30, B21B 1/24, B21B 1/22 ...
Мітки: смуг, спосіб, дресирування, стан, виробництва
Формула / Реферат:
1. Спосіб виробництва смуг, що включає холодну прокатку, відпал і дресирування смуг за кілька проходів, який відрізняється тим, що дресирування здійснюють знакозмінною деформацією шляхом вигину навколо холостих деформуючих роликів з деформацією в кожному проході не менше 3,5 - 4,0 %.2. Стан для дресирування смуг, що включає пристрої для натягу смуги, холості деформуючі ролики, що розташовані між пристроями для натягу смуги, який...
Спосіб одержання товстих листів
Номер патенту: 59099
Опубліковано: 15.08.2003
Автори: Голі-Оглу Володимир Семенович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Зеленський Віктор Євгенійович, Карнаушенко Ніл Андрійович, Дубінський Борис Євгенійович, Шебаніц Едуард Миколайович
МПК: B21B 1/22
Мітки: одержання, спосіб, товстих, листів
Формула / Реферат:
Спосіб одержання товстих листів, який включає поперечну розрізку безперервно литих заготовок, нагрів заготовок у нагрівальних печах, поперечну і поздовжню прокатку, який відрізняється тим, що заготовки перед нагріванням піддають поздовжньому розрізуванню.
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: неперервний, стан, штабовий, прокатній
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Спосіб і пристрій для виробництва сталевої смуги
Номер патенту: 55414
Опубліковано: 15.04.2003
Автори: Конеліссен Маркус Корнеліс Марія, ДЕН ХАРТОГ Хьюберт Віллем, Гроот Алдрікус Марія
МПК: B21B 1/22, B21B 1/46, C21D 8/04 ...
Мітки: виробництва, сталевої, пристрій, спосіб, смуги
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, за яким розплавлену сталь відливають в установці для безперервного розливання в плоску заготовку і, використовуючи теплоту розливу, переміщують її через піч, попередньо прокатують у пристрої для попередньої прокатки і прокатують начисто в пристрої для чистової прокатки в сталеву смугу до бажаної товщини готового виробу, який відрізняється тим, що прокатку сталевої смуги на останній стадії прокатки...
Універсальний ливарно-прокатний стан

Номер патенту: 50818
Опубліковано: 15.11.2002
Автори: Донченко Анатолій Григорович, Работніков Петро Олександрович, Шрамко Микола Карпович, Ткаченко Олександр Павлович, Рудь Володимир Павлович, Фаренбрух Альберт Володимирович, Шестопалов Олександр Васильович, Мірошніченко Сергій Павлович, Хейфец Григорій Рувимович
МПК: B21B 1/46, B21B 1/22
Мітки: універсальний, ливарно-прокатний, стан
Формула / Реферат:
1. Універсальний ливарно-прокатний стан, який має ділянки відділення неперервного лиття заготовок, яке містить печі неперервного плавлення металу, міксери неперервного плавлення металу, машину неперервного лиття заготовок з кристалізатором, кліть обтискну, ножиці летючі, рольганги стана і транспортні рольганги, також ділянки стана гарячої прокатки, який містить піч для нагріву зливків, реверсивну кліть ДУО, рольганги стана та завантажувальні...
Спосіб виробництва штаб на ливарно-прокатному модулі
Номер патенту: 44715
Опубліковано: 15.03.2002
Автори: Деркач Дмитро Олександрович, Бейгельзімер Емануіл Юхимович, Белобров Юрій Миколайович, Стеч Володимир Станіславович, Остапенко Арнольд Леонтійович, Поліщук Валентин Михайлович
МПК: B21B 1/22, B22D 11/00
Мітки: спосіб, виробництва, штаб, модулі, ливарно-прокатному
Формула / Реферат:
1. Способ производства полос на литейно-прокатном модуле, включающий отливку сляба, предварительную прокатку в непрерывной группе клетей, подогрев в проходной печи, транспортировку через обогреваемые печи, смотку раската в рулон, порезку на мерные длины, передачу рулона в положение размотки, размотку рулона и чистовую прокатку, отличающийся тем, что технологические операции выполняют в следующей последовательности: отливка сляба, его подогрев...
