Патенти з міткою «прокатки»
Пристрій для прокатки порошкових матеріалів на металевій підкладці
Номер патенту: 60574
Опубліковано: 15.10.2003
Автори: Сатонін Олександр Володимирович, Грибков Едуард Петрович
Мітки: матеріалів, металевій, порошкових, пристрій, прокатки, підкладці
Формула / Реферат:
Пристрій для прокатки порошкових матеріалів на металевій підкладці, що включає плиту з пазом глибиною, що дорівнює товщині підкладки, який відрізняється тим, що на плиті на бокових зовнішніх кромках паза закріплені еластичні елементи.
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Стеч Володимир Станіславович, Каушанський Ігор Борисович, Левіна Валентина Іванівна, Савенко Юрій Євдокимович, Барабаш Андрій Володимирович
МПК: B21B 1/30
Мітки: прокатки, гарячої, спосіб, штаби
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Гагарін Павел Павлович, Леонідов-Каневський Євген Володимирович, Каушанський Ігор Борисович, Білобров Юрій Миколайович, Стеч Володимир Станіславович, Остапенко Арнольд Леонтійович
МПК: B21B 37/48
Мітки: пічними, спосіб, натягу, клітями, стана, процесі, моталками, багатоклітьового, штаби, регулювання, прокатки
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Спосіб прокатки заготовок
Номер патенту: 60030
Опубліковано: 15.09.2003
Автори: Рябцев Олєг Вікторовіч, Бондарєнко Алєксандр Ніколаєвіч, Тімошпольскій Владімір Ісааковіч, Жучков Сергій Михайлович, Стєблов Анвер Борісовіч, Луценко Владислав Анатолійович, Маточкін Віктор Аркадьєвіч, Шувякова Ірина Володимирівна, Курбатов Гєннадій Алєксандровіч, Тіщєнко Владімір Андрєєвіч
МПК: B21B 1/02
Мітки: спосіб, заготовок, прокатки
Формула / Реферат:
1. Спосіб прокатки заготовок, що включає послідовне чорнове, проміжне і чистове формування із злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату з різними площами поперечного перерізу кожної з частин, з'єднаних між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву і одержання...
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей
Номер патенту: 56057
Опубліковано: 15.04.2003
Автори: Карасик Тетяна Леонідівна, Журавель Вадим Петрович
МПК: C10M 125/28
Мітки: композиція, прокатки, сталей, вуглецевих, гарячої, мастильна, труб
Формула / Реферат:
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей, яка містить оксиди алюмінію, кальцію, натрію, бору і кремнію, яка відрізняється тим, що вона додатково містить оксид магнію при наступному співвідношенні компонентів, мас. %: оксид алюмінію 1,3-3,3 оксид кальцію 5-9 оксид натрію 17-20 оксид бору ...
Спосіб виготовлення незнімних безметалевих керамічних стоматологічних протезів з застосуванням напівсухої прокатки керамічних сумішей
Номер патенту: 53224
Опубліковано: 15.01.2003
Автори: Гогоці Георгій Антонович, Радченко Олександр Кузьмич, Ярошевська Вікторія Григорівна
МПК: A61C 5/08
Мітки: сумішей, безметалевих, спосіб, керамічних, прокатки, протезів, незнімних, застосуванням, напівсухої, стоматологічних, виготовлення
Формула / Реферат:
1. Спосіб виготовлення незнімних безметалевих керамічних стоматологічних протезів полягає в тому, що заготовки, які вирізують зі стрічок, що притискаються до моделей зубів, спікають і просочують склом, який відрізняється тим, що керамічні стрічки виготовляють напівсухою прокаткою суміші керамічних порошків з термопластичним зв'язуючим.2. Спосіб по п. 1, який відрізняється тим, що максимальне нормальне контактне напруження при...
Калібрування інструмента для холодної прокатки труб
Номер патенту: 52817
Опубліковано: 15.01.2003
Автори: Коміссаров Владімір Арсєньєвіч, Лосіцкій Анатолій Францевіч, Кроткіх Сєргєй Валєрьєвіч, Буховцев Віктор Фьодоровіч, Заводчіков Сєргєй Юрьєвіч, Шіков Алєксандр Константіновіч, Котрєхов Владімір Андрєєвіч, Дєвятих Васілій Гєннадієвіч, Сафонов Владімір Ніколаєвіч, Бочаров Олєг Вікторовіч, Вєрєтєнніков Владімір Алєксєєвіч
МПК: B21B 21/02
Мітки: холодної, труб, інструмента, калібрування, прокатки
Формула / Реферат:
1. Калібрування інструмента для холодної прокатки труб, у якому розгортка калібровки зовнішнього інструмента та профіль внутрішнього інструмента виконані у формі побудованих на основі математичних обчислень кривих, яке відрізняється тим, що криві профілю розгортки зовнішнього та профілю внутрішнього інструментів є геометричним місцем вузлових точок різних сплайн-функцій.2. Калібрування за п. 1, яке відрізняється тим, що ділянки обтиску...
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Попов Олексій Маратович, Вольфович Георгій Вольфович, Попов Марат Васильович, Живцов Сергій Павлович, Автономов Семен Володимирович
МПК: B21B 17/00, B21B 21/00
Мітки: способу, стан, спосіб, прокатки, труб, холодної, здійснення
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Спосіб холодної прокатки труб
Номер патенту: 48540
Опубліковано: 15.08.2002
Автори: Тімашев Сергій Павлович, Попов Марат Васильович, Автономов Семен Володимирович, Попов Олексій Маратович, Вахрушева Вера Сергіївна
МПК: B21B 21/00
Мітки: холодної, прокатки, труб, спосіб
Формула / Реферат:
1.Спосіб холодної прокатки труб, що включає підготовку заготівки до прокатки і прокатку шляхом порційної подачі заготівки у осередок деформації, утворений двома парами валків, і деформації поданої порції послідовно першою й другою парами валків при їх зворотно-поступальному переміщенні на нерухомій оправці, який відрізняється тим, що попередню підготовку здійснюють за допомогою високотемпературного надзвукового газополум’яного струменя, що...
