Патенти з міткою «прокатки»
Спосіб прокатки профілів швелерного типу
Номер патенту: 75971
Опубліковано: 15.06.2006
Автори: Пелих Ігор Володимирович, Бойко Володимир Іванович, Білик Анатолій Миколайович, Бергеман Геннадій Володимирович, Антонюк Сергій Михайлович
МПК: B21B 27/02
Мітки: швелерного, профілів, спосіб, типу, прокатки
Формула / Реферат:
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом між прямолінійною поверхнею полиць профілю і...
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Туляков Віктор Олександрович, Юр'єв Олег Михайлович, Руденко Євген Олексійович, Коновалов Юрій В'ячеславович
МПК: B21B 1/38
Мітки: товстих, спосіб, листів, прокатки
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Спосіб прокатки слябів
Номер патенту: 75671
Опубліковано: 15.05.2006
Автори: Рапін Аркадій Олександрович, Бойко Володимир Семенович, Зеленський Віктор Євгенович, Романенко Максим Володимирович, Пасько Іван Олександрович, Карнаушенко Ніл Андрійович, Мангуш Валентин Георгійович, Омельяненко Микола Іванович, Васекін Андрій Валерійович, Шамлі Георгій Іванович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Дригін Олександр Іванович
МПК: B21B 1/02
Мітки: спосіб, прокатки, слябів
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, який включає обтиск по товщині і ширині зливка у декількох проходах з гарантованим обтиском по ширині в останньому проході робочої кліті стана, який відрізняється тим, що в останньому проході зливок подають донною частиною в вертикальні валки робочої кліті слябінга.
Привід переміщення робочої кліті стана холодної прокатки труб
Номер патенту: 13510
Опубліковано: 17.04.2006
Автори: Черних Володимир Миколайович, Клименко Фелікс Констянтинович, Луцик Володимир Олександрович, Гриневич Володимир Ігоревич
МПК: B21B 35/06
Мітки: кліті, робочої, холодної, переміщення, прокатки, привід, труб, стана
Формула / Реферат:
Привід переміщення робочої кліті стана холодної прокатки труб, що містить зубчастий планетарний механізм з сателітом на валу водила та зрівноважувальний вантаж з кривошипом під шатун робочої кліті, який відрізняється тим, що сателіт та два додаткових сателіта встановлені на нерухомій опорі маточини водила зрівноважувального вантажу з можливістю обертання його навколо власної осі та осі вихідного вала, при цьому водило є кривошипом під шатун...
Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу
Номер патенту: 75107
Опубліковано: 15.03.2006
Автор: Фіггє Дітер
МПК: B21B 31/00, B21B 31/16
Мітки: холодної, матеріалу, кліть, металевого, гарячої, прокатки, прокатна, стрічкового
Формула / Реферат:
1. Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, зі сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки розташовані з обох сторін в напрямних рами станини з можливістю переміщення для регулювання міжвалкового зазору і додаткового зміщення за допомогою розташованих в рамі станини горизонтальних циліндро-поршневих вузлів щонайменше з...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Хрустенко Юрій Михайлович, Курочкін Олександр Федорович, Токмаков Павло Вадимович, Білий Микола Павлович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Макаренко Олександр Анатолійович
МПК: B21B 1/02
Мітки: безперервному, профілів, стані, прокатки, спосіб, кутових
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Макаренко Олександр Анатолійович, Хрустенко Юрій Михайлович, Курочкін Олександр Федорович, Білий Микола Павлович, Токмаков Павло Вадимович, Паламар Дмитро Григорович, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: профілів, безперервному, смугових, спосіб, стані, прокатки
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Пристрій для прокатки порошкових матеріалів на металевій підкладці
Номер патенту: 10150
Опубліковано: 15.11.2005
Автори: Грибков Олексій Петрович, Кулік Олександр Миколайович, Грибков Едуард Петрович
МПК: B22F 3/00
Мітки: пристрій, металевій, прокатки, порошкових, матеріалів, підкладці
Формула / Реферат:
Пристрій для прокатки порошкових матеріалів на металевій підкладці, який містить плиту з пазом глибиною, рівною товщині підкладки, та еластичні елементи, що закріплені на плиті по бокових зовнішніх кромках паза, який відрізняється тим, що в пазу задньої частини плити закріплені опори з антифрикційного матеріалу, у яких установлені штанги, на котрих закріплені еластичні елементи, а до передніх кінців штанг закріплена лінійка.