Спосіб стабілізації форми гарячекатаної штаби
Номер патенту: 43354
Опубліковано: 17.12.2001
Автори: Ботштейн Володимир Абрамович, Самохвалов Микола Іванович, Деркач Дмитро Олександрович, Поліщук Валентин Михайлович
МПК: B21B 37/28, B21B 1/22
Мітки: форми, спосіб, стабілізації, штаби, гарячекатаної
Формула / Реферат:
1.Способ стабилизации формы горячекатаной полосы, включающий измерение параметров, определяющих форму полосы, и регулирование профиля рабочих валков изменением давления в гидроцилиндрах противоизгиба, отличающийся тем, что при получении первичного сигнала нарушения формы полосы одновременно воздействуют на форму полосы изменением давления в гидроцилиндрах противоизгиба и регулированием теплового профиля соответствующих участков бочки рабочих...
Спосіб виготовлення товстолистової сталі

Номер патенту: 43164
Опубліковано: 15.11.2001
Автори: Самохвал Володимир Михайлович, Максименко Олег Павлович, Пихтін Володимир Володимирович, Несвіт Володимир Васильович, Салацинський Едуард Стефанович
МПК: B21B 1/22
Мітки: спосіб, товстолистової, сталі, виготовлення
Формула / Реферат:
Спосіб виготовлення товстолистової сталі, який включає нагрів слябів, прокатування в чорновій реверсивній кліті, прокатування за один прохід в чистовій кліті при температурі розкату 750-850°С, правку розкату в гарячому стані, який відрізняється тим, що процес прокатування в чистовій кліті поєднують з процесом гарячої правки при перевищенні швидкості правки над швидкістю прокатування в 1,02-1,10 рази та температурі розкату при правці від 500...
Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Самохвал Володимир Михайлович, Максименко Олег Павлович, Несвіт Володимир Васильович, Салацинський Едуард Стефанович, Пихтін Володимир Володимирович
МПК: B21B 1/22
Мітки: прокатування, листів, спосіб, товстих
Формула / Реферат:
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану
Номер патенту: 38089
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21B 1/22
Мітки: виготовлення, металевої, стану, спосіб, шляхом, деформування, валками, прокатного, штаби
Текст:
...1550 мм листи шириною 800, 1000, 1250, 1400, 1500, 1550 мм та листи з проміжними розмірами за шириною. Приклад. Сляб розмірами 120x1500x5000 мм зі сталі 20КП нагрівають в методичній печі до температури 1300°С, прокатують в чорновій групі клітей до перерізу 25x1520 мм, потім в шестиклітевій чистовій групі з пластичним розтягуванням в міжклітевому просторі. При цьому, відношення швидкості прокатування між другою і першою клітями складає 1,06;...