Пристрій для прокатки порошку
Номер патенту: 48463
Опубліковано: 15.08.2002
Автор: Янченко Володимир Володимирович
МПК: B30B 11/00, B22F 3/18
Мітки: порошку, пристрій, прокатки
Формула / Реферат:
1. Пристрій для прокатки порошку, який містить камеру, що має засоби для рівномірного розпилення порошку і регулювання висоти його шару, нижній горизонтальний стрічковий транспортер і встановлений з нахилом і зазором до нього верхній стрічковий транспортер з нижньою формуючою гілкою, привідні валки, натяжні ролики, який відрізняється тим, що він додатково містить закріплені на опорних елементах гілок транспортерів бокові газопроникні...
Спосіб термічного зміцнення виробів в процесі гарячої прокатки з поздовжнім розділенням розкатів
Номер патенту: 47860
Опубліковано: 15.07.2002
Автори: Курочкін Олександр Федорович, Чєрнєнко Валєрій Тарасовіч, Сміяненко Ігор Миколайович, Сокуренко Анатолій Валентинович, Костюченко Михайло Іванович, Дубина Олег Вікторович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Кузьмєнко Анатолій Грігорьєвіч, Худик Валеріан Тарасович
Мітки: зміцнення, гарячої, поздовжнім, розділенням, спосіб, процесі, прокатки, виробів, розкатів, термічного
Формула / Реферат:
Спосіб термічного зміцнення виробів в процесі гарячої прокатки з поздовжнім розділенням розкатів, який включає їх окреме охолодження в автономних потоках і спільне охолодження в одному потоці охолоджувача на заключній стадії перед наступною їх порізкою на ножицях, який відрізняється тим, що спільне охолодження розкатів в одному потоці виконується з можливістю плавного регулювання його тривалості в діапазоні
Спосіб прокатки залізничних коліс
Номер патенту: 46813
Опубліковано: 17.06.2002
Автори: Корж Дмитро Васильович, Тубольцев Юрій Григорович, Кузьменко Володимир Олексійович, Макаров Олександр Генадійович, Староселецький Михайло Ілліч, Ганжа Валерій Володимирович, Білущенко Олександр Вячеславович, Назаренко Микола Васильвич, Колісніченко Володимир Васильович
МПК: B21H 1/00
Мітки: прокатки, залізничних, коліс, спосіб
Формула / Реферат:
Спосіб прокатки залізничних коліс на колесопрокатному стані з відформованих заготовок, який включає деформування заготовки з обтиском бокових та внутрішніх поверхонь обода привідними похилими валками, виконаними з середнім та початковим конусами, та поверхні катання з формуванням гребеня натискними та корінними валками, який відрізняється тим, що процес осадки обода по ширині здійснюють з обтиском внутрішніх поверхонь ободасередніми конусами...
Спосіб прокатки слябів
Номер патенту: 32743
Опубліковано: 15.05.2002
Автори: Бойко Володимир Семенович, Омельяненко Микола Іванович, Налча Георгій Іванович, Грекова Наталія Нілівна, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович, Кліменко Владислав Антонович, Васекін Андрій Валерійович
МПК: B21B 1/02
Мітки: слябів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після...
Кліть тривалкового стана поперечно-гвинтової прокатки труб

Номер патенту: 19004
Опубліковано: 17.12.2001
Автори: Тараканов Володимир Юрійович, Кірсанов Володимир Михайлович, Вороб'йов Володимир Петрович, Міхєєнко Віктор Дмитрович, Міхальов Станіслав Петрович, Кущинський Георгій Миколайович
МПК: B21B 19/00
Мітки: прокатки, тривалкового, труб, кліть, стана, поперечно-гвинтової
Формула / Реферат:
1. Клеть трехвалкового стана поперечно-винтовой прокатки труб, содержащая корпус, рабочие профилированные валки, ограничивающие инструменты, размещенные в пространствах между парами валков и механизмы их перемещения, установленные в расточках корпуса клети, отличающаяся тем, что механизмы снабжены элементами радиального перемещения, связанными с держателями инструментов-линеек шарнирно и их оси параллельны оси клети, и расположены от нее на...
Спосіб виробництва прокату методом нормалізаційної прокатки
Номер патенту: 43370
Опубліковано: 17.12.2001
Автори: Харчевніков Валерій Павлович, Тихонюк Леонід Сергійович, Морозов Юрій Дімітровіч, Володарський Володимир Васильович, Булянда Олексндр Олексійович, Носоченко Олег Василійович, Сагіров Іван Васильович, Гоцуляк Анатолій Олександрович, Курдюков Анатолій Андрійович, Бітков Володимир Миколайович, Матросов Юрій Івановіч, Чанаях Михайло Іванович, Ремпель Олександр Генріхович
Мітки: прокатки, виробництва, прокату, спосіб, нормалізаційної, методом
Формула / Реферат:
1. Способ производства проката методом нормализационной прокатки, включающий нагрев заготовки до температуры (1150...1270)°С, деформацию в аустенитной области в две стадии и охлаждение, отличающийся тем, что сталь, содержащую (% по массе): углерод 0,05...0,40 марганец 0,30...2,00 кремний 0,10...1,50 алюминий ...