Спосіб прокатки на блюмінгу
Номер патенту: 8680
Опубліковано: 15.08.2005
Автори: Полуновський Ісаак Євсійович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Кулаков Леонід Васильович, Спіняков Віктор Костянтинович, Паламар Дмитро Григорович, Коротченков Валерій Михайлович, Лисенко Віктор Володимирович, Бабенко Михайло Антонович, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: прокатки, блюмінгу, спосіб
Формула / Реферат:
Спосіб прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці та у ящикових калібрах з відносними обтисненнями і коефіцієнтами витяжки металу, що збільшуються від проходу до проходу, до одержання блюма, який відрізняється тим, що збільшення відносних обтиснень від проходу до проходу при прокатці на гладкій бочці та у ящикових калібрах встановлюють, виходячи з...
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Гуляєв Юрій Геннадійович, Чуєв Анатолій Васильович, Залесський Олександр Іванович, Юрковський Володимир Васильович, Івченков Сергій Іванович, Козловський Альфред Іванович, Шифрін Євген Ісайович, Квітка Наталія Юріївна, Лозовий Віктор Іванович
МПК: B21B 17/00
Мітки: поздовжньої, труб, спосіб, прокатки, безперервної, безоправочної, багатоклітьовому, стані
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб прокатки зливків на реверсивному обтискному стані
Номер патенту: 8113
Опубліковано: 15.07.2005
Автори: Похилько Володимир Ігорович, Бабенко Михайло Антонович, Лисенко Віктор Володимирович, Спіняков Віктор Костянтинович, Коротченков Валерій Михайлович, Ротару Іон Теодорович, Кекух Анатолій Володимирович, Лясов Володимир Григорович, Шеремет Володимир Олександрович, Полуновський Ісаак Евсійович
МПК: B21B 1/02
Мітки: обтискному, зливків, стані, прокатки, реверсивному, спосіб
Формула / Реферат:
1. Спосіб прокатки зливків на реверсивному обтискному стані й в окремих клітях безперервних прокатних станів, що включає прокатку зливків у калібрах зі зміною напрямку прокатки, обтиснення зливків від калібру до калібру, який відрізняється тим, що прокатку в першому калібрі здійснюють із використанням профільованої "бочки" валків, при цьому ступінь проникнення деформації визначається за формулою:Еп = Нп + 0,2Нп,де: Нп...
Спосіб прокатки на блюмінгу
Номер патенту: 7502
Опубліковано: 15.06.2005
Автори: Полуновський Ісаак Евсійович, Кекух Анатолій Володимирович, Спіняков Віктор Костянтинович, Ротару Іон Теодорович, Лисенко Віктор Володимирович, Жучков Сергій Михайлович, Кулаков Леонід Васильович, Бабенко Михайло Антонович, Сокуренко Анатолій Валентинович, Паламар Дмитро Григорович, Шеремет Володимир Олександрович, Лясов Володимир Григорович
МПК: B21B 1/02
Мітки: спосіб, прокатки, блюмінгу
Формула / Реферат:
Спосіб прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці й у ящикових калібрах з відносними обтисненнями, що збільшуються від проходу до проходу, до одержання блюма, який відрізняється тим, що прокатку на гладкій бочці й у ящикових калібрах здійснюють з відносними обтисненнями, що збільшуються від проходу до проходу та встановлюються, виходячи з залежності:ع=(0,8...1,2)(11,27-1,06№+0,195№2),де...
Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Кекух Анатолій Володимирович, Корінь Андрій Олександрович, Шеремет Володимир Олександрович, Теряєв Олександр Митрофанович, Коротченков Валерій Михайлович, Жучков Сергій Михайлович, Лисенко Віктор Володимирович, Бабенко Михайло Антонович, Паламар Дмитро Григорович, Полуновський Ісаак Євсійович, Сокуренко Анатолій Валентинович, Спіняков Віктор Костянтинович, Кулаков Леонід Васильович
МПК: B21B 1/02
Мітки: обтискному, спосіб, реверсивному, прокатки, стані
Формула / Реферат:
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 6982
Опубліковано: 15.06.2005
Автори: Чигринський Володимир Олександрович, Криворучко Павло Петрович, Костюченко Михайло Іванович, Іванов Дмитро Олексійович, Бабенко Михайло Антонович, Сокуренко Анатолій Валентинович, Куваєв Володимир Миколайович, Шеремет Володимир Олександрович, Блохін Дмитро Парфірйович, Кокшаров Олександр Миколайович, Карпинський Юрій Пантелеймонович, Квашин Валерій Миколайович, Політов Ігор Вітальйович
МПК: B21B 1/16
Мітки: спосіб, станах, сортових, заготовок, безперервних, прокатки
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що містить попереднє завдання рівня неузгодженості швидкостей обертання валків суміжних клітей, монотонне зменшення неузгодженості на початковій ділянці прокату до заданого рівня і монотонне збільшення неузгодженості від заданого рівня на кінцевій ділянці прокату, який відрізняється тим, що роздільно задають максимальні рівні неузгодженості...
Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Дорожко Іван Кирилович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Луценко Віктор Олександрович
МПК: B21B 27/00, B21B 1/08
Мітки: калібрів, профілів, круглих, прокатки, система, двовалкових
Формула / Реферат:
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними...
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці

Номер патенту: 72647
Опубліковано: 15.03.2005
Автори: Гуляєва Наталія Юріївна, Шифрін Євген Ісайович, Позументщиков Віктор Костянтинович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович, Друян Володимир Михайлович, Івченков Сергій Іванович, Чуєв Анатолій Васильович, Залесський Олександр Іванович
МПК: B21B 17/00
Мітки: труб, прокатки, нерухомій, спосіб, валках, багатопрохідної, поздовжньої, короткій, каліброваних, оправці
Формула / Реферат:
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до якого обтиснення заготовки по стінці і зовнішньому радіусу в першому проході здійснюють до площини і за площиною центрів валків, який відрізняється тим, що формозміну заготовки в першому проході здійснюють таким чином, що співвідношення обтиснення заготовки...
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Мурашкін Олександр Вікторович, Тарасенко Олег Станіславович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Саркіц Ігор Генадієвич, Кашков Генадій Алимович, Налча Іван Борисович, Голі-Оглу Володимир Семенович, Васєкін Андрій Валерійович, Карнаушенко Ніл Андрійович, Греков Ніл Сергійович, Бойко Володимир Семенович, Радушев Олексій Олександрович, Лямцев Василь Петрович
МПК: B21B 1/38
Мітки: спосіб, гарячої, прокатки, листів, товстих
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: прокатки, стан, гарячої, спосіб, здійснення, штаби, тонкої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб поздовжньої прокатки труб
Номер патенту: 71677
Опубліковано: 15.12.2004
Автори: Залесський Олександр Іванович, Гуляєва Наталія Юріївна, Івченков Сергій Іванович, Друян Володимир Михайлович, Гуляєв Юрій Геннадійович, Позументщиков Віктор Костянтинович, Шифрін Євген Іссайович, Козловський Альфред Іванович, Чуєв Анатолій Васильович
МПК: B21B 17/00
Мітки: поздовжньої, спосіб, труб, прокатки
Формула / Реферат:
Спосіб поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до котрого деформацію заготовки по радіусу здійснюють до площини і за площиною центрів валків, а одночасне збільшення зовнішнього радіуса і обтиснення стінки заготовки здійснюють у вихідному конусі осередку деформації, закінчуючи перерізом виходу готової труби з осередку деформації, і при цьому обтиснення стінки заготовки з одночасним збільшенням...