Спосіб гарячого прокатування штаб
Номер патенту: 36979
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Піховкін Микола Миколайович, Трофімов Віталій Олександрович, Коваль Сергій Миколайович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Путнокі Олександр Юліусович
МПК: B21B 1/22
Мітки: прокатування, спосіб, гарячого, штаб
Текст:
...чистової кліті 10 виходить готова штаба товщиною h=3 мм. У процесі експериментів у клітях 5-10 установлювали робочі валки з односторонніми скосами з боку приводної шийки. Довжину скосу встановлювали рівною С=500 мм, що дозволяло впливати на товщину кромки штаби мінімальної ширини В=1000 мм. У цьому випадку циліндрична частина бочки валка дорівнює Lц =L-2С=1680-1000-=680 мм, що менше ширини штаби з В=1000 мм. З одностороннім скосом виготовляли...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Телюк Віктор Григорович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: спосіб, безперервного, прокатування, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Качан Олександр Михайлович, Штехно Олег Миколайович, Пінчук Віталій Іосифович, Фішкін Ісаак Борисович, Клочков Володимир Васильович, Трофімов Віталій Олександрович, Тилик Василь Трохимович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Лівшиц Леонід Аркадійович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: прокатування, штаб, спосіб, гарячого
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Спосіб прокатування плоских заготовок
Номер патенту: 23203
Опубліковано: 19.05.1998
Автори: Васильєв Олександр Геннадійович, Маслов Василь Олександрович, Штехно Олег Миколайович, Ксензук Феофан Андрійович, Ніколаев Віктор Олександрович, Калабухов Віктор Іванович, Богатирь Віктор Петрович, Дишлевич Ігор Йосипович, Котькорло Володимир Маркович, Тилик Василь Трохимович, Прокопенко Едуард Васильович, Ситий Володимир Іванович, Мовшович Вілорд Соломонович