Спосіб прокатки слябів у черновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 15.11.2001
Автори: Сацький Віталій Антонович, Дишлевич Ігор Йосипович, Бейгельзімер Емануїл Юхимович, Мовшович Вілорд Соломонович, Ситий Володимир Іванович, Штехно Олег Миколайович, Маншилін Олександр Гейнійович, Клевцов Олег Михайлович, Остапенко Арнольд Леонтійович, Путнокі Олександр Юліусович, Феофілактов Андрій Вікторович, Тилик Василь Трохимович, Будаква Сергій Анатолійович, Коваль Сергій Миколайович
МПК: B21B 1/00
Мітки: прокатки, безперервного, спосіб, черновій, слябів, стану, групи, широкоштабового
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Правдін Юрій Михайлович, Калінін Ігор Віталійович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович
МПК: B21B 1/16
Мітки: дроту, прокатки, безперервний, стан
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Андрійчук Сергій Андрійович, Носаньов Олександр Григорович, Балабєй Євген Михайлович, Босий Володимир Миколайович, Олійник Олександр Іванович
МПК: B21B 1/09
Мітки: спосіб, здійснення, калібрів, профілів, прокатки, кутових, система
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб подовжньої прокатки труб
Номер патенту: 32933
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: подовжньої, труб, спосіб, прокатки
Текст:
...калібром І нерухомого юнусною оправкою. Відміна запропонованого способу від прототипу полягає з ІЗ тому, що обтискування трубчатої заготовки проводять величини не II л ц більшої, ніж діаметр круглого калібра, І деформацію II здійснюють в осередку з круглим без випусків калібром І нерухомою конусною оправкою. Технічним результатом від використання запропонованого способу є те, що він забеспечує задавання трубчатої заготовки в калібр...
Спосіб подовжньої прокатки труб
Номер патенту: 32931
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: подовжньої, прокатки, труб, спосіб
Текст:
...винаходом, осередок деформації створюють Із співвідношенням У' де: J } - коефіціснт тертя по контактній поверхні труси з рівчаковими валками; J коефіциєнт тертя по контактній поверхні тр уби з конусною оправкою. Відміна пропонованого способу від прототипу полягає в тому, що осередок деформації створюють Із співвідношення^ наведеним БИШЄ. Технічним результатом від використання пропонованого способу є те, що він забеспечуе деформацію металу...
Спосіб пільгерної прокатки труб

Номер патенту: 31587
Опубліковано: 15.12.2000
Автори: Артюхов Олександр Олександрович, Вольфович Георгій Вольфович, Попов Марат Васильович, Лук'яненко Володимир Матвійович, Палієнко Григорій Васильович
МПК: B21B 21/00
Мітки: труб, спосіб, прокатки, пільгерної
Текст:
...перед почат ком зносу рівчаків, оператор стана встановлює зазори мім валками дотримуючись співвідношення О-г ~ ( 1,1*2,5)* йр. Це забезпечує р; нозначність діаметра заготовки розрахованому діаметру рівчака в J Оому його поперечному перерізу, тобто забезпечує розрахований ре; деформації заготовки уздовж рівчака. Більший зазор в першій па відповідає більшому зносу рівчаків цієї пари І забезпечує достат резерв зближення валків....
Спосіб прокатки труб
Номер патенту: 31554
Опубліковано: 15.12.2000
Автори: Попов Марат Васильович, Гулькін Євгєній Вікторовіч, Перчаник Віктор Вольфович, Друян Володимир Михайлович
МПК: B21B 17/00
Текст:
...крізь осі валків, тобто при розподілі процесу формозміни на редукування діаметру без обтиску стінки до площини, що проходить крізь осі валків, та на обтиск стінки із одночасним підняттям діаметру за цією площиною при вказаних параметрах процесу прокатки. Технічним результатом застосування пропонуемого способу є забезпечення можливості впливу на схему напружено-деформованого стану металу у зоні деформації, що сприяє підвищенню точності...
Спосіб гарячої прокатки палі шпунтової стінки з z-подібним перерізом
Номер патенту: 32438
Опубліковано: 15.12.2000
Автор: Гробе Анрі
МПК: B21B 27/02, B21B 1/08
Мітки: спосіб, палі, стінки, гарячої, z-подібним, перерізом, прокатки, шпунтової
Текст:
...на той же прокатной линии сваи большей ширины В этой связи указывается на то, что при одинаковом модуле упругости использование более широкой сваи позволяет снизить вес на квадратный метр шпунтовой стенки из свай примерно на 15 % Из этого вытекает что изобретение име ет то экономическое преимущество, что оно позволяет изготовлять на имеющейся прокатной линии сваи большей ширины Если крылья полуфабриката по порядку, по которому они...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Тилик Василь Трохимович, Яланський Вячеслав Петрович, Піховкін Микола Миколайович, Солтан Станіслав Леонідович, Штехно Олег Миколайович, Коваль Сергій Миколайович, Мовшович Вілорд Соломонович, Путнокі Олександр Юліусович
МПК: B21B 37/00
Мітки: прокатки, профілю, робочих, регулювання, тонколистового, стану, безперервного, спосіб, гарячої, валків
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки

Номер патенту: 29396
Опубліковано: 15.11.2000
Автор: Юнгер Ігор Б.