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Гуляєва Наталія Юріївна, Козловський Альфред Іванович, Чуєв Анатолій Васильович, Друян Володимир Михайлович, Гуляєв Юрій Геннадійович, Позументщиков Віктор Костянтинович, Шифрін Євген Іссайович, Івченков Сергій Іванович
МПК: B21B 17/00
Мітки: стані, труб, безоправочної, спосіб, безперервної, багатоклітьовому, прокатки
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Спосіб прокатки блюмів
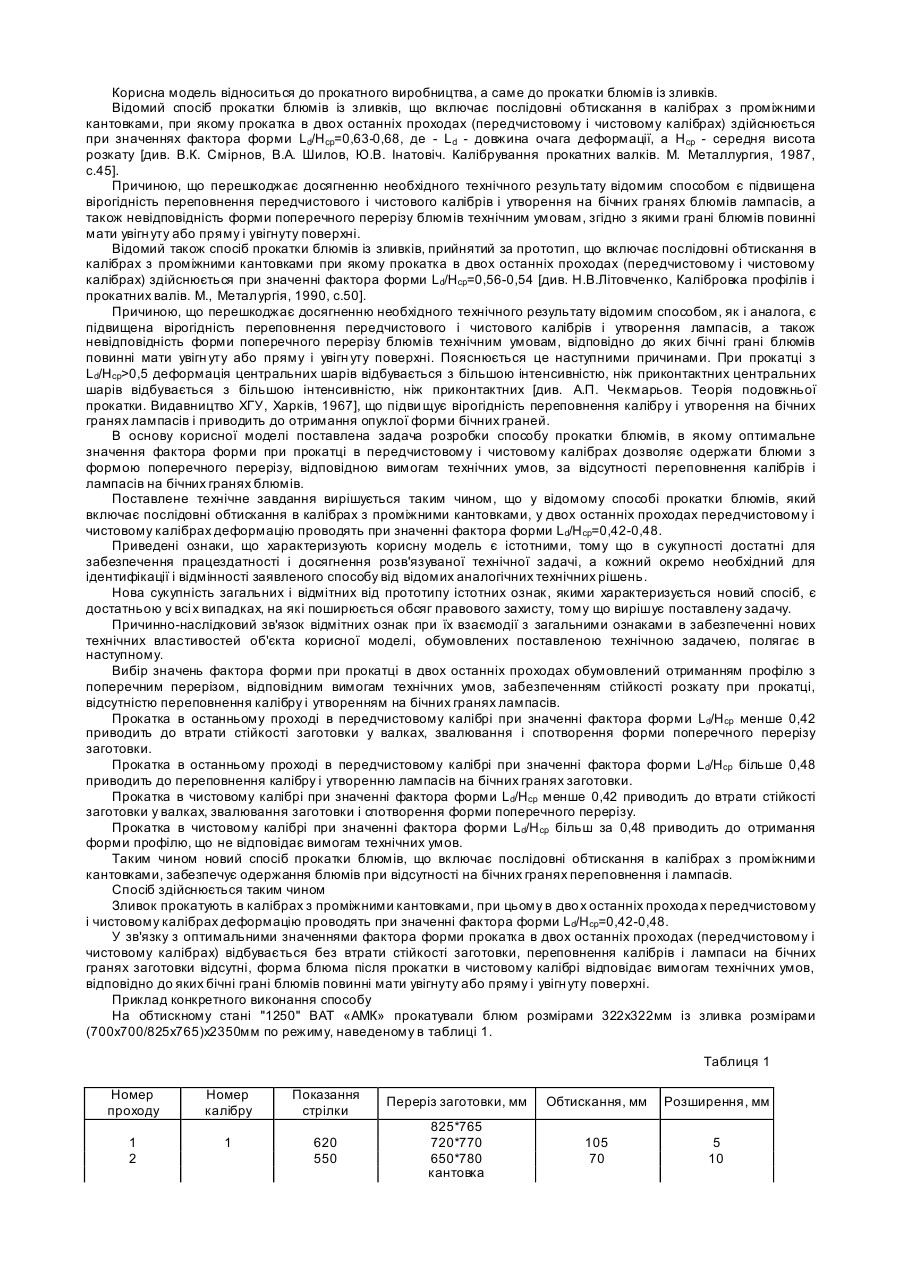
Номер патенту: 3131
Опубліковано: 15.10.2004
Автори: Чічкан Артур Олексійович, Павленко Анатолій Несторович, Луцький Михайло Борисович, Луценко Віктор Олександрович, Говоруха Валерій Петрович, Чудновець Олександр Миколайович, Дорожко Іван Кирилович, Горецький Юрій Володимирович, Лук'янов Юрій Васильович, Лігус Микола Миколайович
Мітки: прокатки, спосіб, блюмів
Формула / Реферат:
Спосіб прокатки блюмів із зливків, що включає послідовні обтискання в калібрах з проміжними кантівками, який відрізняється тим, що в двох останніх проходах у передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Hcp = 0,42 - 0,48, де Ld - довжина вогнища деформації, а Нcp - середня висота розкату.