МПК: B21B 1/22
Мітки: плоских, спосіб, заготовок, прокатування
Формула / Реферат:
Способ прокатки плоских заготовок, включающий обжатие исходных слябов в нескольких проходах в вертикальных и горизонтальных валках стана слябинг с неравномерным обжатием по проходам, отличающийся тем, что бездефектный конец слитка прокатывают передним в начале в паре вертикальные валки - горизонтальные валки, а дефектный конец при реверсе валков в паре горизонтальные валки - вертикальные валки и при этом обжатие по ширине слитка (раската) в...
Спосіб прокатування штаб
Номер патенту: 19714
Опубліковано: 25.12.1997
Автори: Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Прищип Микола Ігнатович, Тилик Василь Трохимович, Трофімов Віталій Олександрович, Васильєв Олександр Генналійович, Мовшович Вілорд Соломонович, Романіко Борис Павлович
МПК: B21B 1/22
Мітки: спосіб, прокатування, штаб
Формула / Реферат:
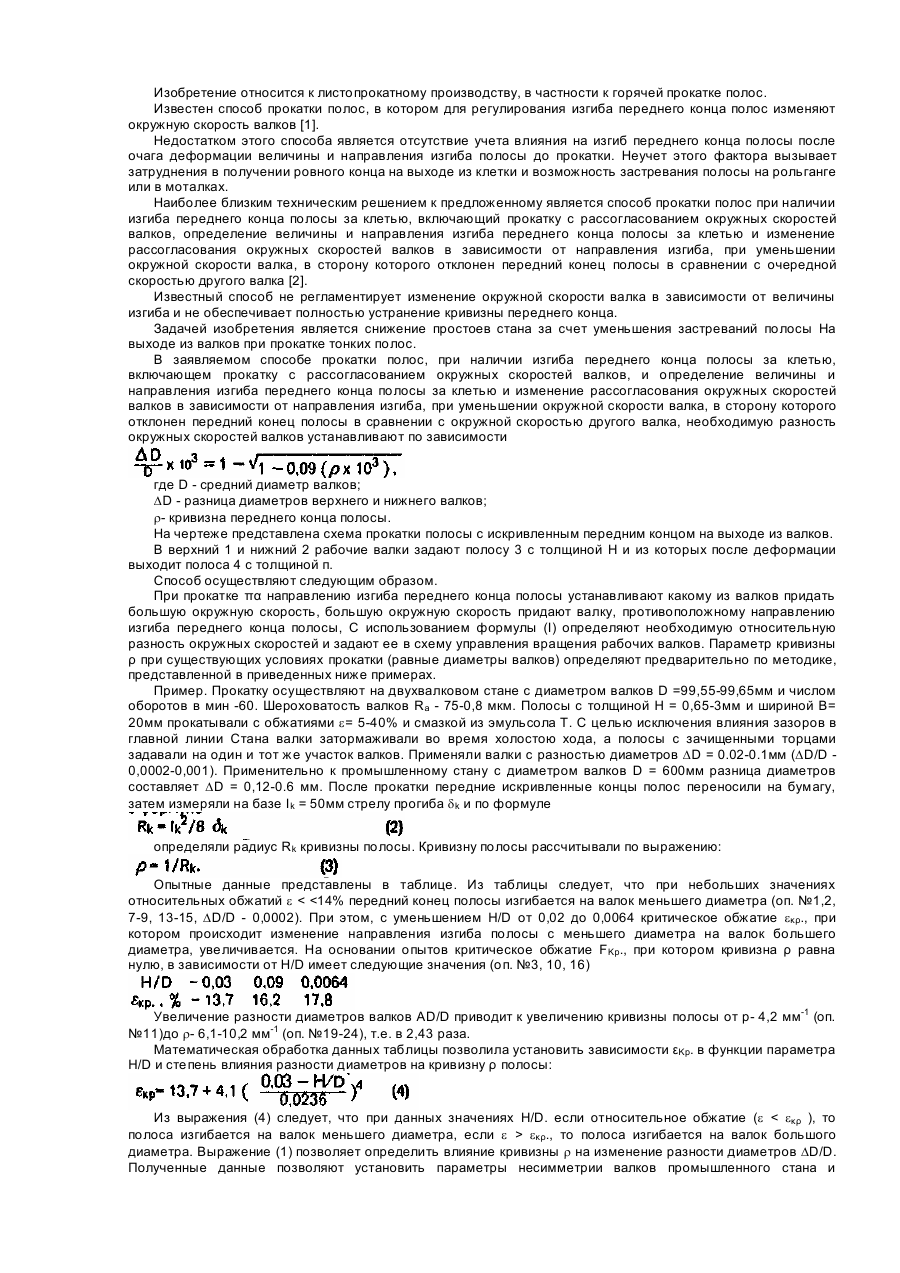
Способ прокатки полос при наличии изгиба переднего конца полосы за клетью, включающий прокатку с рассогласованием окружных скоростей валков, определение величины и направления изгиба переднего конца полосы за клетью и изменение рассогласования окружных скоростей валков в зависимости от направления изгиба, при уменьшении окружной скорости валка, в сторону которого отклонен передний конец полосы в сравнении с окружной скоростью другого валка,...
Спосіб гарячої прокатки штаб
Номер патенту: 20129
Опубліковано: 25.12.1997