МПК: B21B 37/46
Мітки: безперервному, швидкості, багатоклітьовому, стані, регулювання, спосіб, прокатки, металу, гарячої
Текст:
...в момент входа (d) заготовки в последующую слеть (п) запоминаемые статические значения моментов нагрузки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное продольное тяговое усилие, выводят из запоминающе го устройства в порядке их ввода, с момента {ti+ Ati) окончания компенсации начального рассогласования значений момента нагрузки (Ms1), которые следуют непосредственно из запоминающего устройства, делят на...
Інструмент для холодної прокатки труб
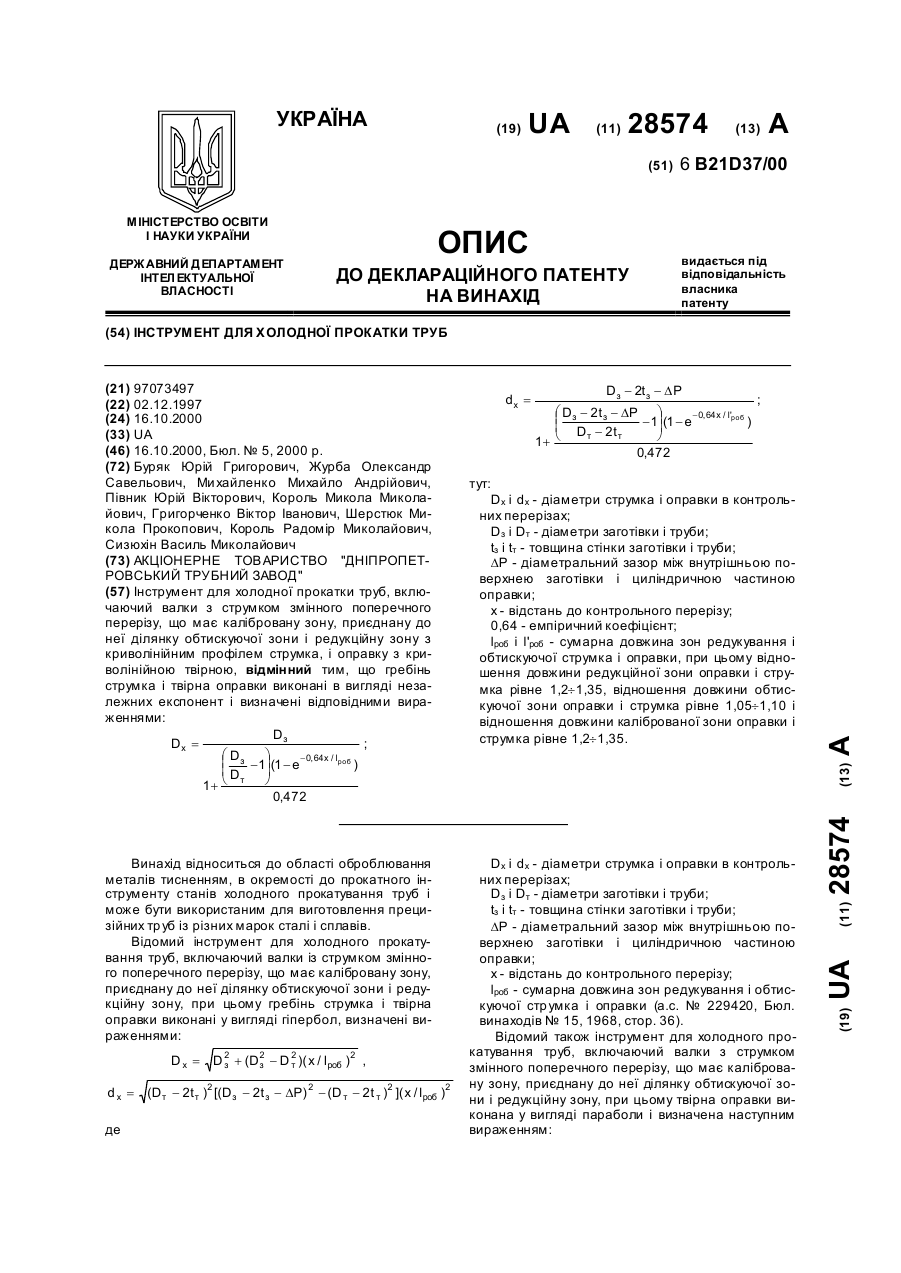
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Півник Юрій Вікторович, Григорченко Віктор Іванович, Сизюхін Василь Миколайович, Буряк Юрій Григорович, Шерстюк Микола Прокопович, Журба Олександр Савельович, Король Микола Миколайович, Михайленко Михайло Андрійович, Король Радомір Миколайович
МПК: B21D 37/00
Мітки: труб, холодної, інструмент, прокатки
Формула / Реферат:
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
Спосіб прокатки зливків пірамідальної форми
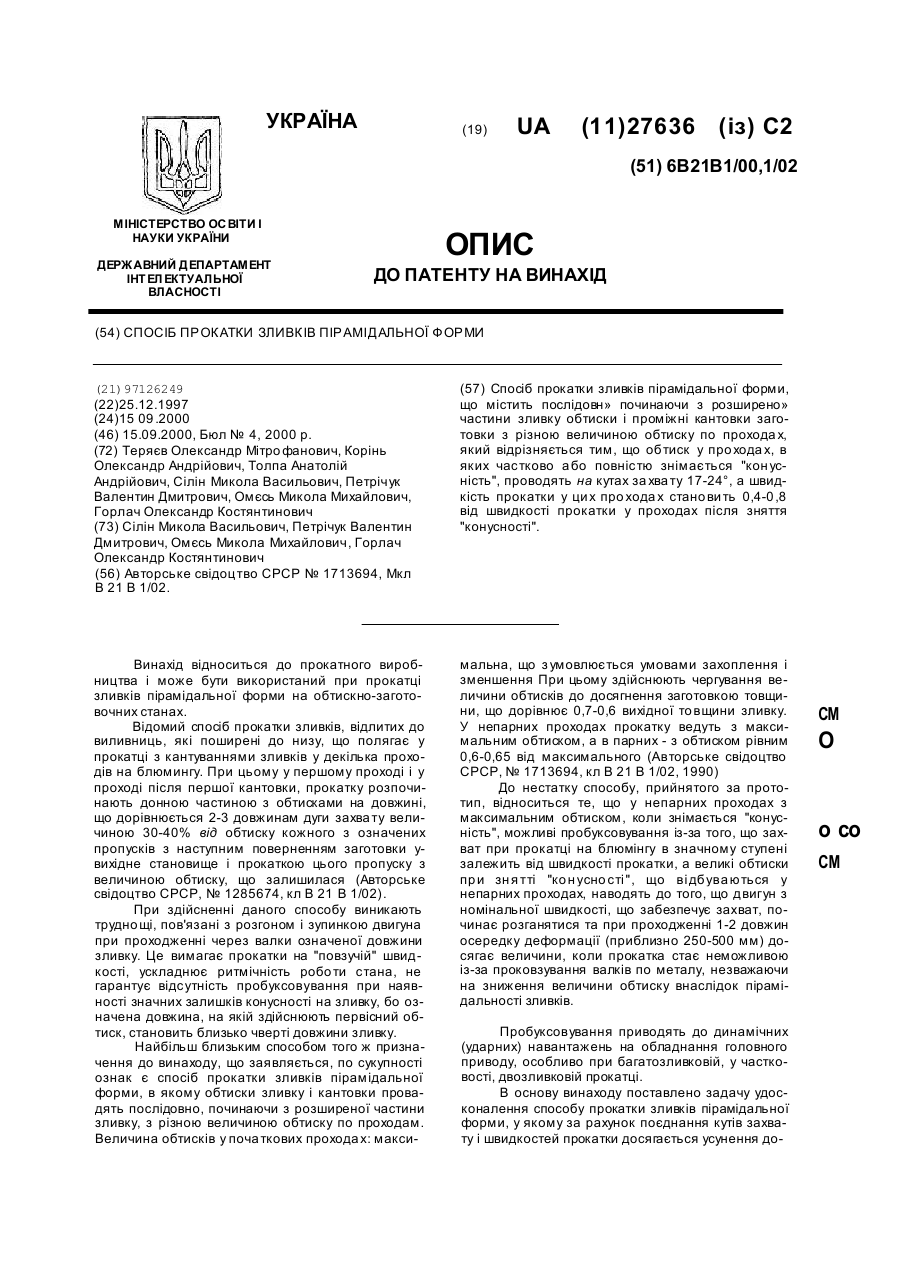
Номер патенту: 27636
Опубліковано: 15.09.2000
Автори: Корінь Олександр Андрійович, Толпа Анатолій Андрійович, Горлач Олександр Костянтинович, Омєсь Микола Михайлович, Сілін Микола Васильович, Теряєв Олександр Митрофанович, Петрічук Валентин Дмитрович
Мітки: спосіб, форми, зливків, пірамідальної, прокатки
Текст:
...довжині, що однозначно наводить до пробуксовування і проковзування валків щодо металу При двозливковій прокатці картина ще більш посилюється, тому що захват металу валками відбувається на більш високій швидкості, у порівнянні з першим зливком Пробуксовування при цьому буде супроводжува тися динамічними ударами по лінії приводу Швидкість прокатки у проходах при знятті "конусності" нижче 0,4 від швидкості прокатки після зняття "кон усності "...