Спосіб гарячої прокатки плоскої заготівки
Номер патенту: 70729
Опубліковано: 15.10.2004
Автори: Вереньов Валентин Володимирович, Путнокі Олександр Юліусович, Калабухов Віктор Іванович, Мацко Сергій Володимирович, Яценко Вячеслав Олександрович
МПК: B21B 1/26
Мітки: плоскої, спосіб, гарячої, заготівки, прокатки
Формула / Реферат:
Спосіб гарячої прокатки плоскої заготівки, що включає формування фігурного виступу на кінцях заготівки при прокатці в першій чорновій кліті, наступну прокатку в інших клітях чорнової групи, обрізку кінців розкатки і прокатку в безперервній групі клітей, який відрізняється тим, що на передній торцевій частині заготівки по всій її ширині формують фігурний виступ, переважно трикутної форми, довжиною, що дорівнює 0,05...0,15 товщини заготівки, на...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Шеремет Володимир Олександрович, Костюченко Михайло Іванович, Сокуренко Анатолій Валентинович, Куваєв Володимир Миколайович, Чигринський Володимир Олександрович, Карпинський Юрій Пантелеймонович
МПК: B21B 1/16
Мітки: станах, безперервних, спосіб, заготовок, сортових, прокатки
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення...
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Леонідов-Канєвський Євген Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Остапенко Арнольд Леонтійович, Барабаш Андрій Володимирович
МПК: B21B 41/00, B21B 1/30, B21B 1/46 ...
Мітки: спосіб, гарячої, прокатки, міні-стан, тонкої, здійснення, смуги
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Спосіб автоматичної стабілізації режиму прокатки
Номер патенту: 69693
Опубліковано: 15.09.2004
Автори: Півняк Генадій Григорович, Курочкін Олександр Федорович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Костюченко Михайло Іванович, Щур Віталій Андрійович, Куваєв Володимир Миколайович, Довгань Сергій Михайлович, Політов Ігор Віталійович
МПК: B21B 1/00
Мітки: режиму, стабілізації, автоматичної, спосіб, прокатки
Формула / Реферат:
Спосіб автоматичної стабілізації режиму прокатки, що включає завдання величини прогину, що стабілізується, вимір поточної величини прогину, який відрізняється тим, що стабілізацію величини прогину здійснюють регулюванням співвідношення швидкостей приводів попередніх за ходом прокатки клітей.
Спосіб прокатки локомотивних бандажів на одному стані
Номер патенту: 49162
Опубліковано: 16.08.2004
Автори: Лоскутов Олександр Юр'євич, Новохатній Володимир Акимович, Погонєц Василь Калинович, Донской Анатолій Іванович, Стукалов Олександр Адольфович, Яковченко Олександр Васильович, Іващенко Ірина Михайлівна
МПК: B21H 1/00
Мітки: стані, бандажів, локомотивних, одному, спосіб, прокатки
Формула / Реферат:
Спосіб прокатки локомотивних бандажів на одному стані, що включає штампування кільцевої заготовки з попереднім формуванням гребеня, її прошивання і прокатку на одному кільцебандажному стані, який відрізняється тим, що радіальний обтиск по колу катання кільцевої частини заготовки, що має кут нахилу ,...
Спосіб прокатки слябів
Номер патенту: 53835
Опубліковано: 16.08.2004
Автори: Климанчук Владислав Владиславович, Пасько Іван Олександрович, Дубінський Борис Євгенійович, Конкін Юрій Петрович, Лук'янчиков Олександр Миколайович, Карнаушенко Ніл Андрійович, Норка Сергій Петрович, Омельяненко Микола Іванович, Радушев Олексій Олександрович, Дригін Олександр Іванович, Грекова Юлія Сергіївна, Мангуш Валентин Георгійович, Шебаніц Едуард Миколайович, Кашков Геннадій Алимович, Рапін Аркадій Олександрович, Васекін Андрей Валерійович
МПК: B21B 1/02
Мітки: слябів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, якій включає обтиск по товщині і ширині в кількох проходах, який відрізняється тим, що обтиск по ширині в останньому проході вертикальними валками здійснюють за виразом:∆hb = const = 35 мм при b = 1000 - 1530 мм,де b - ширина сляба.
Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки

Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/00
Мітки: клітями, двома, виміру, гарячої, прокатки, стана, натягу, штаби, спосіб
Формула / Реферат:
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне...