Автори: Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Коваль Сергій Миколайович, Піховкін Микола Миколайович, Штехно Олег Миколайович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович
МПК: B21B 1/22
Мітки: спосіб, гарячої, прокатки, штаб
Формула / Реферат:
Способ горячей прокатки полос, включающий неравномерное обжатие по ширине полосы в листовой клети, отличающийся тем, что величину обжатия в направлении кромки полосы уменьшают пропорционально уменьшению диаметра валка, а величина уменьшения диаметра валка пропорциональна разнице температур на краевых участках ширины раската и равна (мм):f = (0,014-0,038) Dtгр, где f - глубина концевого скоса валка;Dtгр - разница...
Спосіб безперервної прокатки штаб
Номер патенту: 21489
Опубліковано: 16.12.1997
Автори: Тилик Василь Трохимович, Телюк Віктор Григорович, Васильєв Олександр Геннадійович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович
МПК: B21B 1/22
Мітки: безперервної, спосіб, прокатки, штаб
Формула / Реферат:
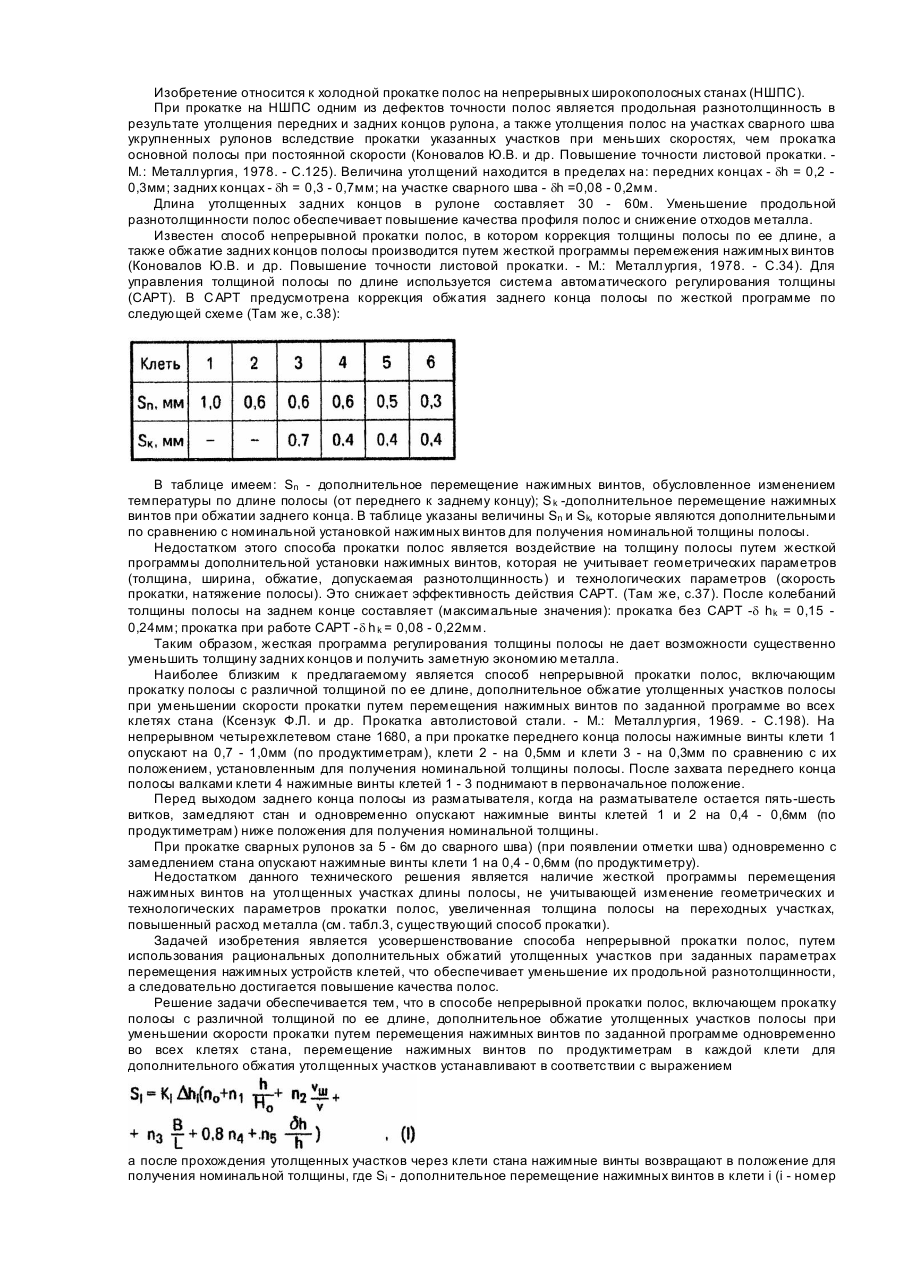
Способ непрерывной прокатки полос, включающий прокатку полосы с различной толщиной ее по длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе одновременно во всех клетях стана, отличающийся тем, что перемещение нажимных винтов по продуктиметрам в каждой клети для дополнительного обжатия утолщенных участков устанавливают в соответствии с...
Спосіб прокатки смуг
Номер патенту: 16820
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 27/02, B21B 1/22
Формула / Реферат:
Способ прокатки полос, включающий прокатку в профилированных валках с одним приводным валком, отличающийся тем, что, с целью улучшения качества полос за счет повышения их плоскости, профилировку рабочих валков осуществляют в соответствии с выражением где - суммарная выпуклость...