Спосіб визначення дійсних значень зусиль розтягування матеріалу, що прокатується, в багатоклітьовому стані безперервної прокатки
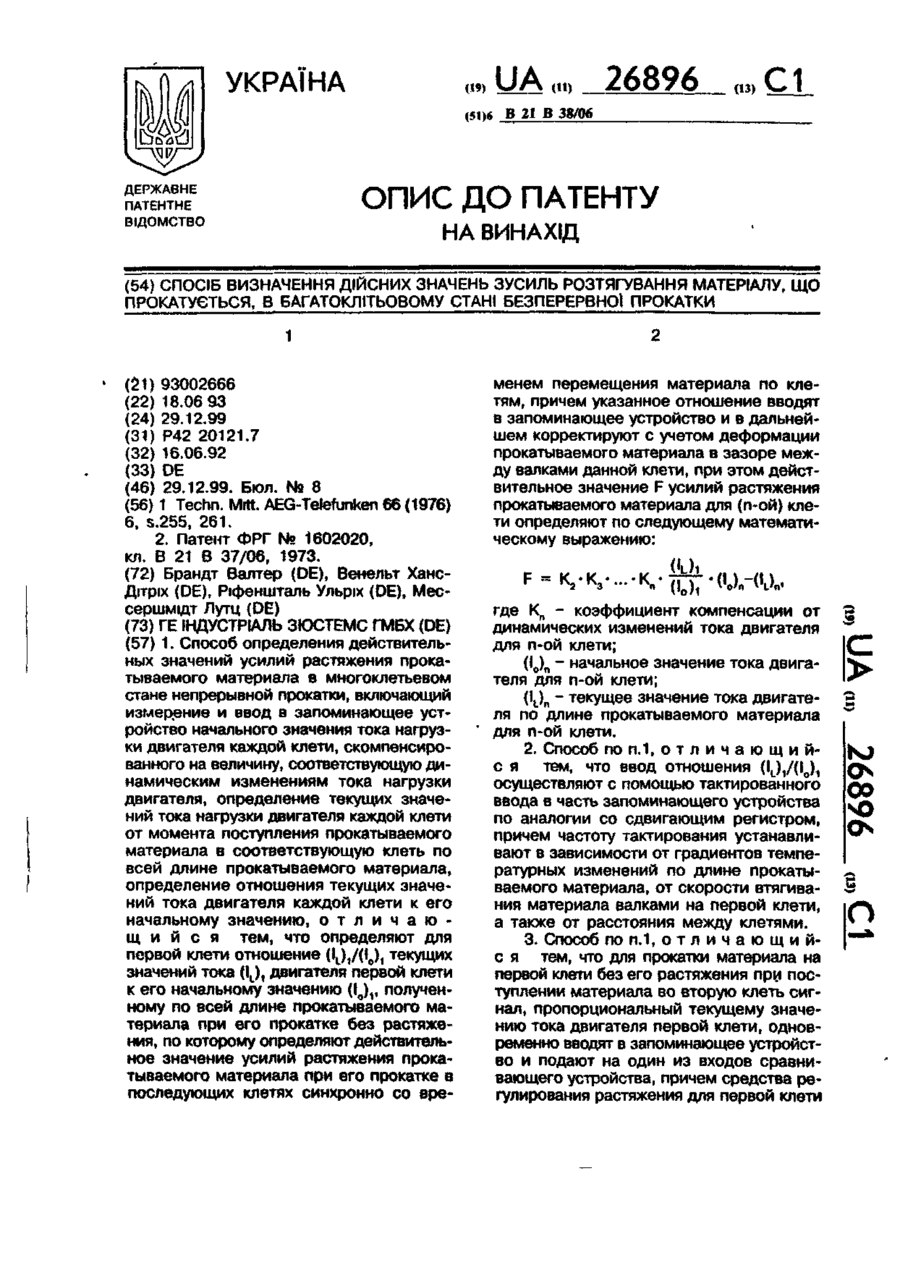
Номер патенту: 26896
Опубліковано: 29.12.1999
Автори: РІФЕНШТАЛЬ Ульріх, БРАНДТ Валтер, МЕССЕРШМІДТ Лутц, ВЕНЕЛЬТ Ханс-Дітріх
МПК: B21B 38/00
Мітки: значень, стані, дійсних, визначення, матеріалу, прокатується, безперервної, розтягування, зусиль, прокатки, спосіб, багатоклітьовому
Текст:
...определяется путем образования разности между начальным значением тока нагрузки, введенным в память после первого прохода прокатываемого материала че50 рез первую клеть, и последующими моментными значениями тока нагрузки первого привода прокатной клети и, постоянно суммируясь с заданным значением усилия растяжения, образует регулирующее 55 отклонение для регулирования первого привода клети, для достижения состояния без нагрузки растяжением...
Спосіб прокатки труб із артилерійських гільз
Номер патенту: 26355
Опубліковано: 30.08.1999
Автори: Лісовський Віктор Іванович, Лозовий Віктор Іванович, Кофф Володимир Зусьєвич, Бобух Олександр Анатолійович, Кекух Станіслав Миколайович, Чигиринський Юрій Васильович, Фельдман Олександр Ісаакович, Філатова Людмила Петрівна, Серіков Сергій Володимирович
МПК: B21B 17/00
Мітки: гільз, труб, прокатки, артилерійських, спосіб
Формула / Реферат:
Способ прокатки труб из артиллерийских гильз, включающий предварительную подготовку концов гильз, телескопическое соединение гильз в блок путем введения конца одной гильзы внутрь другой гильзы, и продольную прокатку блока с заданной скоростью, отличающийся тем, что при предварительной подготовке концов гильз производят отрезку дна и шейки гильзы, телескопическое соединение гильз в блок производят по коническим поверхностям с осевым усилием...
Тунельна система для прокатного стана гарячої прокатки полоси
Номер патенту: 26135
Опубліковано: 07.06.1999
Автори: Алессандро Доріго, Бруно Ді Гьюсто
МПК: B22D 11/12
Мітки: тунельна, стана, прокатного, полоси, прокатки, система, гарячої
Формула / Реферат:
1. Тоннельная система для прокатного стана горячей прокатки полосы, связанная с, по меньшей мере, одной линией непрерывной разливки тонких листов, содержащая накопитель, отличающаяся тем, что она снабжена соединенными с каждой линией непрерывной разливки первыми по ходу процесса теплоизолированными тоннелями и установленными за ними вторыми тоннелями с печами для выравнивания температуры листа, размещенными последовательно между установкой...
Станина робочої кліті стана холодної прокатки труб

Номер патенту: 26073
Опубліковано: 30.04.1999
Автори: Король Радомір Миколайович, Самойленко Генадій Дмитрович, Куценко Олександр Іванович, Яременко Микола Іванович, Літвін Григорій Дмитрович, Кекух Станіслав Миколайович, Ткаченко Олег Миколайович, Загребельний Віктор Терентьович, Король Микола Миколайович, Масошін Леонід Михайлович
МПК: B21B 31/00
Мітки: кліті, станина, стана, труб, холодної, робочої, прокатки
Формула / Реферат:
Станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основание с опорами и расположенными в нижней части станины боковыми выступами с направляющими, отличающаяся тем, что опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их...