Спосіб прокатки штабобульбової сталі
Номер патенту: 67656
Опубліковано: 15.06.2004
Автори: Левицький Анатолій Петрович, Шум Валентин Борисович, Юдковський Володимир Веніамінович, Яковченко Олександр Васильович, Кіріченко Олександр Олександрович
МПК: B21B 1/08
Мітки: сталі, прокатки, штабобульбової, спосіб
Формула / Реферат:
Спосіб прокатки штабобульбової сталі, що включає деформацію елемента профілю "стінка" із криволінійної ділянки підготовчого перерізу, який відрізняється тим, що елемент "стінка" у поперечному перерізі підготовчих калібрів формують східчастим, розносячи крайні ділянки по висоті в межах вертикального розміру профілю.
Спосіб прокатки чорнових залізничних коліс
Номер патенту: 67603
Опубліковано: 15.06.2004
Автори: Новиков Денис Миколайович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: прокатки, коліс, чорнових, залізничних, спосіб
Формула / Реферат:
Спосіб прокатки чорнових залізничних коліс, що включає гарячу пластичну деформацію обода похилими і натискними валками і прилеглого до нього диска - похилими валками, який відрізняється тим, що процес осьової і/або радіальної деформації обода суміщають із примусовим охолодженням бічних поверхонь обода і/або поверхні кочення обода і гребеня до температури 1000 – 1070 °С.
Спосіб прокатки заготівок розділенням
Номер патенту: 65645
Опубліковано: 15.04.2004
Автори: Бандаренка Аляксандр Мікалаєвіч, Філіпау Вадзім Уладзіміравіч, Цішчанка Уладзімір Андрєявіч, Дзьяченка Юрий Уладзіміравіч, Гуляєу Міхаіл Паулавіч
МПК: B21B 1/02
Мітки: прокатки, заготівок, розділенням, спосіб
Формула / Реферат:
Спосіб прокатки заготівок розділенням, згідно з яким, нагріту заготівку прокатують послідовно в ящичному, ромбовому і діагональному квадратному калібрах прокатного стану, який відрізняється тим, що після ящичного калібру заготівку прокатують в фасонному розрізному калібрі, що має форму двох овалів, сполучених перетинкою, а потім в ромбовому і діагональному квадратних калібрах, виконаних у вигляді двох розкатів, з'єднаних перетинкою, при цьому...
Спосіб регулювання величини примусового катаючого радіуса валків і стан холодної пільгерної прокатки труб для його реалізації
Номер патенту: 65925
Опубліковано: 15.04.2004
Автори: Фролов Ярослав Вікторович, Данильченко Віктор Васильович, Фролов Віктор Пилипович, Смирнов Віктор Григорович, Чубарь Алла Георгійовна
МПК: B21B 21/00
Мітки: радіуса, величини, реалізації, прокатки, холодної, стан, спосіб, примусового, регулювання, труб, валків, катаючого, пільгерної
Формула / Реферат:
1. Спосіб регулювання величини примусового катаючого радіуса валків стана холодної пільгерної прокатки труб по довжині їхнього ходу шляхом докручування ведучих шестерень валків переміщенням зубчастих рейок, який відрізняється тим, що зубчасті рейки переміщають відповідно до функції зміни різниці природного і примусового катаючих радіусів:,де: RKEX - природний...
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Смирнов Віктор Григорович, Фролов Ярослав Вікторович, Сеніна Тетяна Володимирівна, Фролов Віктор Пилипович, Данильченко Віктор Васильович
МПК: B21B 21/00, B21B 21/04
Мітки: робоча, труб, стана, прокатки, пільгерної, холодної, кліть
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби
Номер патенту: 63378
Опубліковано: 15.01.2004
Автори: Леонідов-Каневський Євген Володимирович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Гагарін Павло Павлович, Биковський Анатолій Іванович, Каушанський Ігор Борисович
МПК: B21B 37/00
Мітки: групи, спосіб, виміру, стану, прокатки, гарячої, безперервний, штаби, натягу, клітей
Формула / Реферат:
Спосіб виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманих даних і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступну...