Спосіб прокатування смуг
Номер патенту: 16818
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, смуг, прокатування
Формула / Реферат:
Способ прокатки полос, включающий деформацию металла в трех очагах деформации шестивалковой клети с натяжением концов полосы и регулированием скоростей валков, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки за счет рационального распределения обжатий между очагами деформации, полосу прокатывают в первом очаге деформации с обжатием , во втором...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Піховкін Микола Миколайович, Васильєв Олександр Геннадійович, Клочков Володимир Васильович, Качан Олександр Михайлович, Пінчук Віталій Іосифович, Путнокі Олександр Юліусович, Лівшиц Леонід Аркадійович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Фішкін Ісаак Борисович
МПК: B21B 1/22
Мітки: гарячої, прокатки, штаб, спосіб
Формула / Реферат:
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Спосіб прокатування стрічок
Номер патенту: 14131
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стрічок, прокатування, спосіб
Формула / Реферат:
Способ прокатки полос, включающий обжатие в клети с промежуточными и опорными валками, с тремя очагами деформации металла, расположенными в общей вертикальной плоскости, регулирование скорости валков и величины натяжения полосы, отличающийся тем, что, с целью увеличения производительности стана за счет увеличения суммарной вытяжки полосы в одной клети, при прокатке переднего конца полосы и задаче его последовательно в очередные очаги...
Прокатна клітка
Номер патенту: 12314
Опубліковано: 25.12.1996
Автори: Тільманн Шультес, Хуго Фельдманн, Герд Байземанн
МПК: B21B 1/22
Формула / Реферат:
(57) Прокатная клеть для производства полосы, содержащая рабочие и, по меньшей мере, в том же числе опорные валки, установленные в станине с возможностью автономного осевого перемещения и механизм такого перемещения, при этом контуры бочек рабочих валков выполнены криволинейными, каждый из выпуклого и вогнутого участков, и взаимно развернуты на 180° относительно вертикальной оси клетки, отличающаяся тем, что выпуклый и вогнутый участки бочки...
Спосіб прокатки металевих полос
Номер патенту: 9902
Опубліковано: 30.09.1996
Автор: Вільфрід Бальд
МПК: B21B 1/22
Мітки: прокатки, спосіб, металевих, полос
Формула / Реферат:
(57) 1. Способ прокатки металлических полос, при котором рабочие валки перемещают относительно полосы аксиально на один шаг после одного или нескольких пропусков полос одинаковой ширины вплоть до достижения через ряд шагов положения кромки бочки рабочих валков против кромки полосы с последующим изменением направления аксиального перемещения валков вплоть до совпадения положения противоположных кромок бочки валка и полосы, отличающийся, тем,...
Спосіб прокатки листів та смуг
Номер патенту: 7905
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Горелік Вадім Семенович, Феофілактов Андрій Вікторович, Кліменко Ігор Валентинович, Мітьєв Анатолій Петрович
МПК: B21B 1/22
Мітки: спосіб, прокатки, листів, смуг
Формула / Реферат:
Способ прокатки листов и полос по авт. св. № 1400676, отличающийся тем, что, с целью повышения качества проката путем шлифования поверхности в процессе прокатки и стабилизации пробуксовки одного из валков, ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы; а прокатку ведут с передним натяжением.
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Феофілактов Андрій Вікторович, Мітьєв Анатолій Петрович, Кліменко Ігор Валентинович, Байков Євген Вікторович, Горелік Вадім Семенович
МПК: B21B 1/22
Мітки: спосіб, смуг, прокатки, листів
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Коваленко Віктор Федорович, Ющевський Віктор Карлович, Єремєєв Віктор Іванович, Филонов Юрій Всеволодович, Афанасьєв Сергій Іванович, Добровольський Владислав Борисович, Сапригін Хразален Михайлович, Курандо Ігор Григорович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб одержання металевих виробів з заготовок з розвиненою v-образною ліквацією в осьовій зоні
Номер патенту: 5312
Опубліковано: 28.12.1994
Автори: Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/22
Мітки: заготовок, розвиненою, металевих, зони, одержання, v-образною, виробів, ліквацією, осьовий, спосіб
Формула / Реферат:
Способ производства металлических изделий из заготовок с развитой V-образной ликвацией в осевой зоне, включающий отливку заготовки и последующее пластическое деформирование со смещением осевых слоев относительно поверхностных, отличающийся тем, что, с целью улучшения качества и стабильности свойств путем повышения однородности структуры в осевой зоне изделия, при деформировании с опережающим смещением осевых слоев относительно...