Спосіб періодичної прокатки тонкостінних труб із нержавіючих сталей
Номер патенту: 26070
Опубліковано: 30.04.1999
Автори: Король Радомір Миколайович, Самойленко Геннадій Дмитрович, Цупкін Анатолій Вікторович, Третяк Володимир Якович, Ткаченко Микола Володимирович, Куценко Олександр Іванович, Чигиринський Юрій Васильович, Кекух Станіслав Миколайович, Кучеренко Валер'ян Романович, Король Микола Миколайович, Загребельний Віктор Терентійович, Шелест Анатолій Герасимович, Лісовський Олександр Олександрович, Яременко Микола Іванович
МПК: B21B 21/00
Мітки: періодичної, сталей, прокатки, нержавіючих, труб, спосіб, тонкостінних
Формула / Реферат:
Способ периодической прокатки тонкостенных труб из нержавеющих сталей, включающий первоначальный нагрев в индукторе трубной заготовки до 300°C, ее порционную подачу в очаг деформации и деформацию по диаметру и толщине стенки в калибре, образованном ручьями валков переменного сечения, на конической оправке, отличающийся тем, что каждый из концевых участков трубной заготовки длиной, составляющей (24 ¸ 40) величины ее подачи, нагревают до...
Спосіб поздовжньої прокатки труб
Номер патенту: 25713
Опубліковано: 30.10.1998
Автори: Хаустов Георгій Йосипович, Савченко Олег Миколайович, Сизоненко Григорій Олександрович, Соловйов Юрій Григорович, Сергєєв Віктор Володимирович, Туренков Микола Мусійович, Ігнатов Володимир Олексієвич, Правдін Юрій Михайлович
МПК: B21B 17/00
Мітки: спосіб, труб, поздовжньої, прокатки
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы, придание поперечному сечению овальной формы и деформацию ее по диаметру и толщине стенки в очаге, образованном ручьевыми валками с круглым без выпусков калибром, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что трубу перед обжатием стенки редуцируют по диаметру на величину, в два раза...
Універсальний стан холодної прокатки
Номер патенту: 25499
Опубліковано: 30.10.1998
Автори: Ткаченко Олександр Павлович, Горовий Євген Семенович, Секеріна Вікторія Леонідівна, Хейфец Григорій Рувимович, Гершович Євген Ушерович, Шрамко Микола Карпович, Рудь Володимир Павлович, Донченко Анатолій Григорович, Прудков Марк Львович
МПК: B21B 1/00
Мітки: стан, універсальний, прокатки, холодної
Формула / Реферат:
1. Универсальный стан холодной прокатки черных и цветных металлов, предназначенный для выполнения заготовительных, чистовых прокатных, дрессировочных и плакировочных операций, содержащий установленные в технологической последовательности разматыватели полос с загрузочно-накопительными и задающими устройствами в трех уровнях, многовалковую правильную машину, зачистные устройства, ножницы для обрезки концов полос, реверсивную рабочую клеть со...
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Руденко Євген Олексійович, Повар Володимир Борисович, Коновалов Юрій В'ячеславович
МПК: B21B 1/38
Мітки: спосіб, листів, товстих, прокатки
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб прокатки на обтискних станах
Номер патенту: 23185
Опубліковано: 19.05.1998
Автори: Кузьмін Сергій Олексійович, Новік Сергій Юлійович, Онищенко Сергій Олександрович, Устінов Володимир Віталійович, Феофілактов Андрій Вікторович, Кукуй Давид Пенхусович, Чеботарьов Анатолій Петрович
Мітки: станах, прокатки, обтискних, спосіб
Формула / Реферат:
Способ прокатки на обжимных станах, включающий деформирование заготовки в двух взаимно перпендикулярных плоскостях на гладкой бочке и в ящичных калибрах, отличающийся тем, что хотя бы в двух проходах деформацию переднего конца заготовки производят с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием,...
Кліть для прокатки прецизійного дроту
Номер патенту: 22982
Опубліковано: 05.05.1998
Автори: Морозов Рудольф Павлович, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Попов Євген Григорович, Хаустов Георгій Йосипович, Крилов Михайло Юрійович, Сергєєв Віктор Володимирович
МПК: B21B 13/10
Мітки: прокатки, дроту, прецизійного, кліть
Формула / Реферат:
Клеть для прокатки прецизионной проволоки, содержащая корпус и смонтированное в нем основание крепления подшипников, установленных в клети трех приводных валков, расположенных по окружности под углом 120°, отличающаяся тем, что основание крепления подшипников выполнено в виде замкнутого цельного контура с тремя радиальными, равноудаленными по окружности, выступами, причем на каждом прямолинейном участке выступов имеются полуцилиндрические...
Спосіб прокатки блюмів
Номер патенту: 22137
Опубліковано: 30.04.1998
Автори: Міллер Віктор Вікторович, Чудновець Олександр Миколаєвич, Миронов Евген Констянтинович, Антипенко Валентин Григорович, Глоба Микола Ілліч, Халюта Володимир Миколайович, Нагай Володимир Данилович, Локтіонов Петро Якович, Проценко Юрій Юрьєвич, Хорошілов Микола Макарович
МПК: B21B 1/02
Мітки: прокатки, спосіб, блюмів
Формула / Реферат:
Способ прокатки блюмов, включающий нагрев и прокатку слитков, порезку годных частей раскатов на блюмы мерных длин, отличающийся тем, что нестандартные раскаты кратно раскраивают на блюмы длиной, определяемой выражениемLк = Lр/n = (0,54-0,73) Lmaxгде Lк - длина нарезаемых коротких блюмов, Lр - длина раската до порезки, n - количество нарезаемых блюмов, Lmax - длина блюма максимального размера, причем длина блюма максимального...
Розподільний подавально-поворотний механізм стана холодної прокатки труб
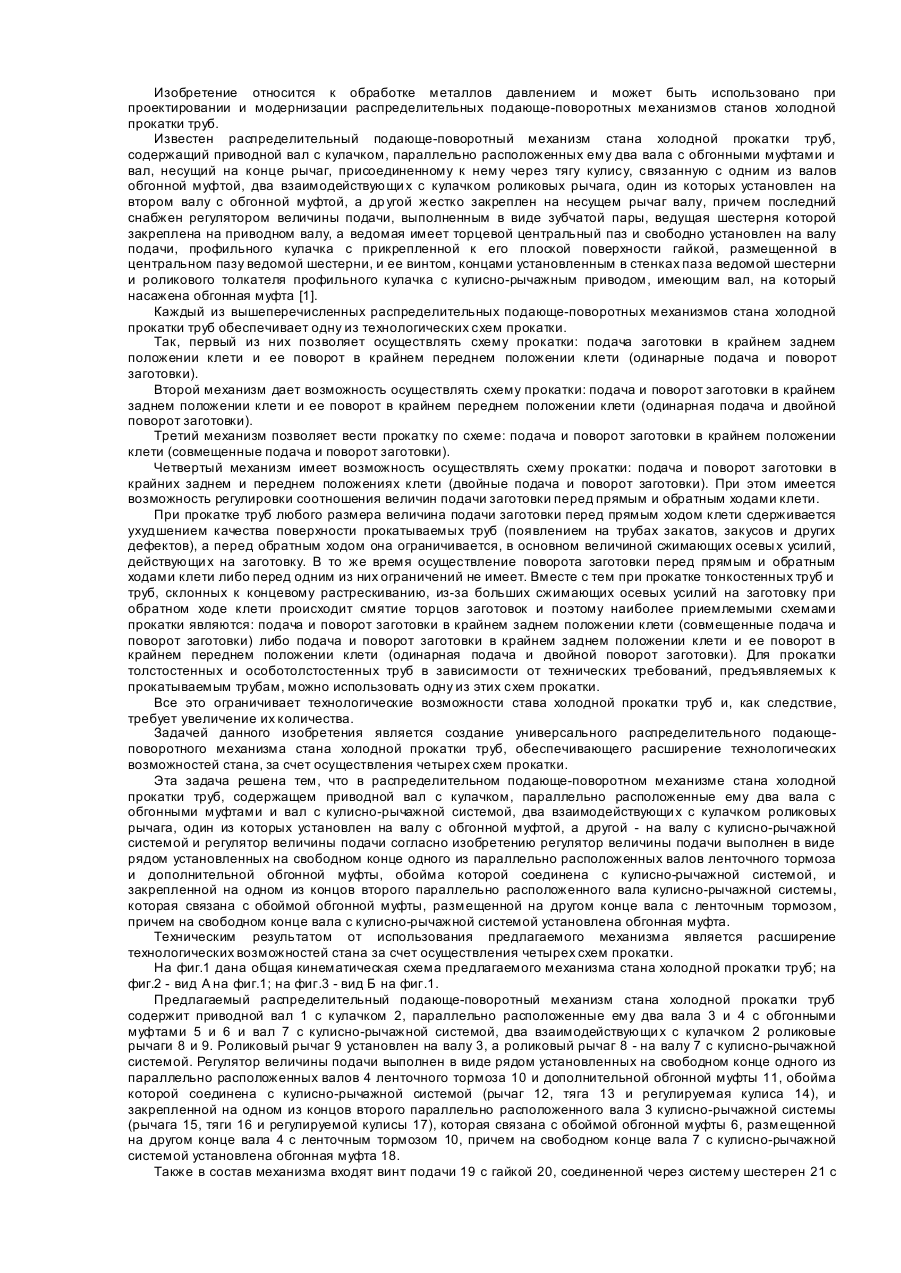
Номер патенту: 21826
Опубліковано: 30.04.1998
Автори: Орещенко Віктор Федорович, Лисенко Олександр Валентинович, Півник Юрій Вікторович, Смолянов Георгій Миколайович, Король Радомір Миколайович, Король Микола Миколайович, Буряк Юрій Григорович, Григорченко Віктор Іванович, Калашніков Юрій Леонідович, Журба Олександр Савелієвич
МПК: B21B 21/06
Мітки: холодної, розподільний, подавально-поворотний, механізм, труб, прокатки, стана
Формула / Реферат:
Распределительный подающе-поворотный механизм стана холодной прокатки труб, содержащий приводной вал с кулачком, параллельно расположенные ему два вала с обгонными муфтами и вал с кулисно-рычажной системой, два взаимодействующих с кулачком роликовых рычага, один из которых установлен на валу с кулисно-рычажной системой и регулятор величины подачи, отличающийся тем, что регулятор величины подачи выполнен в виде рядом установленных на...
Спосіб прокатки слябів у чорновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 03.02.1998
Автори: Будаква Сергій Анатолійович, Ситий Володимир Іванович, Штехно Олег Миколайович, Путнокі Олександр Юліусович, Бейгельзімер Емануїл Юхимович, Дишлевич Ігор Йосипович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Коваль Сергій Миколайович, Остапенко Арнольд Леонтійович, Клевцов Олег Михайлович, Маншилін Олександр Гейнійович, Сацький Віталій Антонович, Феофілактов Андрій Вікторович
МПК: B21B 1/00
Мітки: широкоштабового, спосіб, слябів, стану, безперервного, прокатки, чорновий, групи
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...