Спосіб прокатки слябів
Номер патенту: 63543
Опубліковано: 15.01.2004
Автори: Рапін Аркадій Олександрович, Мангуш Валентин Георгійович, Бойко Володимир Семенович, Омельяненко Микола Іванович, Зеленський Віктор Євгенович, Карнаушенко Ніл Андрійович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Дригін Олександр Іванович
МПК: B21B 1/02
Мітки: прокатки, спосіб, слябів
Формула / Реферат:
Спосіб прокатки слябів, що включає подачу зливка у валки реверсивного стана визначеною частиною, наприклад донною, з наступним його обтиском у низці послідовних пропусків, при цьому у пластових пропусках додатково здійснюють калібрувальний пропуск, встановлюючи розхил валків з урахуванням виробленості виливниць, а один чи два пластових пропуски після калібрувального, в якому донна частина є заднім кінцем, здійснюють без обтискання, який...
Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки
Номер патенту: 62598
Опубліковано: 15.12.2003
Автори: Гагарін Павло Павлович, Колесников Юрій Миколайович, Грабовський Георгій Генадієвич, Бєляєв Юрій Борисович, Єлецьких Володимир Іванович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович, Каушанський Ігор Борисович, Барабаш Андрій Володимирович
МПК: B21B 37/00
Мітки: клітей, натягу, штаби, стану, гарячої, система, групи, виміру, прокатки, безперервний
Формула / Реферат:
1. Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, що містить установлений на кожній кліті пристрій виміру переднього натягу штаби, що включає у собі датчик горизонтальної сили, датчик зусилля прокатки (месдозу) і блок обчислення, причому виходи датчика горизонтальної сили і месдози з'єднані з відповідними входами блока обчислення, додатковий вхід якого підключений до виходу блока обчислення в пристрої...
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48358
Опубліковано: 15.12.2003
Автори: Орловський Юрій Володимирович, Бєляєв Юрій Борисович, Бєлобров Юрій Миколайович, Бєляєва Анастасія Юрьєвна, Грабовський Георгій Геннадієвич
МПК: B21B 37/58, B21B 37/16
Мітки: прокатки, товщини, пристрій, стабілізації, гарячої, реверсивних, станах, листа
Формула / Реферат:
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки, який містить електрогідравлічний блок управління, з’єднаний з системою автоматичного регулювання товщини (САРТ) листа і гідравлічними виконавчими механізмами (ГВМ) з датчиками тиску рідини і датчиками положення, підключеними до блока управління, причому порожнини виконавчих механізмів з’єднані з джерелом тиску рідини через сервоклапани і з магістраллю зливу - через...
Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48357
Опубліковано: 15.12.2003
Автори: Орловський Юрій Володимирович, Бєляєва Анастасія Юрьєвна, Бєлобров Юрій Миколайович, Бєляєв Юрій Борисович, Грабовський Георгій Геннадієвич
МПК: B21B 37/58, B21B 37/16
Мітки: товщини, спосіб, стабілізації, прокатки, станах, гарячої, листа, реверсивних
Формула / Реферат:
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію відповідного зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил...
Спосіб автоматичної стабілізації режиму прокатки
Номер патенту: 62590
Опубліковано: 15.12.2003
Автори: Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Щур Віталій Андрійович, Чигринський Володимир Олександрович, Політов Ігор Віталійович, Карпинський Юрій Пантелеймонович, Куваєв Володимир Миколайович, Бабенко Михайло Антонович
МПК: B21B 1/00
Мітки: прокатки, автоматичної, спосіб, стабілізації, режиму
Формула / Реферат:
Спосіб автоматичної стабілізації режиму прокатки, що включає використання як критерію стану прокату в міжклітьовому проміжку величини прогину прокату для регулювання швидкостей приводів суміжних клітей, який відрізняється тим, що попередньо визначають і запам'ятовують положення осі прокатки, задають максимальну величину прогину прокату щодо осі прокатки і період виміру максимальної величини прогину, а регулювання частоти обертання приводів...
Спосіб безперервної прокатки дроту
Номер патенту: 60840
Опубліковано: 15.10.2003
Автори: Сергєєв Віктор Володимирович, Кравець Михайло Леонідович, Ковалевський Андрій Олегович, Бестужева Надія Михайлівна, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Петров Володимир Володимирович, Крижановський Віталій Анатолійович
МПК: B21B 1/16
Мітки: прокатки, дроту, спосіб, безперервної
Формула / Реферат:
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної кліті.