Вузол валків прокатної кліті штабового стану
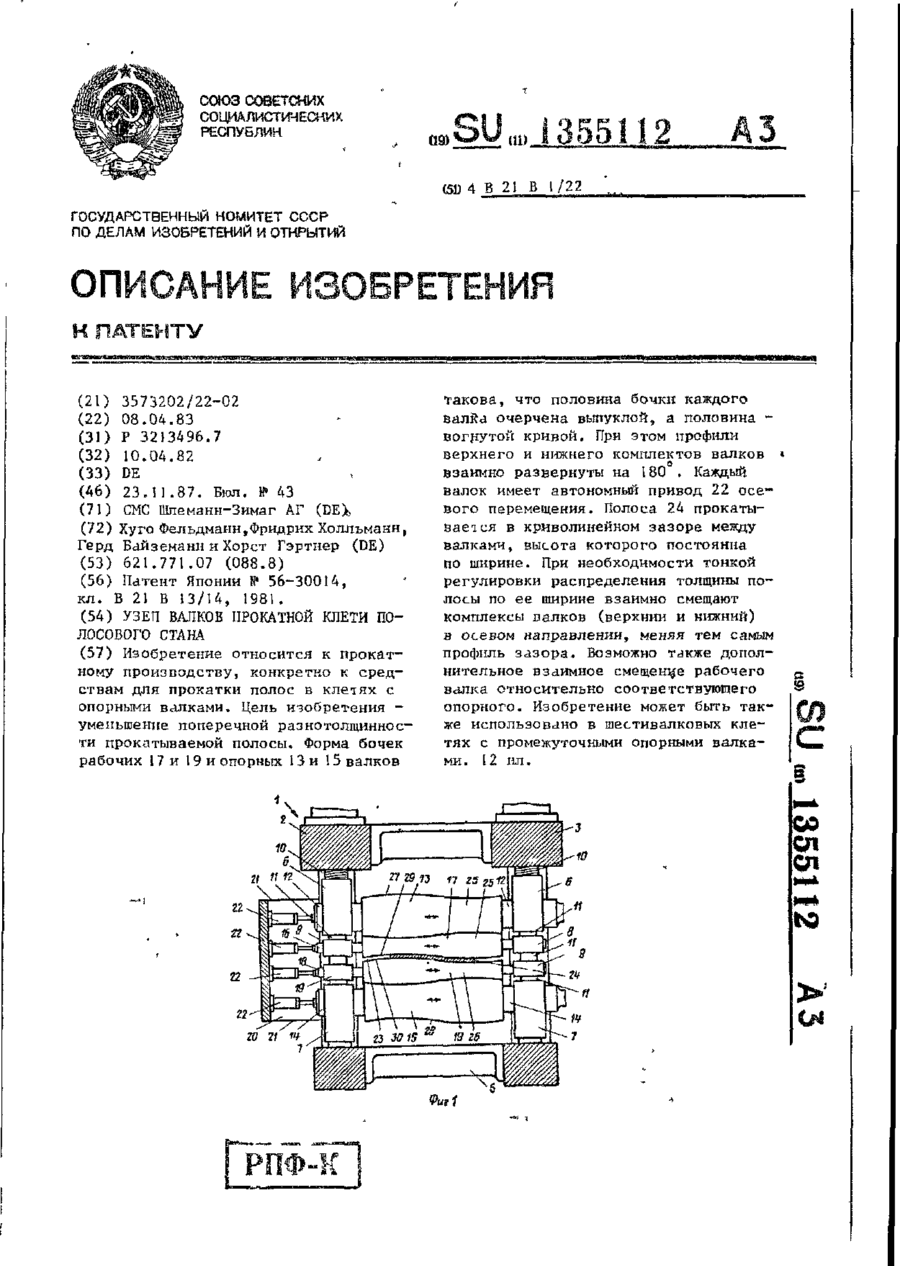
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Хуго Фельдманн, Хорст Гертнер, Герд Байсеманн, Фрідріх Холльманн
МПК: B21B 1/22
Мітки: штабового, валків, вузол, прокатної, стану, кліті
Формула / Реферат:
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично...